Thermal Hazard Analysis of Styrene Polymerization in Microreactor of Varying Diameter




Abstract
1. Introduction
2. Model Establishment
2.1. Modeling of the Batch Reactor
2.2. Modeling of Microreactor
3. Research Method
3.1. Governing Equation
3.1.1. Mass Conservation Equation
3.1.2. Momentum Conservation Equation
3.1.3. Energy Conservation Equation
3.1.4. Governing Equations and Source Terms
3.1.5. Material viscosity
3.1.6. Reynolds Number
- The Reynolds number in a stirred reactor is as follows [28]:where N is the rotation speed of the stirring blade (rad/s), D is the diameter of the blade (m), μ is the viscosity of the material (Pa·s), and ρ is the density of the material (kg/m3). The flow of fluid was classified as laminar or turbulent according to the Reynolds number. In a stirred tank, a flow with a Reynolds number below 50 is laminar, that with a Reynolds number of 50–5000 is in the transition state, and that with a Reynolds number over 5000 is turbulent.
- The Reynolds number in the microfluid is as follows [29].where d is the inner diameter of the microchannel (mm), v is the average flow velocity of the fluid (m/s), ρ is the density of the fluid (kg/m3), and μ is the viscosity of the fluid (Pa·s). For a single flow, the flow pattern in the microreactor is dominated by laminar flow, which is converted into a turbulent flow at an Re value of approximately 2000 [30].
3.1.7. Model Selection
- (1)
- Batch reactor model selection
- (2)
- Microreactor model selection
3.2. Solution Parameter Setting
- (1)
- Choose a discrete format
- (2)
- Set under-relaxation factor
- (3)
- Set monitoring variables
- (4)
- Set initial conditions
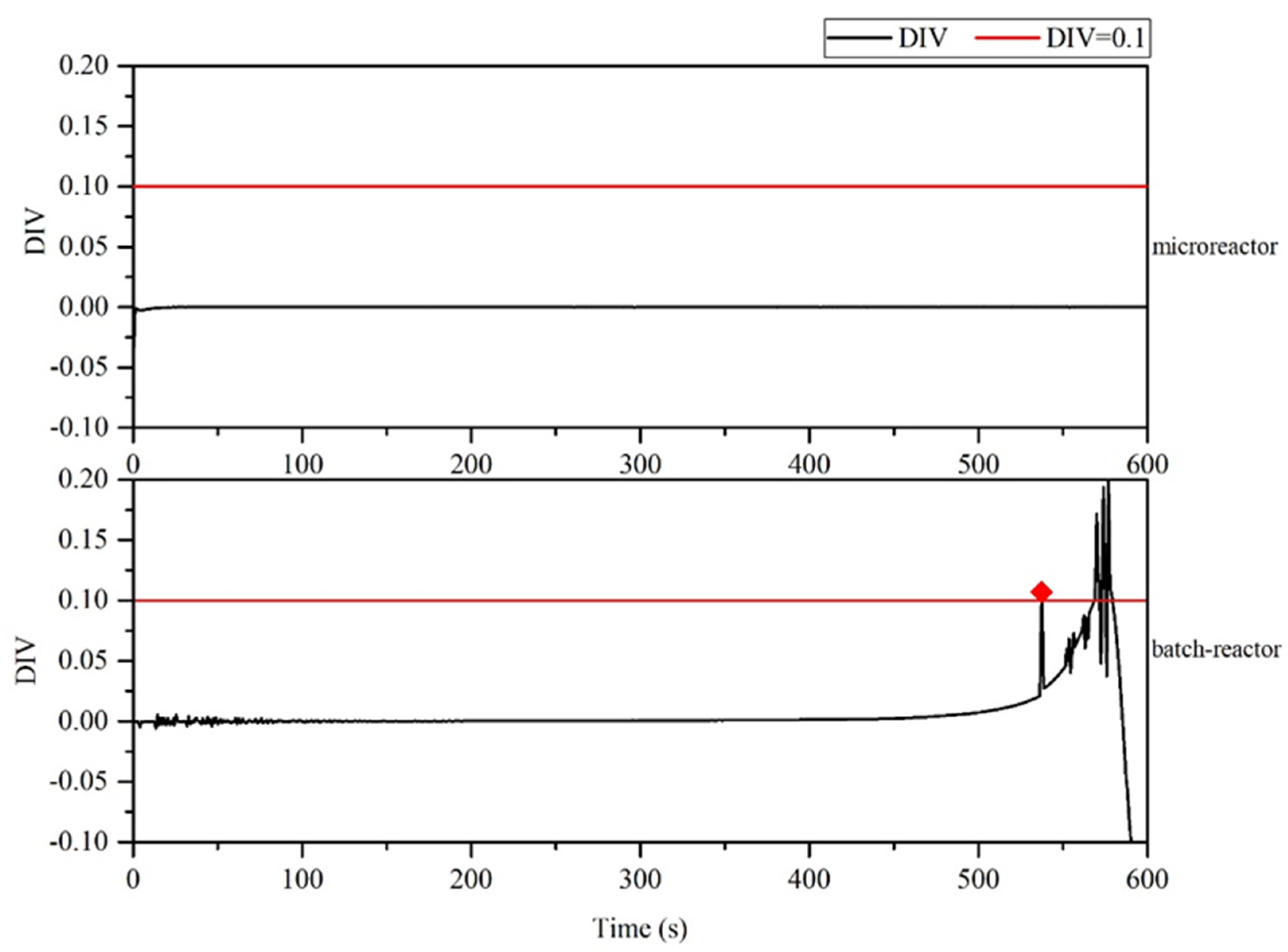
3.3. Critical Criterion for Thermal Runaway
3.4. Simulation Case
4. Simulation Verification
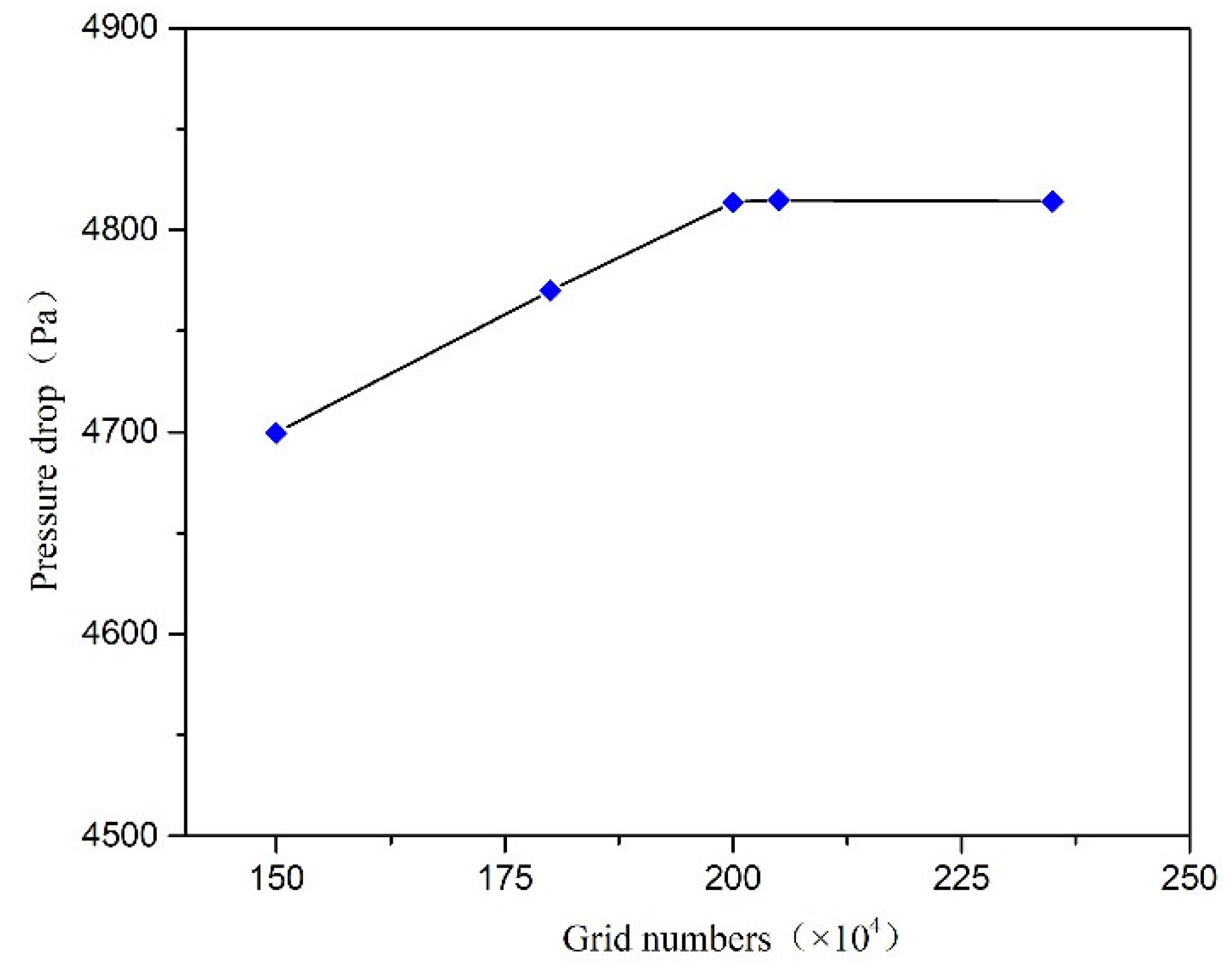
4.1. Grid Independence Verification
4.2. Validation of Models
5. Calculation Results and Analysis
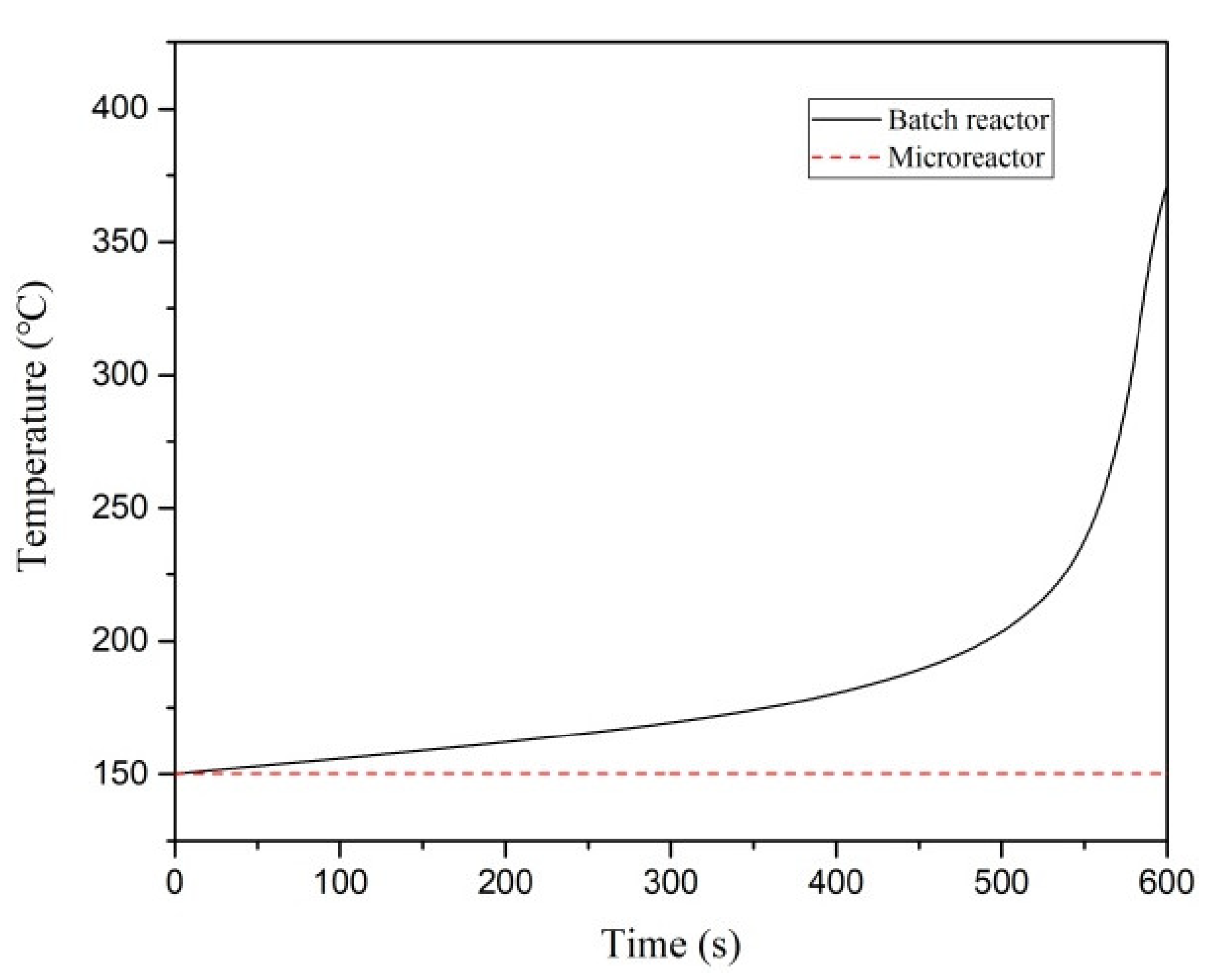
5.1. Compared with Batch Reactor
5.2. Effect of Adiabatic Conditions
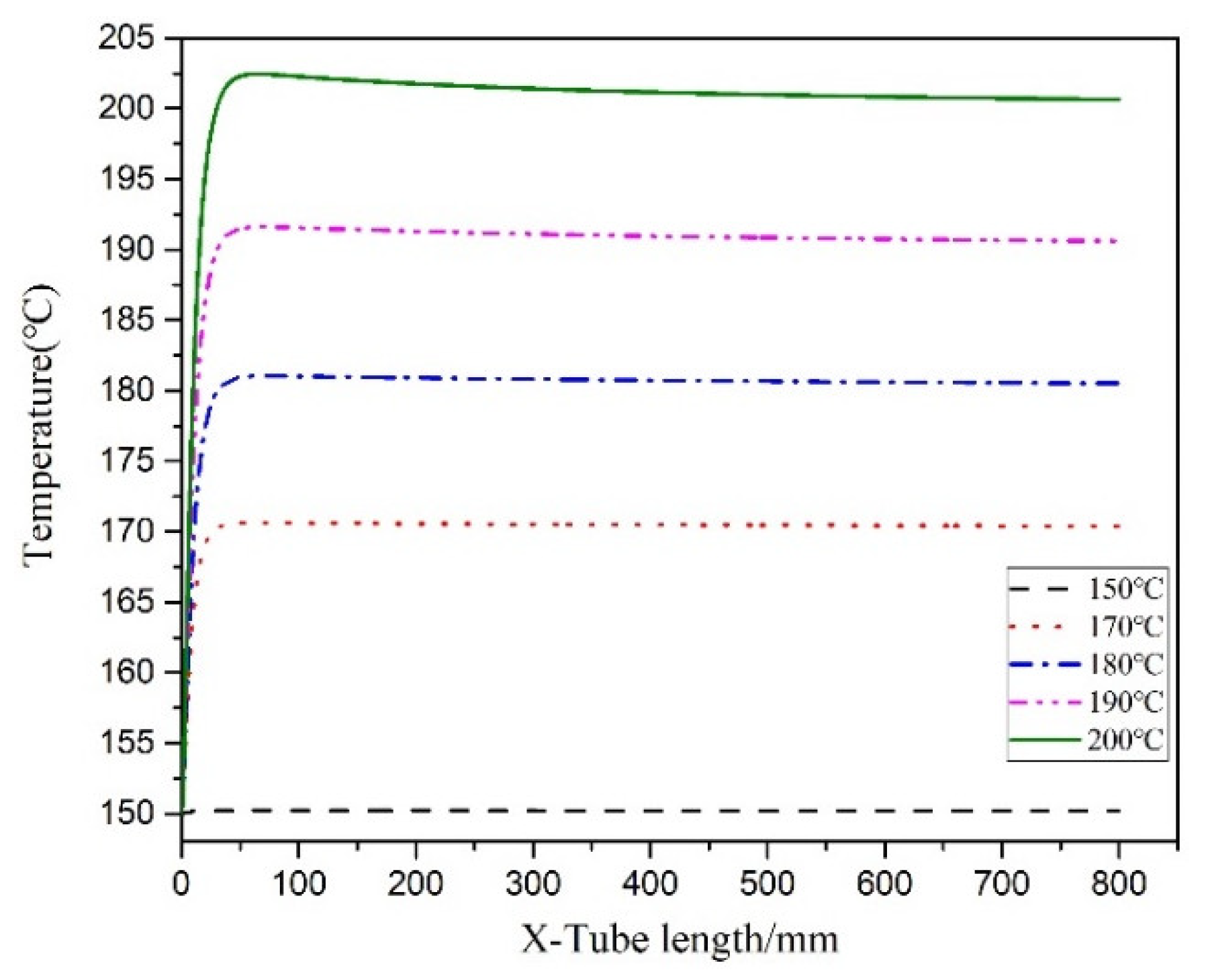
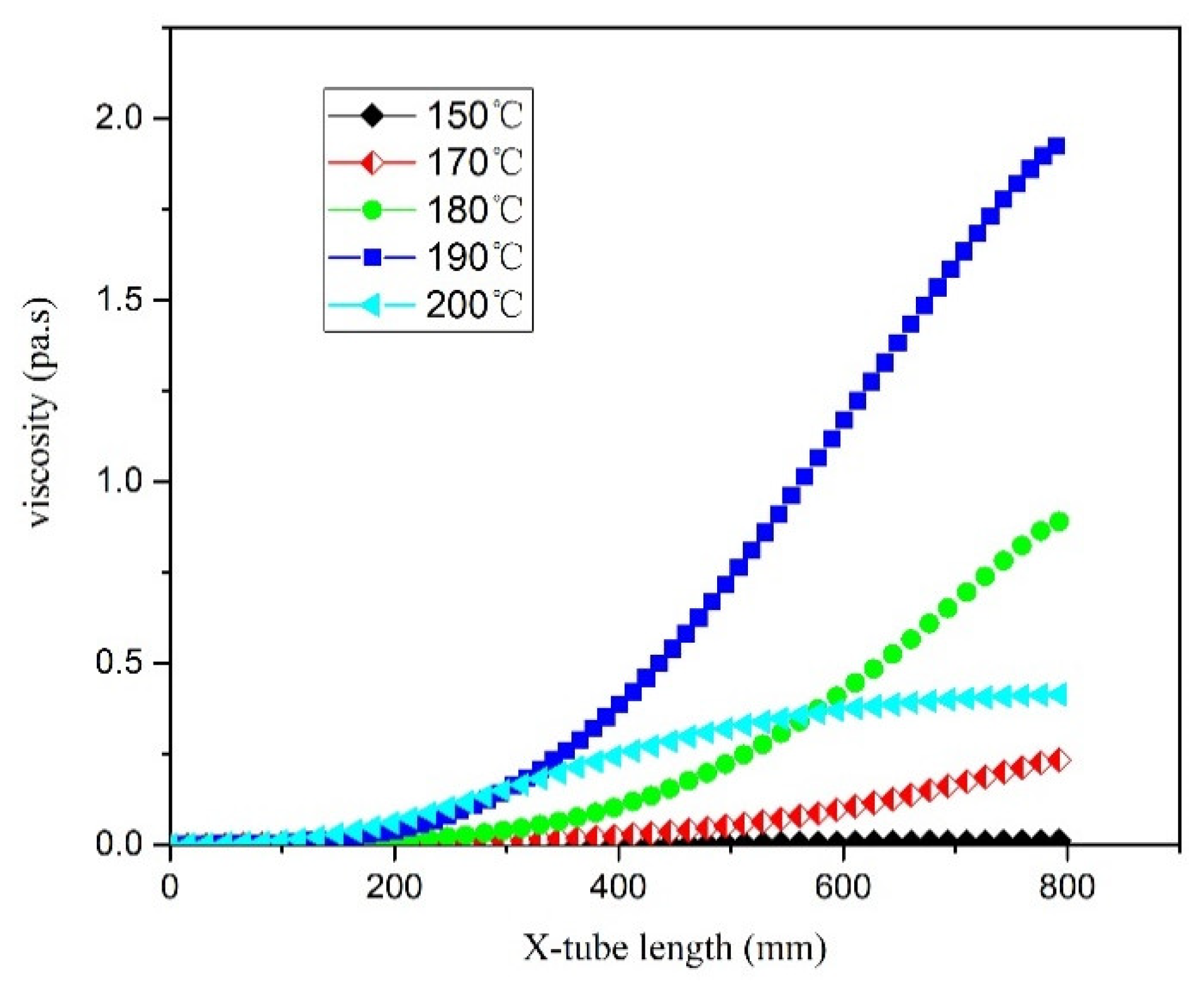
5.3. Effect of Jacket Temperature
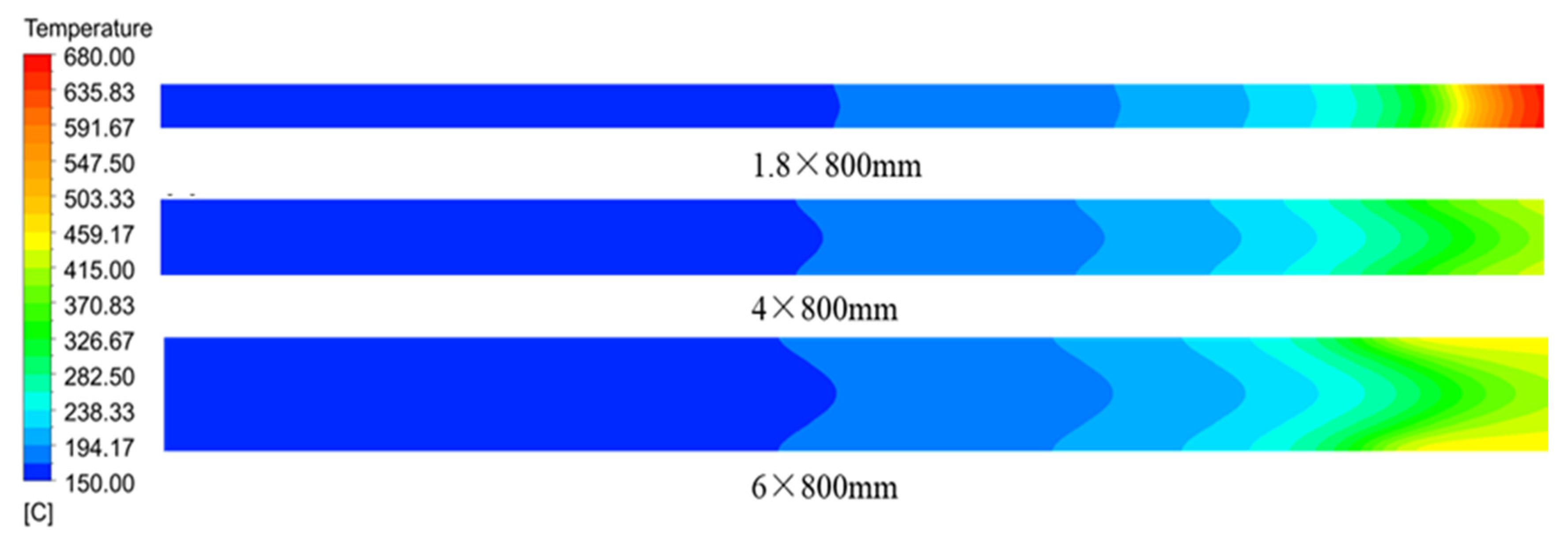
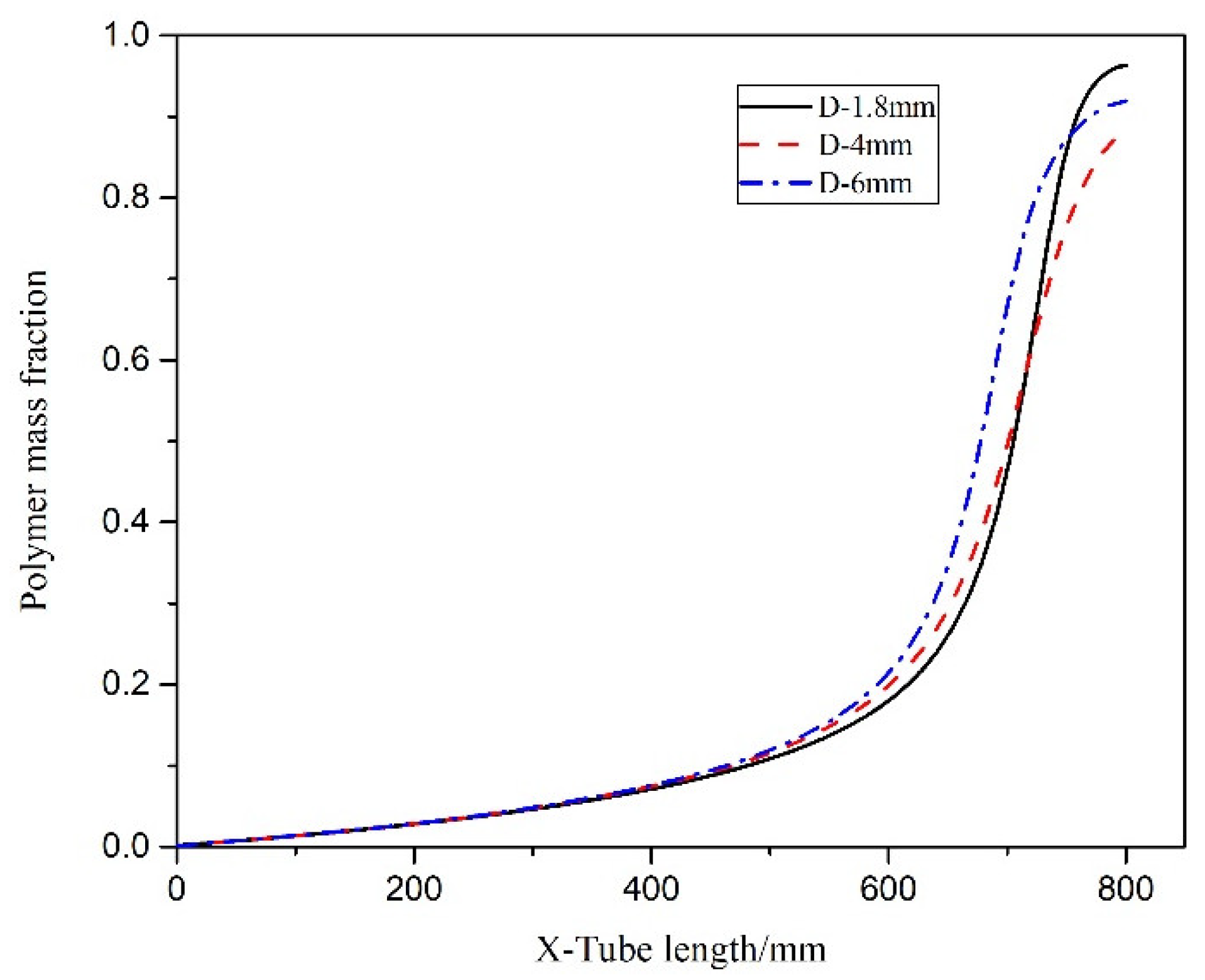
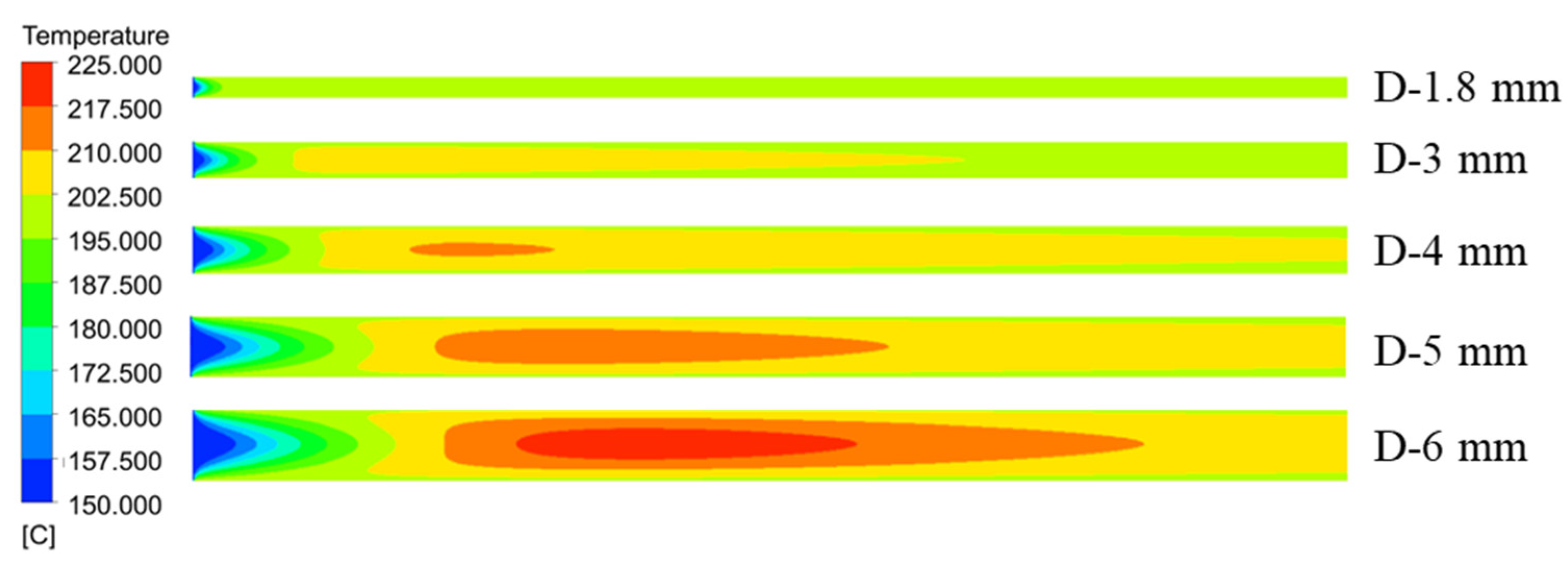
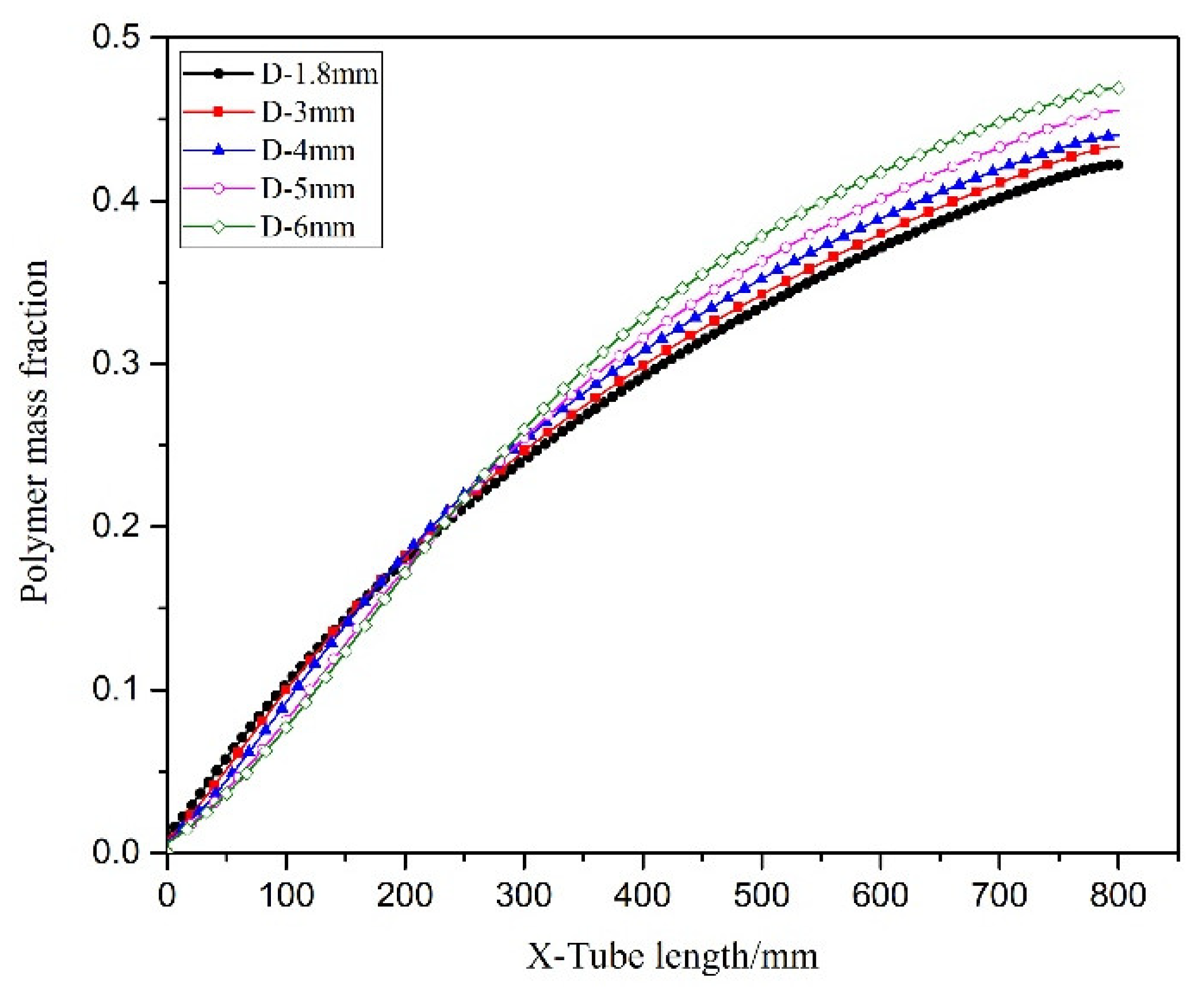
5.4. Effect of Tube Diameter
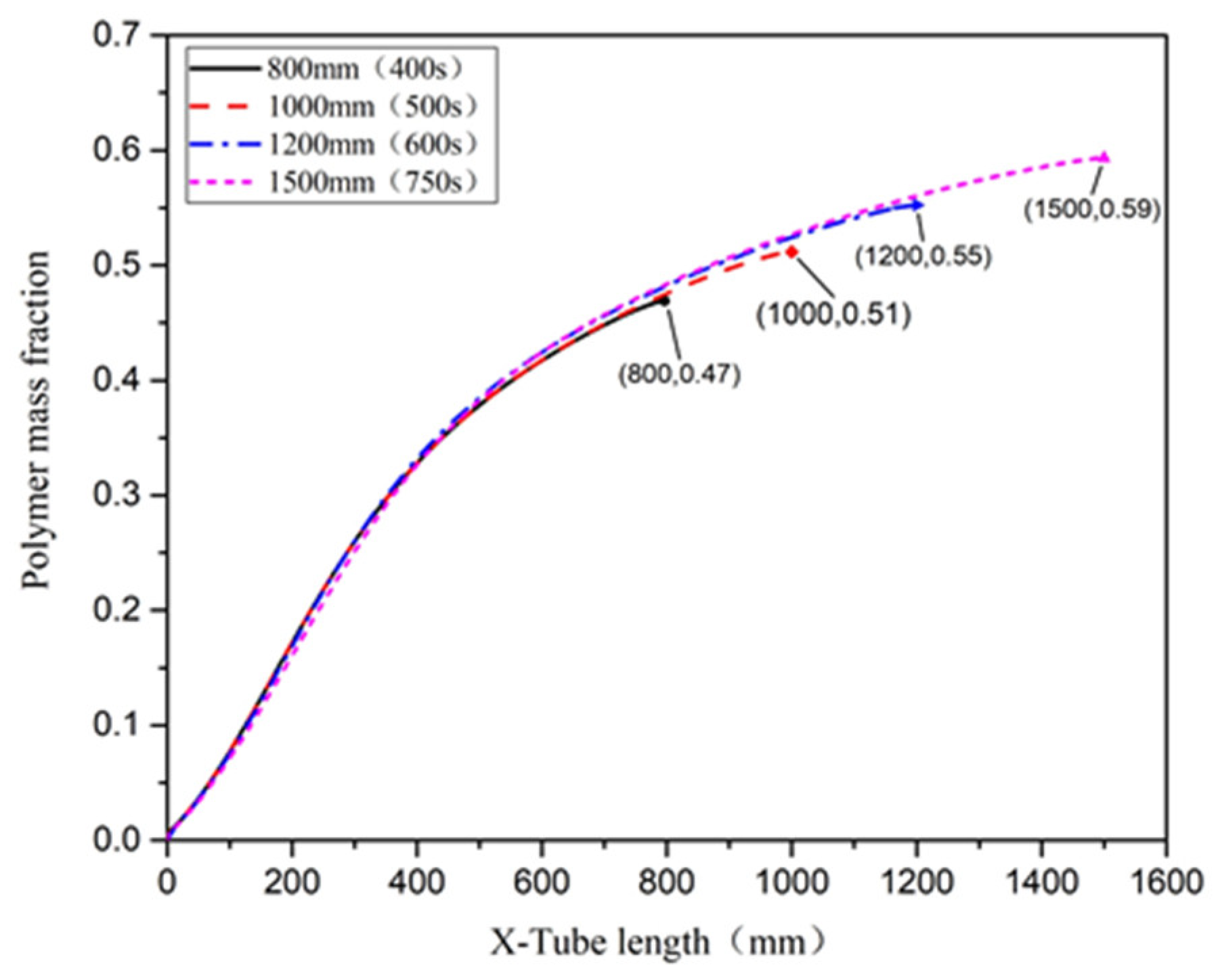
5.5. Effect of Residence Time
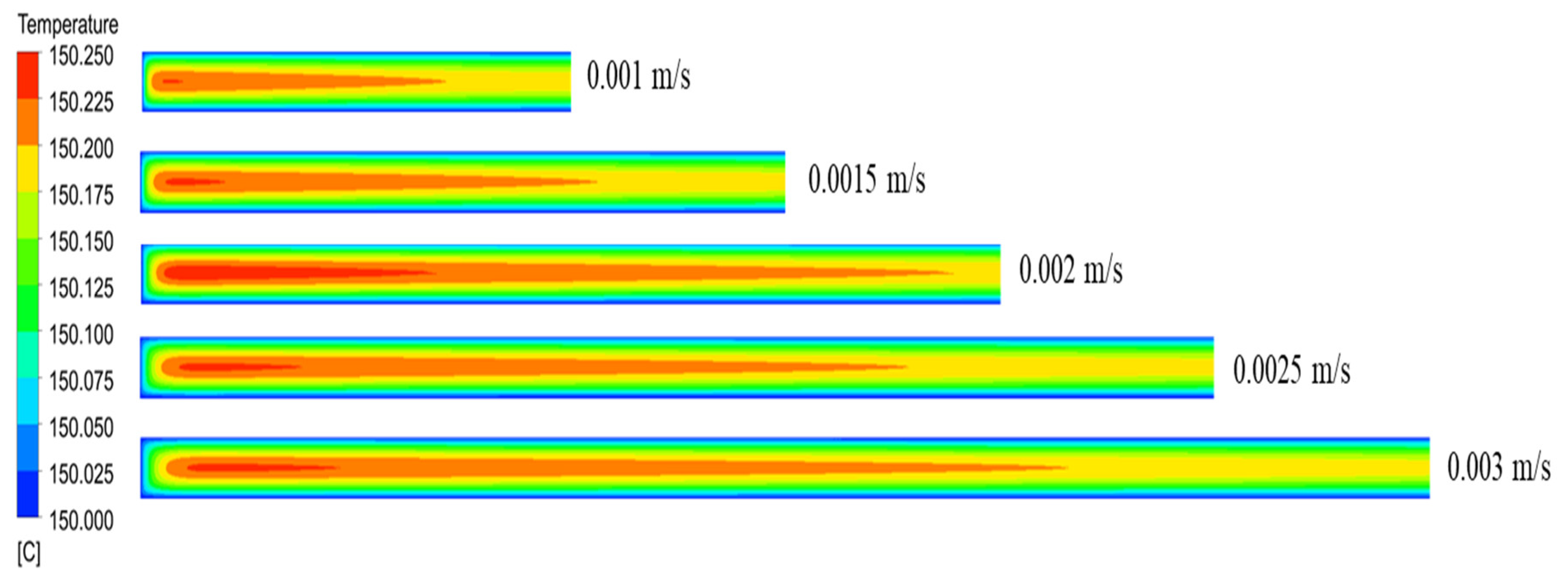
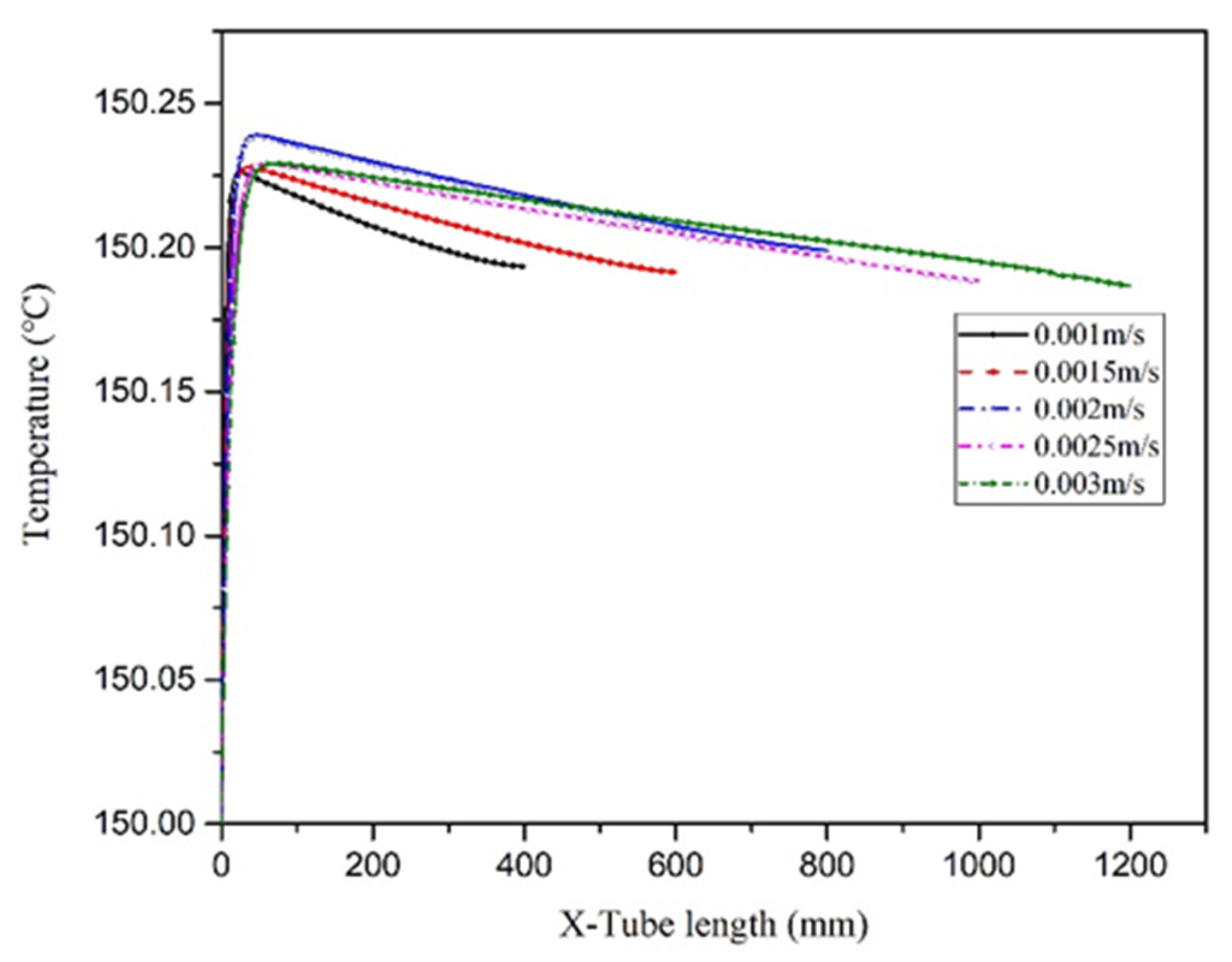
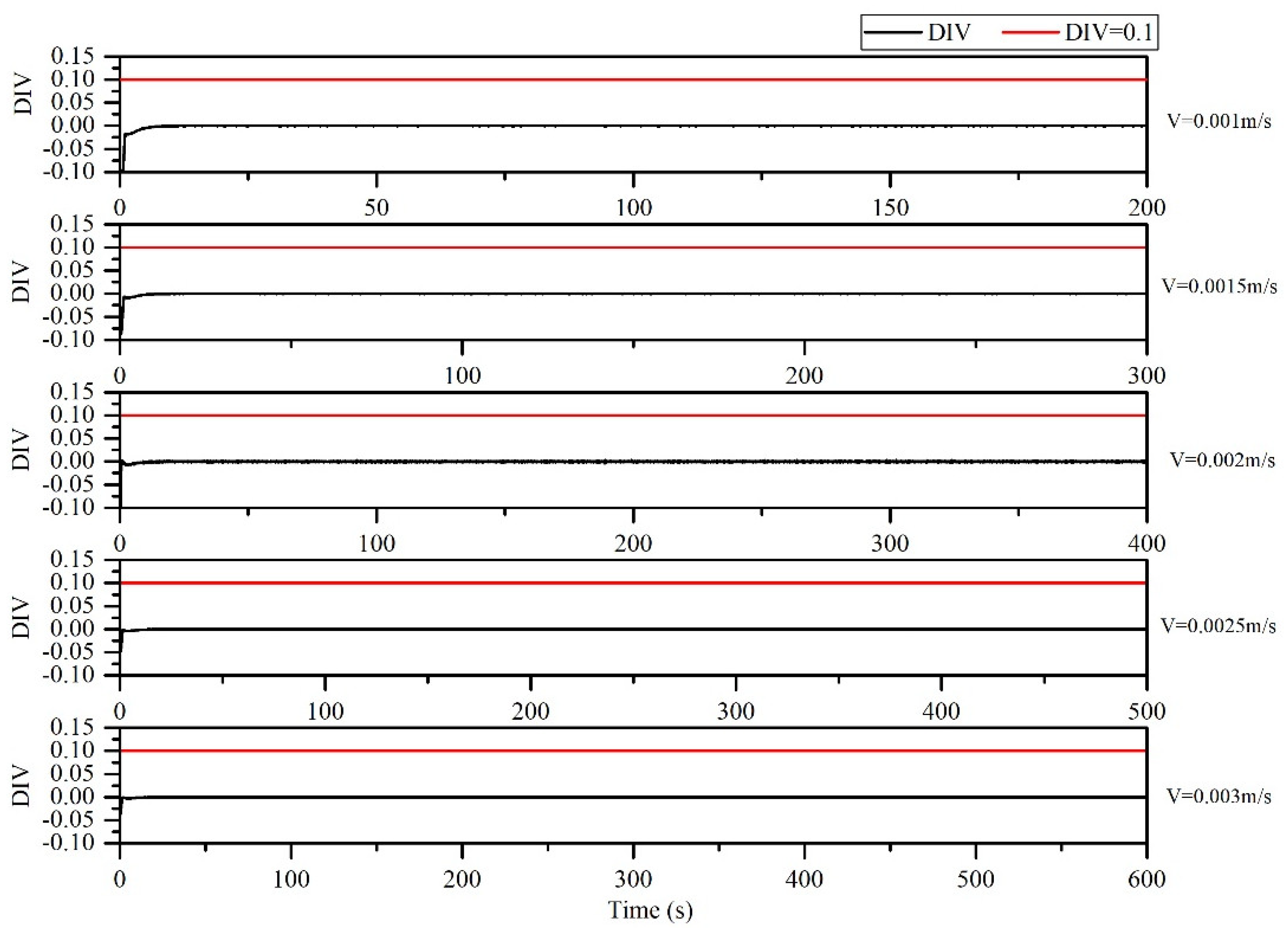
5.6. Effect of Inlet Velocity
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Sm | Quality source |
| τij | Stress tensor |
| Cp | Specific heat capacity, J·g−1k−1 |
| Φ | System variable |
| Ρ | Density, kg·m−3 |
| Ui | Fluid velocity along x, y, and z directions, m/s |
| ГΦ | Diffusion coefficient |
| SΦ | Source term |
| Kth Kp Ktc | Reaction constant |
| Φ | Conversion rate |
| Ath Ap Atc | Pre-exponential factor, m3·kmol−1 s−1 |
| Eth Ep Etc | Activation energy, J·mol−1 |
| Wm | Mass fraction |
| Mn | Molecular mass |
| R R˙ RP | Molar gas constantFree radicalThe styrene polymerization rate |
| ΔH | Reaction enthalpy |
| Μ | Dynamic viscosity, Pa·s |
| Γ | Shear rate |
| μ0 | Zero shear viscosity |
| Mwp | Average molecular weight |
| T | Time |
| [M] | Styrene concentration |
| Wp | Polymer mass fraction |
| Re | Reynolds number, |
| N | Rotation speed of the stirring blade, rad/s |
| K | Fluid heat transfer coefficient |
References
- Ni, L.; Cui, J.W.; Jiang, J.C.; Pan, Y.; Wu, H.; Shu, C.M.; Wang, Z.R.; Mou, S.J.; Shi, N. Runaway inhibition of styrene polymerization: A simulation study by chaos divergence theory. Process. Saf. Environ. 2020, 135, 294–300. [Google Scholar] [CrossRef]
- Balasubramanian, S.G.; Louvar, J.F. Study of major accidents and lessons learned. Process. Saf. Prog. 2002, 21, 237–244. [Google Scholar] [CrossRef]
- Luo, K.M.; Chang, J.G.; Lin, S.H.; Chang, C.T.; Yeh, T.F.; Hu, K.H.; Kao, C.S. The criterion of critical runaway and stable temperatures in cumene hydroperoxide reaction. J. Loss Prevent. Proc. 2001, 14, 229–239. [Google Scholar] [CrossRef]
- Kim, J.Y.; Laurence, R.L. The mixing effect on the free radical MMA solution polymerization. Korean J. Chem. Eng. 1998, 15, 273–286. [Google Scholar] [CrossRef]
- Luo, G.S.; Wang, K.; Wang, P.J.; Lü, Y.C. Advances in polymer synthesis in microreactors. CIESC J. 2014, 65, 2563–2573. (In Chinese) [Google Scholar]
- Wilms, D.; Klos, J.; Frey, H. Microstructured reactors for polymer synthesis: A renaissance of continuous flow processes for tailor-made macromolecules? Macromol. Chem. Phys. 2008, 209, 343–356. [Google Scholar] [CrossRef]
- Larry, L.; Werner, G.K. Optimization of on-line peptide mapping by capillary zone electrophoresis. Anal. Chem. 1994, 66, 4400–4407. [Google Scholar]
- Sato, K.; Tokeshi, M.; Kitamori, T.; Sawada, T. Integration of Flow Injection Analysis and Zeptomole-Level Detection of the Fe(II)-o-Phenanthroline Complex. Anal. Sci. 1999, 15, 641–645. [Google Scholar] [CrossRef][Green Version]
- Zhao, Y.C.; Chen, G.W.; Yuan, Q. Liquid-liquid two-phase mass transfer in the T-junction microchannels. AICHE J. 2007, 53, 3042–3053. [Google Scholar] [CrossRef]
- Choe, J.; Kwon, Y.; Kim, Y.; Song, H.S.; Song, K.H. Micromixer as a Continuous Flow Reactor for the Synthesis of a Pharmaceutical Intermediate. Korean. J. Chem. Eng. 2003, 20, 268–272. [Google Scholar] [CrossRef]
- Akkarawatkhoositha, N.; Srichaib, A.; Kaewchadac, A.; Ngamcharussrivichaid, C.; Jareea, A. Evaluation on safety and energy requirement of biodiesel production: Conventional system and microreactors. Process. Saf. Environ. 2019, 132, 294–302. [Google Scholar] [CrossRef]
- Nagaki, A.; Yoshida, J. Controlled polymerization in flow microreactor systems. In Controlled Polymerization and Polymeric Structures; Springer: Cham, Switzerland, 2012; Volume 259, pp. 1–50. [Google Scholar]
- Iwasaki, T.; Kawano, N.; Yoshina, J.I. Radical Polymerization Using Microflow System: Numbering-up of Microreactors and Continuous Operation. Org. Process. Res. Dev. 2006, 10, 1126–1131. [Google Scholar] [CrossRef]
- Méndez-Portillo, L.S.; Dubois, C.; Tanguy, P.A. Free-radical polymerization of styrene using a split-and-recombination (SAR) and multilamination microreactors. Chem. Eng. J. 2014, 256, 212–221. [Google Scholar] [CrossRef]
- Yadav, A.K.; Cal, J.C.D.L.; Barandiaran, M.J. Feasibility of Tubular Microreactors for Emulsion Polymerization. Macromol. React. Eng. 2011, 5, 69–77. [Google Scholar] [CrossRef]
- Mandal, M.M.; Serra, C.; Hoarau, Y.; Nigam, K.D.P. Numerical modeling of poly - styrene synthesis in coiled flow inverter. Microfluid. Nanofluid. 2011, 10, 415–423. [Google Scholar] [CrossRef]
- Jiang, J.C.; Wu, H.; Ni, L.; Zhou, M.Y. CFD simulation to study batch reactor thermal runaway behavior based on esterification reaction. Process. Saf. Environ. 2018, 120, 87–96. [Google Scholar] [CrossRef]
- Solevmani, A.; Kolehmainen, E.; Tueunen, I. Numerical and experimental investigations of liquid mixing in T-type micromixers. Chem. Eng. J. 2011, 135, S219–S228. [Google Scholar] [CrossRef]
- Wendt, J.F. Computational Fluid Dynamics; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Zhang, J.; Ma, Y.Y.; Dong, Z.; Wang, S.Y.; Chen, L.P.; Chen, W.H. Numerical simulation to study and optimize the significant hidden temperature gradients in adiabatic tests. J. Therm. Anal. Calorim. 2020, 20, 1–7. [Google Scholar] [CrossRef]
- Hui, A.W.; Hamielec, A.E. Thermal polymerization of styrene at high conversions and temperatures. An experimental study. J. Appl. Polym. Sci. 1972, 16, 749–769. [Google Scholar] [CrossRef]
- Patel, H.; Ein-Mozaffari, F.; Dhib, R. CFD analysis of mixing in thermal polymerization of styrene. Comput. Chem. Eng. 2010, 34, 421–429. [Google Scholar] [CrossRef]
- Gao, J.; Penlidis, A. A comprehensive simulator/database package for reviewing free-radical homopolymerizations. J. Macromol. Sci. C 1996, 36, 199–404. [Google Scholar] [CrossRef]
- Villalobos, M.A.; Hamielec, A.E.; Wood, P.E. Bulk and suspension polymeri—Zation of styrene in the presence of n-pentane. An evaluation of monofunctional and bifunctional initiation. J. Appl. Polym. Sci. 1993, 50, 327–343. [Google Scholar] [CrossRef]
- Dhib, R.; Gao, J.; Penlidis, A. Simulation of free radical bulk/solution homopoly-merization using Mono-and Bi-functional initiators. Polym. React. Eng. 2000, 8, 299–464. [Google Scholar] [CrossRef]
- Kim, D.M.; Nauman, E.B. Simulation viscosity of polystyrene at conditions applicable to commercial manufacturing processes. J. Chem. Eng. Data. 1992, 37, 427–432. [Google Scholar] [CrossRef]
- Soliman, M.A.; Aljarboa, T.; Alahmad, M. Simulation of bulk free radical polymerization of styrene in tubular reactors. J. Polym. Eng. Sci. 1994, 34, 1464–1470. [Google Scholar] [CrossRef]
- Jiang, J.J.; Yang, J.Z.; Jiang, J.C.; Pan, Y.; Yu, Y.; Zhou, D. Numerical simulation of thermal runaway and inhibition process on the thermal polymerization of styrene. J. Loss. Prevent. Proc. 2016, 44, 465–473. [Google Scholar] [CrossRef]
- Kim, S. The effect of header shapes on the flow distribution in a manifold for electronic packaging applications. Int. Commun. Heat. Mass. 1995, 22, 329–341. [Google Scholar] [CrossRef]
- Mala, G.H.; Li, D.Q. Flow characteristics of water in microtubes. Int. J. Heat. Fluid. Fl. 1999, 20, 142–148. [Google Scholar] [CrossRef]
- Lyondell Chemical Company. Product Safety Bulletin Styrene Monomer; Lyondell Chemical Company: Houston, TX, USA, 2007; pp. 6–7. [Google Scholar]
- Launder, B.E.; Spalding, D.B. The numerical computation of turbulent flows. Comput. Method. Appl. M 1974, 3, 269–289. [Google Scholar] [CrossRef]
- Morbidelli, M.; Varma, A. A generalized criterion for parametric sensitivity: Application to a pseudohomogeneous tubular reactor with consecutive or parallel reactions. Chem. Eng. Sci. 1989, 44, 1675–1696. [Google Scholar] [CrossRef]
- Strozzi, F.; Zaldivar, J.M.; Kronberg, A.E.; Westerterp, K.P. On-line runaway detection in batch reactors using chaos theory techniques. AICHE J. 1999, 45, 2429–2443. [Google Scholar] [CrossRef]
- Strozzi, F.; Zaldivar, J.M. Ageneral method for assessing the thermal stability of batch chemical reactors by sensitivity calculation based on lyapunov exponents. Chem. Eng. Sci. 1994, 49, 2681–2688. [Google Scholar] [CrossRef]
- Strozzi, F.; Alós, M.A.; Zaldívar, J.M. A method for assessing thermal stability of batch reactors by sensitive calculation based on lyapunov exponents: Experimental verification. Chem. Eng. Sci. 1994, 49, 5549–5561. [Google Scholar] [CrossRef]
- Bosch, J.; Kerr, D.C.; Snee, T.J.; Strozzi, F.; Zaldivar, J.M. Runaway Detection in a Pilot-Plant Facility. Ind. Eng. Chem. Res. 2004, 43, 7019–7024. [Google Scholar] [CrossRef]
- Hungenberg, K.D.; Nieken, U.; Zollner, K.; Gao, J.; Szekely, A. Modeling safety aspects of styrene polymerization process. Ind. Eng. Chem. Res. 2005, 44, 2518–2524. [Google Scholar] [CrossRef]
- Cui, J.W.; Ni, L.; Jiang, J.C.; Pan, Y.; Wu, H.; Chen, Q. Computational Fluid Dynamics Simulation of Thermal Runaway Reaction of Styrene Polymerization. Org. Process. Res. Dev. 2019, 23, 389–396. [Google Scholar] [CrossRef]
- Padideh, G.M.; Mohammad, S.; Hossein, A. Simulation Optimization & Control of Styrene Bulk Polymerization in a Tubular Reaction. Iran. J. Chem. Chem. Eng. 2013, 32, 69–79. [Google Scholar]































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Values/m3·kmol−1·s1 | Parameter | Values/J·mol−1 |
|---|---|---|---|
| Ap | 2.170 × 107 | Ep | 3.243 × 107 |
| Ath | 2.190 × 105 | Eth | 1.147 × 105 |
| Atc | 8.200 × 109 | Etc | 1.145 × 109 |
| Reactor Type | Reactor Size | Reynolds Number | Decision Result |
|---|---|---|---|
| Batch reactor | Impeller diameter, 60 mm | 52,166.25 | >5000, turbulence flow |
| Microreactor | Inner diameter, 1.8 mm | 20.87 | <2000, laminar flow |
| Inner diameter, 3 mm | 34.78 | <2000, laminar flow | |
| Inner diameter, 4 mm | 46.37 | <2000, laminar flow | |
| Inner diameter, 5 mm | 57.96 | <2000, laminar flow | |
| Inner diameter, 6 mm | 69.56 | <2000, laminar flow |
| Parameter | Settings |
|---|---|
| Pressure–velocity coupling | SIMPLE |
| Gradient | Least squares cell based |
| Pressure | Standard |
| Momentum | First-order upwind |
| C8H8 * | First-order upwind |
| Energy | First-order upwind |
| Transient formulation | First-order implicit |
| Parameter | Pressure | Density | Body Forces | Momentum | C8H8 | Energy |
|---|---|---|---|---|---|---|
| Value | 0.3 | 1 | 1 | 0.7 | 1 | 1 |
| Influencing Factors | Inlet Flow Velocity (m/s) | Tube Diameter (mm) | Inlet Temperature (°C) | Jacket Temperature (°C) | The Length of the Reactor (mm) |
|---|---|---|---|---|---|
| Adiabatic conditions | 0.002 | 1.8 | 150 | adiabatic | 800 |
| 4 | |||||
| 6 | |||||
| Jacket temperature | 0.002 | 1.8 | 150 | 170 | 800 |
| 180 | |||||
| 190 | |||||
| 200 | |||||
| Tube diameter | 0.002 | 3 | 150 | 200 | 800 |
| 4 | |||||
| 5 | |||||
| 6 | |||||
| Residence time | 0.002 | 6 | 150 | 200 | 500 s (1000 mm) |
| 600 s (1200 mm) | |||||
| 750 s (1500 mm) | |||||
| Inlet velocity | 0.001 | 1.8 | 150 | 150 | 400 |
| 0.0015 | 600 | ||||
| 0.002 | 800 | ||||
| 0.0025 | 1000 | ||||
| 0.003 | 1200 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Ni, L.; Cui, J.; Jiang, J.; Zhou, K. Thermal Hazard Analysis of Styrene Polymerization in Microreactor of Varying Diameter. Processes 2020, 8, 1650. https://doi.org/10.3390/pr8121650
Wang J, Ni L, Cui J, Jiang J, Zhou K. Thermal Hazard Analysis of Styrene Polymerization in Microreactor of Varying Diameter. Processes. 2020; 8(12):1650. https://doi.org/10.3390/pr8121650
Chicago/Turabian StyleWang, Junjie, Lei Ni, Jiawei Cui, Juncheng Jiang, and Kuibin Zhou. 2020. "Thermal Hazard Analysis of Styrene Polymerization in Microreactor of Varying Diameter" Processes 8, no. 12: 1650. https://doi.org/10.3390/pr8121650
APA StyleWang, J., Ni, L., Cui, J., Jiang, J., & Zhou, K. (2020). Thermal Hazard Analysis of Styrene Polymerization in Microreactor of Varying Diameter. Processes, 8(12), 1650. https://doi.org/10.3390/pr8121650