Leaching Behaviors of Impurities in Titanium-Bearing Electric Furnace Slag in Sulfuric Acid



Abstract
:1. Introduction
2. Materials and Methods
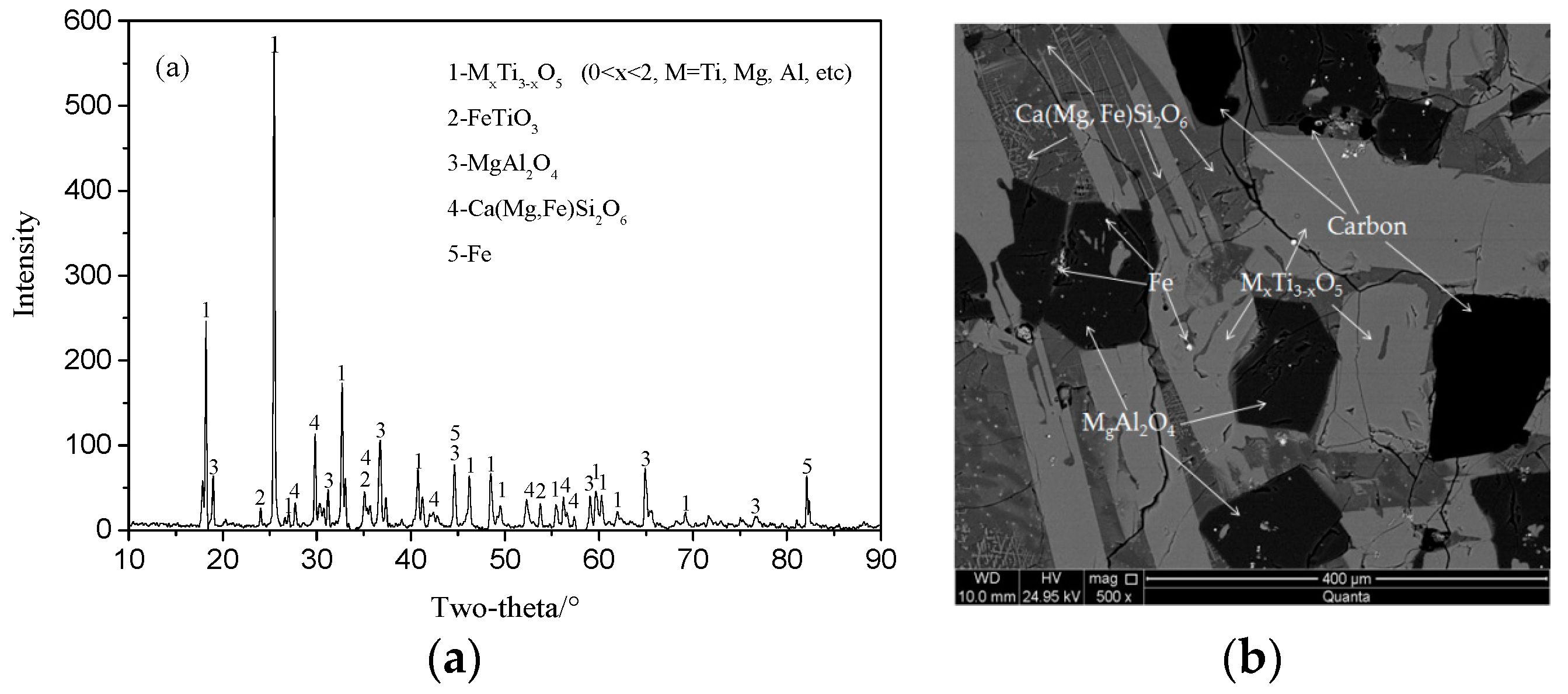
2.1. Materials
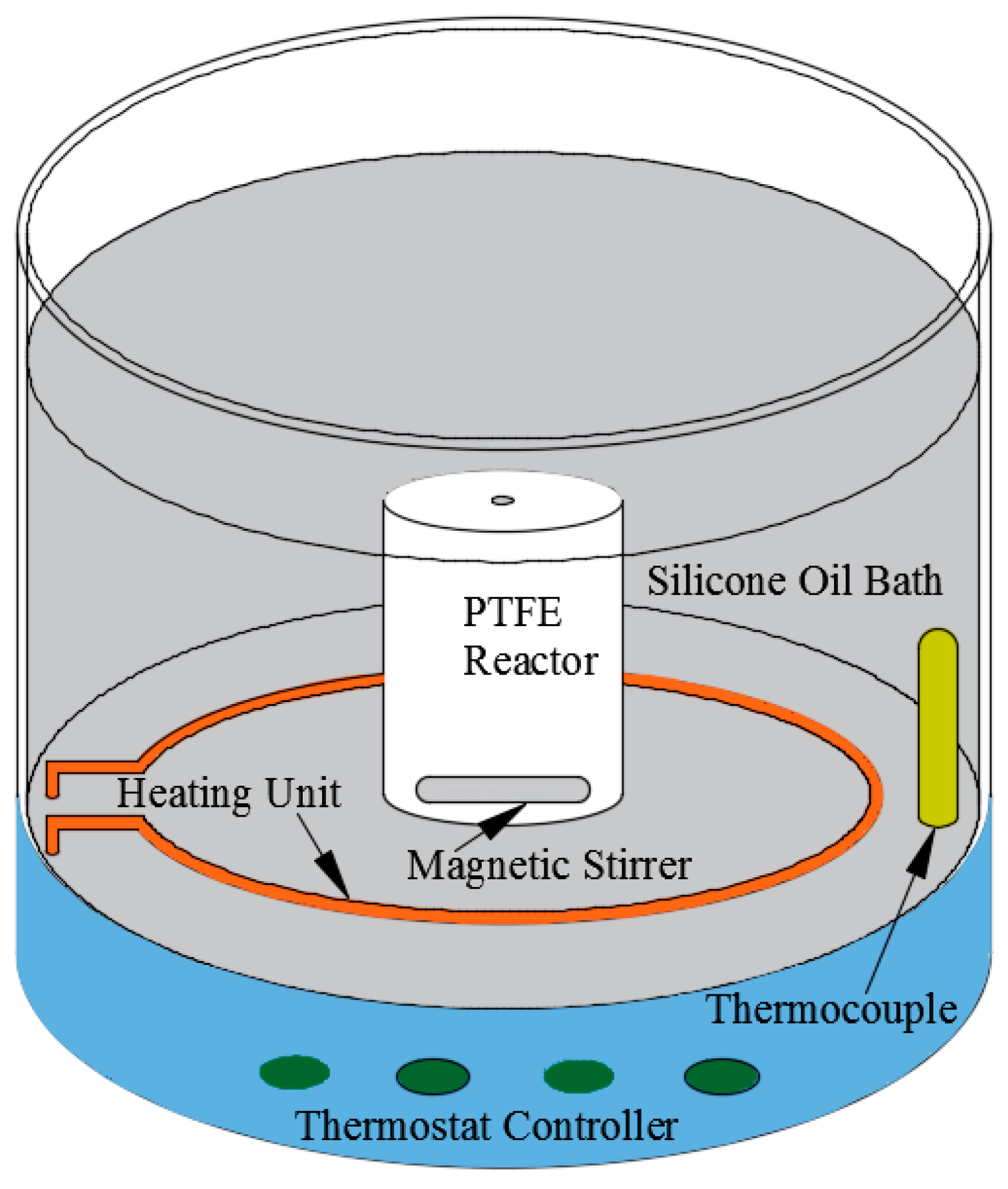
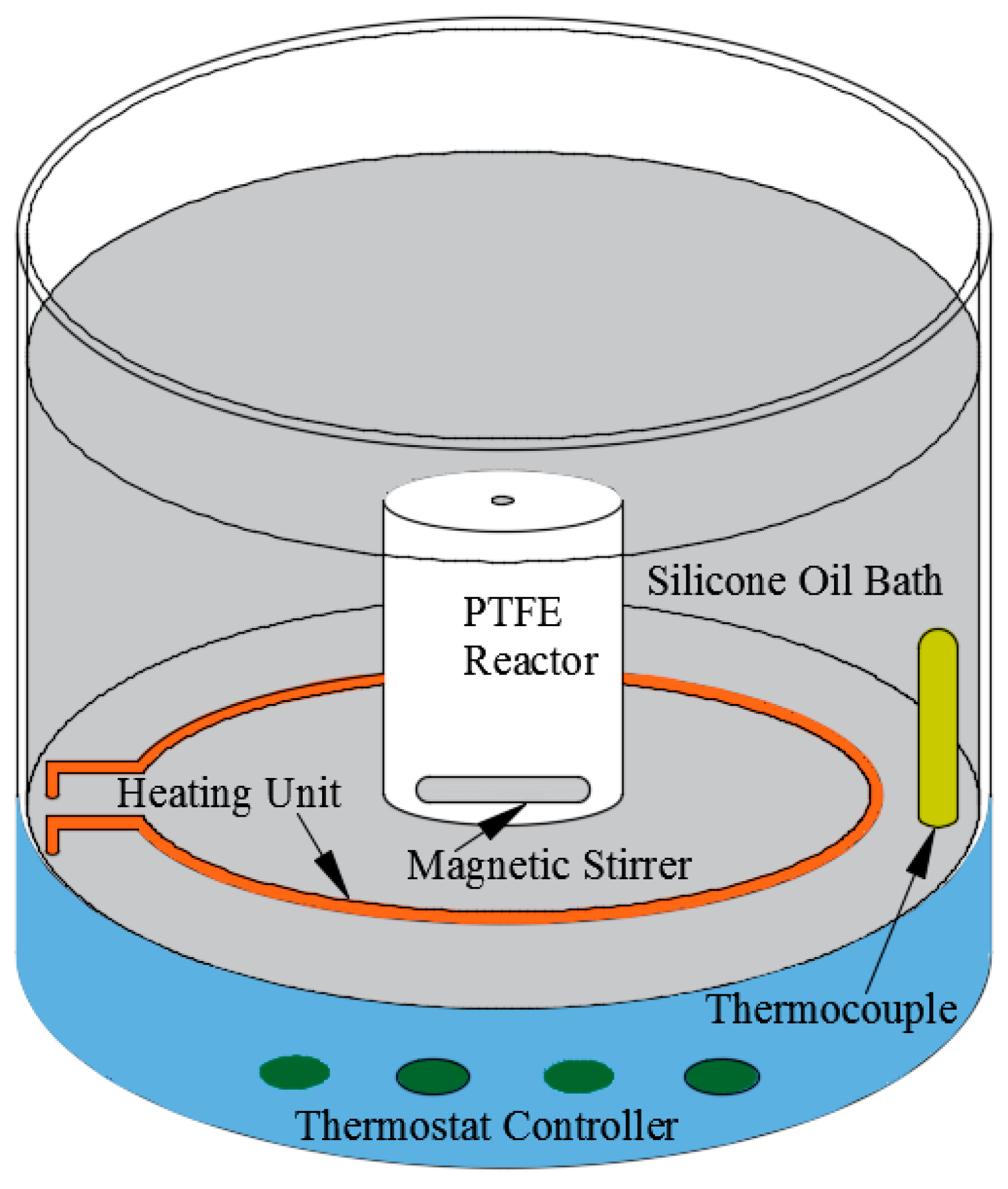
2.2. Apparatus and Procedure
2.3. Principle
3. Results and Discussion
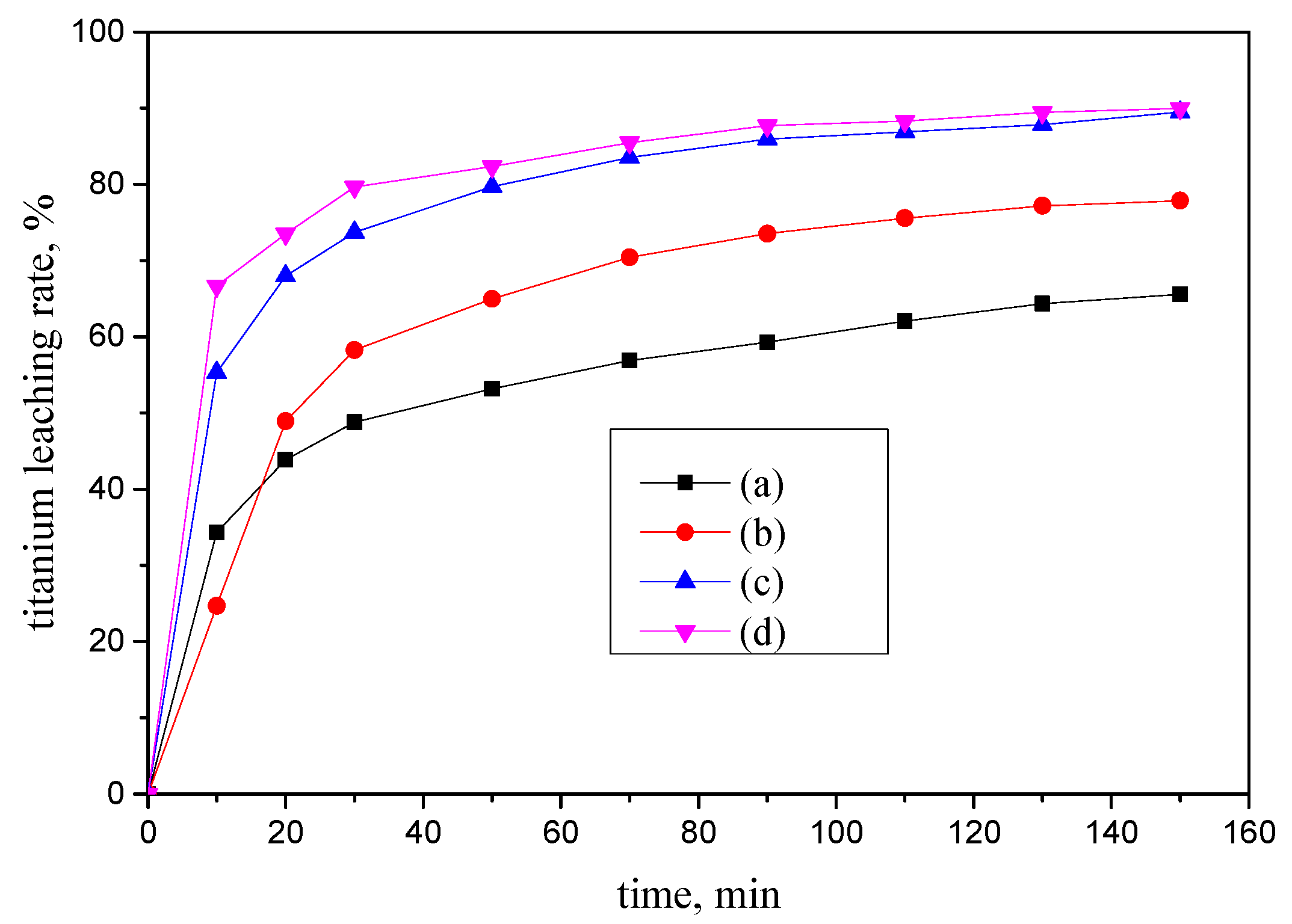
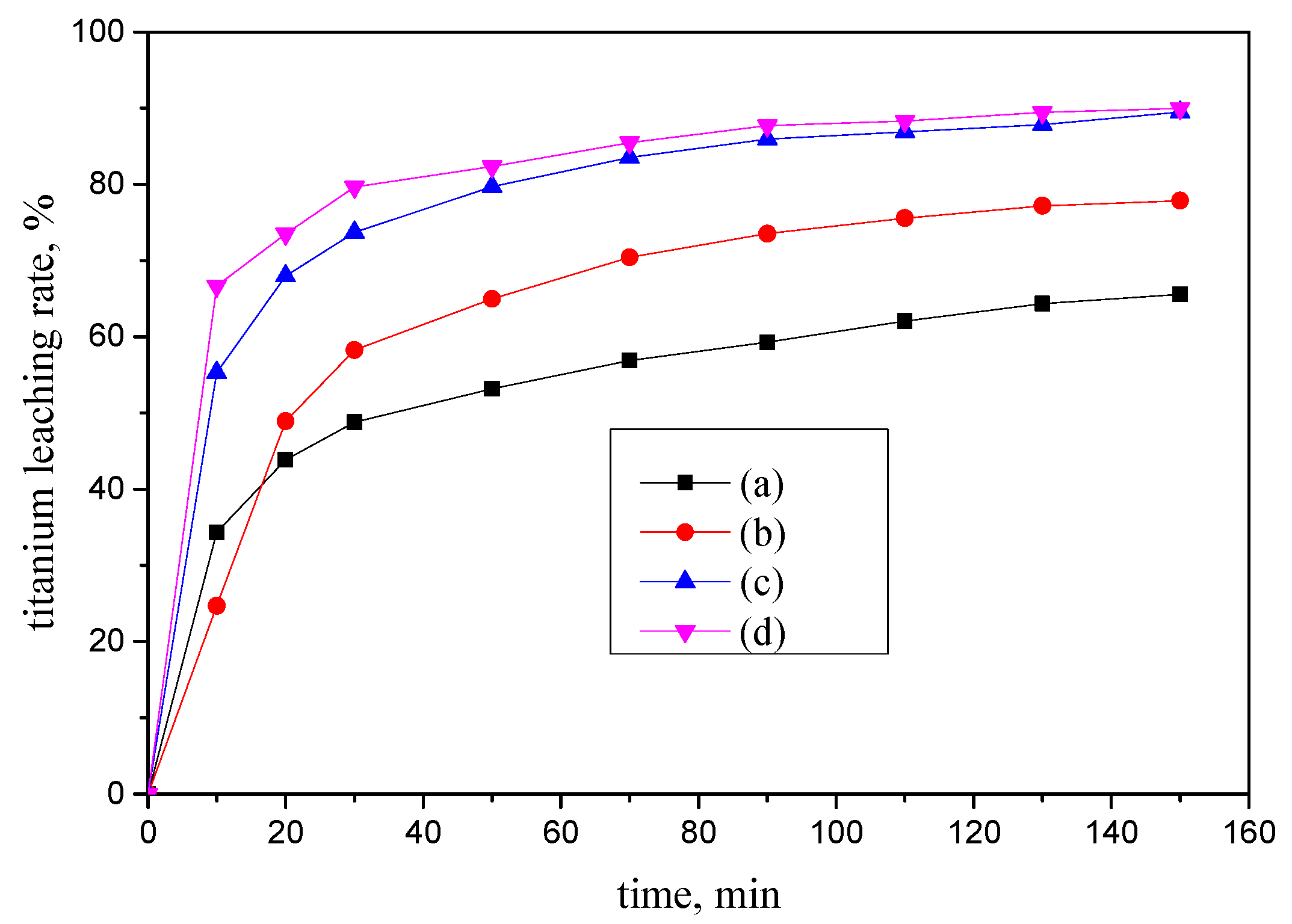
3.1. Ti Leaching Rates under Different Conditions
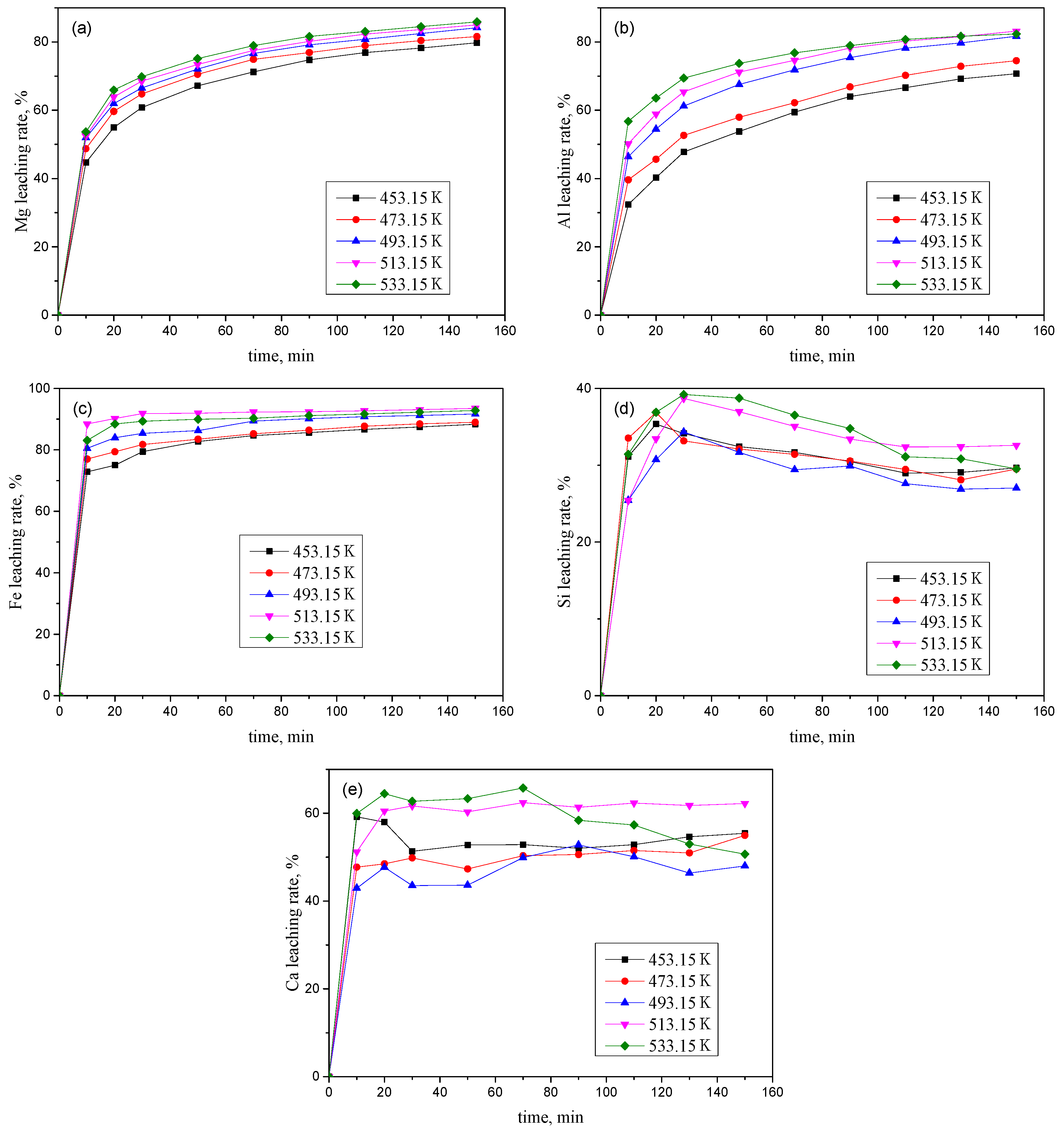
3.2. Effect of Temperature on the Leaching of Impurities
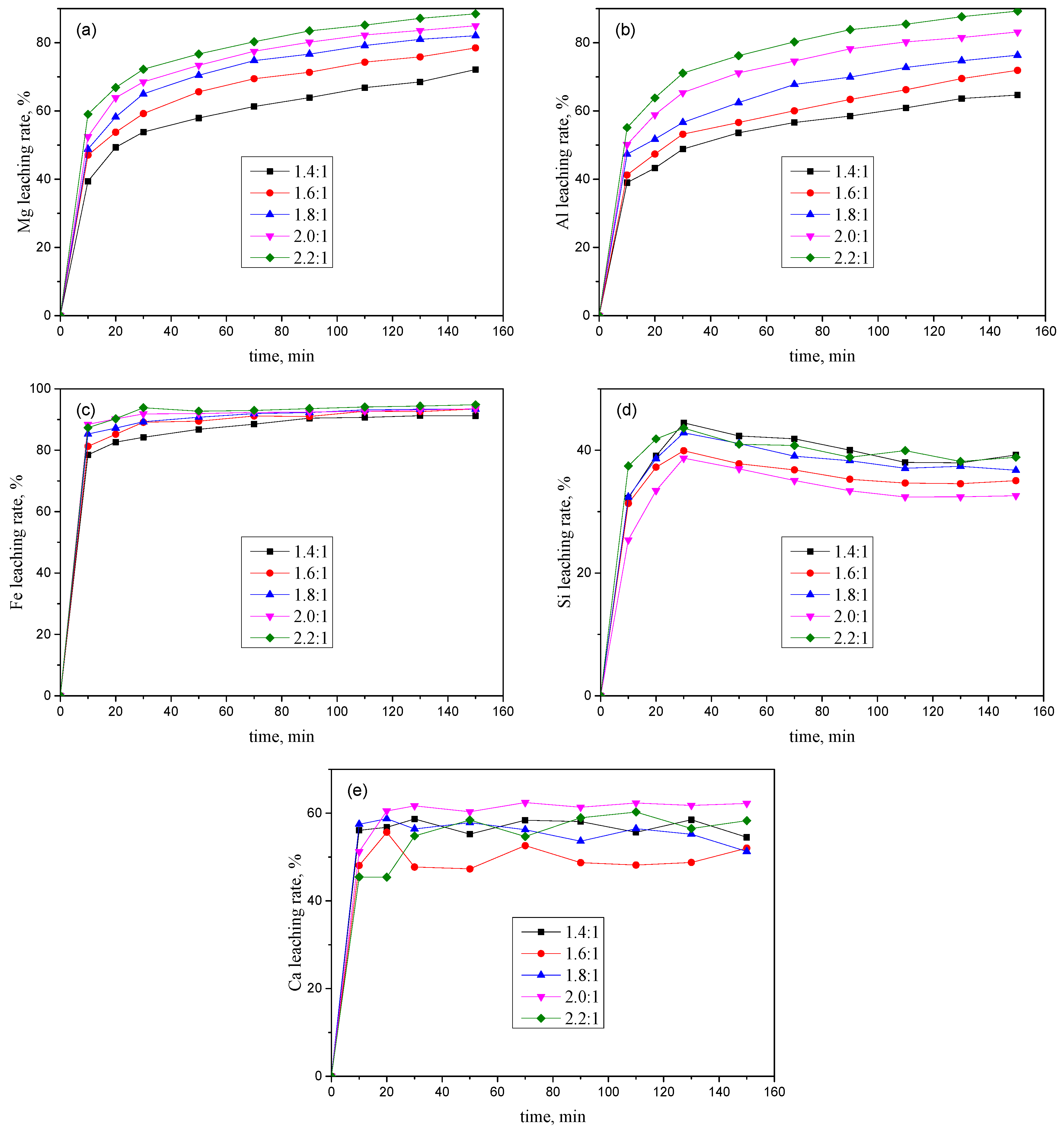
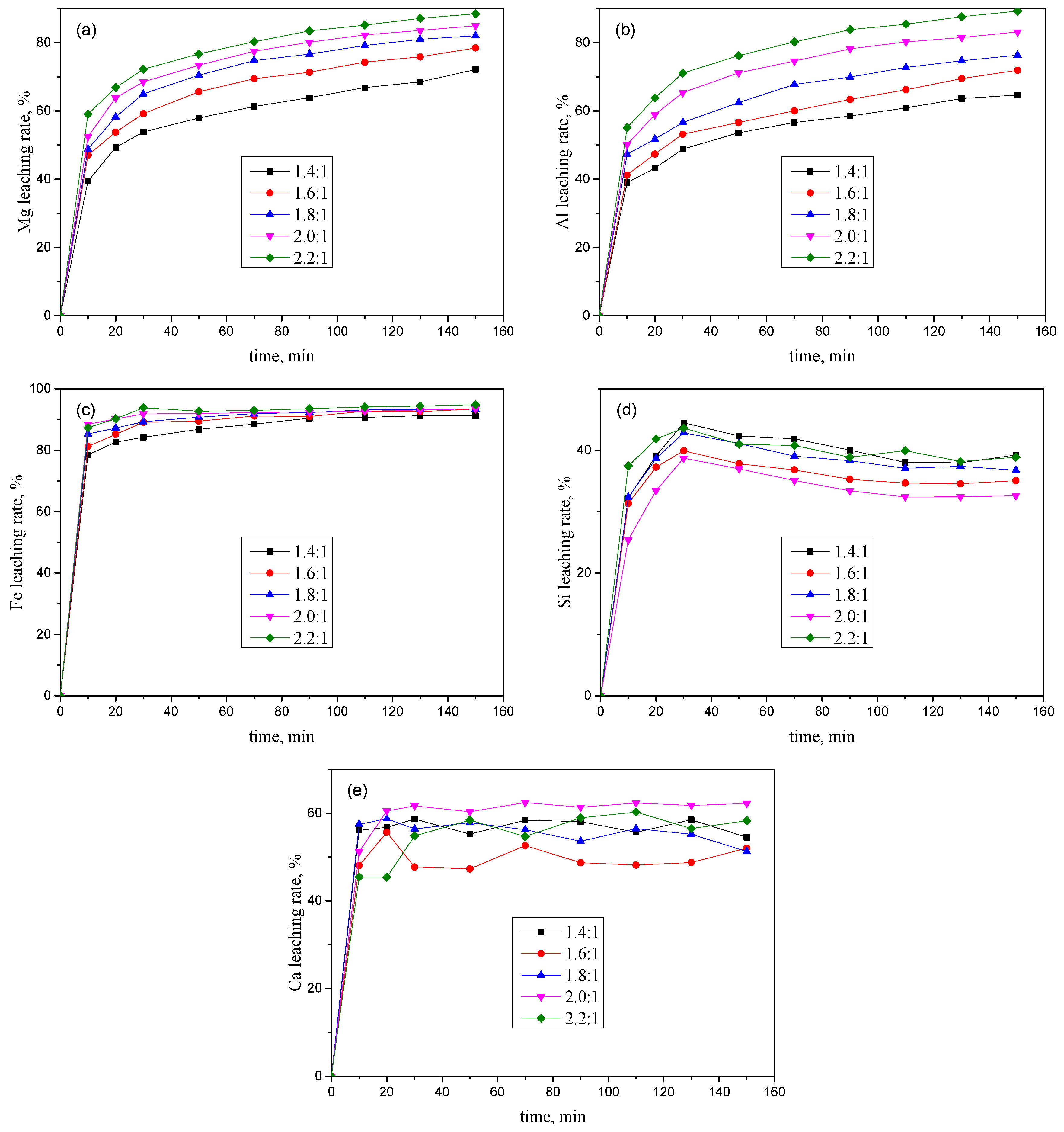
3.3. Effect of the Acid/Solid Weight Ratio on the Leaching of Impurities
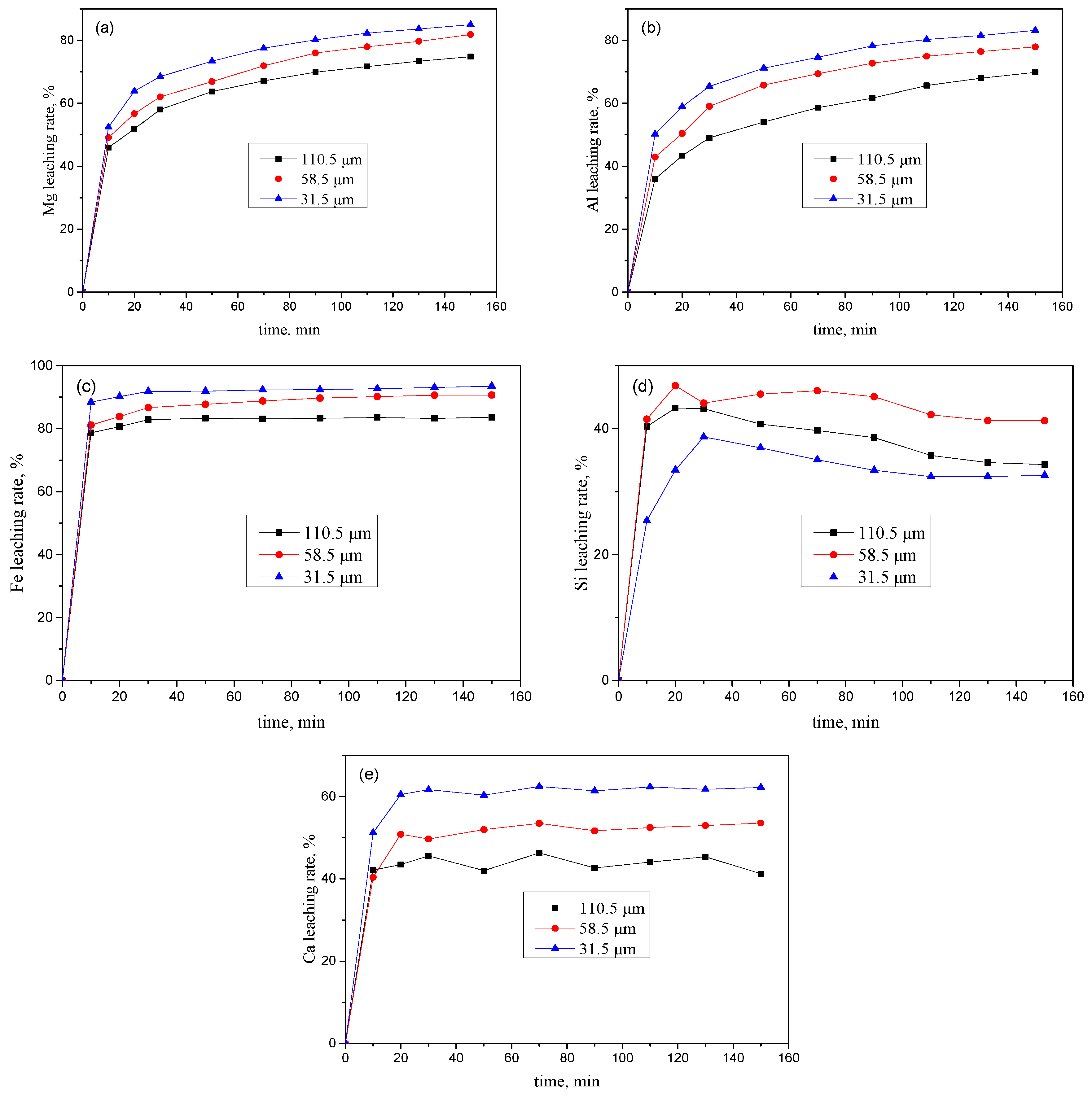
3.4. Effect of Particle Size on the Leaching of Impurities
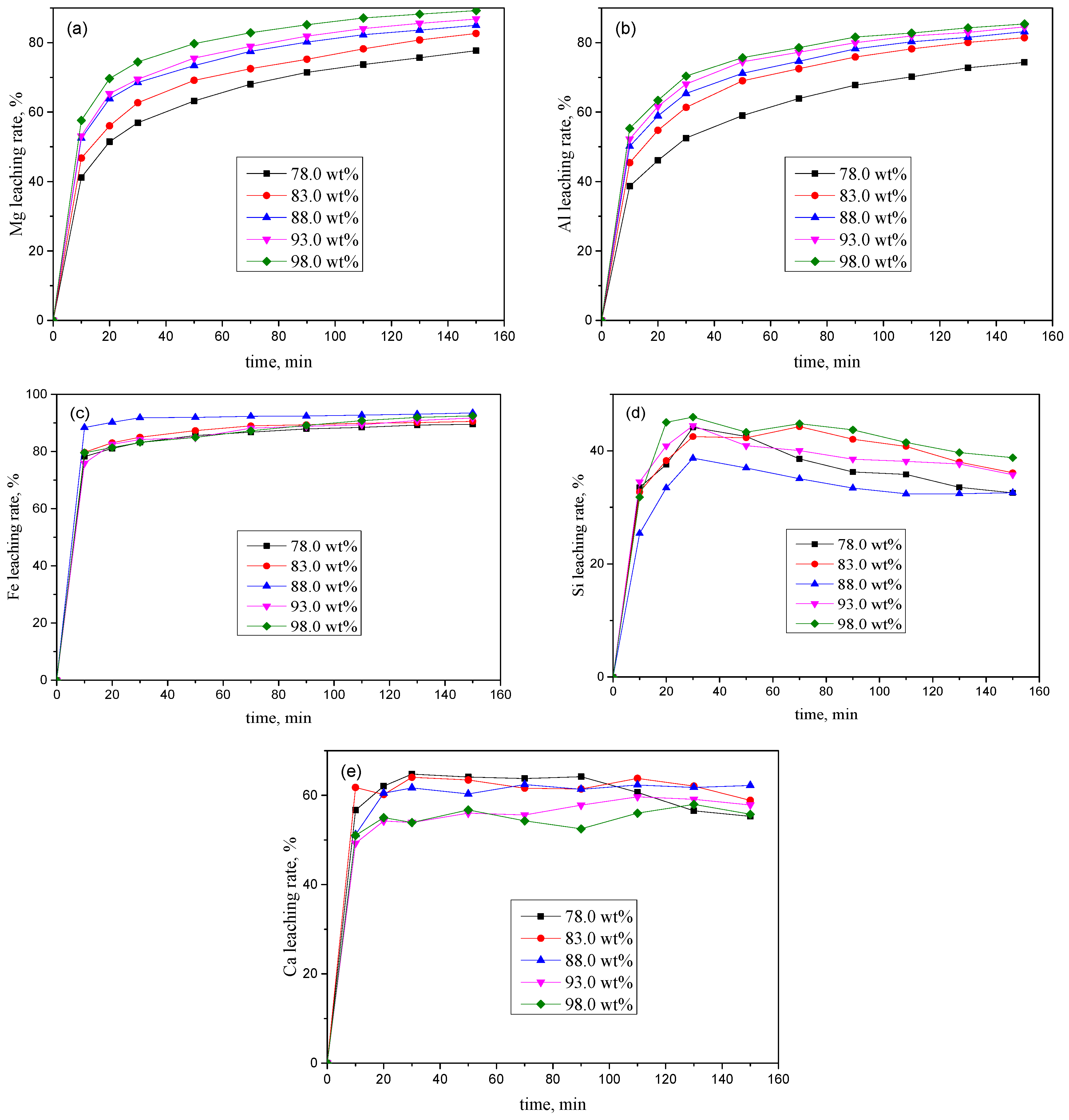
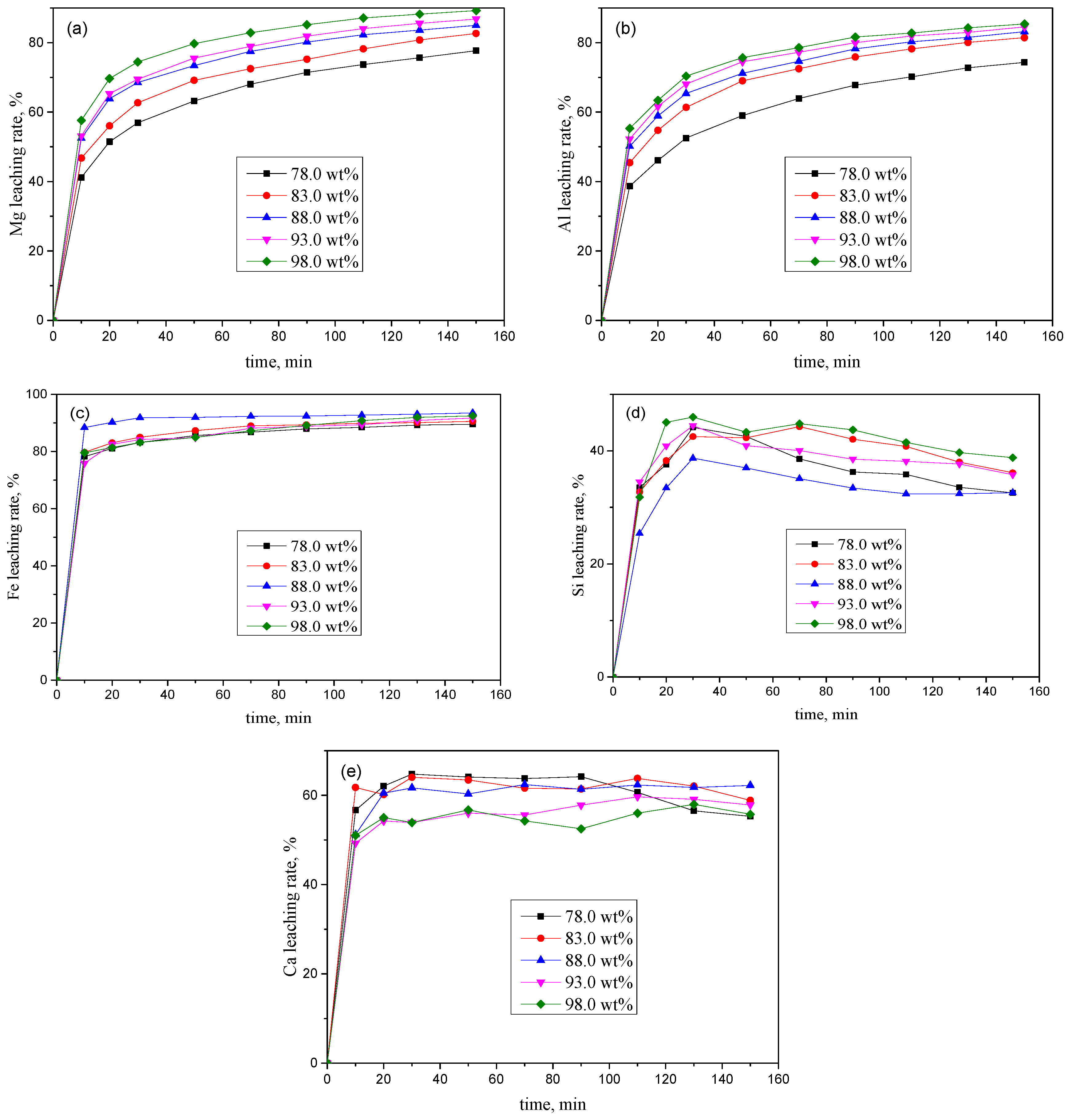
3.5. Effect of Initial Sulfuric Acid Concentration on the Leaching of Impurities
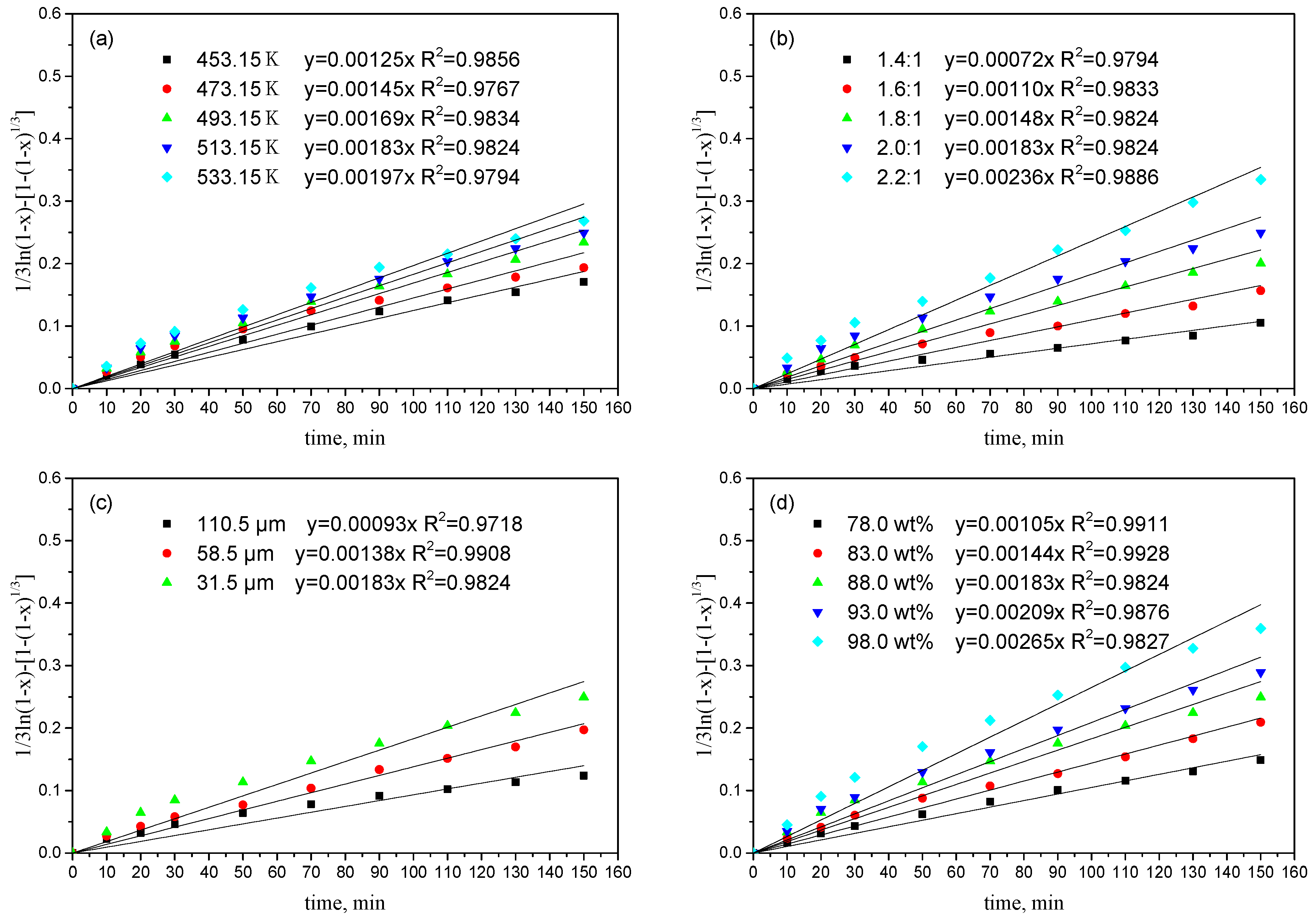
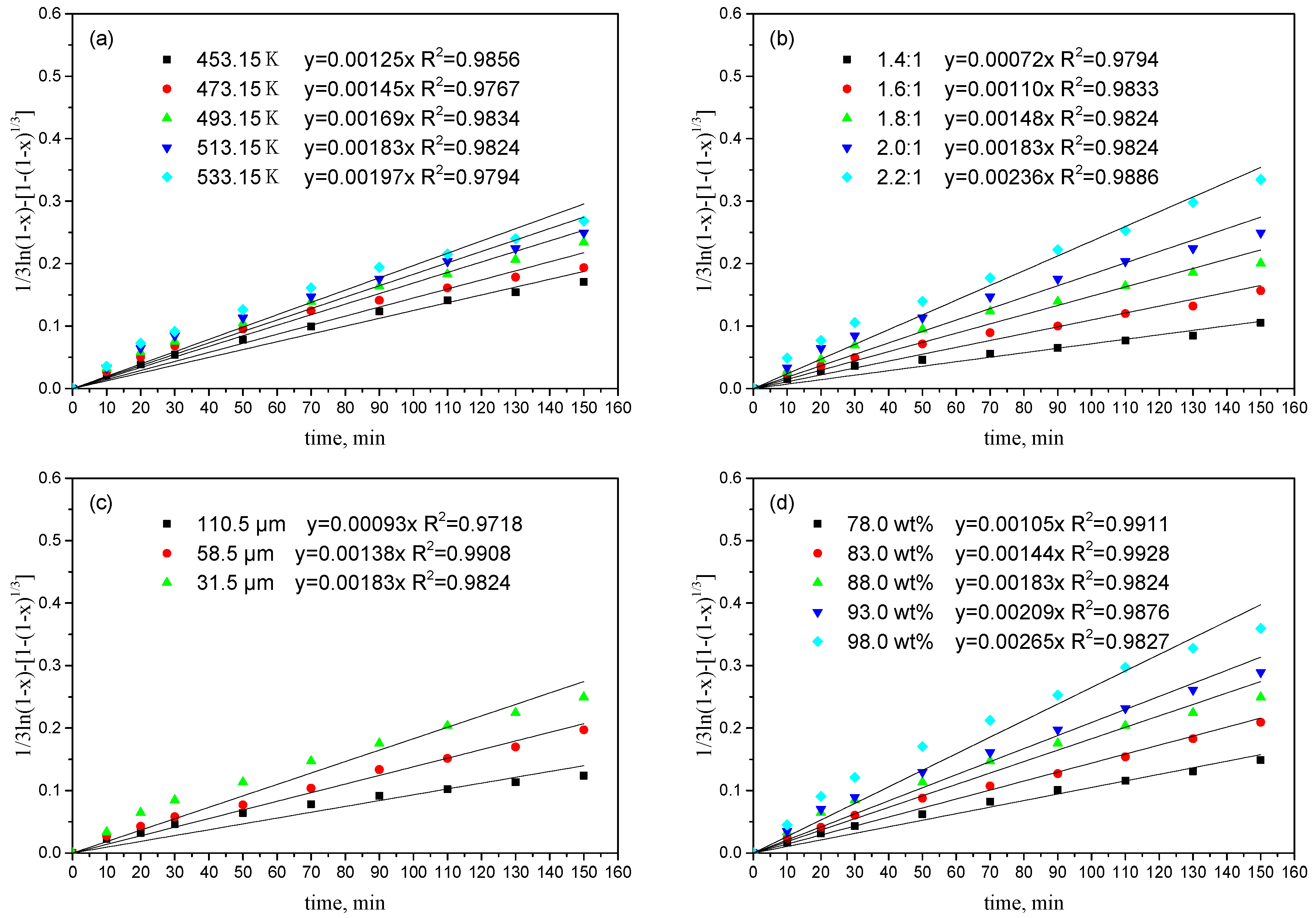
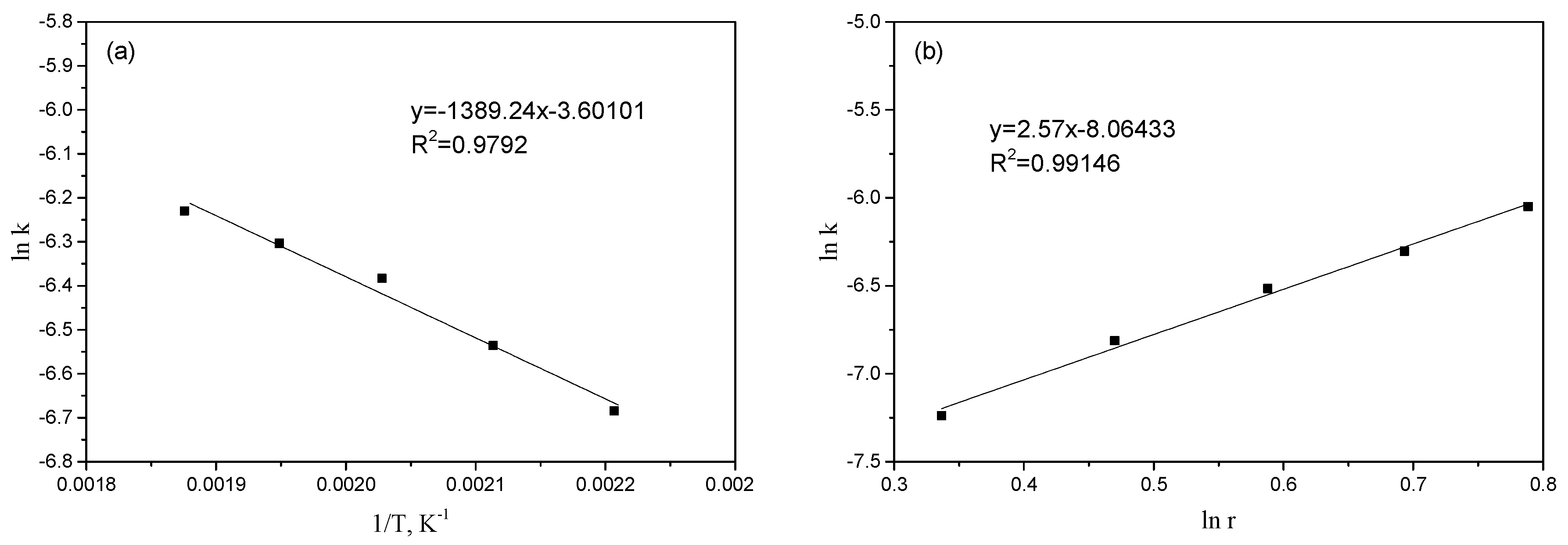
3.6. Kinetic Analysis
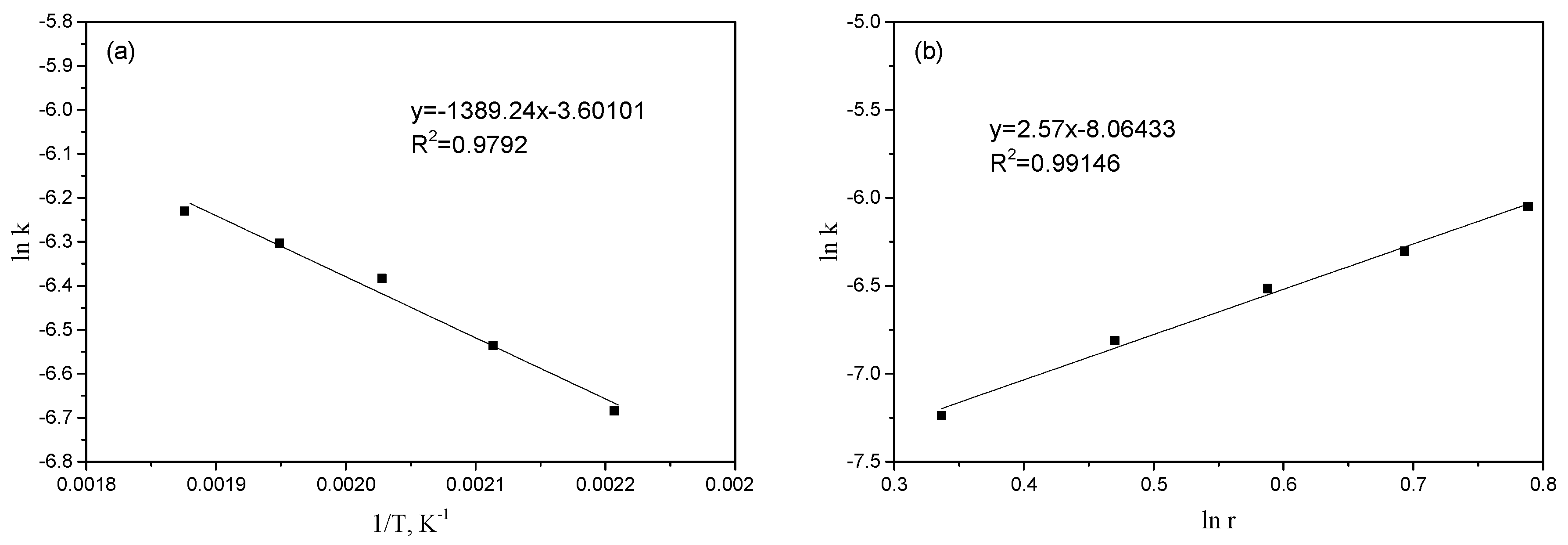
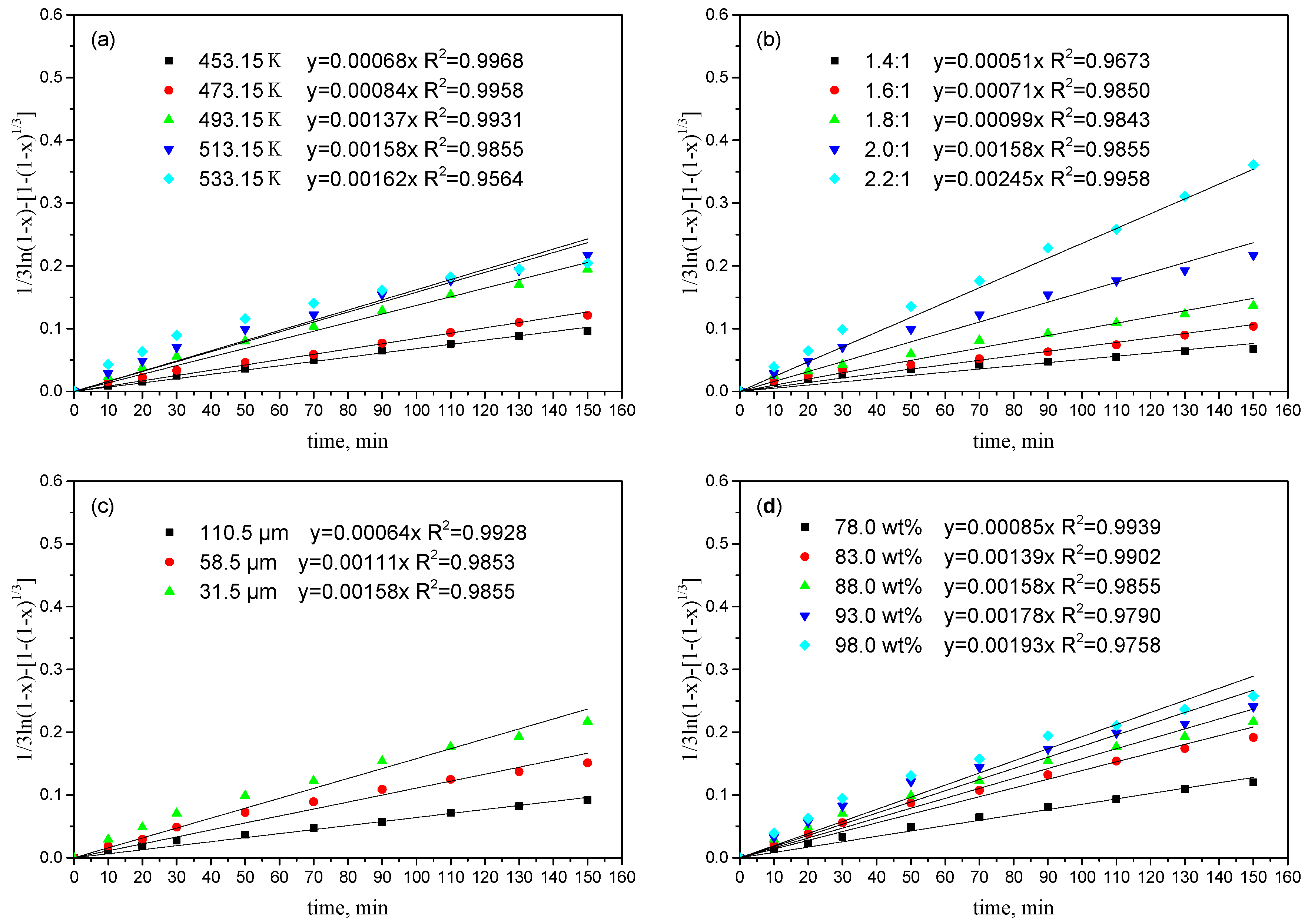
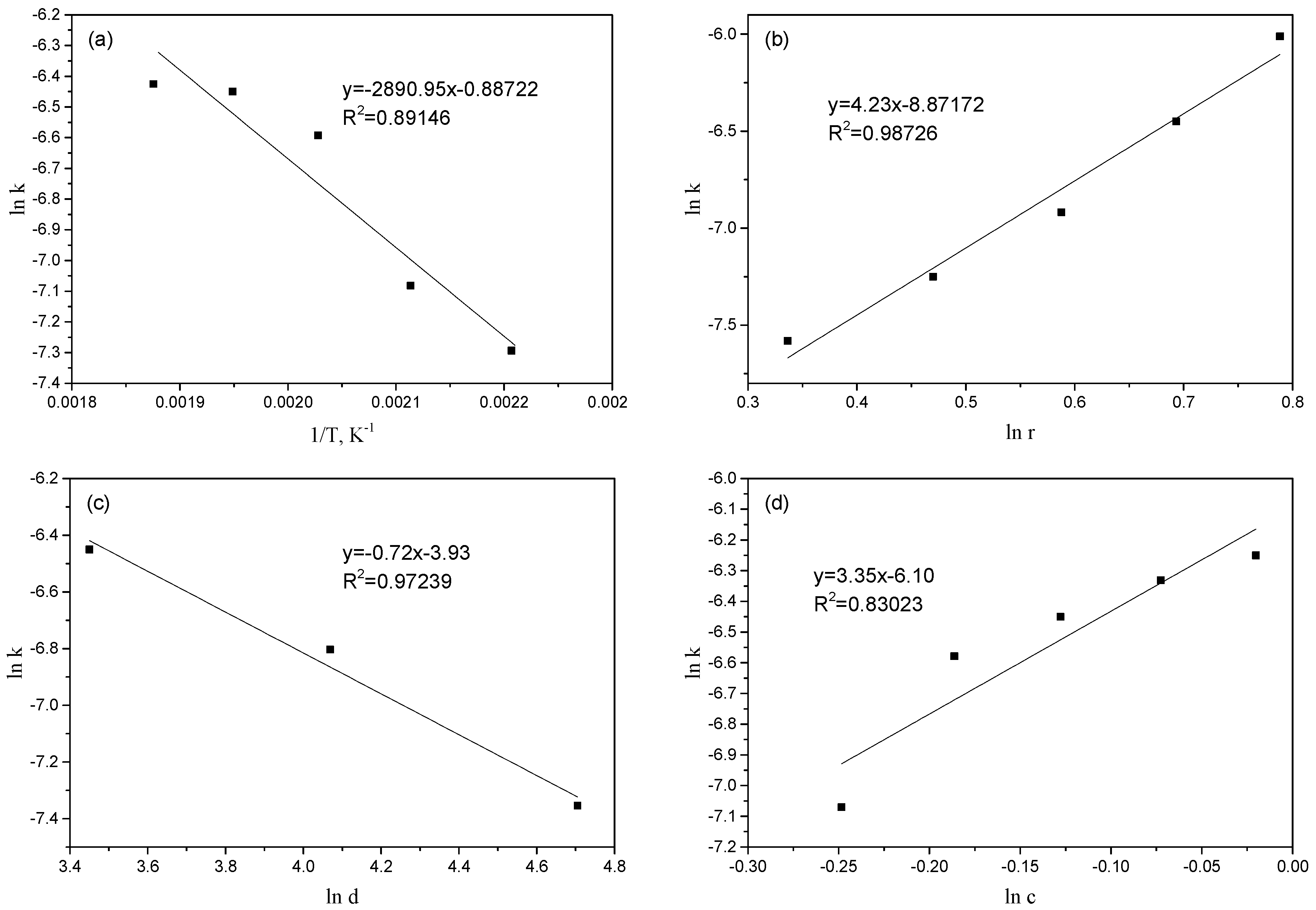
3.6.1. Kinetic Analysis of Mg
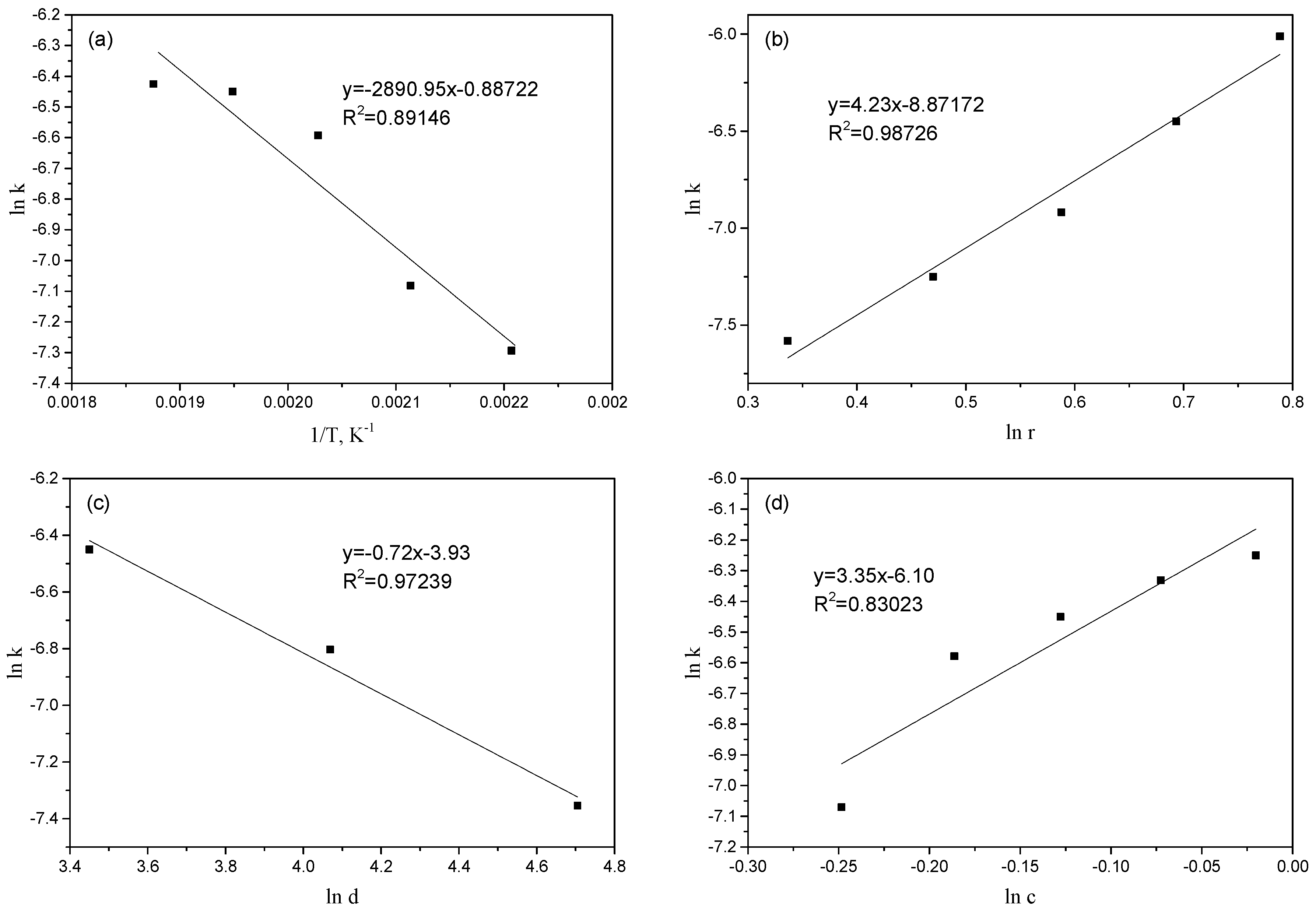
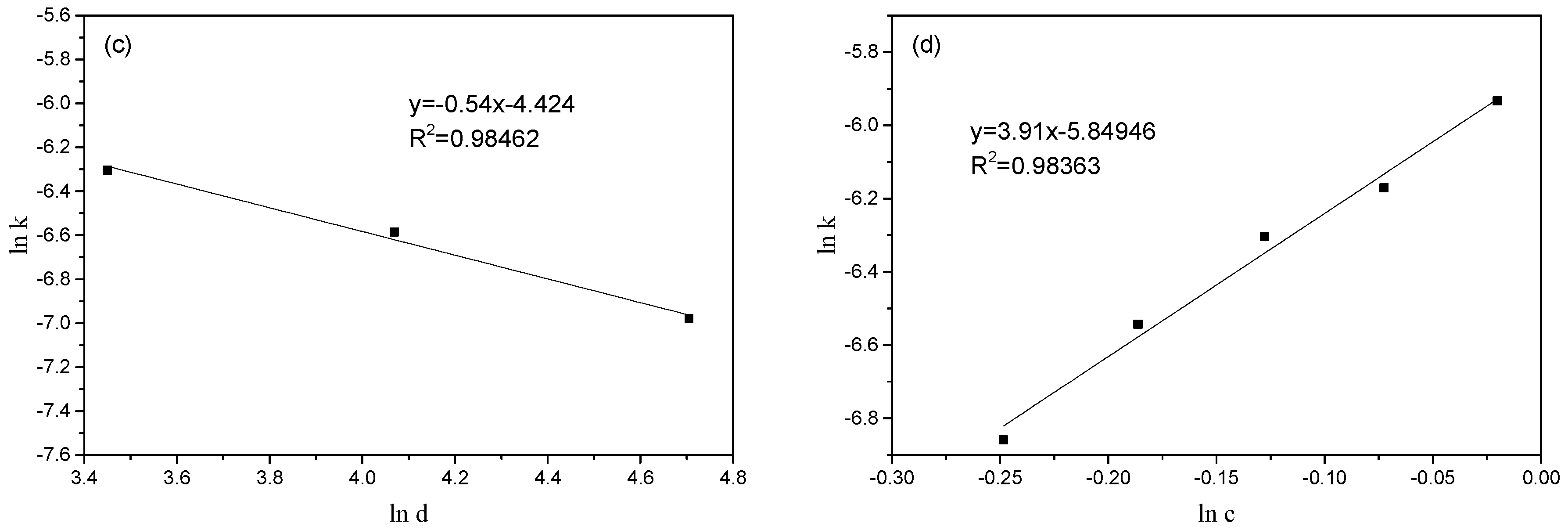
3.6.2. Kinetic Analysis of Al Leaching
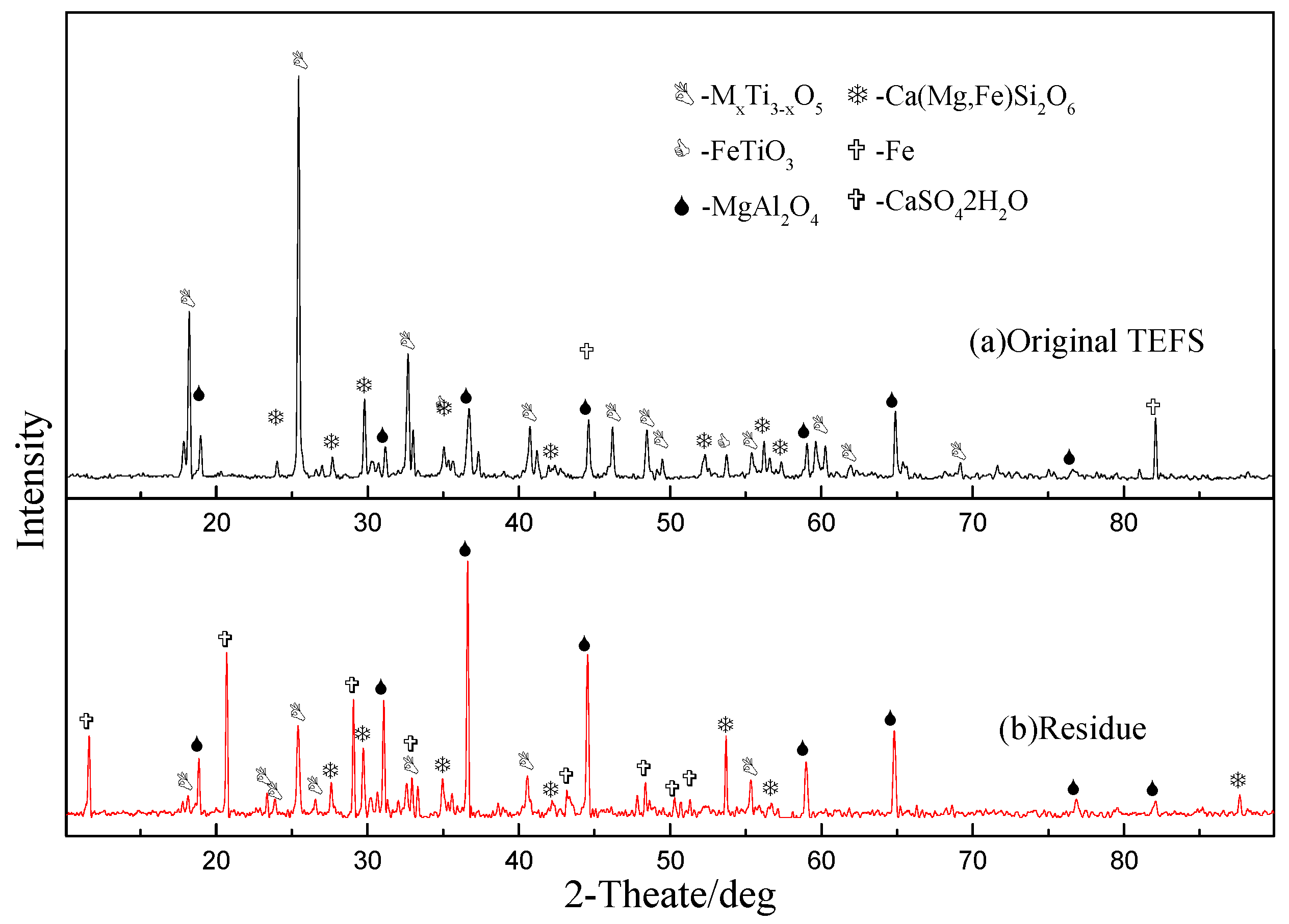
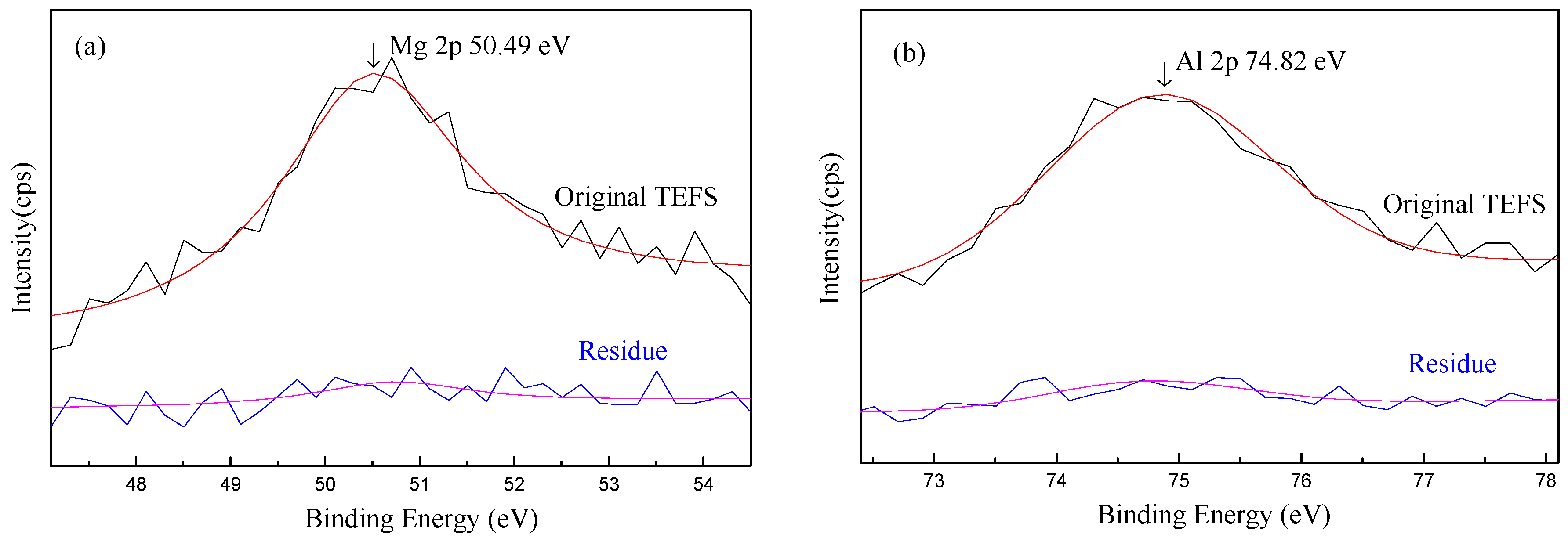
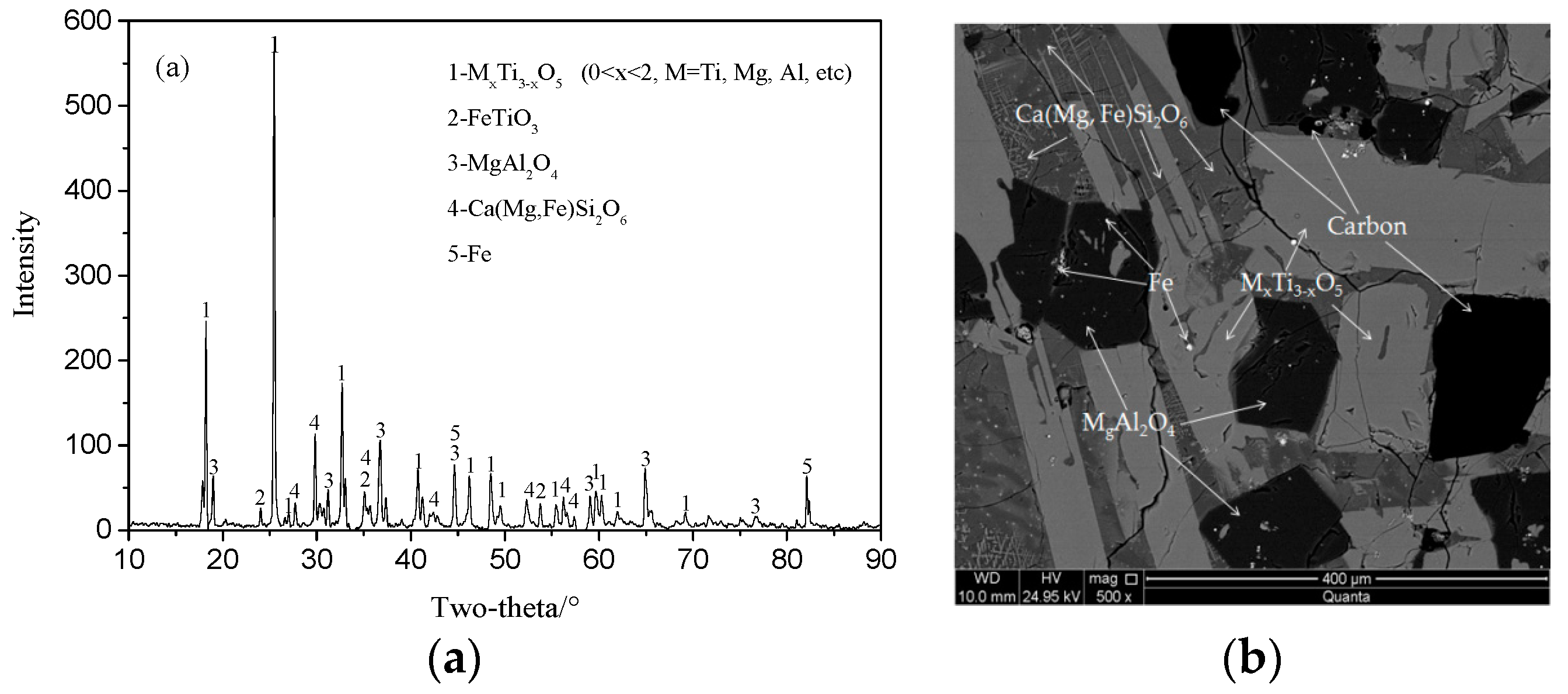
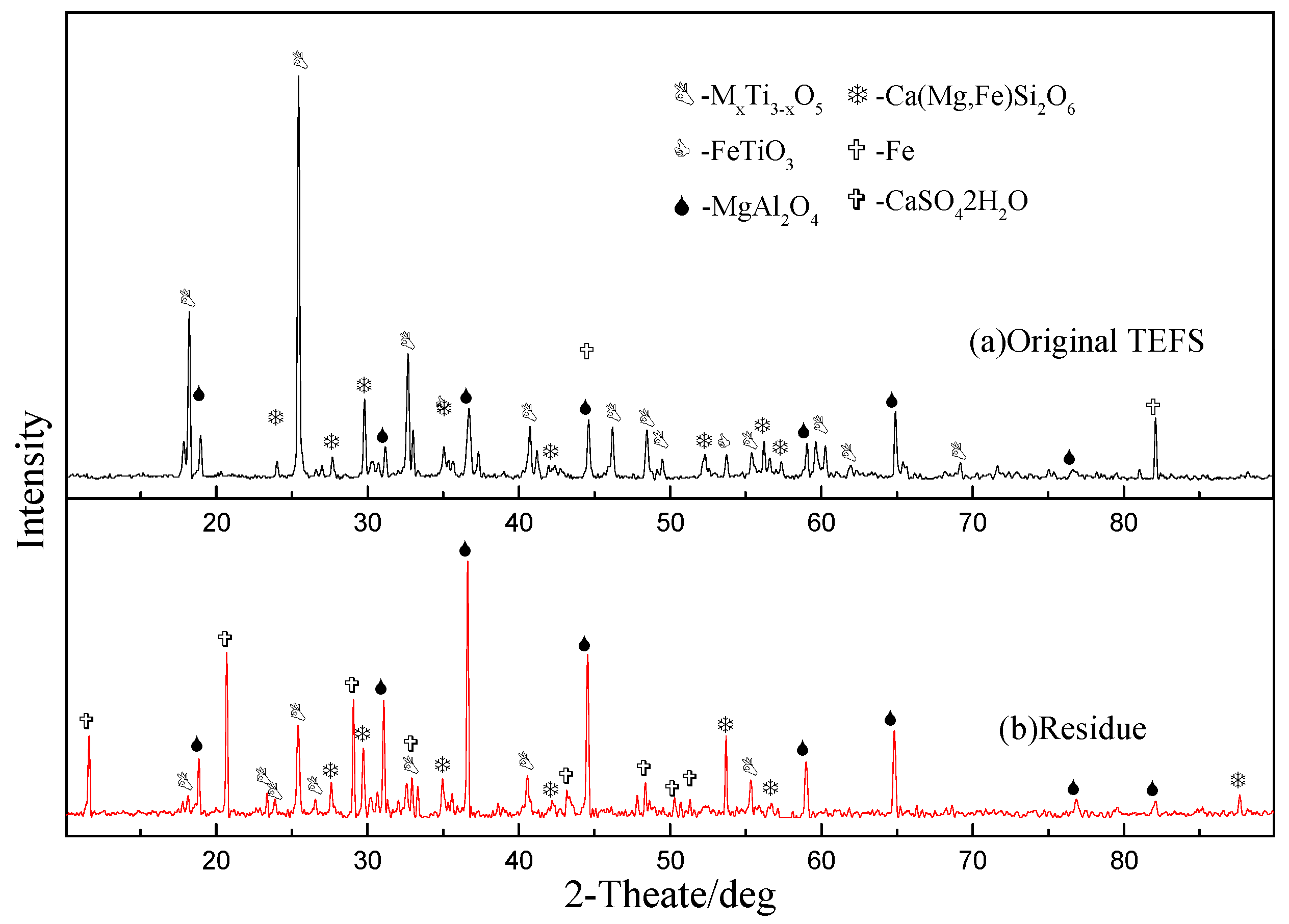
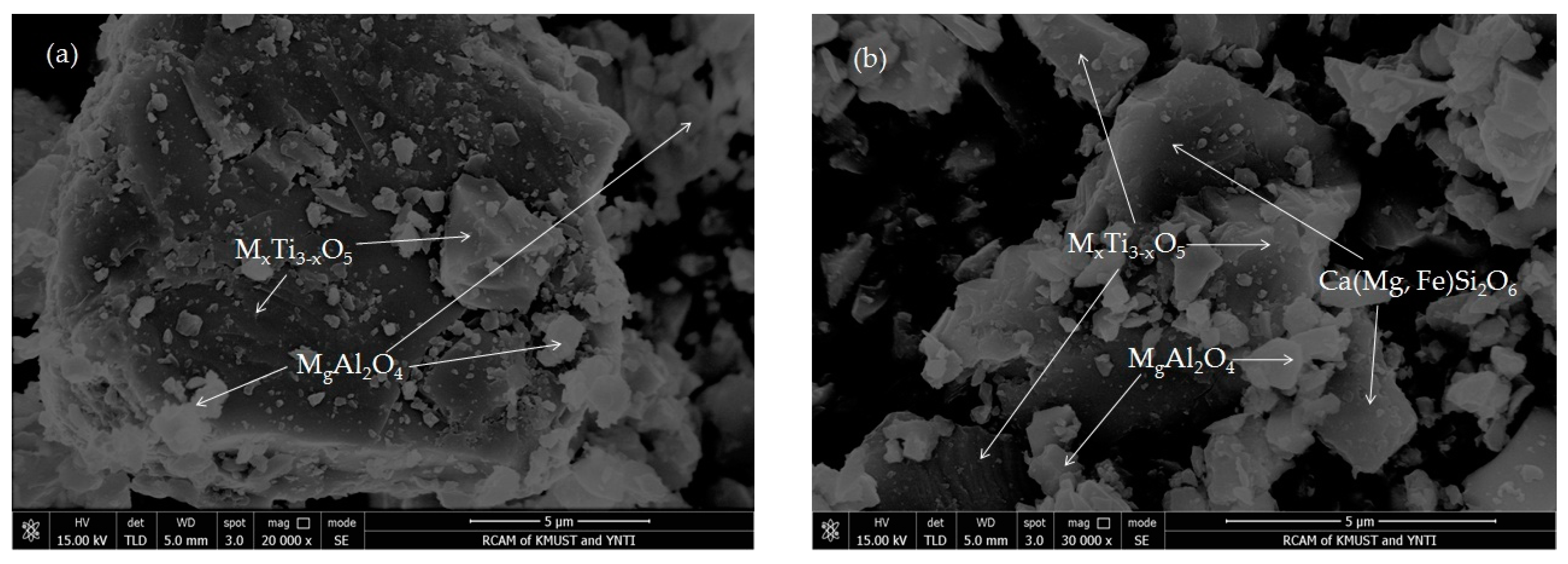
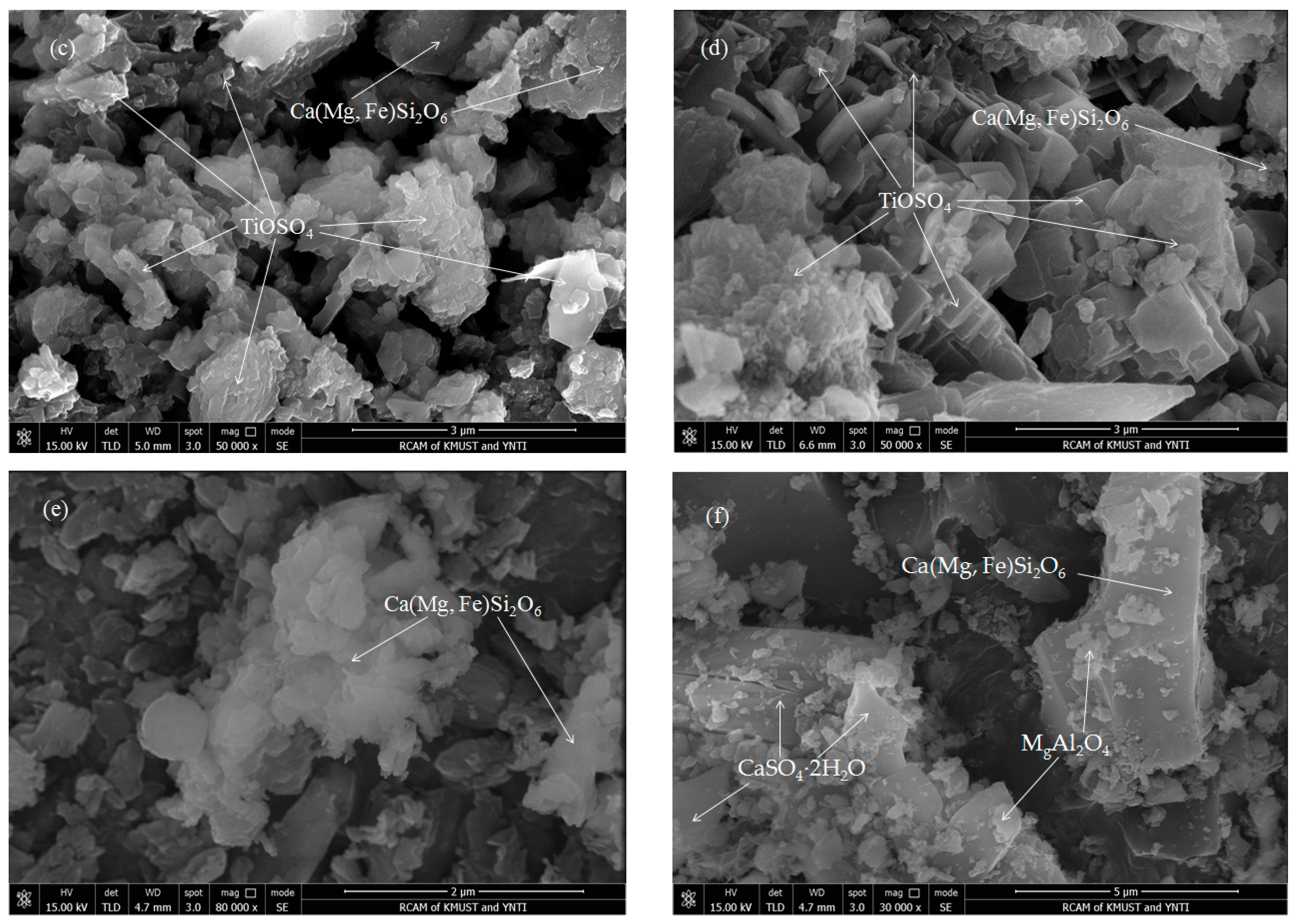
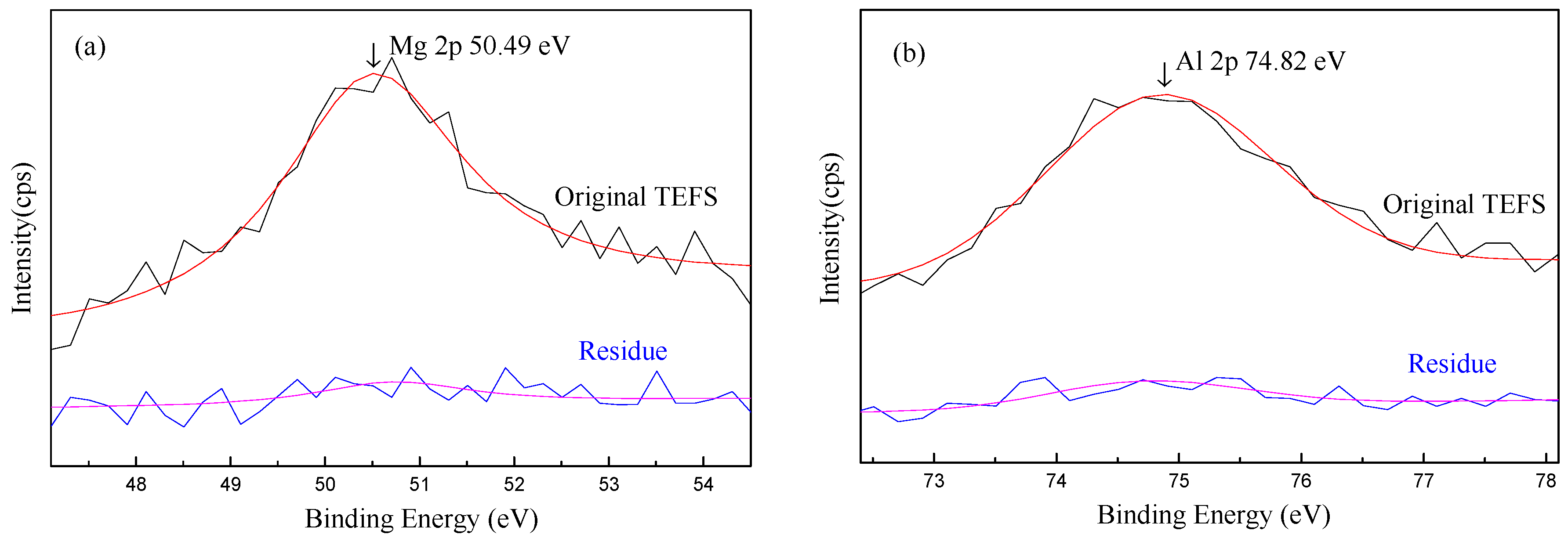
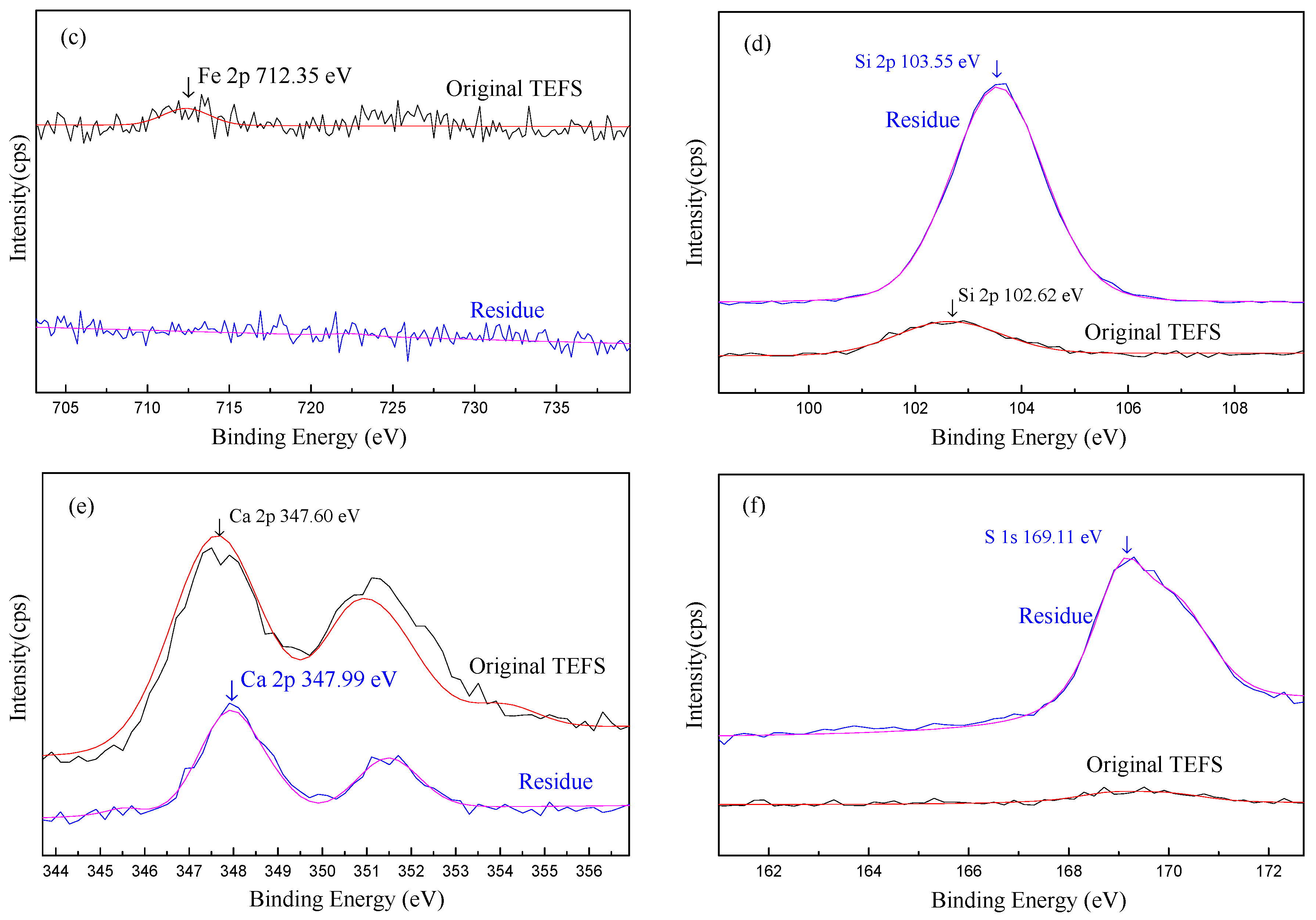
3.7. Characterization of Leach Residues
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Xi, G.; Hu, K.J. New Development of Recovery of Vanadium and Titanium from V-Ti-Bearing Magnetite at Pangang. Iron Steel Vanadium Titanium 1998, 19, 58–64. [Google Scholar]
- Zheng, F.; Chen, F.; Guo, Y.; Jiang, T.; Travyanov, A.Y.; Qiu, G. Kinetics of Hydrochloric Acid Leaching of Titanium from Titanium-Bearing Electric Furnace Slag. JOM 2016, 68, 1–9. [Google Scholar] [CrossRef]
- Yang, H.; Sun, X.; Liu, D.; Xue, X.X.; Du, G. Experimental study on iron recovery from iron tailings and titanium concentrate by direct reduction and magnetic separation. Trans. Mater. Heat Treat 2014, 35, 90–95. [Google Scholar]
- Zhang, Y.J.; Qi, T.; Zhang, Y. A novel preparation of titanium dioxide from titanium slag. Hydrometallurgy 2009, 96, 52–56. [Google Scholar] [CrossRef]
- Zhou, L.H.; Tao, D.P.; Fang, M.X.; Zeng, F.H.; Pu, X. Carbothermic Reduction of V-Ti Magnetite Ore. Rare Metals 2009, 33, 406–410. [Google Scholar]
- Lv, C.; Yang, K.; Wen, S.M.; Bai, S.J.; Feng, Q.C. A New Technique for Preparation of High-Grade Titanium Slag from Titanomagnetite Concentrate by Reduction–Melting–Magnetic Separation Processing. JOM 2017, 69, 1801–1805. [Google Scholar] [CrossRef]
- Qu, X.M.; Guo, Y.F.; Zheng, F.Q.; Jiang, T.; Qiu, G.Z. Performance of Sulfuric Acid Leaching of Titanium from Titanium-Bearing Electric Furnace Slag. J. Mater. Sci. Res. 2016, 5, 1–9. [Google Scholar] [CrossRef]
- Li, Y.; Yang, Y.; Guo, M.; Zhang, M. Influence of acid type and concentration on the synthesis of nanostructured titanium dioxide photocatalysts from titanium-bearing electric arc furnace molten slag. RSC Adv. 2015, 5, 13478–13487. [Google Scholar] [CrossRef]
- Wang, S.; Guo, Y.F.; Jiang, T.; Chen, F.; Zheng, F.Q.; Yang, L.Z. Melting Behavior of Titanium-Bearing Electric Furnace Slag for Effective Smelting of Vanadium Titanomagnetite. JOM 2019, 71, 1858–1865. [Google Scholar] [CrossRef]
- Huang, S.H.; Lei, T.; Han, F.X.; Zhou, L. Effect of Ilmenite Component and AIR on Element Distribution of Titanium Slag Smelted by DC Arc Furnace. Rare Metal Mat. Eng. 2013, 43, 2921–2926. [Google Scholar]
- Zhang, K.; Lv, X.W.; Huang, R.; Song, B.; Fei, X. Preparation of High-Grade Titania Slag from Ilmenite-Bearing High Ca and Mg by Vacuum Smelting Method. Metall. Mater. Trans. B 2014, 45, 923–928. [Google Scholar] [CrossRef]
- Tong, Q.J.; Qi, T.; Liu, Y.M.; Wang, L.N.; Zhang, Y. Preparation of Potassium Titanate Whiskers and Titanium Dioxide from Titaniferous Slag Using KOH Sub-molten Salt Method. Chin. J. Process Eng. 2007, 7, 85–89. [Google Scholar]
- Liu, Y.H.; Meng, F.C.; Fang, F.Q.; Wang, W.J.; Chu, J.L.; Qi, T. Preparation of rutile titanium dioxide pigment from low-grade titanium slag pretreated by the NaOH molten salt method. Dyes Pigments 2016, 125, 384–391. [Google Scholar]
- Wang, D.; Chu, J.L.; Liu, Y.H.; Li, J.; Xue, T.Y.; Wang, W.J.; Qi, T. Novel Process for Titanium Dioxide Production from Titanium Slag: NaOH-KOH Binary Molten Salt Roasting and Water Leaching. Ind. Eng. Chem. Res. 2013, 52, 15756–15762. [Google Scholar] [CrossRef]
- Dong, H.G.; Jiang, T.; Guo, Y.F.; Chen, J.L.; Fan, X.X. Upgrading a Ti-slag by a roast-leach process. Hydrometallurgy 2012, 113–114, 119–121. [Google Scholar] [CrossRef]
- Wang, Y.; Jie, L.; Wang, L.; Xue, T.; Tao, Q. Preparation of Rutile Titanium Dioxide White Pigment via Doping and Calcination of Metatitanic Acid Obtained by the NaOH Molten Salt Method. Ind. Eng. Chem. Res. 2010, 49, 7693–7696. [Google Scholar] [CrossRef]
- Han, Y.F.; Sun, T.C.; Li, J.; Qi, T.; Wang, L.N.; Qu, J.K. Preparation of titanium dioxide from titania-rich slag by molten NaOH method. Int. J. Miner. Metall. Mater. 2012, 19, 205–211. [Google Scholar] [CrossRef]
- Feng, Y.; Wang, J.G.; Wang, L.N.; Qi, T.; Xue, T.Y.; Chu, J.L. Decomposition of acid dissolved titanium slag from Australia by sodium hydroxide. Rare Metals 2009, 28, 564–569. [Google Scholar] [CrossRef]
- Sui, L.L.; Zhai, Y.C. Kinetics on reaction of roasting high titanium slag with ammonium bisulfate. Chin. J. Nonferrous Met. 2014, 24, 542–546. [Google Scholar] [CrossRef]
- Huang, Z.Q.; Wang, M.H.; Du, X.H.; Sui, Z.T. Recovery of Titanium from the Rich Titanium Slag by H2SO4 Method. J. Mater. Sci. Technol. 2003, 19, 191–192. [Google Scholar] [CrossRef]
- Wang, B.; Cheng, X.Z.; Han, K.X.; Qin, X.H.; Ma, Y. Research of Acidolysis Performance of Acid-soluble Titanium Slag. Iron Steel Vanadium Titanium 2009, 30, 6–11. [Google Scholar]
- Yang, S.L.; Sheng, J.F. The Technology of Melting Titanium Slag and Pig Iron from Ilmenite; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]
- Yang, Y.C.; Chen, H.S.; Deng, G.Z.; Zhang, Y.Q. Study on Phase and Acidolysis Process of Titanium Slag from Iron Concentrate. Iron Steel Vanadium Titanium 1990, 11, 31–35. [Google Scholar]
- Zhukov, V.V.; Laari, A.; Lampinen, M.; Koiranen, T. A mechanistic kinetic model for direct pressure leaching of iron containing sphalerite concentrate. Chem. Eng. Res. Des. 2017, 118, 131–141. [Google Scholar] [CrossRef]
- Sohn, H.Y.; Wadsworth, M.E. Rate Processes of Extractive Metallurgy; Plenum Press: New York, NY, USA, 1979. [Google Scholar]
- Dickinson, C.F.; Heal, G.R. Solid–liquid diffusion controlled rate equations. Thermochim. Acta 1999, 340, 89–103. [Google Scholar] [CrossRef]
- Zhao, W.J.; Liu, D.W.; Feng, Q.C.; Wen, S.M.; Chang, W.H. DFT insights into the electronic properties and adsorption mechanism of HS− on smithsonite (101) surface. Miner. Eng. 2019, 141, 105846. [Google Scholar] [CrossRef]
- Feng, Q.C.; Wen, S.M.; Bai, X.; Chang, W.H.; Cui, C.F.; Zhao, W.J. Surface modification of smithsonite with ammonia to enhance the formation of sulfidization products and its response to flotation. Miner. Eng. 2019, 137, 1–9. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| R2 Values of Shrinking Core Kinetic Models | |||
|---|---|---|---|
| Temperature (K) | 1 − (1 − X)1/3 | 1 − 2X/2 − (1 − X)2/3 | [ln(1 − X)]/3 − [1 − (1 − X)1/3] |
| 453.15 | 0.8649 | 0.9390 | 0.9856 |
| 473.15 | 0.8496 | 0.9211 | 0.9769 |
| 493.15 | 0.8516 | 0.9237 | 0.9834 |
| 513.15 | 0.8491 | 0.9194 | 0.9824 |
| 533.15 | 0.8446 | 0.9128 | 0.9794 |
| R2 Values of Shrinking Core Kinetic Models | |||
|---|---|---|---|
| Temperature (K) | 1 − (1 − X)1/3 | 1 − 2X/2 − (1 − X)2/3 | [ln(1 − X)]/3 − [1 − (1 − X)1/3] |
| 453.15 | 0.9004 | 0.9747 | 0.9968 |
| 473.15 | 0.8867 | 0.9666 | 0.9958 |
| 493.15 | 0.8731 | 0.9483 | 0.9931 |
| 513.15 | 0.8576 | 0.9304 | 0.9855 |
| 533.15 | 0.8231 | 0.8905 | 0.9564 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nie, W.; Wen, S.; Liu, D.; Zhang, Q.; Liu, J.; Feng, Q. Leaching Behaviors of Impurities in Titanium-Bearing Electric Furnace Slag in Sulfuric Acid. Processes 2020, 8, 56. https://doi.org/10.3390/pr8010056
Nie W, Wen S, Liu D, Zhang Q, Liu J, Feng Q. Leaching Behaviors of Impurities in Titanium-Bearing Electric Furnace Slag in Sulfuric Acid. Processes. 2020; 8(1):56. https://doi.org/10.3390/pr8010056
Chicago/Turabian StyleNie, Wenlin, Shuming Wen, Dan Liu, Qian Zhang, Junbo Liu, and Qicheng Feng. 2020. "Leaching Behaviors of Impurities in Titanium-Bearing Electric Furnace Slag in Sulfuric Acid" Processes 8, no. 1: 56. https://doi.org/10.3390/pr8010056
APA StyleNie, W., Wen, S., Liu, D., Zhang, Q., Liu, J., & Feng, Q. (2020). Leaching Behaviors of Impurities in Titanium-Bearing Electric Furnace Slag in Sulfuric Acid. Processes, 8(1), 56. https://doi.org/10.3390/pr8010056