Introducing Risk Considerations into the Supply Chain Network Design



Abstract
1. Introduction
- RQ1: What type of risks should be considered when designing an SCN?
- RQ2: What decisions can be made in the SCND to (attempt to) avoid the effects of SC disruptions?
2. Supply Chain Risk: Definition and Classifications
- Sources of risk: elements which have the potential to generate risk, such as natural disasters or man-made events.
- Drivers or triggering events: events whose occurrence can change a particular set of circumstances, e.g., earthquake and labour strikes.
- Consequences: the outcome of an event, e.g., damaged facilities and infrastructure or manufacturing stoppages.
- Probability of occurrence: chance of something happening.
2.1. Risk Sources
2.2. Risk Consequences
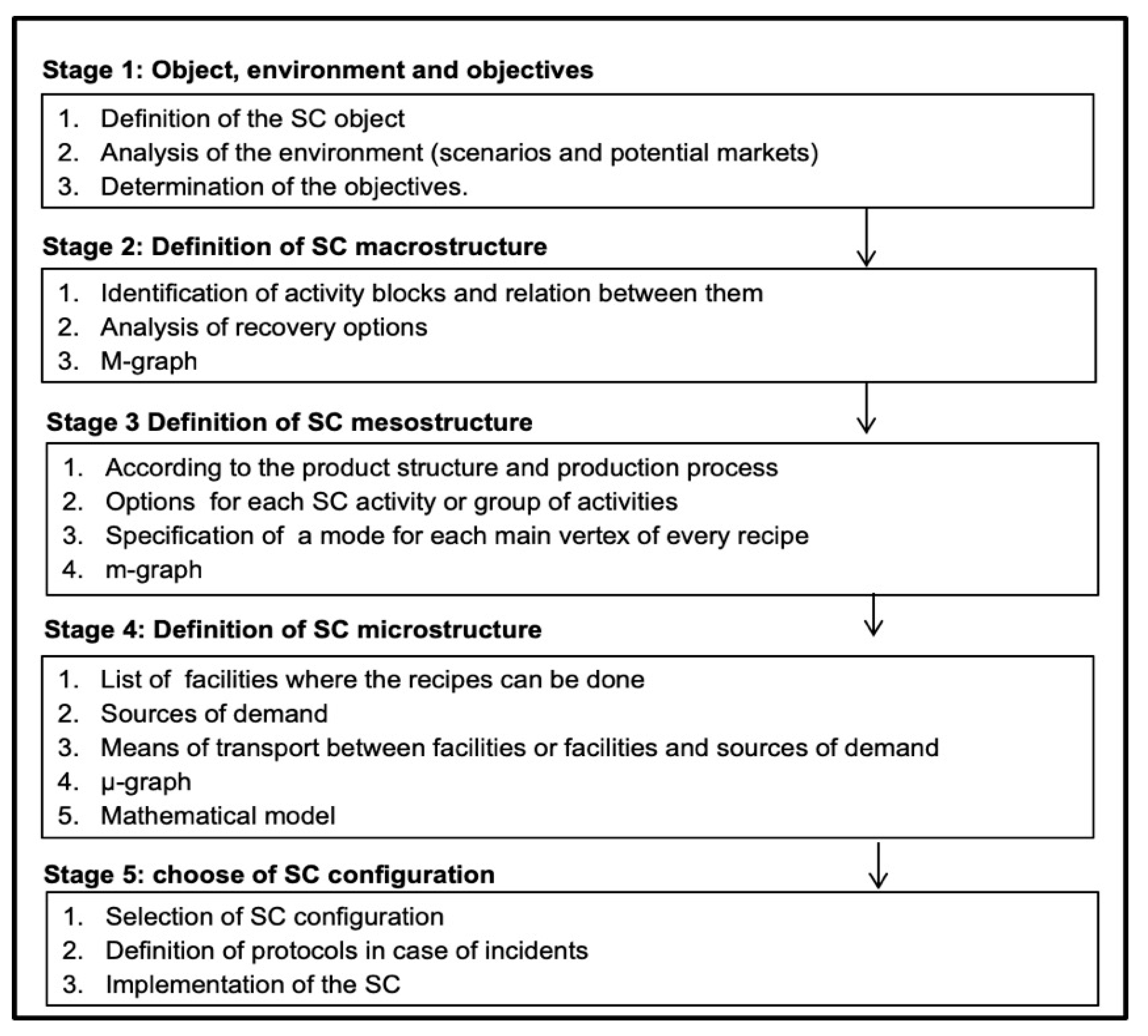
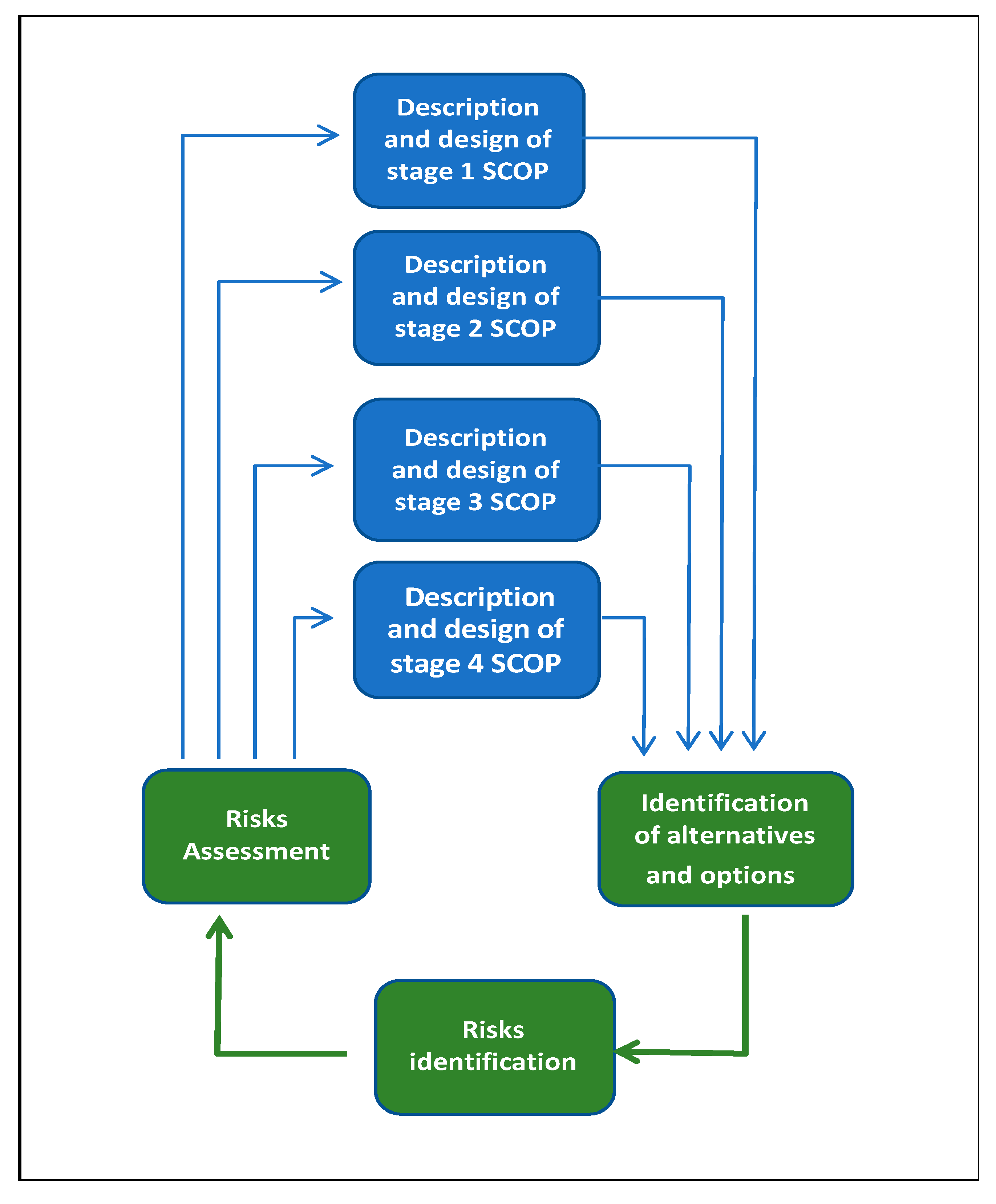
3. The SC Network Design Framework with Risk Consideration
3.1. Stage 1: Object, Environment, and Objectives
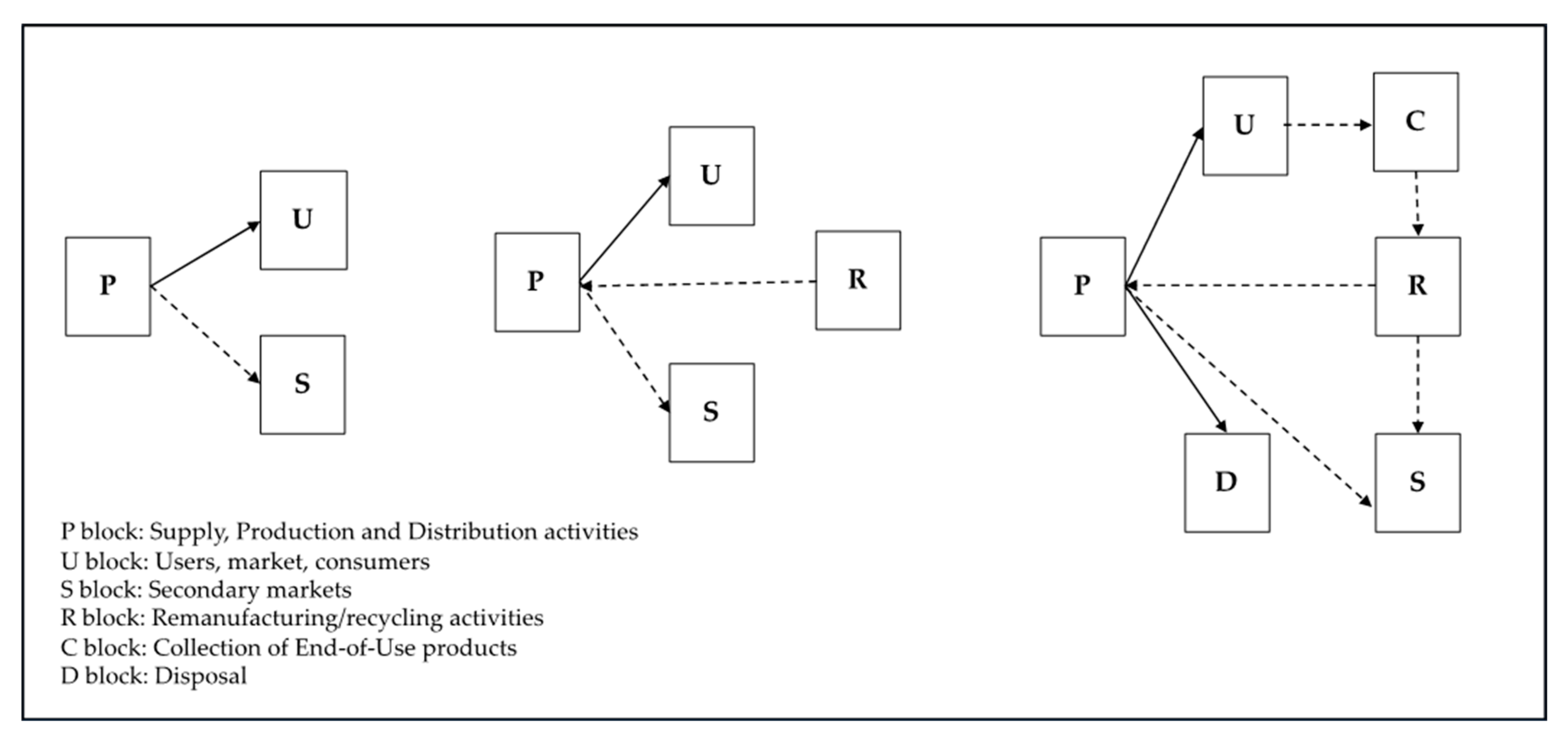
3.2. Stage 2: Macrostructure
3.3. Stage 3: Mesostructure
3.3.1. Procurement and Production Activities
- P1: Make. Some risks associated with the decision of manufacturing the product in-house are related to:
- ○
- Operational disruptions due to natural or man-made events (HILF risks)
- ○
- Capacity issues
- ○
- Technological obsolescence
- ○
- Design changes
- P2: Suppliers relationships. Supply risk (supplier selection and assessment) should likely be considered as one of the most prolific topics of research in SCRM. For the purpose of this research, regardless of the type of such relationships (number of suppliers, long-term or short-term relationships, etc.), this procurement option can be linked to several risks:
- ○
- Supply disruptions: supplier failure, supplier reliability, supplier quality issues, etc.
- ○
- Knowledge dissemination and intellectual property.
- ○
- Outsourcing risks: supplier reliability, transportation risk, country risk, exchange rate risk, etc.
- P3: Spot markets. When the product acquisition is made in spot markets, several risks might occur:
- ○
- Market shortages and availability of quality supply
- ○
- Price volatility
3.3.2. Distribution Activity
- D1: Drop-shipping strategies. These can be identified as a manufacturer storage with direct shipping and/or in-transit merge. This option provides several benefits (high level of product availability with a lower level of inventory because of inventory centralisation at the manufacturer’s premises and lower inventory needs can be obtained by postponing customisation), however, it also has some drawbacks (higher transport costs, high response times, poor customer service, and difficulty in handling returns), which can generate operational risks such as:
- ○
- Transportation issues related to parcel carriers
- ○
- Centralisation of inventories at the manufacturer can be a risk
- D2: Distributor storage strategies. These require a higher level of inventory (risks related to obsolescence, natural, or man-made events) and generate a higher transportation cost, especially in low population density areas, due to the use of last mile deliveries (although customer pick-up can also be considered). In regard to the operational risks associated with this option, we can highlight:
- ○
- Inventory risks (obsolescence, natural, or man-made events)
- ○
- Transportation issues due to last mile deliveries
- D3: Retail storage with customer pick-up. In this option, inventory is stored locally at retail stores, and customers either walk into the retail store or place an order and pick it up at the retail store. Some risks associated with this option are:
- ○
- Product availability
- ○
- Inventory risks.
3.3.3. Collection and Reprocessing Activities
- C1: OEM collection system. In this option, the collection is made directly by the manufacturer. The risks associated with this option are of the same type as those in the P1 option, i.e., Make of the Procurement and Production Activities:
- ○
- Operational disruptions due to natural or man-made events (HILF risks)
- ○
- Capacity issues
- ○
- Technological obsolescence
- C2: Distributor and retailer collection systems. With this option, the risks identified in the previous option are mitigated by being shared among the components of the distribution network. However, the risk of increased costs may appear due to the lack of economies of scale in the implementation and management of the collection system.
- C3: 3PL providers. In this case, the risks of outsourcing the activity must be evaluated, as mentioned in the P3 option, i.e., identify markets in the Procurement and Production activities.
- R1: Recycling. This option consists of disassembling the collected product, obtaining one or more components that become part of other products (not necessarily of the same type), and depositing the rest in the environment. Exploiting economies of scale is indispensable in making recycling activities economically viable, so uncertainty concerning the supply volume is identified as a major risk [45].
- R2: Remanufacturing. This option consists of disassembling the product and replacing and rebuilding its components at least to the current specification [46]. Issues regarding remanufacturing capacity and quality uncertainties for the collected products can be identified as SC risks.
- R3: Reuse. This option consists of cleaning and commissioning the collected product for reuse. In this option, quality uncertainty and risks involved with storage problems in terms of space, storage conditions, damaged products, and damage in storage (inventory risks) can be identified as potential SC risks [41].
3.4. Stage 4: Microstructure
4. Illustrative Case Study
4.1. Stage 1: Object, Environment, and Objectives
4.1.1. Definition of the Object, Environment, and SC Objectives
4.1.2. Scenario Identification
4.1.3. Risk Identification
4.1.4. Risk Assessment
4.1.5. Redefinition of the Object, Environment, and Objectives
4.2. Stage 2: Macrostructure
4.2.1. Definition of the Macrostructure
4.2.2. Scenario Identification
4.2.3. Risks Identification
4.2.4. Risks Assessment
4.3. Stage 3: Mesostructure
4.3.1. Definition of the Mesostructure
4.3.2. Scenario Identification
4.3.3. Risks Identification
4.3.4. Risks Assessment
4.4. Stage 4: Microstructure
5. Conclusions and Further Research
Author Contributions
Funding
Conflicts of Interest
References
- Blackhurst, J.; Craighead, C.W.; Elkins, D.; Handfield, R.B. An empirically derived agenda of critical research issues for managing supply-chain disruptions. Int. J. Prod. Res. 2005, 43, 4067–4081. [Google Scholar] [CrossRef]
- Rao, S.; Goldsby, T.J. Supply chain risks: A review and typology. Int. J. Logist. Manag. 2009, 20, 97–123. [Google Scholar] [CrossRef]
- Haberman, M.; Blackhurst, J.; Metcalf, A.Y. Keep your friends close? Supply chain design and disruption risk. Decis. Sci. 2015, 46, 491–526. [Google Scholar] [CrossRef]
- Agigi, N.; Niemann, W.; Kotzé, T. Supply chain design approaches for supply chain resilience: A qualitative study of South African fast-moving consumer goods grocery manufacturers. J. Transp. Supply Chain Manag. 2016, 10, 1–15. [Google Scholar] [CrossRef]
- Hudnurkar, M.; Deshpande, S.; Rathod, U.; Jakhar, S.K. Supply chain risk classification schemes: A literature review. Oper. Supply Chain Manag. 2017, 10, 182–199. [Google Scholar] [CrossRef]
- Zhu, Y.; Xie, C.; Sun, B.; Wang, G.-J.; Yan, X.-G. Predicting China’s SME Credit Risk in Supply Chain Financing by Logistic Regression, Artificial Neural Network and Hybrid Models. Sustainability 2016, 8, 433. [Google Scholar] [CrossRef]
- Dolgui, A.; Ivanov, D.; Sokolov, B. Ripple effect in the supply chain: An analysis and recent literature. Int. J. Prod. Res. 2018, 56, 414–430. [Google Scholar] [CrossRef]
- Craighead, C.W.; Blackhurst, J.; Rungtusanatham, M.J.; Handfield, R.B. The severity of supply chain disruptions: Design characteristics and mitigation capabilities. Decis. Sci. 2007, 38, 131–156. [Google Scholar] [CrossRef]
- Ellis, S.C.; Henry, R.M.; Shockley, J. Buyer perceptions of supply disruption risk: A behavioral view and empirical assessment. J. Oper. Manag. 2010, 28, 34–46. [Google Scholar] [CrossRef]
- Rangel, D.A.; de Oliveira, T.K.; Alexandre, M.S. Supply Chain Risk Classification: Discussion and Proposal. Int. J. Prod. Res. 2015, 53, 6868–6887. [Google Scholar] [CrossRef]
- Speier, C.; Whipple, J.M.; Closs, D.J.; Voss, M.D. Global supply chain design considerations: Mitigating product safety and security risks. J. Oper. Manag. 2011, 29, 721–736. [Google Scholar] [CrossRef]
- Ivanov, D.; Dolgui, A.; Sokolov, B.; Ivanova, M. Literature review on disruption recovery in the supply chain. Int. J. Prod. Res. 2017, 55, 6158–6174. [Google Scholar] [CrossRef]
- Sáenz, M.J.; Revilla, E.; Acero, B. Aligning supply chain design for boosting resilience. Bus. Horiz. 2018, 61, 443–452. [Google Scholar] [CrossRef]
- Klibi, W.; Martel, A.; Guitouni, A. The design of robust value-creating supply chain networks: A critical review. Eur. J. Oper. Res. 2010, 203, 283–293. [Google Scholar] [CrossRef]
- Farahani, R.Z.; Rezapour, S.; Drezner, T.; Fallah, S. Competitive supply chain network design: An overview of classifications, models, solution techniques and applications. Omega Int. J. Manag. Sci. 2014, 45, 92–118. [Google Scholar] [CrossRef]
- Corominas, A.; Mateo, M.; Ribas, I.; Rubio, S. Methodological elements of supply chain design. Int. J. Prod. Res. 2015, 53, 5017–5030. [Google Scholar] [CrossRef]
- Tang, C.S. Robust Strategies for Mitigating Supply Chain Disruptions. Int. J. Logist. Res. Appl. 2006, 9, 33–45. [Google Scholar] [CrossRef]
- Vlajic, J.V.; van der Vorst, J.G.A.J.; Haijema, R. A Framework for Designing Robust Food Supply Chains. Int. J. Prod. Econ. 2012, 137, 176–189. [Google Scholar] [CrossRef]
- Wieland, A. Selecting the right supply chain based on risks. J. Manuf. Technol. Manag. 2013, 24, 652–668. [Google Scholar] [CrossRef]
- Fan, Y.; Stevenson, M. A review of supply chain risk management. Int. J. Phys. Distrib. Logist. Manag. 2018, 48, 205–230. [Google Scholar] [CrossRef]
- Oke, A.; Gopalakrishnan, M. Managing disruptions in supply chains: A case study of a retail supply chain. Int. J. Prod. Econ. 2009, 118, 168–174. [Google Scholar] [CrossRef]
- Heckmann, I.; Comes, T.; Nickel, S. A critical review on supply chain risk: Definition, measure and modeling. Omega Int. J. Manag. Sci. 2015, 52, 119–132. [Google Scholar] [CrossRef]
- Díaz-Curbelo, A.; Gento, Á.M.; Redondo, A.; Aqlan, F. A Fuzzy-Based Holistic Approach for Supply Chain Risk Assessment and Aggregation Considering Risk Interdependencies. Appl. Sci. 2019, 9, 5329. [Google Scholar] [CrossRef]
- Klibi, W.M.; Martel, A. Scenario-based supply chain network risk modeling. Eur. J. Oper. Res. 2012, 223, 644–658. [Google Scholar] [CrossRef]
- Viswanadham, N.; Gaonkar, R.S. Risk Management in global supply chain networks. In Supply Chain Analysis. A handbook on the Interaction of Information, System and Optimization; Tang, C.S., Teo, C., Wei, K., Eds.; Springer: New York, NY, USA, 2008; pp. 201–221. [Google Scholar]
- Akkermans, H.A.; Van Wassenhove, L.N. Supply chain tsunamis: Research on low-probability, high-impact disruptions. J. Supply Chain Manag. 2018, 54, 64–76. [Google Scholar] [CrossRef]
- Sheffi, Y.; Rice, J.B., Jr. A supply chain view of the resilient enterprise. MIT Sloan Manag. Rev. 2005, 47, 41–48. [Google Scholar]
- Klibi, W.; Martel, A. The design of robust value-creating supply chain networks. OR Spectr. 2013, 35, 867–903. [Google Scholar] [CrossRef]
- Torabi, S.A.; Namdar, J.; Hatefi, S.M.; Jolai, F. An enhanced possibilist programming approach for reliable closed-loop supply chain network design. Int. J. Prod. Res. 2015, 54, 1358–1387. [Google Scholar] [CrossRef]
- Akkermans, H.A.; Van Wassenhove, L.N. Searching for the grey swans: The next 50 years of production research. Int. J. Prod. Res. 2013, 51, 6746–6755. [Google Scholar] [CrossRef]
- Shi, D. A review of enterprise supply chain risk management. J. Syst. Sci. Syst. Eng. 2004, 13, 219–244. [Google Scholar] [CrossRef]
- Melnyk, S.A.; Narasimhan, R.; De Campos, A. Supply chain design: Issues, challenges, frameworks and solutions. Int. J. Prod. Res. 2014, 52, 1887–1896. [Google Scholar] [CrossRef]
- Park, Y.W.; Hong, P.; Roh, J.J. Supply chain lessons from the catastrophic natural disaster in Japan. Bus. Horiz. 2013, 56, 56–75. [Google Scholar] [CrossRef]
- Thun, J.H.; Hoenig, D. An empirical analysis of supply chain risk management in the German automotive industry. Int. J. Prod. Econ. 2011, 131, 242–249. [Google Scholar] [CrossRef]
- Hopkins, M.S. Your next supply chain. MIT Sloan Manage. Rev. 2010, 51, 17–24. [Google Scholar]
- Prakash, S.; Soni, G.; Rathore, A.P.S. Embedding risk in closed-loop supply chain network design: Case of a hospital furniture manufacturer. J. Model. Manag. 2017, 12, 551–574. [Google Scholar] [CrossRef]
- Flapper, S.D.P.; Van Nunnen, J.A.E.E.; Van Wassenhove, L.N. Managing Closed-Loop Supply Chains; Springer: Berlin, Germany, 2005. [Google Scholar]
- Rubio, S.; Jiménez-Parra, B. Reverse logistics: Concept, evolution and marketing challenges. In Optimization and Decision Support Systems for Supply Chains; Miranda, J.L., Barbosa-Póvoa, A.P., Corominas, A., Eds.; Springer: Berlin, Germany, 2017. [Google Scholar]
- Chopra, S.; Meindl, P. Supply Chain Management; Strategy, Planning, and Operation; Pearson: London, UK, 2013. [Google Scholar]
- Ribas, I.; Lusa, A.; Corominas, A. A framework for designing a supply chain distribution network. Int. J. Prod. Res. 2010, 57, 2104–2116. [Google Scholar] [CrossRef]
- Senthil, S.; Murugananthan, K.; Ramesh, A. Analysis and priorisation of risks in a reverse logistics network using hybrid multi-criteria decision making models. J. Clean. Prod. 2018, 179, 716–730. [Google Scholar] [CrossRef]
- Dowlatshahi, S. A cost-benefit analysis for the design and implementation of reverse logistics systems: Case studies approac. Int. J. Prod. Res. 2010, 48, 1361–1380. [Google Scholar] [CrossRef]
- Thierry, M.; Salomon, M.; Van Nunen, J.; Van Wassenhove, L. Strategic issues in product recovery management. Calif. Manag. Rev. 1995, 37, 114–136. [Google Scholar] [CrossRef]
- Dekker, R.; Fleischmann, M.; Inderfurth, K.; Van Wassenhove, L.N. Reverse Logistics. Quantitative Models for Closed-Loop Supply Chains; Springer: Berlin, Germany, 2004. [Google Scholar]
- Fleischmann, M. Quantitative Models for Reverse Logistics; Lecture Notes in Economics and Mathematical Systems 501; Springer: Berlin/Heidelberg, Germany, 2001. [Google Scholar]
- Ilgin, M.A.; Gupta, S.M. Remanufacturing Model and Analysis; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar]
- Calleja, G.; Corominas, A.; Martínez-Costa, C.; de la Torre, R. Methodological approaches to supply chain design. Int. J. Prod. Res. 2018, 56, 4467–4489. [Google Scholar] [CrossRef]
- Sheffi, Y. The Resilient Enterprise: Overcoming Vulnerability for Competitive Advantage; MIT Press: Cambridge, MA, USA, 2005. [Google Scholar]
- Eppen, G.D.; Martin, R.K.; Schrage, L. A scenario approach to capacity planning. Oper. Res. 1989, 37, 517–527. [Google Scholar] [CrossRef]
- Bakshi, N.; Kleindorfer, P. Co-opetition and investment for supply chain resilience. Prod. Oper. Manag. 2009, 18, 583–603. [Google Scholar] [CrossRef]
- Govindan, K.; Fattahi, M.; Keyvanshokooh, E. Supply Chain network design under uncertainty. Eur. J. Oper. Res. 2017, 263, 108–141. [Google Scholar] [CrossRef]
- Akhmad, S.; Miswanto; Suprajitno, H. Interval model for food supply chain network at the multi stage distribution systems. Int. J. GEOMATE 2019, 16, 125–130. [Google Scholar] [CrossRef]
- Allaoui, H.; Guo, Y.; Choudhary, A.; Bloemhof, J. Sustainable agro-food supply chain design using two-stage hybrid multi-objective decision-making approach. Comput. Oper. Res. 2018, 89, 369–384. [Google Scholar] [CrossRef]
- Kern, D.; Moser, R.; Hartman, E.; Moder, M. Supply risk management: Model development and empirical analysis. Int. J. Phys. Distrib. Logist. Manag. 2012, 42, 60–82. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Category | Criteria | Risks | References |
|---|---|---|---|
| Risk Resources | SC vulnerability:
|
| [4,13,14,24] |
Entity level and uncertainty:
|
| [2,8,25] | |
Dimensions:
|
| [5] | |
| Risk Consequences | Type of consequence:
|
| [12,22,25,29] |
Type of uncertainty:
|
| [14,24,28] | |
Impact and frequency:
|
| [21,26,27,30] |
| Risk Description | Risk Sources Criteria | ||
|---|---|---|---|
| SC Vulnerability | Entity Level | Dimension | |
| Failure service level provided by raw material suppliers | External | Organisation | Product |
| Contamination and safety of raw material | External | Industry | Environment |
| Weather conditions and natural disasters | External | Environment | Environment |
| Price of the raw material | External | Environment | Product |
| Risk Description | Risk Sources Criteria | ||
|---|---|---|---|
| SC Vulnerability | Entity Level | Dimension | |
| Deficient raw materials quality | External | Organisation | Product/processes |
| Inventory contamination | Internal | Organisation/environment | Infrastructure/environment |
| Product perishability and damage during distribution | Internal/external | Organisation/environment | Infrastructure/environment |
| Market shortages | External | Organisation | Product |
| Increase in material costs | External | Environment | Product |
| Delivery delays | Internal/external | Organisation | Infrastructure |
| Risk Description | Risk Sources Criteria | ||
|---|---|---|---|
| SC Vulnerability | Entity Level | Dimension | |
| Production equipment failures | Internal | Organisation | Infrastructure |
| Production staff lack of skills | Internal | Organisation | Human resources |
| Noncompliance of service level agreements by providers | External | Organisation | Product |
| Market competitor’s growth | External | Industry | Environment |
| Lack of knowledge of production processes | Internal | Organisation | Processes |
| Product deterioration | Internal/external | Organisation/environment | Infrastructure/environment |
| Delivery delays | Internal/external | Organisation | Infrastructure |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Benedito, E.; Martínez-Costa, C.; Rubio, S. Introducing Risk Considerations into the Supply Chain Network Design. Processes 2020, 8, 743. https://doi.org/10.3390/pr8060743
Benedito E, Martínez-Costa C, Rubio S. Introducing Risk Considerations into the Supply Chain Network Design. Processes. 2020; 8(6):743. https://doi.org/10.3390/pr8060743
Chicago/Turabian StyleBenedito, Ernest, Carme Martínez-Costa, and Sergio Rubio. 2020. "Introducing Risk Considerations into the Supply Chain Network Design" Processes 8, no. 6: 743. https://doi.org/10.3390/pr8060743
APA StyleBenedito, E., Martínez-Costa, C., & Rubio, S. (2020). Introducing Risk Considerations into the Supply Chain Network Design. Processes, 8(6), 743. https://doi.org/10.3390/pr8060743