Research on the Pressure Dropin Horizontal Pneumatic Conveying for Large Coal Particles

Abstract
1. Introduction
2. Theory
2.1. Gas Phase Equations
- (1)
- Gas phase continuity equation
- (2)
- Gas phase momentum equation
- (3)
- Turbulence transmission equations
2.2. Motion Equations of Solid Phase
- (1)
- Particle Force Balance
- (2)
- Particle Torque Balance
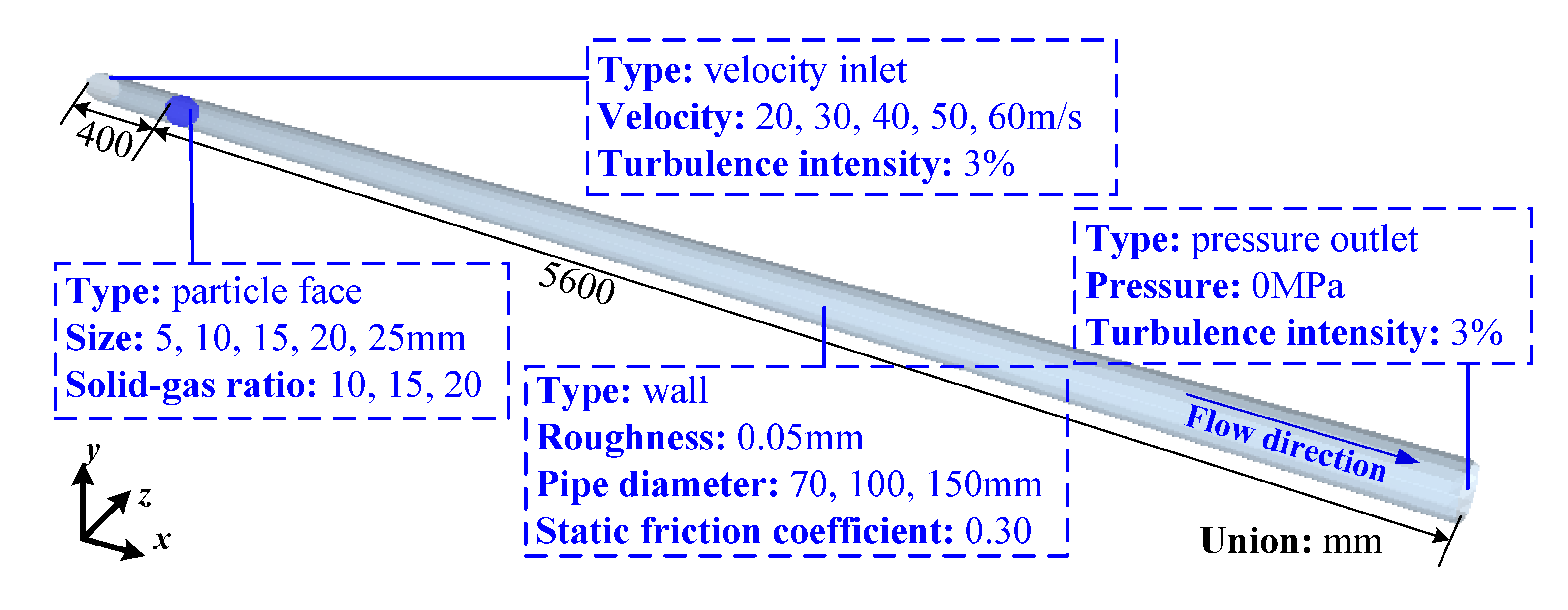
3. Simulations
3.1. Simulation Model
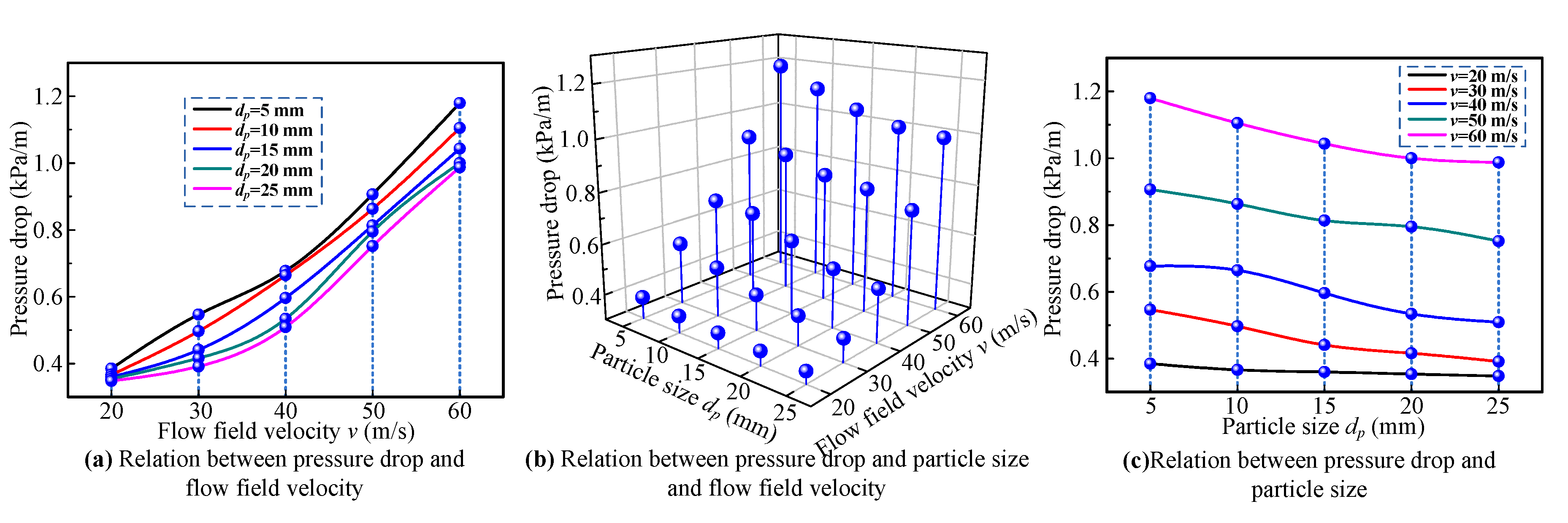
3.2. Effects of Particle Size and Flow Field Velocity on Pressure Drop
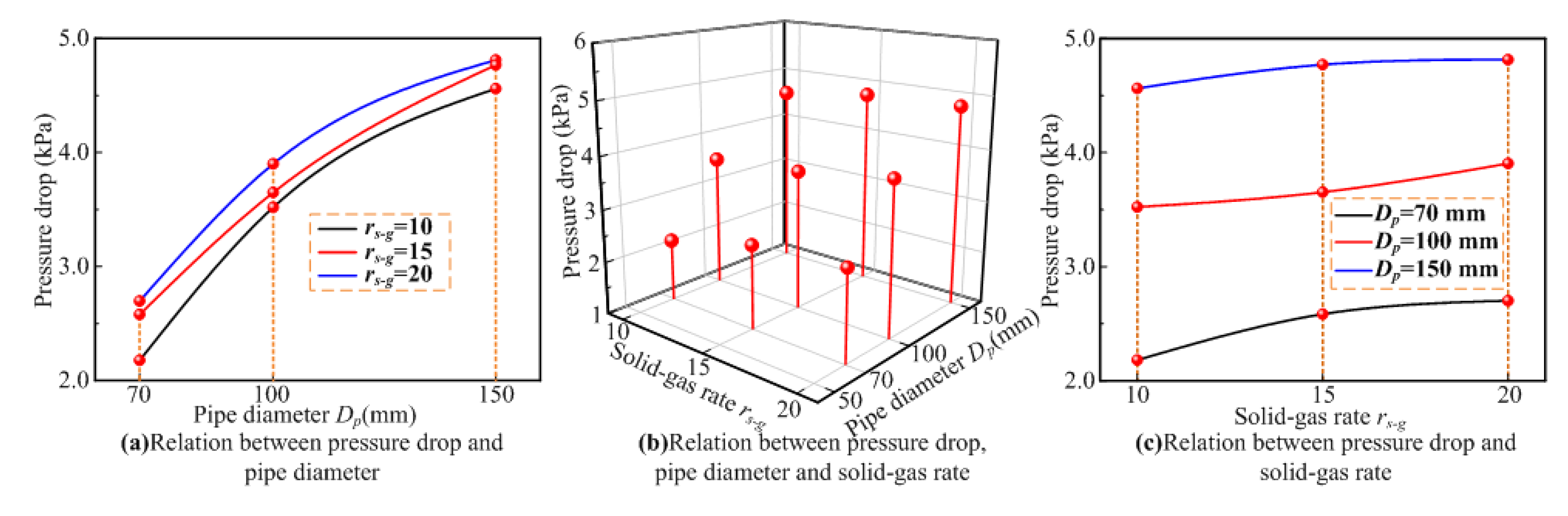
3.3. Effects of Pipe Diameter and Solid-Gas Ratio on Pressure Drop
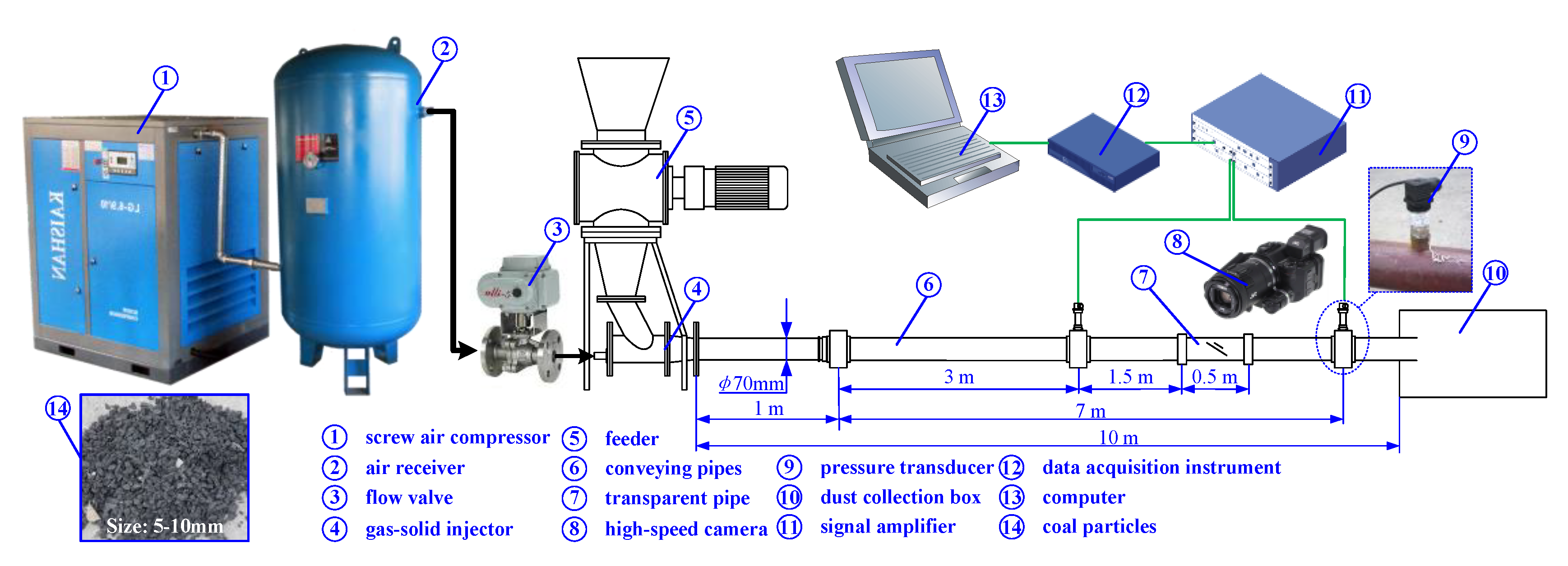
4. Experimental Verification
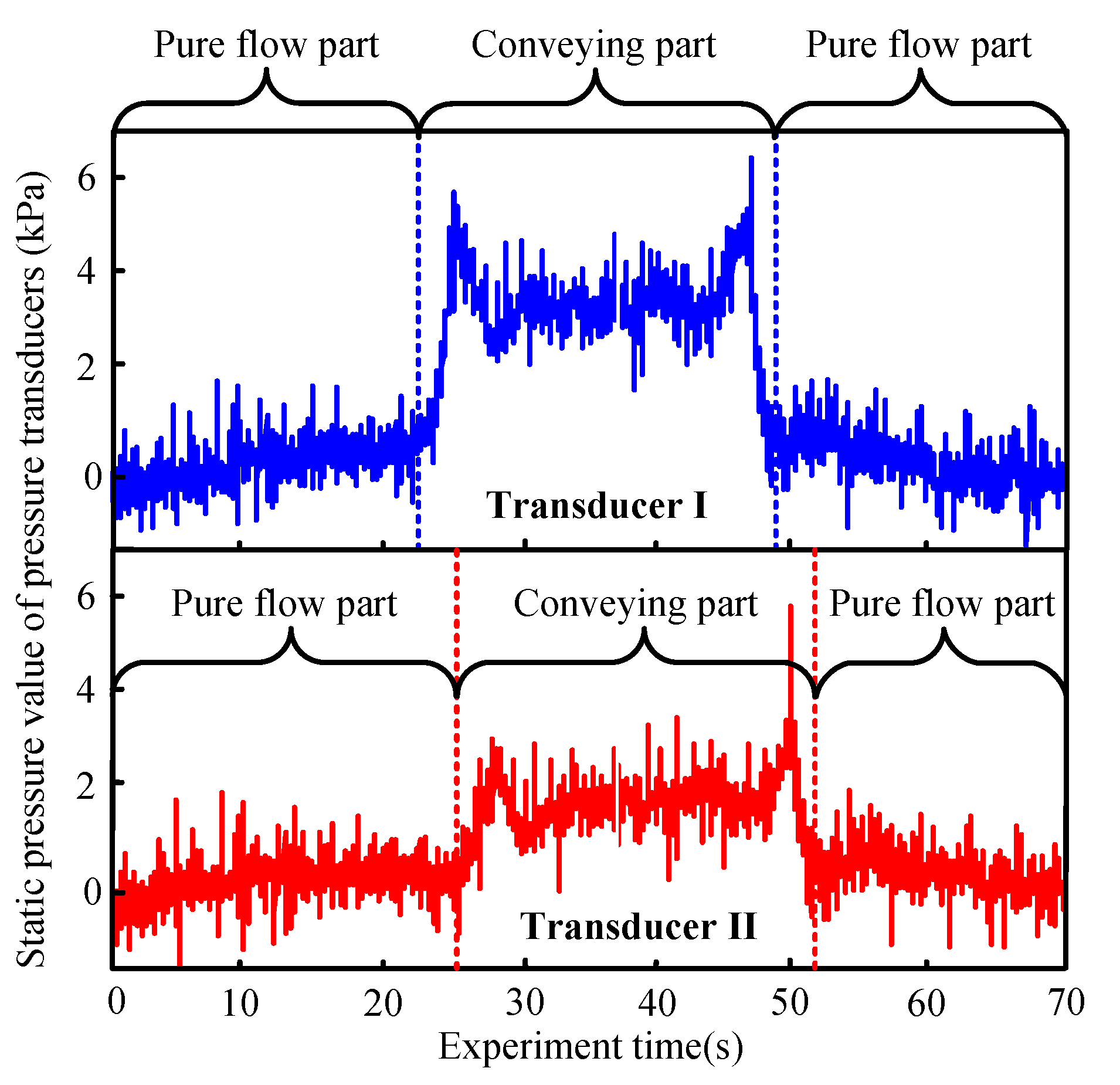
4.1. Experiment Results
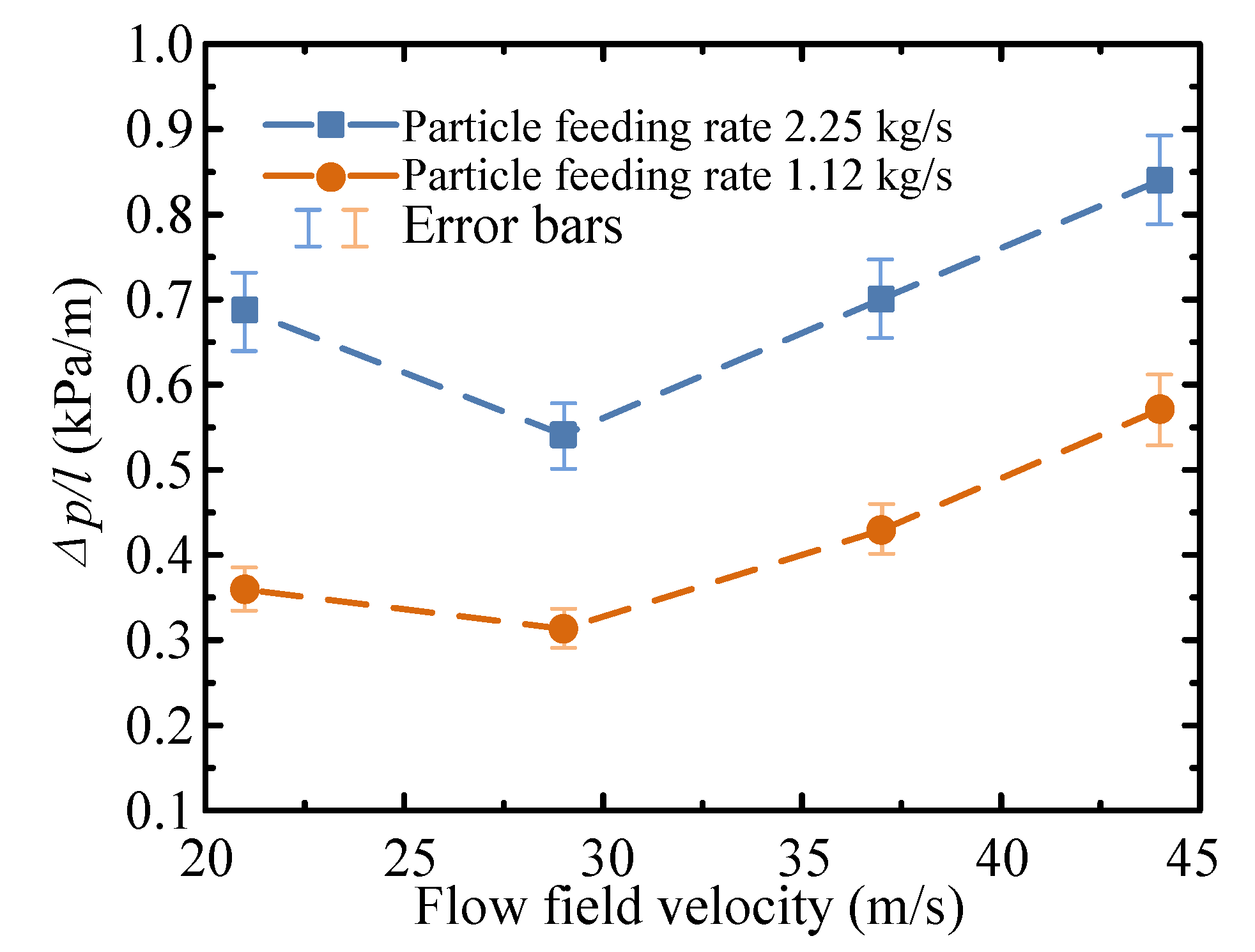
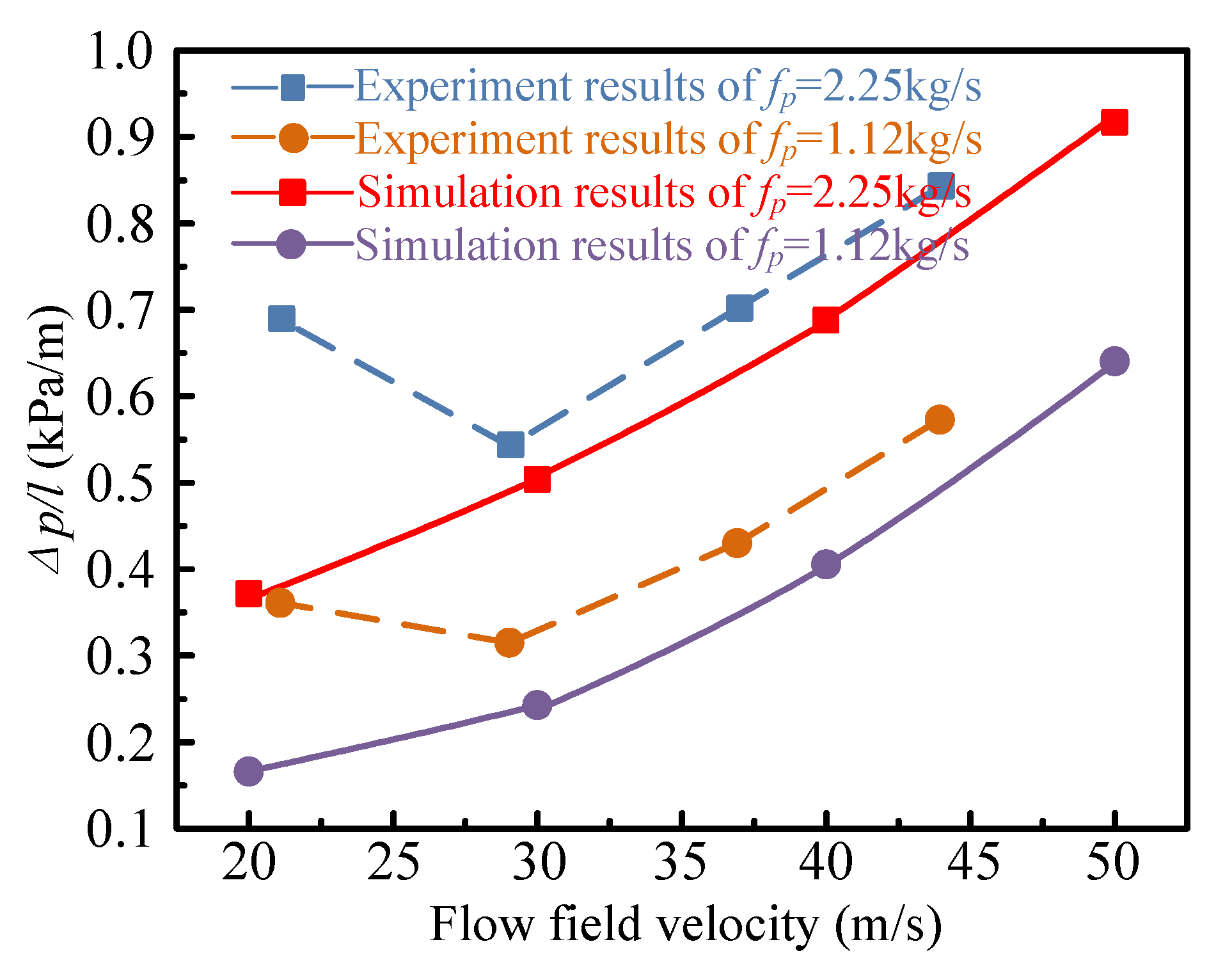
4.2. Comparison Pressure Drop
5. Discussion and Limitation
5.1. Discussion of Simulation Results Accuracy
5.2. Limitation of Experiments
5.3. Future Research
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Yang, D.L.; Li, J.P.; Zheng, K.H.; Jiang, H.X.; Xu, H.D.; Liu, S.Y. High-hardness alloy substituted by low hardness during drilling and cutting experiments of conical pick. Int. J. Rock Mech. Min. Sci. 2017, 95, 73–78. [Google Scholar] [CrossRef]
- Yang, D.L.; Wang, Y.X.; Xing, B.S.; Yu, Y.T.; Wang, Y.T.; Xia, Y.T. Recent patents on roll crushing mills for selective crushing of coal and gangue. Recent Patents Mech. Eng. 2020, 13, 2–12. [Google Scholar] [CrossRef]
- Yang, D.L.; Li, J.P.; Zheng, K.H.; Du, C.L.; Liu, S.Y. Impact-crush separation characteristics of coal and gangue. Int. J. Coal Prep. Util. 2018, 38, 127–134. [Google Scholar] [CrossRef]
- Yang, D.L.; Xing, B.S.; Li, J.P.; Wang, Y.X. Recent patents on pressurization and dedusting for pneumatic conveying. Recent Patents Mech. Eng. 2018, 11, 180–189. [Google Scholar] [CrossRef]
- Yang, D.L.; Li, J.P.; Xing, B.S.; Wang, Y.X. Recent patents on gangue pneumatic filling for coal auger mining method. Recent Patents Mech. Eng. 2018, 11, 31–40. [Google Scholar] [CrossRef]
- Rabinovich, E.; Kalman, H. Flow regime diagram for vertical pneumatic conveying and fluidized bed systems. Powder Technol. 2011, 207, 119–133. [Google Scholar] [CrossRef]
- Pahk, J.B.; Klinzing, G.E. Frictional force measurement between a single plug and the pipe wall in dense phase pneumatic conveying. Powder Technol. 2012, 222, 58–64. [Google Scholar] [CrossRef]
- Njobuenwu, D.O.; Fairweather, M. Modelling of pipe bend erosion by dilute particle suspensions. Comput. Chem. Eng. 2012, 42, 235–247. [Google Scholar] [CrossRef]
- Watson, R.J.; Thorpe, R.B.; Davidson, J.F. Vertical plug-flow pneumatic conveying from a fluidised bed. Powder Technol. 2012, 224, 155–161. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Crapper, M.; Ooi, J.Y. Experimental and simulation studies of dilute horizontal pneumatic conveying. Part. Sci. Technol. 2014, 32, 206–213. [Google Scholar] [CrossRef]
- Ogata, K.; Hirose, T.; Yamashita, S. Effect of particle properties on fluidized powder conveying in a horizontal channel. Procedia Eng. 2015, 102, 968–975. [Google Scholar] [CrossRef][Green Version]
- Makwana, A.B.; Patankar, A.; Bose, M. Effect of dune formation on pressure drop in horizontal pneumatic conveying system. Part. Sci. Technol. 2015, 33, 59–66. [Google Scholar] [CrossRef]
- Anantharaman, A.; Cahyadi, A.; Hadinoto, K.; Chew, J.W. Impact of particle diameter, density and sphericity on minimum pickup velocity of binary mixtures in gas-solid pneumatic conveying. Powder Technol. 2016, 297, 311–319. [Google Scholar] [CrossRef]
- Rinoshika, A. Effect of oscillating soft fins on particle motion in a horizontal pneumatic conveying. Int. J. Multiph. Flow 2013, 52, 13–21. [Google Scholar] [CrossRef]
- Rinoshika, A. Dilute pneumatic conveying of a horizontal curved 90° bend with soft fins or dune model. Powder Technol. 2014, 254, 291–298. [Google Scholar] [CrossRef]
- Yang, D.L.; Xing, B.S.; Li, J.P.; Wang, Y.X.; Hu, N.N.; Jiang, S.B. Experiment and simulation analysis of the suspension behavior of large (5–30 mm) nonspherical particles in vertical pneumatic conveying. Powder Technol. 2019, 354, 442–455. [Google Scholar] [CrossRef]
- Yang, D.L.; Li, J.P.; Du, C.L.; Jiang, H.; Zheng, K. Injection performance of a gas-solid injector based on the particle trajectory model. Adv. Mater. Sci. Eng. 2015, 2015, 871067. [Google Scholar] [CrossRef]
- Yang, D.L.; Xing, B.S.; Li, J.P.; Wang, Y.X.; Gao, K.D.; Zhou, F.; Xia, Y.T.; Wang, C. Experimental study on the injection performance of the gas-solid injector for large coal particles. Powder Technol. 2020, 364, 879–888. [Google Scholar] [CrossRef]
- Sanchez, L.; Vasquez, N.; Klinzing, G.E.; Dhodapkar, S. Characterization of bulk solids to assess dense phase pneumatic conveying. Powder Technol. 2003, 138, 93–117. [Google Scholar] [CrossRef]
- Zhou, F.B.; Hu, S.Y.; Liu, Y.K.; Liu, C.; Xia, T.Q. CFD-DEM simulation of the pneumatic conveying of fine particles through a horizontal slit. Particuology 2014, 16, 196–205. [Google Scholar] [CrossRef]
- Watano, S. Mechanism and control of electrification in pneumatic conveying of powders. Chem. Eng. Sci. 2006, 61, 2271–2278. [Google Scholar] [CrossRef]
- Choi, K.; Endo, Y.; Suzuki, T. Experimental study on electrostatic charges and discharges inside storage silo during loading of polypropylene powders. Powder Technol. 2018, 331, 68–73. [Google Scholar] [CrossRef]
- Güner, M. Pneumatic conveying characteristics of some agricultural seeds. J. Food Eng. 2007, 80, 904–913. [Google Scholar] [CrossRef]
- Ghafori, H.; Sharifi, M. Numerical and experimental study of an innovative design of elbow in the pipe line of a pneumatic conveying system. Powder Technol. 2018, 331, 171–178. [Google Scholar] [CrossRef]
- Zhou, J.W.; Liu, Y.; Du, C.L.; Liu, S.Y.; Li, J.P. Numerical study of coarse coal particle breakage in pneumatic conveying. Particuology 2018, 38, 204–214. [Google Scholar] [CrossRef]
- Zhou, J.W.; Liu, Y.; Du, C.L.; Liu, S.Y. Effect of the particle shape and swirling intensity on the breakage of lump coal particle in pneumatic conveying. Powder Technol. 2017, 317, 438–448. [Google Scholar] [CrossRef]
- Shih, T.H.; Liou, W.W.; Shabbir, A.; Yang, Z.G.; Zhu, J. A new k-ϵeddy-viscosity model for high reynolds number turbulent flows. Comput. Fluids 1995, 24, 227–238. [Google Scholar] [CrossRef]
- Gosman, A.D.; Ioannides, E. Aspects of computer simulation of liquid-fuelled combustors. J. Energy 1983, 7, 482–490. [Google Scholar] [CrossRef]
- Haider, A.; Levenspiel, O. Drag coefficient and terminal velocity of spherical and nonspherical particles. Powder Technol. 1989, 58, 63–70. [Google Scholar] [CrossRef]
- Dritselis, C.D.; Vlachos, N.S. Large eddy simulation of gas-particle turbulent channel flow with momentum exchange between the phases. Int. J. Multiph. Flow 2011, 37, 706–721. [Google Scholar] [CrossRef]
- Yang, D.L.; Li, J.P.; Du, C.L.; Zheng, K.H.; Liu, S.Y. Particle size distribution of coal and gangue after impact-crush separation. J. Cent. South Univ. 2017, 24, 1252–1262. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feeding Rate | Pipe Diameter | Roughness | Particle Density | Particle Size | Flow Field Velocity |
|---|---|---|---|---|---|
| 0.5 kg/s | 70 mm | 0.05 mm | 2100 kg/m3 | 5, 10, 15, 20, 25 mm | 20, 30, 40, 50, 60 m/s |
| Particle Size | Flow Field Velocity | Roughness | Solid-Gas Rate | Pipe Diameter |
|---|---|---|---|---|
| 15 mm | 60 m/s | 0.05 mm | 10, 15, 20 | 70, 100, 150 mm |
| No. | Output Pressure of Air Compressor | Flow Field Velocity | Feeding Rate | Solid-Gas Rate |
|---|---|---|---|---|
| 1 | 0.3 MPa | 21 m/s | 1.12 kg/s | 11.37 |
| 2 | 0.4 MPa | 29 m/s | 1.12 kg/s | 8.23 |
| 3 | 0.5 MPa | 37 m/s | 1.12 kg/s | 6.45 |
| 4 | 0.6 MPa | 44 m/s | 1.12 kg/s | 5.43 |
| 5 | 0.3 MPa | 21 m/s | 2.25 kg/s | 22.74 |
| 6 | 0.4 MPa | 29 m/s | 2.25 kg/s | 16.49 |
| 7 | 0.5 MPa | 37 m/s | 2.25 kg/s | 12.91 |
| 8 | 0.6 MPa | 44 m/s | 2.25 kg/s | 10.85 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, D.; Wang, Y.; Hu, Z. Research on the Pressure Dropin Horizontal Pneumatic Conveying for Large Coal Particles. Processes 2020, 8, 650. https://doi.org/10.3390/pr8060650
Yang D, Wang Y, Hu Z. Research on the Pressure Dropin Horizontal Pneumatic Conveying for Large Coal Particles. Processes. 2020; 8(6):650. https://doi.org/10.3390/pr8060650
Chicago/Turabian StyleYang, Daolong, Yanxiang Wang, and Zhengwei Hu. 2020. "Research on the Pressure Dropin Horizontal Pneumatic Conveying for Large Coal Particles" Processes 8, no. 6: 650. https://doi.org/10.3390/pr8060650
APA StyleYang, D., Wang, Y., & Hu, Z. (2020). Research on the Pressure Dropin Horizontal Pneumatic Conveying for Large Coal Particles. Processes, 8(6), 650. https://doi.org/10.3390/pr8060650