Dust Suppression Analysis of a New Spiral Hopper Using CFD-DEM Simulations and Experiments

Abstract
1. Introduction
2. CFD-DEM Numerical Simulation
2.1. CFD-DEM Governing Equations
2.2. Fluid–Particle Interaction Forces
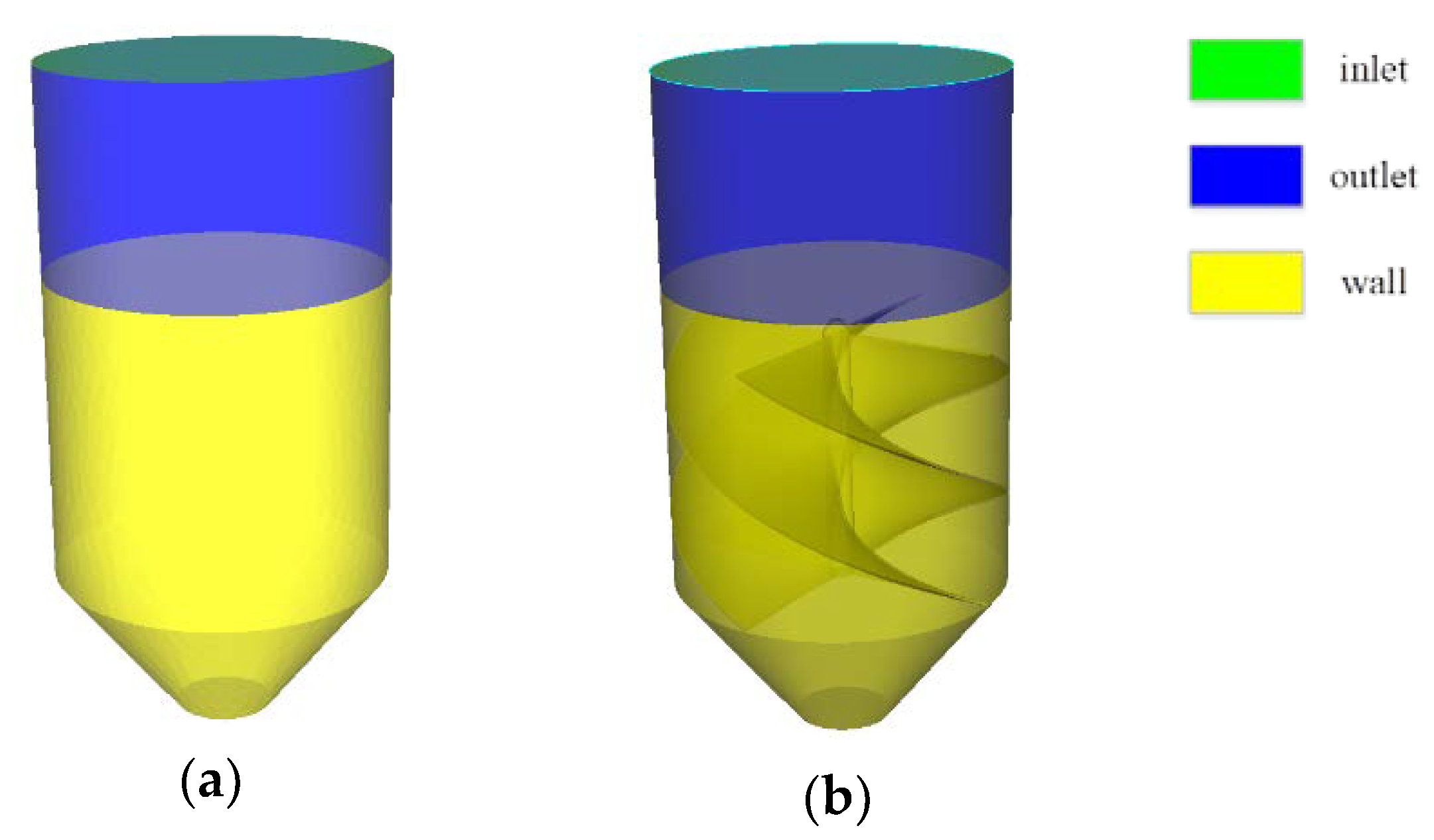
2.3. Simulation Conditions
3. Experiment
4. Results and Discussion
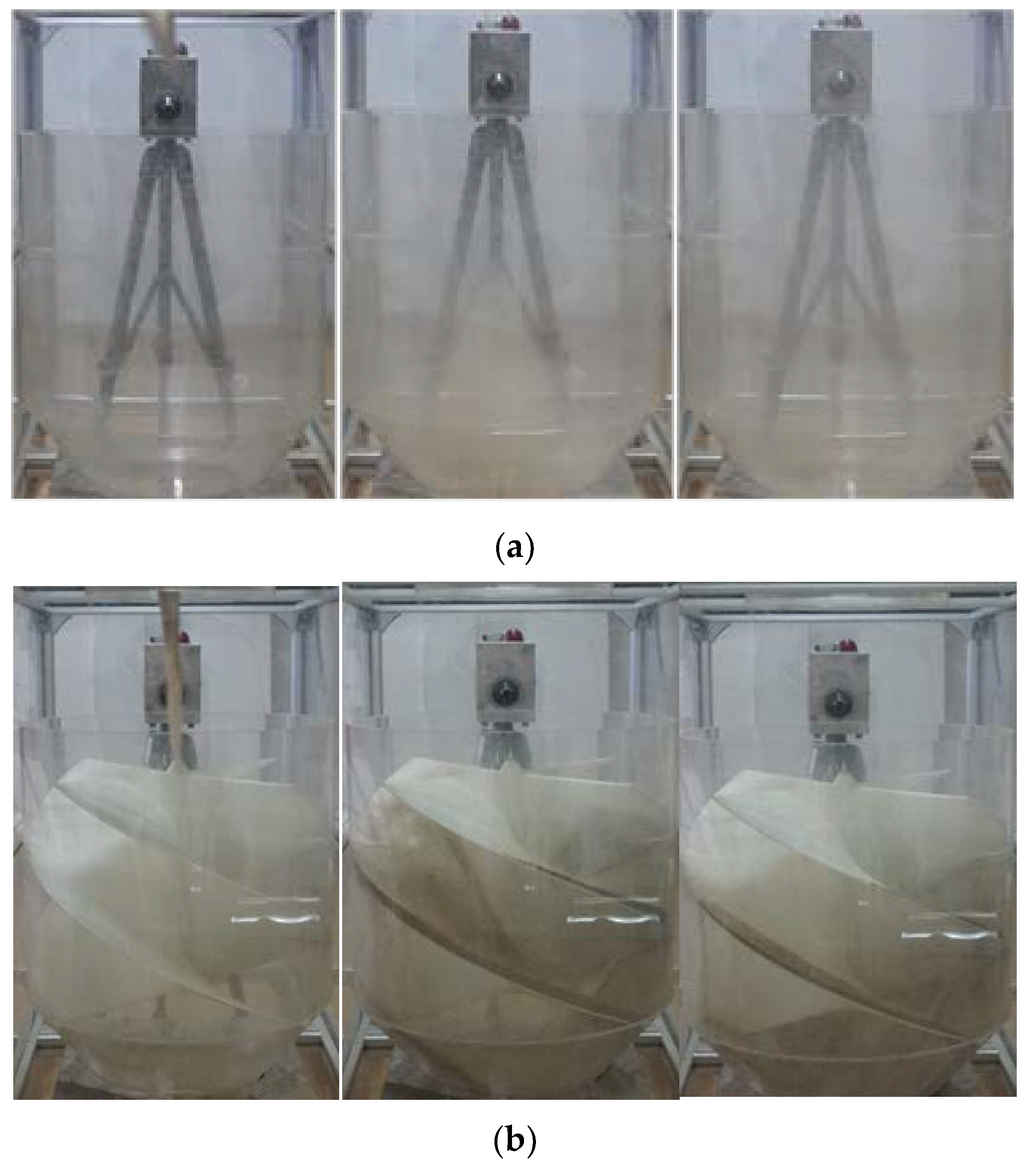
4.1. Profile of Particle Motion
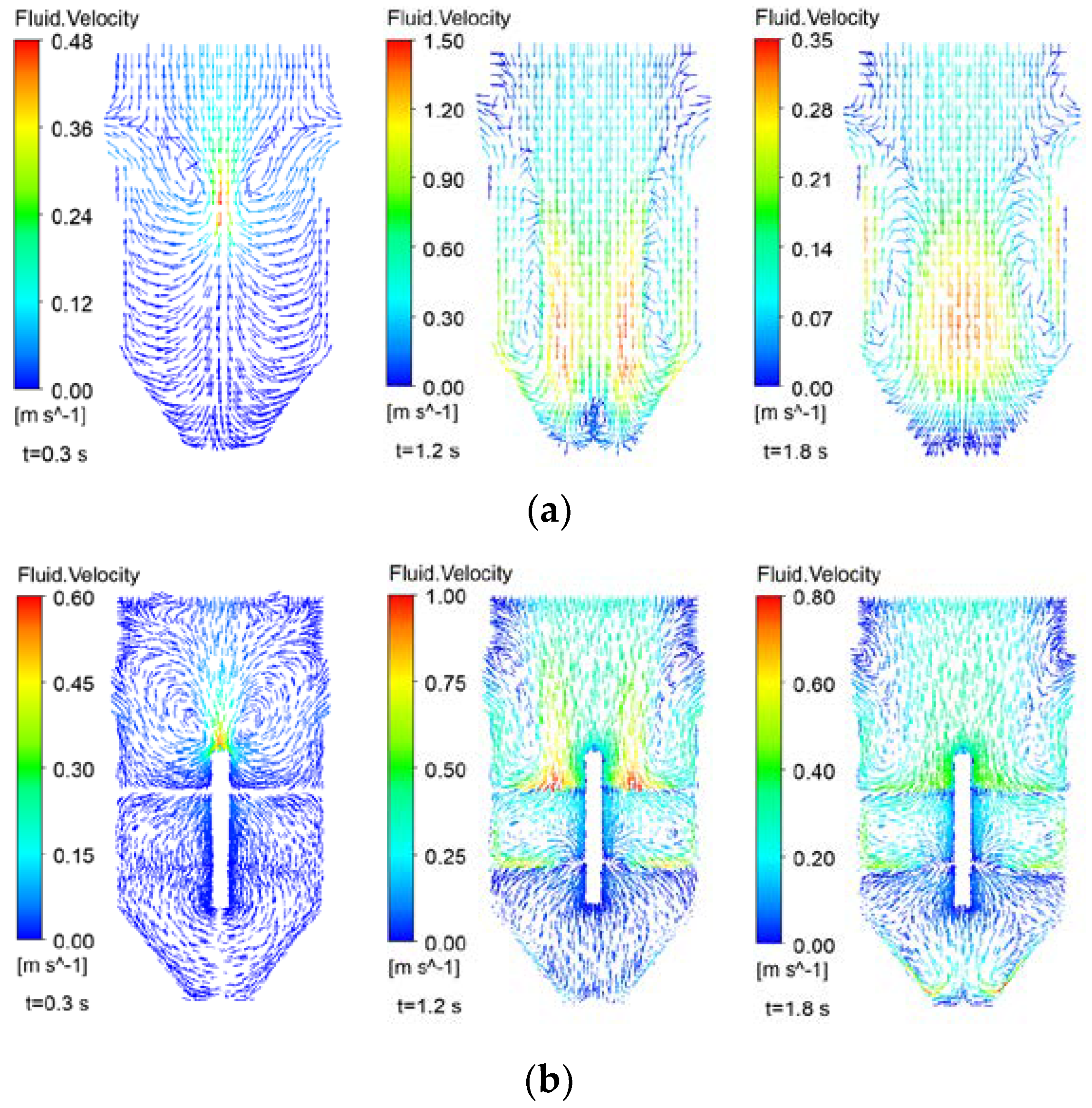
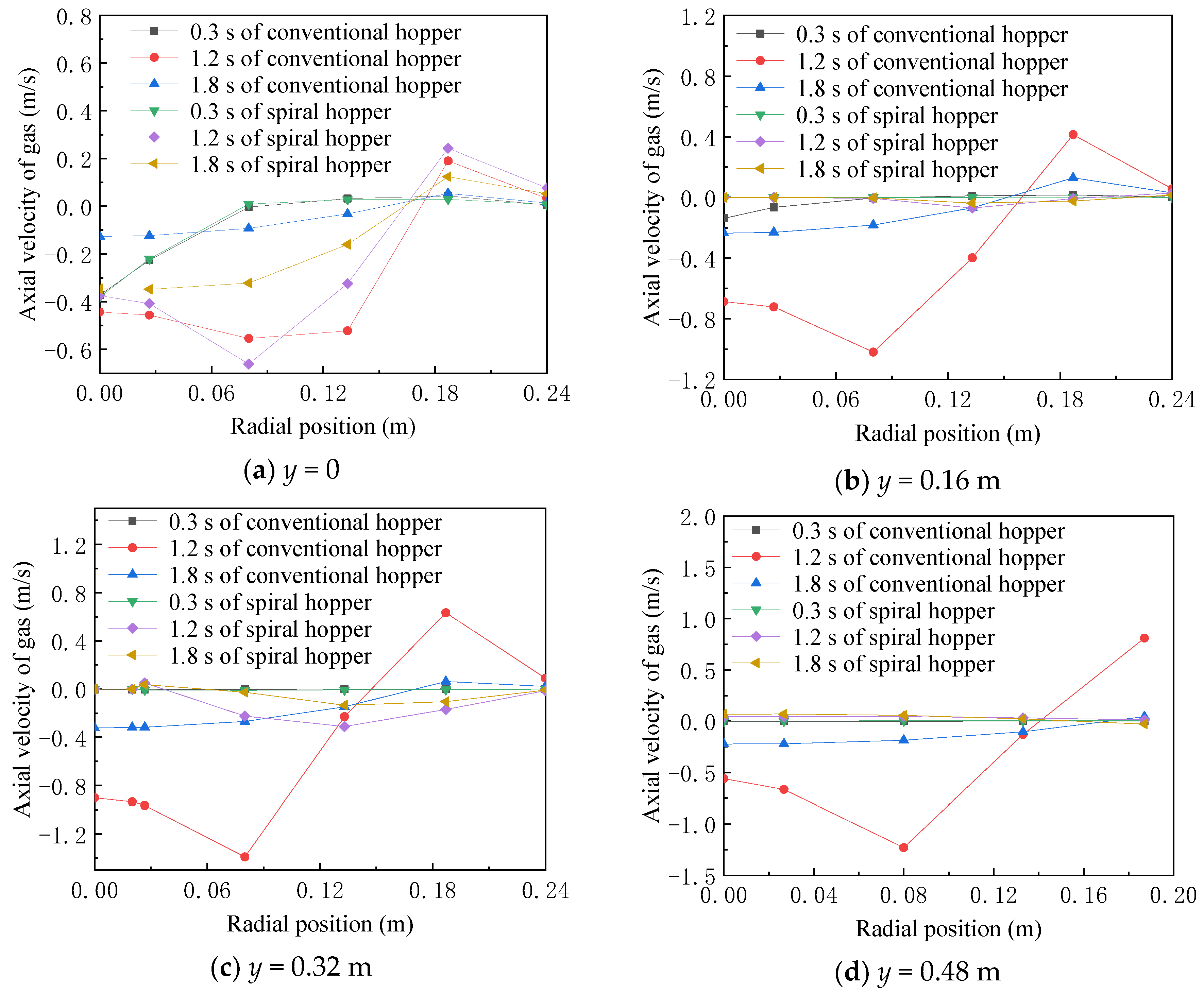
4.2. Distribution of Flow Field
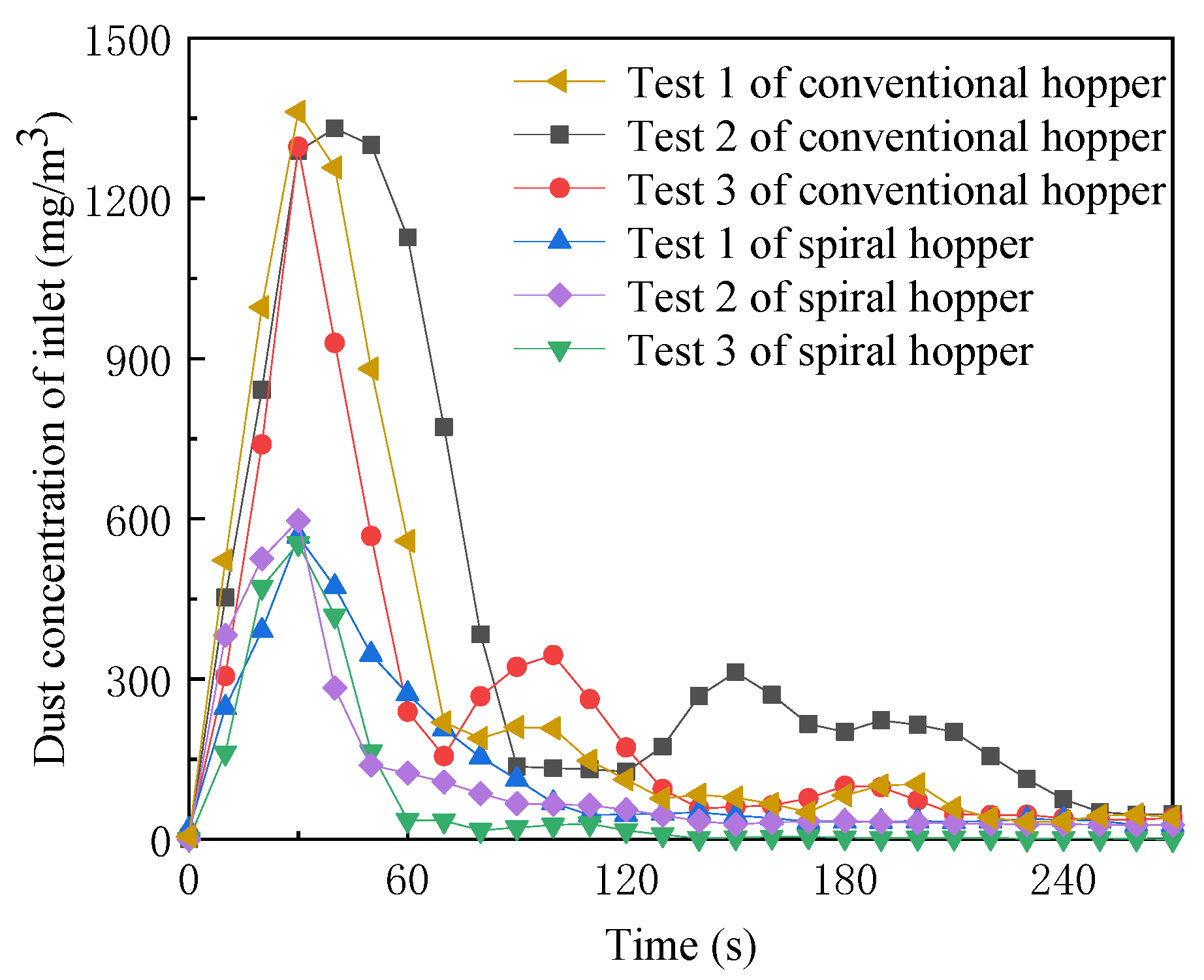
4.3. Performance of Dust Suppression
5. Conclusions
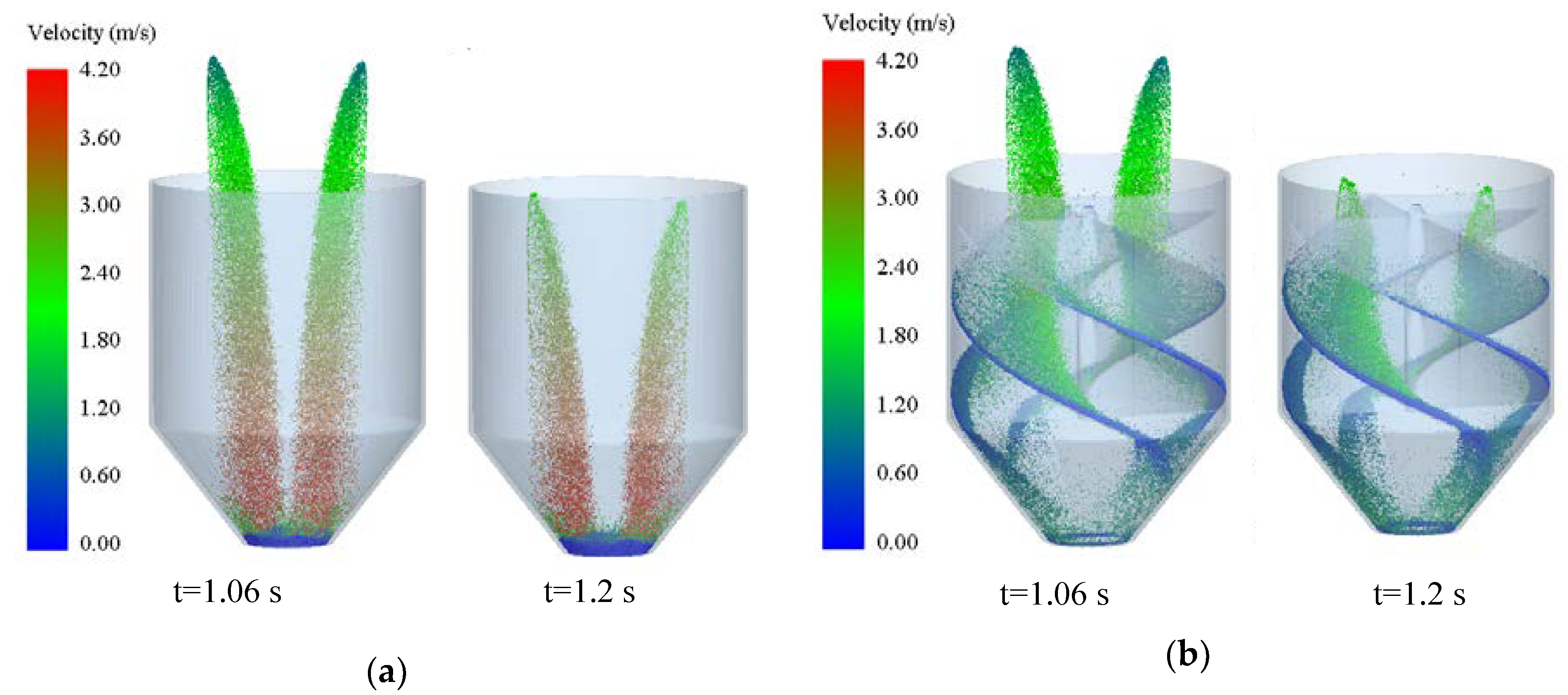
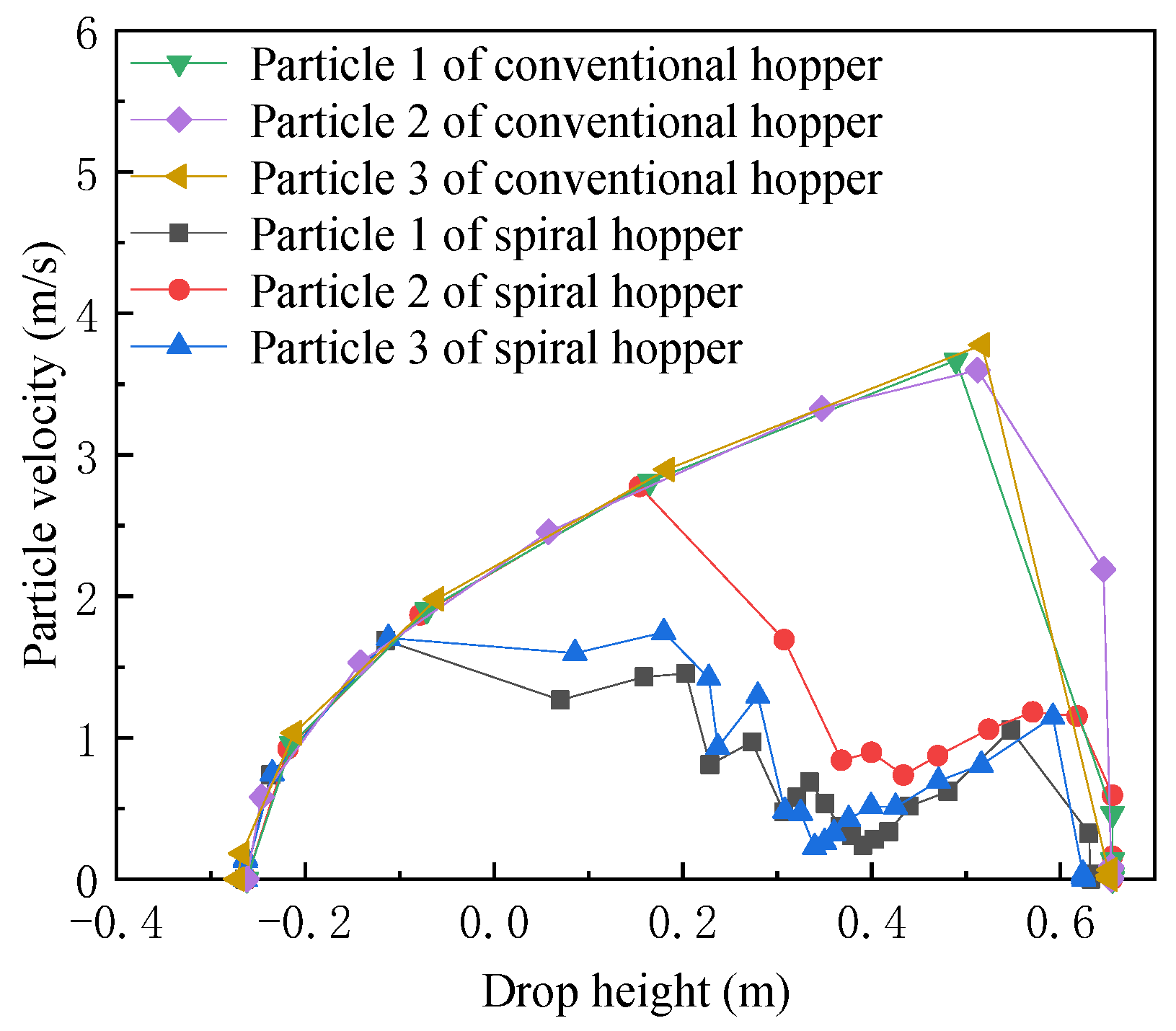
- The particle velocity is obviously reduced through the spiral hopper, and the collision between the particle and hopper is weakened. A semi-closed space is formed by the spiral guide plate so that the dusty airflow forms an eddy in the spiral hopper. The axial velocity of the spiral hopper inside is obviously reduced. The flow field of the spiral hopper is effectively improved.
- Compared with the dust concentration of the spiral hopper inlet and the conventional hopper inlet, the maximum dust concentration of spiral hopper inlet is reduced by 56.9%. The secondary fugitive dust is controlled due to the induced airflow is blocked by a spiral guide plate.
Author Contributions
Funding
Conflicts of Interest
References
- Petsonk, E.L.; Rose, C.; Cohen, R. Coal mine dust lung disease new lessons from an old exposure. Am. J. Respir. Crit. Care Med. 2013, 187, 1178–1185. [Google Scholar] [CrossRef] [PubMed]
- Amyotte, P.R.; Clouthier, M.P.; Khan, F.I. Dust explosions: An overview. In Methods in Chemical Process Safety; Amyotte, P.R., Khan, F.I., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 3, pp. 1–5. [Google Scholar]
- Azarov, A.V.; Zhukova, N.S.; Antonov, F.G. Water-spray systems reducing negative effects of fine-dispersion dust at operator’s workplaces of machine-building industries. Procedia Eng. 2017, 206, 1407–1414. [Google Scholar] [CrossRef]
- Lu, X.; Zhu, H.; Wang, D. Investigation on the new design of foaming device used for dust suppression in underground coal mines. Powder Technol. 2017, 315, 270–275. [Google Scholar] [CrossRef]
- Arya, S.; Sottile, J.; Rider, J.P.; Colinet, J.F.; Novak, T.; Wedding, C. Design and experimental evaluation of a flooded-bed dust scrubber integrated into a longwall shearer. Powder Technol. 2018, 339, 487–496. [Google Scholar] [CrossRef]
- Wheeler, C.; Krull, T.; Roberts, A.; Wiche, S. Design of ship loading chutes to reduce dust emissions. Process Saf. Prog. 2007, 26, 229–234. [Google Scholar]
- Chen, X.L.; Wheeler, C.A.; Donohue, T.J.; McLean, R.; Roberts, A.W. Evaluation of dust emissions from conveyor transfer chutes using experimental and CFD simulation. Int. J. Miner. Process 2012, 110–111, 101–108. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, H.; Chen, X.; Fan, C.; Tian, K.; Zhang, X. Experimental study on dust suppression at transhipment point based on the theory of induced airflow dust production. Build. Environ. 2019, 160, 106200. [Google Scholar] [CrossRef]
- Ansart, R.; de Ryck, A.; Dodds, J.A. Dust emission in powder handling: Free falling particle plume characterization. Chem. Eng. J. 2009, 152, 415–420. [Google Scholar]
- Wypych, P.; Cook, D.; Cooper, P. Controlling dust emissions and explosion hazards in powder handling plants. Chem. Eng. Process. 2005, 44, 323–326. [Google Scholar] [CrossRef]
- Chu, K.W.; Yu, A.B. Numerical simulation of complex particle-fluid flows. Powder Technol. 2008, 179, 104–114. [Google Scholar] [CrossRef]
- Zhu, H.P.; Zhou, Z.Y.; Yang, R.Y.; Yu, A.B. Discrete particle simulation of particulate systems: Theoretical developments. Chem. Eng. Sci. 2007, 62, 3378–3396. [Google Scholar] [CrossRef]
- Ma, H.; Zhao, Y.; Cheng, Y. CFD-DEM modeling of rod-like particles in a fluidized bed with complex geometry. Powder Technol. 2019, 344, 673–683. [Google Scholar] [CrossRef]
- Marchelli, F.; Moliner, C.; Bosio, B.; Arato, E. A CFD-DEM study of the behaviour of single-solid and binary mixtures in a pyramidal spouted bed. Particuology 2019, 42, 79–91. [Google Scholar] [CrossRef]
- Hilton, J.E.; Cleary, P.W. Dust modelling using a combined CFD and discrete element formulation. Int. J. Numer. Meth. Fluids 2013, 72, 528–549. [Google Scholar] [CrossRef]
- Goniva, C.; Kloss, C.; Chen, X.; Donohue, T.J.; Katterfeld, A. Transfer chutes: Predicting dust emissions by multiphase CFD and coupled DEM-CFD simulations. Bulk Solids Handl. 2014, 34, 55–57. [Google Scholar]
- Schulz, D.; Schwindt, N.; Schmidt, E.; Jasevičius, R.; Kruggel-Emden, H. Investigation of the dust release from bulk material undergoing various mechanical processes using a coupled DEM/CFD approach. Powder Technol. 2019, 355, 37–56. [Google Scholar] [CrossRef]
- Chu, K.W.; Wang, Y.; Zheng, Q.J.; Yu, A.B.; Pan, R.H. CFD-DEM study of air entrainment in falling particle plumes. Powder Technol. 2020, 361, 836–848. [Google Scholar] [CrossRef]
- El-Emam, M.A.; Shi, W.; Zhou, L. CFD-DEM simulation and optimization of gas-cyclone performance with realistic macroscopic particulate matter. Adv. Powder Technol. 2019, 30, 2686–2702. [Google Scholar] [CrossRef]
- Wang, S.; Li, H.; Wang, R.; Wang, X.; Tian, R.; Sun, Q. Effect of the inlet angle on the performance of a cyclone separator using CFD-DEM. Adv. Powder Technol. 2019, 30, 227–239. [Google Scholar] [CrossRef]
- Elsayed, K.; Lacor, C. The effect of cyclone inlet dimensions on the flow pattern and performance. Appl. Math. Model. 2011, 35, 1952–1968. [Google Scholar] [CrossRef]
- Huang, A.-N.; Maeda, N.; Shibata, D.; Fukasawa, T.; Yoshida, H.; Kuo, H.-P.; Fukui, K. Influence of a laminarizer at the inlet on the classification performance of a cyclone separator. Sep. Purif. Technol. 2017, 174, 408–416. [Google Scholar] [CrossRef]
- Sakai, M.; Koshizuka, S. Large-scale discrete element modeling in pneumatic conveying. Chem. Eng. Sci. 2009, 64, 533–539. [Google Scholar] [CrossRef]
- Chu, K.; Chen, J.; Yu, A. Applicability of a coarse-grained CFD–DEM model on dense medium cyclone. Miner. Eng. 2016, 90, 43–54. [Google Scholar] [CrossRef]
- Sakai, M.; Takahashi, H.; Pain, C.C.; Latham, J.-P.; Xiang, J. Study on a large-scale discrete element model for fine particles in a fluidized bed. Adv. Powder Technol. 2012, 23, 673–681. [Google Scholar] [CrossRef]
- Hilton, J.E.; Cleary, P.W. Comparison of non-cohesive resolved and coarse grain DEM models for gas flow through particle beds. Appl. Math. Model. 2014, 38, 4197–4214. [Google Scholar] [CrossRef]
- Zhou, W.; Ouyang, J.; Wang, X.; Su, J.; Yang, B. Numerical simulation of viscoelastic fluid flows using a robust FVM framework on triangular grid. J. Non-Newton. Fluid Mech. 2016, 236, 18–34. [Google Scholar] [CrossRef]
- Javanmard, E.; Yari, E.; Mehr, J.A.; Mansoorzadeh, S. Hydrodynamic characteristic curves and behavior of flow around a surface-piercing propeller using computational fluid dynamics based on FVM. Ocean Eng. 2019, 192, 106445. [Google Scholar] [CrossRef]
- Zhu, H.P.; Zhou, Z.Y.; Yang, R.Y.; Yu, A.B. Discrete particle simulation of particulate systems: A review of major applications and findings. Chem. Eng. Sci. 2008, 63, 5728–5770. [Google Scholar] [CrossRef]
- Ergun, S. Fluid flow through packed columns. Chem. Eng. Prog. 1952, 48, 89–94. [Google Scholar]
- Wen, C.Y.; Yu, Y.H. Mechanics of fluidization. Chem. Eng. Prog. Symp. Ser. 1966, 62, 100–111. [Google Scholar]
- Guardo, A.; Coussirat, M.; Larrayoz, M.A.; Recasens, F.; Egusquiza, E. Influence of the turbulence model in CFD modeling of wall-to-fluid heat transfer in packed beds. Chem. Eng. Sci. 2005, 60, 1733–1742. [Google Scholar] [CrossRef]
- Chen, Z.J.; Przekwas, A.J. A coupled pressure-based computational method for incompressible/compressible flows. J. Comput. Phys. 2010, 229, 9150–9165. [Google Scholar] [CrossRef]
- Liu, D.; Bu, C.; Chen, X. Development and test of CFD-DEM model for complex geometry: A coupling algorithm for Fluent and DEM. Comput. Chem. Eng. 2013, 58, 260–268. [Google Scholar] [CrossRef]
- Chen, D.; Liu, X.; Han, J.; Jiang, M.; Xu, Y.; Xu, M. Measurements of particulate matter concentration by the light scattering method: Optimization of the detection angle. Fuel Process. Technol. 2018, 179, 124–134. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Model |
|---|---|
| Solver | Pressure-based |
| Viscous model | Realizable k-ε |
| Inlet | Pressure inlet |
| Outlet | Pressure outlet |
| Wall | No slip |
| Parameters | Value |
|---|---|
| Diameter of cylinder (m) | 0.5 |
| Height of cylinder (m) | 0.44 |
| Total height of hopper (m) | 0.66 |
| Bottom diameter (m) | 0.16 |
| Pitch of spiral guide plate (m) | 0.72 |
| Parameters | Values | Parameters | Values |
|---|---|---|---|
| Sand Poisson ratio | 0.5 | Geometric shear modulus (Pa) | 3.0 × 109 |
| Sand shear modulus (Pa) | 1.0 × 107 | Sand–sand restitution coefficient | 0.48 |
| Sand density (kg/m3) | 2650 | Sand–sand static friction coefficient | 0.57 |
| Sand size (mm) | 1.6 | Sand–sand rolling friction coefficient | 0.07 |
| Number of sands | 176,000 | Sand–geometry restitution coefficient | 0.45 |
| Geometric Poisson ratio | 0.3 | Sand–geometry static friction coefficient | 0.58 |
| Geometric density (kg/m3) | 1200 | Time step (s) | 1.0 × 10−5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, J.; Jin, C.; Ye, F.; Hu, Z.; Chen, H. Dust Suppression Analysis of a New Spiral Hopper Using CFD-DEM Simulations and Experiments. Processes 2020, 8, 783. https://doi.org/10.3390/pr8070783
Yuan J, Jin C, Ye F, Hu Z, Chen H. Dust Suppression Analysis of a New Spiral Hopper Using CFD-DEM Simulations and Experiments. Processes. 2020; 8(7):783. https://doi.org/10.3390/pr8070783
Chicago/Turabian StyleYuan, Jianming, Chenglong Jin, Fangping Ye, Zhihui Hu, and Huozhi Chen. 2020. "Dust Suppression Analysis of a New Spiral Hopper Using CFD-DEM Simulations and Experiments" Processes 8, no. 7: 783. https://doi.org/10.3390/pr8070783
APA StyleYuan, J., Jin, C., Ye, F., Hu, Z., & Chen, H. (2020). Dust Suppression Analysis of a New Spiral Hopper Using CFD-DEM Simulations and Experiments. Processes, 8(7), 783. https://doi.org/10.3390/pr8070783