Abstract
Ship block assembly planning is very complex due to the various activities and characteristics of ship production. Therefore, competitiveness in the shipbuilding industry depends on how well a company operates its ship block assembly plan. Many shipbuilders are implementing various studies to improve their competitiveness in ship block assembly planning, specifically regarding technology usage, such as modeling and simulation (M&S) and Cyber-Physical Systems (CPS). Although these technologies are successfully applied in some production planning systems, it is difficult to tailor ship production planning systems with flexibility due to unexpected situations. Providing a flexible plan for these production planning systems requires a way to describe and review the organic relationships of ship production processes. In this research, a process-based modeling (PBM) method proposes a novel approach to describing the production process of ship block assembly planning by redefining production information based on changing instructions. The proposed method consists of four modeling steps. The first creates a unit model, which includes the products, processes, and resource information for the block. The second designs an integrated network process for linking unit models according to the bill of materials (BOM). The third creates a process-based model that describes the production processes by combining unit models. The fourth generates a simulation model by applying a Petri-net to the process-based model, which analyzes the productivity of the ship’s block assembly processes. PBM identifies the assembly process’ interrelationship and shows that productivity can be reviewed to uncover ship production problems.
1. Introduction
The Korean shipbuilding industry has been struggling to improve global competence and maintenance, which would allow them to gain an advantage over rivals, including those industries in Germany, China, the USA, and Japan, with traditional ship technologies. Many Korean shipbuilding companies are making every effort to study shipbuilding for producing high value-added vessels, price competitiveness, and production efficiency [1]. Generally, shipbuilding involves single (fixed) product production and bay production. It traditionally is a labor-intensive assembly industry. To produce a single vessel, it takes extensive labor, production costs, production time, products, and resources, such as limited workplaces (large/medium/small assembly factories or workspaces), equipment (welding machines or cranes), and manpower. Ship production has many planning activities, such as block division, the assembly process, the outfitting process, the block erection process, and more [2]. Among these production process activities, the assembly process is extremely important, since it determines what happens in the other process activities. Additionally, it contributes substantial time and costs during ship production. Based on these resources and production process activities, many companies have been conducting research on the best way to manage and analyze ship block assembly planning and processes [3].
Although shipbuilding research is applicable, it is difficult to manage the block assembly planning while considering account economics and physical constraints, such as the workplace and equipment. It is challenging to analyze the block assembly process while considering the interrelationship among blocks because of problems (i.e., delays in ship production, the use of additional equipment, and excess production costs) caused by unexpected situations (i.e., short-term delivery of ships, production schedule changes, process changes, workload overloads, and deteriorating weather conditions) [4]. To resolve these issues, advanced companies are focusing on production planning systems, which effectively manage the production process, assembly schedule, and logistics planning, by simulating ship production planning. These systems use advanced technologies, such as information and communication technology (ICT), modeling and simulation (M&S), the digital twin technique, and Cyber-Physical Systems (CPS) [4,5,6].
The production planning system’s goal is to maximize productivity, with minimal costs, for efficient resource management. The system’s core abilities are determined by its capability to provide feasible alternatives to ship production processes for problems caused by unexpected situations. Many shipbuilders are studying efficient production methods through ship production rescheduling, production process changes, and business innovation. However, the new production planning system for flexible plans, which resolves the above-mentioned issues in the ship production assembly planning and process, still requires more research [7]. Therefore, to propose a flexible production planning system, a novel method is needed to support efficient ship production, which would be based on the core of the ship production process. Additionally, it is crucial to make a new production system that can monitor the ship production process and provide the best alternatives by integrating actual site situations and virtually simulating information.
To meet this need, this research developed a process-based modeling (PBM) method that can describe and review the organic relationships of ship production processes by modeling the product, process, resource, schedule, and space (PPR-SS) needed for block production. The PBM method supports efficient ship production by quickly identifying the complex interrelation between processes.
2. Ship Production Background
Ship production carries out production processes that consider load balancing of the workplace, loads, and facilities until the ship is ordered and delivered [5]. The production processes are produced through sequential processes such as unloading and storage of steel, steel cutting, subassembly, middle assembly, and large assembly, and then, the ship is constructed by the repeating movement and assembly of blocks until erection on the dock after outfitting, painting, and pre-erection in the shop [6]. The hull block assembly process is a particularly important task of production processes due to accounting for about 48–50% of the production process [2]. The assembly block is sequentially assembled into the subassembly, middle assembly, and large assembly according to assembly type, and the painting and outfitting such as pipes and electrical work are subsequently performed, and then, large assembly blocks are created through the pre-erection. The large assembly block, which is the final step in building blocks before being put into dock, plays a crucial role in determining the overall plan, resources, and processes of ship production. The blocks are assembled using various equipment (welding, transporters, cranes, etc.), and the ship production process operates the production plan (ship table planning, long-term planning, mid-term planning, short-term planning, and execution planning) associated with five stages (company, plant, factory, cell, and resource level), as shown in Figure 1.
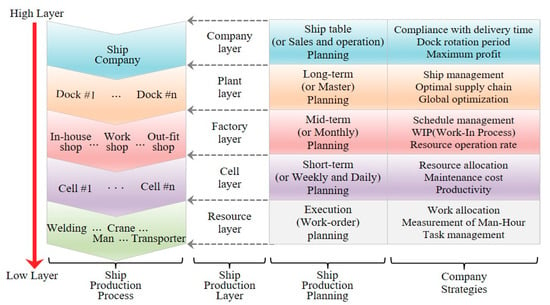
Figure 1.
Hierarchy of the ship production process, production layer, production planning, and company strategies.
Production planning, which is the core task of connecting the design and production of the ship, not only determines the assembly and erection of blocks, the work schedule, and the spatial batch planning but, also, provides important information to support decisions for the management of company strategies, as shown in Figure 1 [8,9]. Typically, ship production planning begins with the overall plan for the ship table planning. Afterward, the ship table plan is subdivided to show the long-term planning, mid-term planning, and short-term planning considering of the capacity plan. Each planning has key information that should be considered according to a specific period of ship production and includes various information for ship production at the shipyard. Thus, production planning should be able to present production processes that reflect the company’s decision-making in response to the changing shipbuilding environment [10,11]. In addition, these production plans are being used as research to estimate the task duration in project managements such as ships and buildings [12,13,14].
However, current ship companies are having difficulty in providing optimal production processes due to various constraints (block relationships and characteristics, block type, timekeeping, weather, etc.) and complex factors (human, equipment utilization, etc.) used in ship production in response to the changing shipbuilding environment [9,10,15,16]. Additionally, the production-planning procedures cause many complex problems due to various internal constraints and complicated business process of the departments, which cause many setbacks in ship production. To solve these problems, research has been conducted to support the decision-making or rescheduling of production so that ship production could be systematically managed, but no clear solution has been offered [9,17]. Therefore, this paper presents a new method that can manage the entire shipbuilding production process in layered detail by identifying the relationship to the schedule and space along with the product-process resource required for the shipbuilding manufacturing process.
3. Literature Review
Most shipyards have production plans that consider the process, facilities, and capacity of ship production. However, it difficult to identify production plan delays and process problems in advance by considering only these factors. It is impossible to analyze the production site’s various physical constraints that change over time.
Since the 1990s, studies regarding managing and predicting the process plan for ship production have been conducted in earnest [3]. Cho et al. [2] conducted a study on the development of an automatic shipbuilding process planning system for block assembly. Sladoljev et al. [17] explained problems and offered a simple model for the production management of shipyards with unforeseen production processes. Furthermore, Alfeld et al. [18] introduced simulation technology for checking complexities in shipyard production processes. However, these studies found it difficult to systematically express the production process relationships, and there was a limit to utilizing the information on ship production.
To solve these problems, various studies have been conducted on the M&S method that supports ship production processes. Seo et al. [16] proposed that production methods can be generalized as multi-processes, where multi-bay production planning uses multiple machines to analyze the production process during the parts fabrication stage of the ship hull construction. Woo et al. [19] studied the simulation modeling method when constructing a digital shipyard for in-house processes during the shipbuilding process. Moreover, Han et al. [20] and Seo et al. [21] analyzed manufacturing cells and modeled shipyard panel lines through Petri-net, which is a set of graphical and mathematical tools for modeling complex and dynamic systems, and the integrated definition for function modeling (IDEF0), which is widely used in engineering process modeling, and considered the characteristics of the ship production process. Kilincci [22] conducted line balancing using a Petri-net model and evaluated the production capacity of an assembly line. Kim et al. [23] studied a product model-centric simulation model of the shipyard production process using the product, process, and resource (PPR) criteria and the Unified Modeling Language (UML). These studies were limited to products from certain fixed processes; however, they do not reflect the production processes and resources that changed under a flexible production plan. Thus, virtual manufacturing technology was required to predict and manage the production process and ship planning by building a virtual simulation model [15,24].
Regarding research on modeling and simulations for virtual manufacturing, Lee et al. [3] proposed process-centric modeling (PCM) methodologies, considering the shipyard’s production environment, since the shipyard’s production management system is structured around this process. Based on the PCM methodology, shipyard simulation systems and shipyard block logistic simulations for virtual manufacturing were developed [1,7]. The PCM method has the advantage of effectively expressing the product, process, resource, and schedule (PPR-S) information in the shipbuilding process. However, it is difficult to identify the space interrelated with the production process of the block considering resource constraints, and there is a limit to expressing the flow of the production process and analyzing productivity in the factory using a simulation. Therefore, virtual manufacturing research that can verify production processes, and plans have become important considering the actual production situation. Studies on CPS and a digital twin for this research are being actively carried out [5,25,26,27,28,29,30,31,32]. CPS are generally characterized as physical and engineered systems whose operations are monitored, controlled, coordinated, and integrated by a computing and communicating core, and they consist of the integration of computational components in the cyber system with the physical system [26,33]. Digital twin technology, which verifies and optimizes the shipyard production process, construction method, and yard operation, is used to predict the effects of production, verify efficiency, optimize the simulation-based process, and validate and verify a new construction method [34,35]. Among them, the CPS research has increased the technologies for the physical system that can collect data due to a variety of tools and machines, but there is still a lack of modeling methods to build a cyber-system suitable for the production process of the shipbuilding situation.
Therefore, this study researches a new modeling method that can analyze the productivity of a large assembly factory, including the block design, resources, schedule, and space information based on the ship production process and support the cyber system of virtual manufacturing based on CPS.
4. Problem Definition
Complex manufacturing lines can be represented by a bill of material (BOM) and their processes that correspond to a bill of process (BOP) [12,18,21]. The BOM is a list of the raw materials, assemblies, and components; parts of each are needed to manufacture an end product. A typical block is constructed by a BOM structure. The BOP shows information about the BOM and manufacturing process. It provides the relationship of assembly and disassembly and the precedence of processes. Basically, the ship’s block is produced on the basis of three pieces of information: products, processes, and resource (PPR) based on the BOM and the BOP. However, due to frequent changes in schedules caused by unexpected situations, the PRR-S (product, process, resource, and schedule) model, with schedule information added to the PPR model, was suggested [3]. Later, the PPR3-S (Product, Process, Facility, Space, Labor, and Schedule) model, which detailed the breakdown of resource information in the PPR-S model into facility, space, and labor, was presented as a solution [10]. However, PPR-S alone had limitations in expressing blocks produced in the spatial space of the factory. To construct a simulation model for virtual manufacturing, this study defined a PPR-SS model that can systematically describe the block production process by classifying production information from one block to the factory, as shown in Table 1. The model is based on information used in real-life shipyards and can help improve the reliability of simulation results.

Table 1.
The product, process, resource, schedule, and space (PPR-SS) information and productivity based on the PPR-SS. BOM: bill of materials.
Currently, different approaches have been applied for the modeling and analysis of manufacturing systems. Analyzing manufacturing systems requires the consideration of a variety of factors, and this study allowed an analysis of productivity through elements of PPR-SS. Productivity depends on the form and product of the manufacturing industry and can be analyzed based on PPR-SS for make-span, throughput, resource usage, and resource cost, as highlighted in block production, as shown in Table 1 [5,6,12]. The make-span is the total length of the schedule of the product production. The throughput is the capacity of production or the ability at which the block is processed. The resource usage is the available amount of resources used in the workspace, and the resource cost is the cost of the resources used. The PPR-SS to analyze this productivity is used as systematic configuration information and can help build a more complete production simulation model.
5. Process-Based Modeling Method for Ship Production Processes
Based on the related research in Section 3, this study concluded that the following four requirements should be met to model the ship production process. These include:
- The many elements of production (PPR-SS) should be systematically comprised.
- Interrelations of process features inherent to the block production should be logically presented.
- An integrated model should be designed where entire blocks and their processes are connected to describe large assembly factories.
- Analyze how effectively the blocks are produced in ship block assembly planning and how appropriately the resources are used.
To meet these requirements, this study presents a PBM method that can virtually model the production processes of blocks. The PBM is a new method representing a series of flows by redefining mutual relations between production processes [5]. Figure 2 shows the entire PBM method’s flow. This modeling method is composed of three parts: unit modeling, process-based modeling, and process-based simulation modeling. Unit modeling designs a model including product, process, and resource information on one block produced in a large assembly factory. Constraints in the modeling designs can be conditions such as the workspace and process schedule for producing a large assembly block based on the information of the unit models. Process-based modeling presents an integrated model of describing the factory by linking unit models as one process through the integrated network process, which links unit models according to the PPR-SS conditions of the factory. Afterwards, to verify the feasibility of implementing a process-based model, process-based simulation modeling designs a simulation model using a Petri-net simulator and analyzes the productivities of the ship block assembly planning.
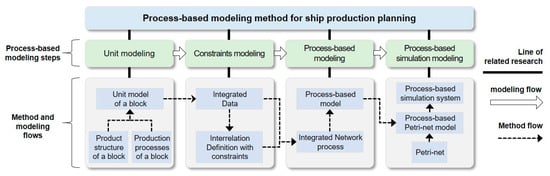
Figure 2.
Overall flow of the process-based modeling methods for ship production planning.
5.1. Unit Modeling
In spaces for block production, both equipment and manpower are limited. Therefore, to check the capacity or availability for block production by simulation in advance, a simulation model is required for the large blocks produced in each space. The simulation model should include products, processes, and resource information for one block. Generally, the shipyard separately manages production schedule information and the assembly design information of blocks. This is for efficient ship production management from the working departments. To develop a system with this information, it needs to be used as integrated information [32].
To represent the large assembly block as a simulation model, this section creates unit models. This unit model is based on the PPR information in Table 1, and this section introduces the methods for designing the unit model.
5.1.1. Structure Definition
A ship consists of many large assembly blocks, and a large assembly block is assembled in the BOM design structure. Most block assembly sequences are defined in long-term planning, while additional block production, block assembly sequence, schedule, and block type are defined in middle-term planning.
The block assembly sequence is identified by the block number and former relationship from the middle-term planning information, as shown on the left side of Figure 3. Block information is represented by the work breakdown structure (WBS), which represents the shipbuilding process, as shown on the right side of Figure 3 [3,12,32]. On the left side of Figure 3, the hierarchy structure information includes various information for block production and, in this figure, represents six information. Assembly block represents the name of the block and the hierarchy structure. Number (Num.) represents the number of blocks. The upper assembly block represents the upper block that is assembled after the production of the assembly block. The construction number (C/N) is the number for managing the block production, and the goal block (G/B) represents the final assembly block. Finally, the activity number represents the management code for managing the assembly blocks as data. The WBS is, as a planning element, widely used in shipbuilding industries and has a hierarchical structure of project components that are defined for the entire ship production process. The WBS is based on middle-term planning information, and this study defined each block as a unit block [12]. The unit block is used as basic information to determine the order in which the blocks are produced and the process to produce one large assembly block. On the right side of Figure 3, the names of the blocks vary depending on the shape of the block and the compartment of the ship. First, TT1 and TT3 are expressed by the letter T (Transverse bulkhead), which means an area or structure, and in two words, T1 and T2 (Top 1 or 2), indicating the length, direction, or height of the hull. SS1A also represents the area (S, Side shell) and location (S, side 1A). GR5A and GR6C represent the letter G (pre-erection block), R (Hatch cover) and location (5A and 6C). Sub blocks are also defined, like GR5B~GR6B (G: Pre-erection block, R: Hatch cover, 5B–6C: Location), FR45C~FR54B (F: Fore end construction, R: Hatch cover, 45C–54B: Location), BX1A (B: Bottom, X: Additional block, 1A: Location), and TT5 (T: Transverse bulkhead, T: Top block, 1: Location). These block names are defined and managed differently depending on different shipyards and the type of blocks.
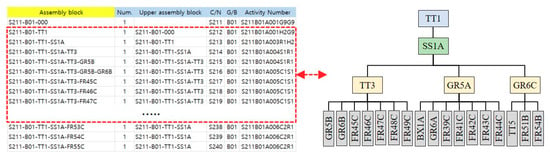
Figure 3.
Typical structure information of large assembly blocks (Left: hierarchy structure information of large assembly blocks. Right: work breakdown structure of TT1 blocks based on the bill of materials (BOM)).
5.1.2. Process Definition
Generally, blocks have different production processes depending on their type [5,16]. Figure 4 represents the process of assembling panel blocks and curved blocks in a large assembly factory, while Table 2 introduces the process details. The main difference between the panel and curved blocks processes is if it includes or not plate forming. Plate forming refers to bending works for processing members at certain angles using a welding machine. In this study, the panel block process and curved block process, according to the type of blocks, are implemented using general-welding and digital-welding machines, respectively. Depending on the characteristics and types of blocks, Table 2 represents process tasks according to the production processes, as shown in Figure 4. The blocks are produced by performing these tasks sequentially. Current block production processes vary by block type. They are not standardized, because only processes that can be identified at cost are stored and utilized as information. Therefore, this study used only the shaded processes in Figure 4 to design the unit model. The process was named the unit process.
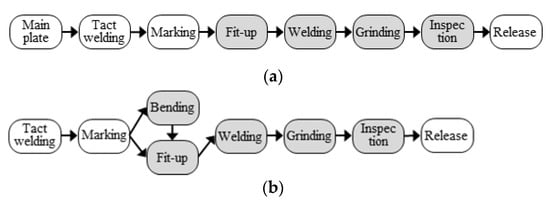
Figure 4.
The production process definition of large assembly blocks: (a) production process of a panel block, and (b) production process of a curved block.
Table 2.
Production process detailed descriptions for large assembly blocks.
5.1.3. Unit Model of a Block
Describing the large assembly factory simulation model requires the main object, including the production process and the block’s unique information. This section introduces a unit model of describing the assembly block by combining a unit block with the unit process, as shown in Figure 5. The unit model is a fundamental modular model that can represent modular representation and the analysis of complex processes and is a key model that expresses a process-based formal description [36,37,38].
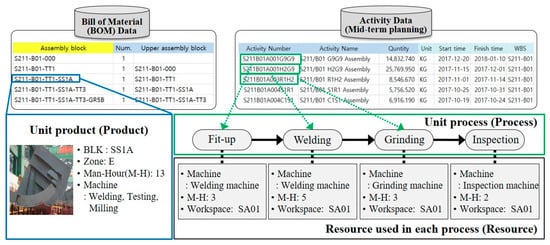
Figure 5.
An example of a unit model that combines the products, processes, and resources.
A unit model includes a block of unique specifications, process information to produce it, type and quantities of the resources used in the process, man hours, and production locations. These unit models contain specific processes for the block and are used as a major model for analyzing the productivity, such as the capacity, production rate, and throughput, in the factory.
5.2. Constraints Modeling
The simulation model for block production presents different productivity results depending on the mutual relation of the blocks and constraints, such as the workspace, schedule, and resource allocation. This is because the type of blocks varies depending on the workspace of the large assembly factory, and the production process and plan are managed differently. Therefore, it is important how the interrelationships and constraints of the blocks can be included in this simulation model. This section introduces data integrating the production information, such as the mutual relation of the blocks, workspace, schedule, resource allocation, and the interrelation definition of the blocks based on the integrated data.
5.2.1. Integrated Data for Interrelations between Unit Models
To identify the block production situation accurately, large assembly blocks require information on the resources and processes used in block production. Information used in actual block production is BOM data, activity data, and activity relationship data, as shown in Figure 6. To quickly check interrelations between the blocks, this study constructs integrated data based on the assembly transmission line and activity number in each dataset, such as in Figure 6. The integrated data saves information from the unit blocks and includes major information (i.e., quantity, mutual process relationships, schedules, and space). Unit model data within integrated data represents the data structure, as shown in Figure 6. Each table row represents a unit model and consists of a block name, upper-level block, quantity, from-to relationship, schedule, duration, spatial numbers, activities, and attributes. The upper-level block, form-to relationship, schedule, and spatial numbers are used as conditions for creating a process-based model. The schedule is expressed in the form of dates, from start time to finish time. The difference between these two times is used to calculate the resource capacity, the total amount of resources used in the processes for block production. The from-to relationship represents the activity that moves after the block process is completed. The attribute is an index value for the resource types used in the unit process model. If the attribute value is 1, then the general-welding machine is used, and if the attribute value is 2, then the digital-welding machine is used.
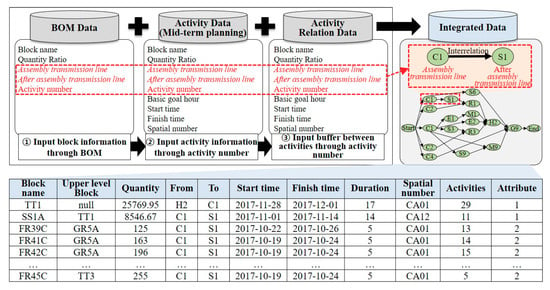
Figure 6.
Creation of integrated data through the relationships between the BOM, activities, and activity relationships data.
5.2.2. Interrelational Representation
For a systematic description of the block assembly sequence and the process of large assembly factories using integrated data, the fore-back relationship of factory blocks and the interrelationships between the processes should be modeled as an integrated system. As a way of expressing the assembly sequence of large assembly blocks, the workflow and Petri-net models are the most appropriate ways to describe the BOM structure as the bill of process (BOP) [20,21]. These methods can express not only the interrelationship of the tasks but, also, the contents, such as task dependencies, resource allocations, and due dates [39]. This study focused on the interrelationships between blocks, and other issues were designed to be added in turn at each modeling stage. Workflow is a modeling method for scheming and managing works in production and information processing areas. It represents flow patterns in specific processes, as shown in Figure 7.
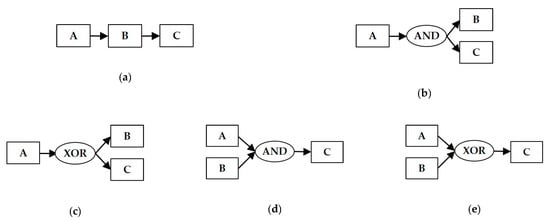
Figure 7.
Workflow modeling patterns: (a) sequential operation, (b) parallel operation (AND-split), (c) choice operation (OR-split), (d) synchronized operation (AND-join), and (e) join/merge operation (OR-join).
- (a)
- Sequential operations are used to express the serial flow according to the project management.
- (b)
- Parallel operations are used when two or more processes are in sync.
- (c)
- Choice operations are used to indicate the choices of a particular process.
- (d)
- Synchronized operations mean that, when all prior processes are completed, they proceed to the next process.
- (e)
- Join/merge operations are used when one of the several prior processes is completed and the next process is finalized.
From a workflow perspective, an arc connected to a higher-level part in the BOM means the production process and assembly of a lower-level part. The TT1 block in Figure 8 is the large block, produced by assembling ten lower-level blocks. Therefore, the lower-level blocks’ production process must be completed before the production process for the next large block (TT1) can proceed. This can be expressed through the AND-split and the AND-join workflow relationship. Figure 8 shows the BOM conversion for the TT1 block into the workflow, and P1_1_n represents the manufacturing process for the subblocks.
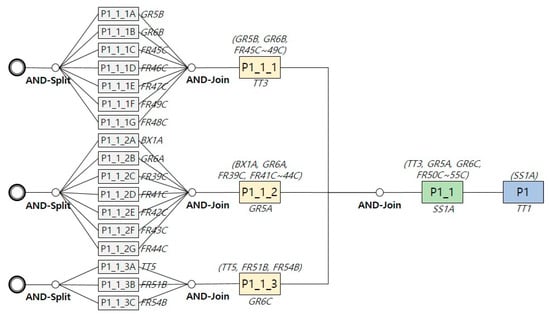
Figure 8.
A TT1 block workflow example.
5.3. Process-Based Modeling
Most shipyards individually manage the production planning, processes, and workspace planning of large assembly factories [4,32]. These management methods make it difficult to identify the interrelationship in factory planning and processes. This causes many problems due to the differences between production planning and site situations. This section introduces an integrated network process for designing a process-based model, which describes the whole production situation of large assembly factories by combining unit models.
5.3.1. Integrated Network Process
To automatically generate the block workflow and the order of the block production, an integrated network process is proposed in the current manuscript. The integrated network process is a method for representing the hierarchical modeling of connecting PPR-SS conditions by reference to Jeong et al. [12], and this modeling hierarchically represents the modeling steps of various areas, such as manufacturing systems and biomedical reaction networks [40,41]. The integrated network process proposes to link the processes and defines the interrelations of the unit models using PPR-SS information.
Figure 9 shows an integrated network process flowchart. First, the block products, processes, and resource information are loaded from integrated data. Thus, a unit model that includes products, processes, and resource information. Connecting unit models requires interrelations from the high-level blocks to the low-level blocks. The next stage consists of two steps, including defining the interrelations between the blocks through the BOM and creating unit models through PPR conditions. Furthermore, unit models are connected according to BOM-based interrelations and expressed in the AND/OR graph. However, that alone by itself is not enough to describe a large assembly factory. Therefore, production processes for the blocks should be indicated by adding SS conditions (space and schedule) to the graph. For space, unit models are allocated according to the spatial numbers in Figure 6. Afterwards, in the schedule, allocated unit models are arranged based on their start and finish times. The integrated network process is the initial step in order to create a process-based model that represents a large assembly factory. These steps support the integration of unit models based on PPR-SS and play a major role in creating an integrated model that represents the production processes.
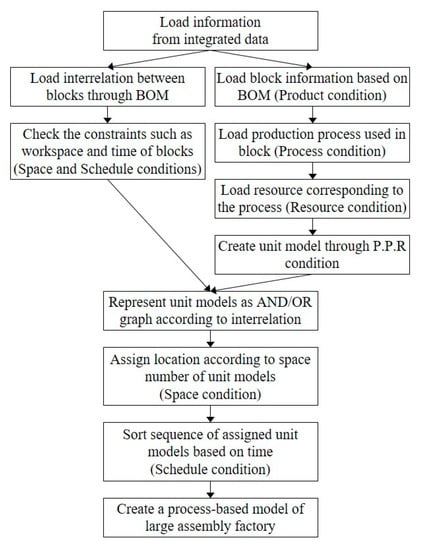
Figure 9.
Flowchart of the integrated network process. PPR: product, process, and resource.
5.3.2. Process-Based Model
All production processes for large assembly factories should express intimate relationships between the blocks and their processes, according to unit models as the logical procedures. A process-based model for large assembly factories is conceptual and closely combines unit models according to the abovementioned integrated network process, as depicted in Figure 10. This figure illustrates a process-based conceptual model. The unit models that make up this model are placed by the time and space of the integrated data in Section 6. The interrelationships of the deployed unit models are identified according to the BOM structure, and the unit models are connected using the AND-split and AND-join relationships of the workflow. These processes are expressed by the rules of the integrated network process, and the information is stored in the same form as the integrated data. It interconnects all unit models based on the workspace and factory schedule and includes procedures for the production processes with different unit models. This process-based model presents a new PPR-SS-based simulation model, with added space and a schedule, in the study of the existing PPR-S-based ship simulation model. It shows that the factory can be schematically represented.
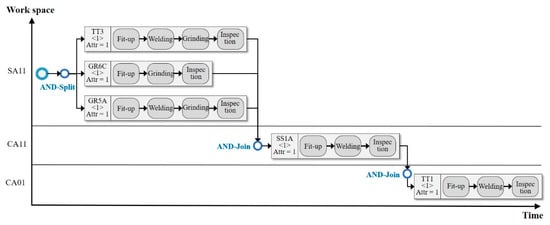
Figure 10.
Process-based model for describing a large assembly factory.
5.4. Process-Based Simulation Modeling
Based on the PBM method, this study proposes a process-based model, a conceptual model to effectively describe the interrelation of the large assembly blocks. However, since the process-based model does not provide a formal description, the model needs the formal systems model for users and developers to understand it. This section designs a Petri-net model so users can utilize the PBM method and the model can be analyzed in public simulations and carried out as a mathematical formalization for easier analysis.
5.4.1. Process-Based Petri-Net Model through a Mathematical Formalism
A process-based model conceptually describes block interactions, but it should reflect mathematical formalism to execute the actual simulations. Mathematical formalism enables dynamic executions of modeling and simulations for virtual manufacturing through various tools, which support the formal analysis and verification of the unit models [21].
To support the validation and formal analysis of the process-based model, this study used Petri-net, which can quickly identify interrelationships between entities among various classical formalisms and check status changes logically and visually [20,22]. The Petri-net (PN) model, a graph model, can model and design discrete event systems with interactions and concurrent components. This is a theoretical and visual tool, as well as a mathematical model, and facilitates the development of structural models [33,42,43]. PN formalism is a bipartite-directed graph with six tuples defined as: PN = (P, T, I, O, F), where P = {p1, p2, p3, …, pn} is a finite set of places, and T = {t1, t2, t3, …, tm} is a finite set of transitions. P and T make subscripts in the p and t indexes. P ∩ T = Ø and P ∪ T ≠ Ø, and I ⊆ (P × T): a set of arcs, where I is an input mapping P × T → {0,1} corresponding to the set of directed arcs from P to T, O ⊆ (T × P): a set of arcs, where O is an output mapping T × P → {0,1} corresponding to the set of directed arcs from T to P, and F: distribution function to assign. Seo et al. [21] proposed a production method of describing multi-processes and multi-bay productions planning through the PN model to analyze the production process at the parts fabrication stage of the ship hull construction.
This study proposes the following steps for executing the simulation by applying the Petri-net model by referring to Seo et al. [21]. The first step is to analyze the conceptual model’s characteristics. The process-based model has large assembly block characteristics. Although these blocks and characteristics can be depicted within the production environment, they cannot be dynamically simulated or formally analyzed, such as the productivity, including make-spans, throughputs, resource usage, and resource costs, of large assembly factories. Therefore, the process-based model’s main concern is how to describe the task concurrency, since the unit model needs to concurrently cope with different types of large assembly blocks. The second step is to select a petri-net model adequate for the process-based model. Petri-net is a suitable choice for analyzing the concurrency, boundedness, and reachability, which can be used to effectively validate various factory state changes and the complex interrelations between the blocks. The third step is to transform the process-based model into the Petri-net model. If the Petri-net model is chosen, then the process-based model needs to be transformed into a process-based Petri-net model. The following three steps depict this transformation:
- Load the process-based model generated by the PBM system. Information on the process-based model is saved, in table form, as integrated data and is designed to allow connections with other programs.
- Make rules for the process-based model transforming into the XML form that the Petri-net simulator can read. The Petri-net simulators capture the semantics of formalism through interactions between the process-based model and the Petri-net, as shown in Table 3.
Table 3. Mapping the relationship between the process-based model and the Petri-net model.
- Transform the process-based model into the XML form based on the mapping relationship shown in Table 3.
An example of the TT1 block represents the relationship between the Petri-net model and TT1 block. Basically, a unit model represents the places of the Petri-net according to the number of processes the model has. Each place represents each process with a block, and the transition represents the state after the block production. The process of entering the unit model based on input/output is different, which sets the scope of the process of the modular description that the unit model has. Finally, token shows the corresponding block number and movement. These three processes can be used to satisfy the diverse requirements.
6. Case Study: TT1 Block’s Production Processes of the Large Assembly Block
To demonstrate the usability and applicability of the proposed PBM system, this section presents the process-based models of an aircraft with a stealth function and a radar with a detect function. The way the PBM method is modeled from combat scenarios is presented first, followed by a study of how formalism can be used to support the formal analysis and verification of the process-based model.
6.1. Process-Based Modeling of TT1 Block Production
This section presents a scenario for producing a TTL1 block of a large assembly block to illustrate the applicability. Figure 11 represents the one illustration example to demonstrate the TT1 block’s production process for each modeling step of the PBM method.
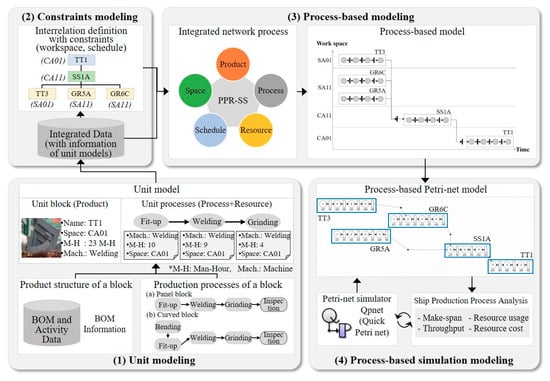
Figure 11.
Illustration demonstrating a TT1 block’s production process through the process-based modeling (PBM) method.
Resource modeling generates unit models through the process information of producing subblocks and blocks needed to produce TT1 blocks. The unit model includes unit blocks with basic specifications for blocks (name, space, man-hour, and machine) and unit processes corresponding to the type of unit block. Constraints modeling represents the integrated data, including the interrelation between the unit models and constraints such as the workspace, schedule, and resource allocation. Process-based modeling creates a process-based concept model that integrates the processes, subblocks, and spatial information for the TT1 block. First, this study uses the five representative blocks (TT1, SS1A, TT3, GR5A, and GR6C) of the subblocks for the TT1 block identified through the BOM. This is important, because the five blocks are middle blocks that are important for the production of TT1, and the remaining blocks are small blocks that do not have much impact on the production process and planning. Therefore, this study modeled the production process of the TT1 block using the five blocks mentioned above. Additionally, the naming of the blocks is expressed according to the area and production processes of the blocks located on the ships, and this information is stored in the integrated data. This study used unit models in an integrated database with information about the blocks. Subsequently, an integrated network process with PPR-SS conditions creates a process-based model by using unit models and the BOM information.
Process-based simulation modeling, to provide a formal description, creates a process-based Petri-net model by combining a Petri-net simulator (quick Petri-net: QPNet) into the process-based model [44]. QPNet is a fast Petri-net emulator, created by students of the Moscow State Technical University of Radio Engineering, Electronics and Automation. This simulator provides basic Petri-net model functions, such as distribution and time and statical analysis, and can run the simulator, especially with the XML-format model of the process-based model presented in Section 5.3.1. This study developed the PBM system to show the feasibility of implementing the PBM method, and by analyzing the Petri-net model, this approach analyzes the productivity for the production of the TT1 block.
6.2. Petri-Net Analysis of the Process-Based Petri-Net Model
Following the transformation steps specified in Section 5.4.1, this section transforms the process-based model for large assembly factories into a process-based Petri-net model, as shown in Figure 12. The structure of the Petri-net can model situations describing logical flows, and the marking of the Petri-net shows the active situation or event. The process-based Petri-net model contains 18 places (p01–04, p11–14, p21–24, p31–33, and p41–43) that replace all common functional elements of unit models 0–4, which are indexed in Table 4. This study set the initial token number for places 01, 05, and 09 (initial elements of UM0-2) to 1 for starting the state transition. The tokens can move to the next place if unit models’ tokens are located on an interrelated place, and they should wait until the number of tokens are met.
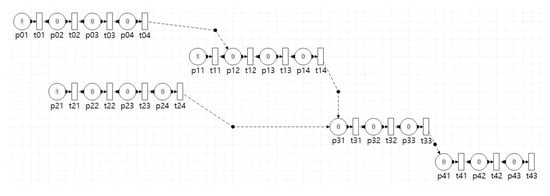
Figure 12.
Process-based model through the Petri-net model (QPNet: quick Petri-net simulator).
Table 4.
Process-based Petri-net model analysis.
Based on the process-based Petri-net model, this study can perform various kind of analyses, such as state boundedness, reachability, and liveness. This section shows the process-based model analysis by presenting a series of markings. The rows and columns in Table 4 represent the places and token numbers (markings). The 18 places represent the unit processes of the unit models. The 17 markings represent the unit model flows for the large assembly block TT1 production. Unit models have actions for producing blocks, such as the GR6C block: UM0 actions p01–04, GR5A block: UM1 actions p11–14, TT3 block: UM2 actions p21–24, SS1A block: UM3 actions p31–33, and TT1 block: UM4 actions p41–43. The markings represent the block production processes. First, the GR5A block is produced by adding additional work to the GR6C block. After the production processes for the GR5A and TT3 blocks have been completed, the SS1A block is produced by assembling GR5A and TT3. TT1 block production is performed after SS1A block production is completed. To analyze the concurrency and interactions of the process-based Petri-net model, this study analyzed this model in terms of the boundedness, concurrency, and conflict, which are core characteristics of the Petri-net model. The analysis was as follows:
- (1)
- Boundedness analysis: Places (p31 in Figure 12) reflecting the interactions between two blocks can have three tokens, and other places can generally have one or two tokens. This petri-net model can generate new tokens during the block assembly process but only represents changes of limited boundaries. Therefore, considering the concurrency of this Petri-net model, the boundedness value is three (markings 04–17), including places with interactions. This means that the number of subblocks to produce the TT1 block requires, at most, three.
- (2)
- Concurrency analysis: The Petri-net model’s concurrency exists when the number of tokens is more than two, which means that there are more than two blocks currently producing processes (markings 02–17). The GR5A (markings 04–05) block has a stay action of one token until the next block, and assembly begins immediately after the GR6C (marking 05) block is produced. The SS1A (marking 10) block can also start production only after the GR5A (markings 04–09) and TT3 (markings 02–09) blocks have been completed. Thus, the large block means that the lower block must complete production before it can begin production. Block assembly is determined by the subblock production completion. Concurrency of the block assembly means that the overall block production time depends on how much time is reduced for the subblock.
- (3)
- Conflict analysis: Conflicts are necessary for modeling special situations of block productions, such as concurrent tasks and mutual exclusions, and generally require special treatments for user interventions. The GR6C (markings 01–05) and the GR5A (markings 04–09) blocks are produced in the same workspace (SS1A). The general ship production process should complete the GR5A assembly process after the GR6C assembly process. However, the GR5A block has a fit-up process (markings 04–05) during the GR6C block grinding process (markings 03–04). This is because the fit-up process can perform tasks in different workspaces, not just in one workspace. This situation is difficult to identify in the normal product production process, and it is caused by a special situation in the ship production process where complex and numerous works are performed. Therefore, to the extent that there is no problem with the randomness, the duplication of the fit-up process is less than three and sets a conflict resolution policy.
Overall, although the process-based Petri-net model can depict the large assembly factory in an exact and formal way, the Petri-net model can clearly observe the task concurrency and conflict and can support the formal analysis. Based on this analysis information, this study can effectively analyze the functions of the processes inherent in ship production.
6.3. Ship Production Process Analysis
The process-based Petri-net model represents the number of tokens located in the place and the time to stay, representing the process of each unit model by using the rules of Table 3 in Section 5.4.1. However, the model alone has limitations in analyzing the productivity of the ship production process. Therefore, this section presents the productivity analysis for the PPR-SS of Table 5 and Table 6 by utilizing information from the Petri-net simulation results. Based on analysis information from the process-based Petri-net model, this study can effectively analyze the productivity inherent to the ship production process. This approach analyzed four key elements (make-span, throughput, resource usage, and resource cost) regarding the productivity of the ship’s production process, as shown in Table 5 and Table 6 [3,5,6,12,16].
Table 5.
An example of the TT1 block-based product and process among the PPR-SS through the process-based Petri-net model.
Table 6.
An example of the TT1 block-based resource, space, and schedule among the PPR-SS through the process-based Petri-net model.
To analyze the four key elements, we arranged basic information from the PPR-SS using information from Table 1 in Section 4 and from the Petri-net model in Section 5.2, as shown in Table 5 and Table 6. The product consists of unit blocks, types (panel and curved blocks), and quantities. The process consists of processes (fit-ups, welding, grinding, and inspection tasks) for the block assembly. The resource consists of resources according to the processes. Specifically, the welding process for the panel blocks and curved blocks uses general-welding machines and digital-welding machines, respectively. The space indicates the large assembly factory location where each block is produced, and each space has a daily production capacity. The schedule shows the time required for each block to be produced, which is determined by the token production wait time total, as shown in the Petri-net model in Table 4.
Based on the PPR-SS information in Table 5 and Table 6, we have derived the below formula for analyzing the four key elements. This study generated productivity analysis results, such as those in Figure 13.
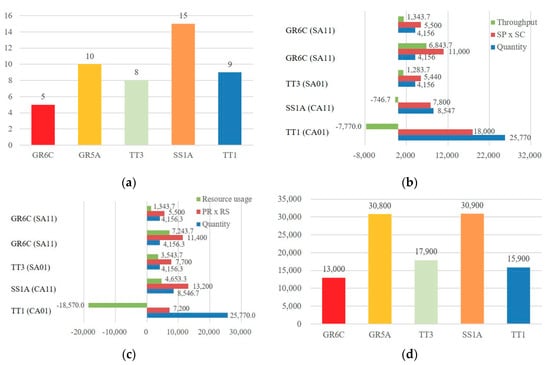
Figure 13.
Productivity analysis of the ship production process through four key elements: (a) make-span, (b) throughput, (c) resource usage, and (d) resource cost. SP: space. SC: schedule.
Make-span (1) is calculated for each process time based on information obtained through the Petri-net model. The total processing time () is calculated by adding them together. Figure 13a shows that the average value of a make-span for five blocks is 9.4, and the GR5A (10) and SS1A (15) have greater-than-average values, which can be found to take a long time to produce. Among these, the SS1A has the longest production time, which means that problems may arise during the production process after SS1A production.
Throughput (2) is calculated as the difference between the production availability ( × ) of each workspace and the block’s production capacity (). If the product availability is greater than the block production capacity, then the production throughput will be wasted, and if it is less, there will be a problem with production processing. Therefore, the optimal throughput is to use a block production capacity similar to the product availability. Figure 13b shows that the throughputs in the SS1A (−746.67) and TT1 (−7769.95) blocks have problems in the processing production. The TT1 block has a production throughput that exceeds the workspace capacity, which means that the resource utilization to produce the block is not properly implemented.
Resource productivity consists of resource usage (3) and resource costs (4). Resource usage (3) is calculated as the difference between the resource capacity ( × ) for the block production and the block’s production capacity (). Large resource-use capacity means that it is efficient in producing blocks with large capacities. Figure 13c shows that the TT1 block has a strong impact on the resource use compared to the other blocks. Thus, the TT1 block’s production capacity is too large for the resource capacity. Effective production requires increasing the resource uses or reallocating to a workspace suitable for the block’s production capacity.
The resource cost (4) is calculated as follows. The resource usage is multiplied by the number of tasks for each process in the process column corresponding to each block and the resource cost corresponding to each process. Subsequently, the calculated resource costs for each process are totaled. The resource costs for each process include a fit-up machine: 1600, welding machine for general panels: 2500, welding machine for curved panels: 5000, grinding machine: 2600, and an inspection machine: 1200. Figure 13d shows that the resource cost’s average value for the five blocks is $21,700, and the GR5A (30,800) and SS1A (30,900) blocks above these are costly. When inferring problems regarding the throughput and resource usage for the TT1 block, this study should plan to re-batch the workspace according to the block capacity and plan the resource uses suitable for each block production.
7. Conclusions and Future Works
The objective of this research is to propose the PBM method for describing ship block assembly planning production processes by redefining the products, processes, resources, schedules, and spaces (PPR-SS). The PBM method constructs unit models by combining the products, processes, and resources of assembly blocks in large assembly factories. Furthermore, it creates the process-based model, for describing the factory, through the integrated network process by linking unit models according to the BOM structure, workspace, and schedule. Unlike existing ship production modeling studies, this modeling method highlights how to combine the products, processes, and resources; how to describe the factory as a series of processes; and how to analyze the factory productivity. The method provided the process-based Petri-net model for a mathematical analysis by assessing the productivity (make-span, throughput, resource usage, and resource cost) of a large assembly factory using the Petri-net model.
The PBM method is a process-oriented model design method for ship production planning systems, which analyzes the entire factory production process and quickly identifies various problems within the block production. This approach determined that this research could provide the following contributions to the requirements shown in Section 5.
- (1)
- A unit model provides a design method for systematically constructing products, processes, and resource information, which are crucial to block assembly planning.
- (2)
- The process-based model links the interrelations between the processing features inherent in the blocks produced in large assembly factories.
- (3)
- The process-based Petri-net model analyzes how the factory blocks can effectively be produced and how the resources are appropriately used through the mathematical formalism of Petri-net technology.
- (4)
- The process-based modeling method provides ship production process modeling, supporting the virtual manufacturing, which models the ship block assembly planning.
The PBM method can identify the ship production complexity in advance and reduce block production costs and time by reviewing the ship production capacities through the process-based model. This method also represents a strategic direction supporting the cyber system for the ship Cyber-Physical Production System (CPPS), which forms a new paradigm for implementing CPS-based smart shipbuilding. By applying this study, producers and workers can identify the results of various ship productions through simulations without using physical assets, and they can prevent unexpected problem situations in advance.
In the future, we plan to conduct further research. This would include analyzing large assembly block schedules, including workspace and production schedules, and the PBM system’s framework. Research designs for integrated network processes include linking unit models through factory workspaces and the schedule of the block production. However, the process does not provide new production plans that consider the resources used to produce the blocks and their costs. For optimal ship production planning, we plan to study the algorithm for resource constraints project scheduling (RCPS), the facility layout problem (FLP), and block space planning. Moreover, we plan to study the system development framework that presents the production situations and optimal production plans by applying the algorithms to the PBM method.
Author Contributions
Conceptualization, D.J. and Y.S.; methodology, D.J.; software, D.J.; formal analysis, D.J.; investigation, D.J. and D.K.; writing—original draft preparation, D.J.; writing—review and editing, D.J.; visualization, D.J.; supervision, D.J.; project administration, Y.S.; funding acquisition, T.C. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by a National IT Industry Promotion Agency (NIPA) grant funded by the Korea government (MSIP) (S0607-18-1004, the development of the Shipyard IHOP process standard simulator and decision support system).
Acknowledgments
We sincerely thank the six anonymous reviewers and editors for reviewing this paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Jeong, Y.-K.; Lee, P.; Woo, J.H. Shipyard Block Logistics Simulation Using Process-centric Discrete Event Simulation Method. J. Ship Prod. Des. 2018, 34, 168–179. [Google Scholar] [CrossRef]
- Cho, K.K.; Lee, S.H.; Chung, D.S. An automatic process-planning system for block assembly in shipbuilding. CIRP Ann. Manuf. Technol. 1996, 45, 41–44. [Google Scholar] [CrossRef]
- Lee, D.K.; Kim, Y.; Hwang, I.H.; Oh, D.K.; Shin, J.G. Study on a process-centric modeling methodology for virtual manufacturing of ships and offshore structures in shipyards. IJAMT Int. J. Adv. Manuf. Technol. 2014, 71, 621–633. [Google Scholar] [CrossRef]
- Lee, C.J.; Lee, J.H.; Woo, J.H.; Shin, J.G.; Ryu, C.H. A study on discrete event simulation of shipyard outdoor block movement. J. Soc. Nav. Archit. Korea 2007, 44, 647–656. [Google Scholar] [CrossRef][Green Version]
- Jeong, D.S.; Seo, Y.H. Process-based ship production planning system modeling for supporting decision processes. In Proceedings of the 32nd Annual European Simulation and Modelling Conference, 2018 ESM, Gent, Belgium, 24–26 October 2018. [Google Scholar]
- Storch, R.L.; Hammon, C.P.; Bunch, H.M. Ship Production; Cornell Maritime Press: Centreville, MD, USA, 1988. [Google Scholar]
- Jeong, Y.K.; Woo, J.H.; Oh, D.K.; Shin, J.G.A. Shipyard Simulation System using the Process-centric Simulation Modeling Methodology: Case Study of the Simulation Model for the Shipyard Master Plan Validation. Korean J. Comp. Des. Eng. 2016, 21, 204–214. [Google Scholar] [CrossRef]
- Song, Y.J.; Woo, J.H.; Shin, J.G. Research on a simulation-based ship production support system for middle-sized shipbuilding companies. IJNAOE Int. J. Nav. Archit. Ocean Eng. 2009, 1, 70–77. [Google Scholar] [CrossRef]
- Lee, J.M.; Jeong, Y.K.; Woo, J.H. Development of an evaluation framework of production planning for the shipbuilding industry. IJCIM Int. J. Comp. Integr. Manuf. 2018, 31, 831–847. [Google Scholar] [CrossRef]
- Lee, D.G. Study on the PPR3-S Information-Based Neutral Model and System for Integration and Extension of Shipbuilding Production Planning Simulations. Ph.D. Thesis, Seoul National University, Seoul, Korea, 2013. [Google Scholar]
- Woo, J.H. Modeling and Simulation of Indoor Shop System of Shipbuilding by Integration of the Product, Process, Resource and Schedule Information. Ph.D. Thesis, Seoul National University, Seoul, Korea, 2005. [Google Scholar]
- Jeong, E.; Jeong, D.; Seo, Y. Design of Integrated Process-Based Model for Large Assembly Blocks Considering Resource Constraints in Shipbuilding. J. Korea Soc. Simul. 2019, 28, 107–117. [Google Scholar] [CrossRef]
- Hill, J.; Thomas, L.C.; Allen, D.E. Experts’ estimates of task durations in software development projects. IJPM Int. J. Proj. Manag. 2000, 18, 13–21. [Google Scholar] [CrossRef]
- Trauner, T.J.; Manginelli, W.A.; Lowe, J.S.; Nagata, M.F.; Furniss, B.J. Project Scheduling. In Construction Delays, 2nd ed.; Elsevier, Butterworth-Heinemann: Burlington, MA, USA, 2009; Chapter 1; pp. 1–23. [Google Scholar]
- Fivos, A.; Perez-Prat, J. The Automation and Integration of Production Processes in Shipbuilding; State-of-the-Art Report; Joint Research Centre, European Commission: Brussels, Belgium, 2000. [Google Scholar]
- Seo, Y.; Park, C. Machine selection considering workload balance at the parts fabrication stage of ship hull construction. IJMTM Int. J. Manuf. Technol. Manag. 2003, 5, 81–90. [Google Scholar] [CrossRef]
- Sladoljev, Ž. Search for a model of effective ship production management. J. Ship Prod. 1996, 12, 220–229. [Google Scholar]
- Alfeld, L.E.; Pilliod, C.S.; Wilkins, J.R. The virtual shipyard: A simulation model of the shipbuilding process. J. Ship Prod. 1998, 14, 33–40. [Google Scholar]
- Woo, J.H.; Lee, K.K.; Jung, H.R.; Kwon, Y.D.; Shin, J.G. A framework of plant simulation for a construction of a digital shipyard. J. Soc. Nav. Archit. Korea 2005, 42, 165–174. [Google Scholar] [CrossRef]
- Han, S.D.; Ryu, C.H.; Shin, J.G.; Lee, J.K. Modeling and simulation of ship panel-block assembly line using Petri nets. Korean J. Comput. Des. Eng. 2008, 13, 36–44. [Google Scholar]
- Seo, Y.; Kim, T.; Kim, B.; Sheen, D. Representation and performance analysis of manufacturing cell based on generalized stochastic petri net. Int. J. Ind. Eng. Theory Appl. Pract. 2006, 13, 99–107. [Google Scholar]
- Kilincci, O. A Petri net-based heuristic for simple assembly line balancing problem of type 2. IJAMT Int. J. Adv. Manuf. Technol. 2010, 46, 329–338. [Google Scholar] [CrossRef]
- Kim, H.; Lee, S.S.; Park, J.H.; Lee, J.G. A model for a simulation-based shipbuilding system in a shipyard manufacturing process. IJCIM Int. J. Comp. Integr. Manuf. 2005, 18, 427–441. [Google Scholar] [CrossRef]
- Iwata, K.; Onosato, M.; Teramoto, K.; Osaki, S. Virtual manufacturing systems as advanced information infrastructure for integrating manufacturing resources and activities. CIRP Ann. 1997, 46, 335–338. [Google Scholar] [CrossRef]
- Kagermann, H.; Helbig, J.; Hellinger, A.; Wahlster, W. Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0: Securing the Future of German Manufacturing Industry; Final Report of the Industrie 4.0 Working Group; Forschungsunion: Essen, Germany, 2013. [Google Scholar]
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Ueda, K. Cyber-physical systems in manufacturing. CIRP Ann. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Stanić, V.; Hadjina, M.; Fafandjel, N.; Matulja, T. Toward Shipbuilding 4.0-an Industry 4.0 changing the Face of the Shipbuilding Industry. Brodogr. Teor. Praksa Brodogr. Pomor. Teh. 2018, 69, 111–128. [Google Scholar] [CrossRef]
- Potenzial für den Mittelstand. Industrie 4.0-Die Nächste Revolution. Available online: https://www.tecchannel.de/a/industrie-4-0-die-naechste-revolution,2077662 (accessed on 19 January 2015).
- Digital Mariner. Shipbuilding 4.0: The Digital Thread in Shipbuilding Technology, Siemens Enthusiast. 2017. Available online: http://community.plm.automation.siemens.com (accessed on 25 April 2017).
- Hyundai Heavy Industries (HHI). Hyundai Heavy Industries and Ulsan Metropolitan City Opens Center for Creative Economy & Innovations; Shipbuilding News: Seoul, Korea, 2015. [Google Scholar]
- China State Shipbuilding Corporation (CSSC). CSSC Developing a Smart Ship for the Future; CISION, PRNewswire: Shanghai, China, 2015. [Google Scholar]
- Nam, J.H.; Lee, J.H.; Woo, J.H. Construction of standardised data structure for simulation of mid-term scheduling of shipbuilding process. IJCIM Int. J. Comp. Integr. Manuf. 2016, 29, 424–437. [Google Scholar] [CrossRef]
- Murata. Petri Nets: Properties, analysis, and applications. Proc. IEEE 1989, 77, 541–580. [Google Scholar] [CrossRef]
- Kwon, Y.; Jeong, Y.K.; Woo, J.H.; Oh, D.; Kim, H.; Shin, I.S.; Jung, S.; Im, S.; Jung, C. Korean Technical Innovation: Toward Autonomous Ship and Smart Shipbuilding to Ensure Safety. In Proceedings of the International Seminar on Safety and Security of Autonomous Vessels (ISSAV) and European STAMP Workshop and Conference (ESWC), Helsinki, Finland, 17–20 September 2019. [Google Scholar]
- Arrichiello, V.; Gualeni, P. Systems engineering and digital twin: A vision for the future of cruise ships design, production and operations. IJIDeM 2020, 14, 115–122. [Google Scholar] [CrossRef]
- Christensen, S.; Petrucci, L. Modular analysis of Petri Nets. Comput. J. 2000, 43, 224–242. [Google Scholar] [CrossRef]
- Tsinarakis, G.J.; Tsourveloudis, N.C.; Valavanis, K.P. Modular Petri Net Based Modeling, Analysis, Synthesis and Performance Evaluation of Random Topology Dedicated Production Systems. J. Int. Manuf. 2005, 16, 67–92. [Google Scholar] [CrossRef]
- Thevenon, L.; Flaus, J.M. Modular representation of complex hybrid systems: Application to the simulation of batch processes. Simul. Pract. Theory 2000, 8, 283–306. [Google Scholar] [CrossRef]
- Tsinarakis, G.J. Modeling Task Dependencies in Project Management using Petri nets with arc extensions. In Proceedings of the 26th Mediterranean Conference on Control and Automation—MED 2018, Zadar, Croatia, 19–22 June 2018. [Google Scholar]
- Zuberek, W.M. Petri Nets in Hierarchical Modeling of Manufacturing Systems. IFAC Proc. Vol. 2000, 33, 283–288. [Google Scholar] [CrossRef]
- Liu, F.; Heiner, M. Petri Nets for Modeling and Analyzing Biochemical Reaction Networks. In Approaches in Integrative Bioinformatics; Chen, M., Hofestädt, R., Eds.; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Rene, D.; Alla, H. Petri Nets and Grafcet: Tools for Modeling Discrete Event Systems; Prentice Hall: New York, NY, USA, 1992. [Google Scholar]
- Wang, J. Timed Petri Nets: Theory and Application; Kluwer: Norwell, MA, USA, 1998. [Google Scholar]
- QPNet (Quick Petri Net). Available online: https://sourceforge.net/projects/qpnet/ (accessed on 16 April 2015).
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).