Improvement of 1,3-Butadiene Separation in 2,3-Butanediol Dehydration Using Extractive Distillation


1
Department of Civil, Safety & Environmental Engineering, Hankyong National University, 327 Jungang-ro, Anseong-si, Gyenggi-do 17579, Korea
2
School of Chemical Engineering and Materials Science, Chung-Ang University, 84 Heukseok-ro, Dongjak-gu, Seoul 06974, Korea
*
Author to whom correspondence should be addressed.
Processes 2019, 7(7), 410; https://doi.org/10.3390/pr7070410
Submission received: 28 March 2019
/
Revised: 18 June 2019
/
Accepted: 20 June 2019
/
Published: 1 July 2019
(This article belongs to the Special Issue Modeling, Simulation and Control of Chemical Processes)
Abstract
:This study was performed to investigate the extractive distillation for 1,3-butadiene (1,3-BD) purification as a part of the 2,3-butanediol (2,3-BDO) dehydration process. The separation of 1,3-BD from 1-butene produced as a 2,3-BDO dehydration by-product while using distillation is complicated due to the similar volatilities of the two compounds. Thus, an extractive distillation system is proposed for the effective recovery of 1,3-BD, and is compared with a conventional distillation system in terms of its performance and economic feasibility. A higher 1,3-BD recovery rate was achieved while using the proposed system and the relative profitabilities of both separation systems were analyzed according to the market price of 1,3-BD, which is a decisive variable for economic feasibility.
1. Introduction
1,3-Butadiene (1,3-BD), which is a particularly useful platform chemical, is traditionally produced via the steam cracking process while using a petroleum-derived feedstock. However, the traditional 1,3-BD process suffers from environmental and technical issues, because petroleum is a non-renewable resource and its production fluctuates with the market. The emissions and by-products of petroleum can harm soils, surface groundwater, and other ecosystems. In addition, steam-cracking in the traditional 1,3-BD process requires high temperatures and a great amount of energy [1]. Some researchers have attempted to develop bio-fermentation for the production of 1,3-BD to resolve these issues. The biotechnological routes for producing 1,3-BD begin with the synthesis of 2,3-butanediol (2,3-BDO) from different species of microorganisms [2]. Studies have been conducted to determine the optimal synthesis route and reaction conditions, including the oxygen concentration, pH, temperature, and substrate [3], for high product yields during bio-fermentation.
Many studies have also investigated the conversion of 2,3-BDO to 1,3-BD and the required catalysts. Duan et al. [4] investigated the vapor phase catalytic dehydration of 2,3-BDO with several rare-earth-oxide catalysts and experimentally determined the selectivity of each catalyst. Similarly, Nguyen et al. [5] developed a one-step catalytic dehydration of 2,3-BDO while using rare-earth phosphate catalysts that was efficient for the production of 1,3-BD with high selectivity. Kim et al. [6] analyzed the nature of the active centers of silica-supported alkali phosphate catalysts during the conversion of 2,3-BDO. Song [7] developed a pilot-scale reactor model for the dehydration of 2,3-BDO to form 1,3-BD and methyl ethyl ketone (MEK) while using reaction kinetics and a deactivation model of an amorphous calcium phosphate catalyst.
Process intensification for integrating utility energy has been performed since the distillation process for separating products from bio-fermentation and dehydration requires a large amount of heat and many column stages. Haider et al. [8] introduced feed preheater and vapor exchangers, which significantly reduced the amount of energy that is consumed by the reboiler and condenser of the 2,3-BDO recovery column. Hong et al. [9] developed a hybrid 2,3-BDO recovery column combined with multiple evaporators, which showed that the preliminary evaporators and heat integration design substantially increased the energy efficiency. Penner et al. [10] assessed the thermodynamic efficiencies of different separation process designs combining reverse osmosis, extraction, reactive distillation, decantation, and salting-out extraction to purify 2,3-BDO and MEK. Distillation is conventionally used to purify 1,3-BD from the associated by-products (1-butene, 2-butene, water, etc.) of 2,3-BDO dehydration, similarly to the 2,3-BDO recovery processes. Song et al. [11] demonstrated a conceptual design to produce 1,3-BD via 2,3-BDO dehydration, including a detailed distillation process for the recovery of 1,3-BD and MEK. A recent study showed that a combined extraction and distillation process for 2,3-BDO recovery reduced the costs when compared to those of a conventional distillation configuration [12]. Extractive distillation is considered to be an alternative purification method to overcome the similar volatilities of 1,3-BD and 1-butene [13], which enabled the efficient separation by using a miscible, high-boiling point, and relatively nonvolatile solvent that changes the relative volatilities of 1,3-BD and 1-butene.
In summary, earlier catalytic studies focused on increasing the selectivity toward the target product and analyzing the catalytic behaviors in the 2,3-BDO dehydration process. The modeling and simulation contributed to the improvement of subsequent separation processes. However, a comparison of conventional and extractive distillation processes for the recovery of 1,3-BD from bio-fermentation products has not yet been reported to the best of our knowledge. In addition, several studies have reported that 1,3-BD production from 2,3-BDO dehydration is highly dependent on the market price of 2,3-BDO [14,15]. This implies that the choice of process design (i.e., conventional or extractive distillation) for 1,3-BD separation depends on the market price of 1,3-BD.
This research was performed to investigate the extractive distillation process that is used to purify 1,3-BD in 2,3-BDO dehydration. The prior dehydration process of the proposed model is based on a kinetic model with regard to the amorphous calcium phosphate catalyst [11]. Comparative analysis of conventional and extractive distillation was performed in terms of the performance and economic feasibility. The costs of conventional and extractive distillation were estimated via a techno-economic analysis, and the market price of 1,3-BD for which the extractive distillation process showed better economic feasibility than the conventional process was calculated. This work contributes to the literature in the following aspects:
- -
- Provides steady-state simulation results for conventional and extractive distillation processes for the recovery of 1,3-BD from bio-fermentation products.
- -
- Calculates an advantageous price of 1,3-BD for the selection of the extractive distillation.
The overall 2,3-BDO dehydration process is explained in Section 2, providing a theoretical background. The conventional and extractive distillation processes are described in Section 3. The 1,3-BD recovery rates and economic assessments are compared in Section 4 while using modified payback time, which considers the differences in initial investments and profits for both processes to evaluate the economic feasibility of the extractive distillation system.
2. Theoretical Background
The 2,3-Butanediol (2,3-BDO) Dehydration Process
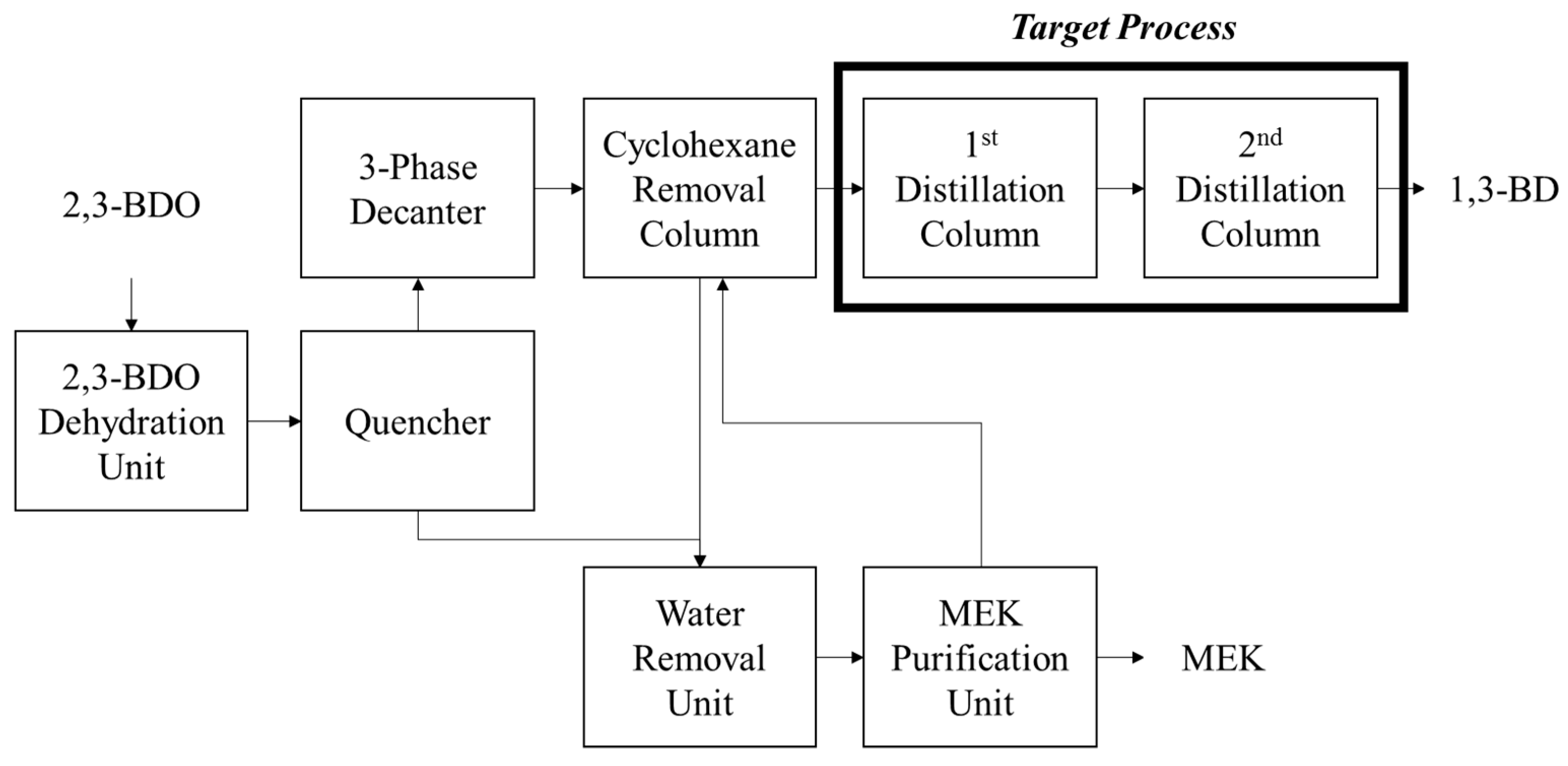
Figure 1 shows a block flow diagram of a previously developed process, where 1,3-BD and MEK are produced from 2,3-BDO dehydration [11]. This process separates 1,3-BD and MEK from by-products, such as water, 1-butene, and 2-butene. The water is discharged to the top side of a quencher and the others migrate to the bottom side. The top-side stream flows to a 1,3-BD purification unit, which consists of a 3-phase decanter, cyclohexane removal column, and two normal distillation columns. Some of the components of the stream, including MEK, are separated in the three-phase decanter. A stream containing cyclohexane and 1,3-BD is then transported from the MEK purification unit. Cyclohexane is eliminated in the cyclohexane removal column and the stream is recycled to the water removal unit. MEK is recovered through the water removal unit and MEK purification unit.
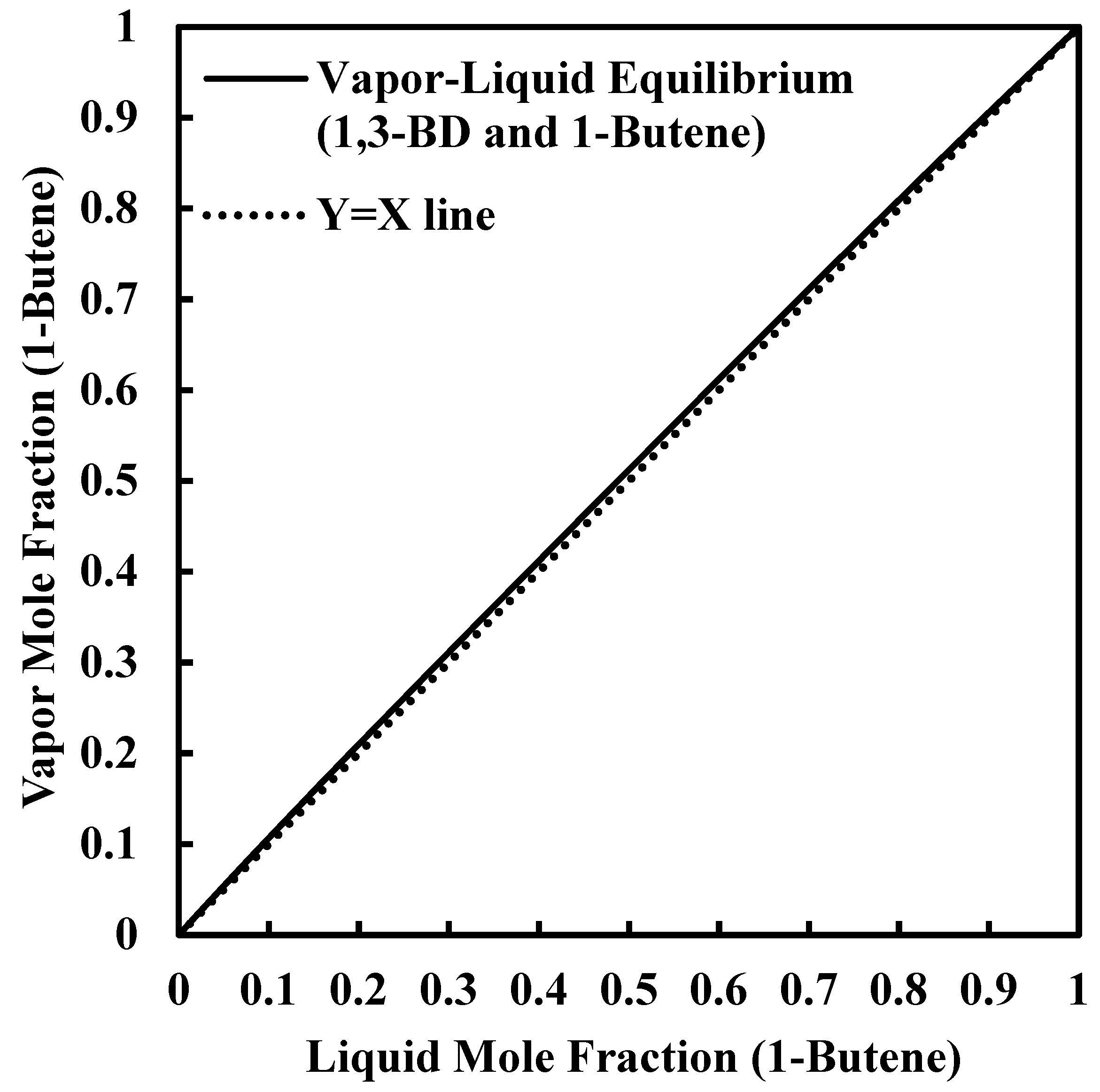
As shown in Figure 1, the distillation columns are used to purify 1,3-BD (target process in bold). Achieving recovery of high purity 1,3-BD (>99%) through distillation is difficult, because the volatilities of 1,3-BD and 1-butene are quite similar, as shown in Figure 2. Hence, the 1,3-BD recovery rate is estimated to be 94% when distillation is only used, and the residual 1,3-BD flows out the top-side of the 1st normal distillation column with 1-butene, which causes an overall loss of 1,3-BD. Therefore, an extractive distillation system was developed as an alternative method to improve the recovery rate of 1,3-BD.
3. Process Design
Two distillation processes—conventional and extractive distillation—were designed while using Aspen Plus v8.6 software. The essential features of the two processes are described later in this section. The detailed column specifications, product specifications, and stream information are provided in Supplementary Materials (Tables S1–S5).
3.1. The Thermodynamic Property Model
The products of 2,3-BDO dehydration are alkenes, ketones, and water, which can be phase separated. The non-random two-liquid model (NRTL), universal quasi-chemical model (UNIQUAC), and their variants were candidates for the simulation and they were selected while using decision trees [16]. However, the simulation software (Aspen Plus v8.6, AspenTech, Bedford, Massachusetts, USA) cannot process interaction parameters that are related to N-methyl-2-pyrrolidone (NMP). Thus, the primary missing interaction parameters (NMP/1,3-BD, NMP/1-butene, and NMP/2-butene) were estimated while using the UNIQUAC functional group activity coefficients (UNIFAC). The NRTL-binary parameters that were used in the developed models are listed in the Supplementary Materials (Tables S6–S10). The NRTL1 and NRTL2 parameters were used for the vapor-liquid equilibrium (VLE) and (vapor)-liquid-liquid equilibrium, respectively.
3.2. The Conventional Distillation Process
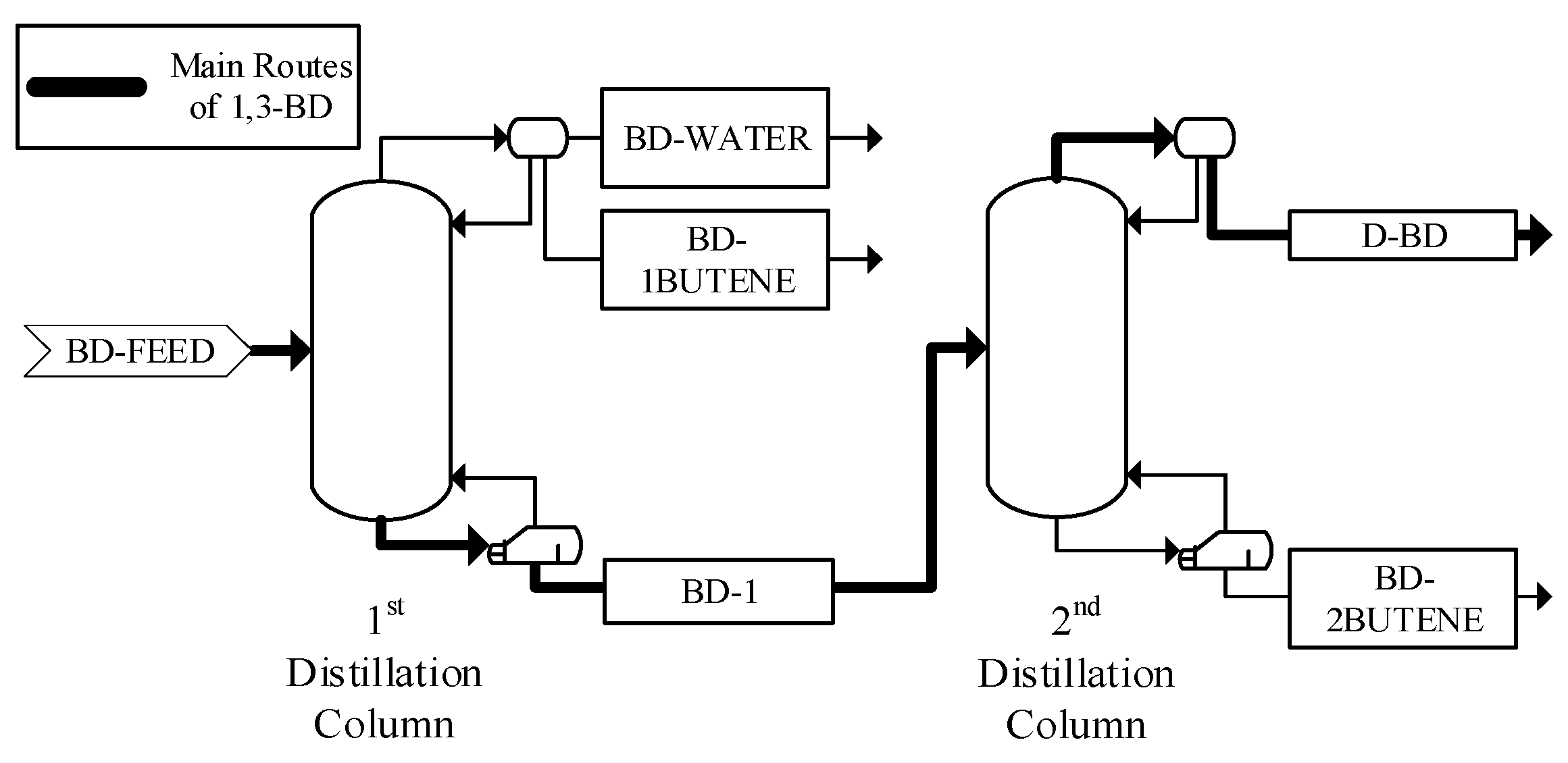
A conventional distillation system that is composed of two successive distillation columns was used for 1,3-BD purification, as shown in Figure 3. The first distillation column separated 1-butene (BD-1BUTENE) from the feed stream (BD-FEED). Approximately 5.0% of the total amount of 1,3-BD was lost during this separation. In the second distillation column, 2-butene (BD-2BUTENE) is removed from the inlet (BD-1), which caused a 0.94% loss in the total amount of 1,3-BD. Through these distillation processes, 5.9% (211 kg/h) of the total 1,3-BD is lost and utilized as fuel.
3.3. The Extractive Distillation Process
The proposed process utilizes extractive distillation instead of two successive distillation columns for 1,3-BD purification. Several solvents can be used in extractive distillation to separate 1,3-BD, including acetonitrile, dimethylformamide (DMF), and NMP. Extractive distillations that use acetonitrile and DMF to recover 1,3-BD have been previously investigated. However, the application of acetonitrile is not favored due to its toxicity. DMF can be hydrolyzed into formic acid during this process, which is corrosive to carbon steel. Therefore, NMP is widely used to recover 1,3-BD because of its high solubility and selectivity toward unsaturated hydrocarbons [17].
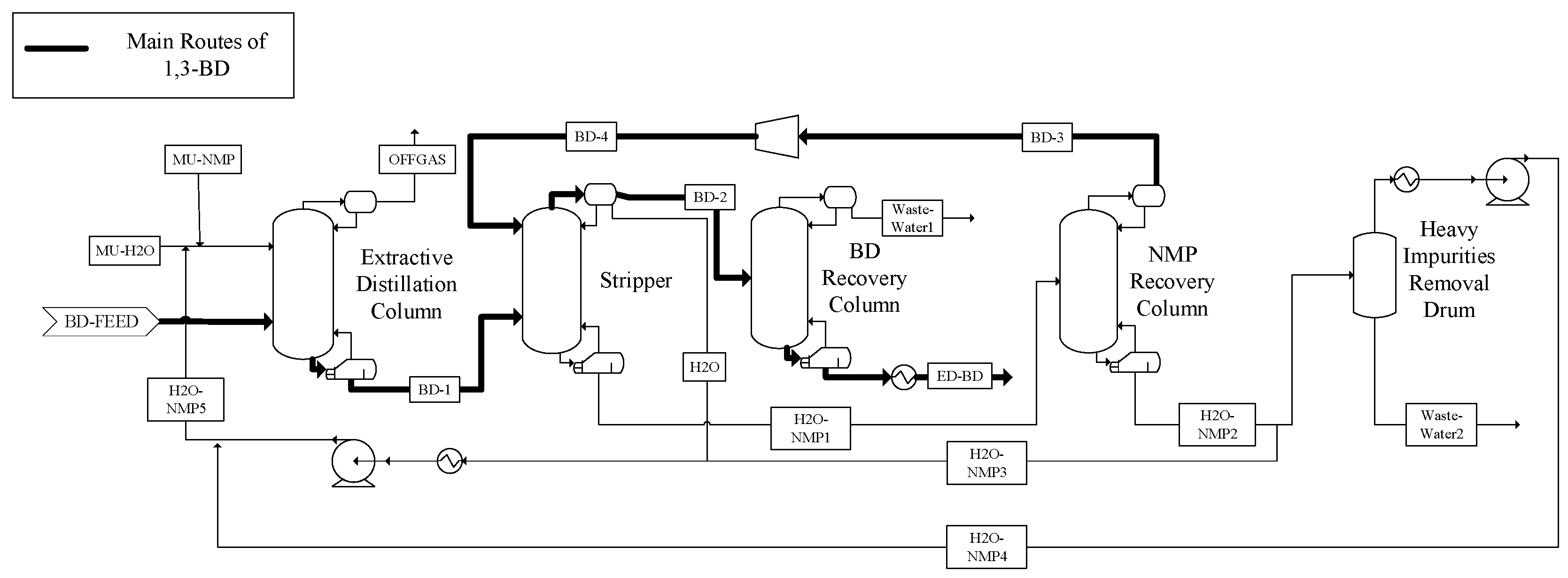
The extractive distillation system consists of an extractive distillation column, NMP recovery column, heavy-impurity removal drum, stripper, and BD recovery column, as illustrated in Figure 4. The bold lines represent the main routes for 1,3-BD recovery. The feed stream (BD-FEED), which mainly contains 1,3-BD, water, 1-butene, and 2-butene, flows to the extractive distillation process for 1,3-BD purification.
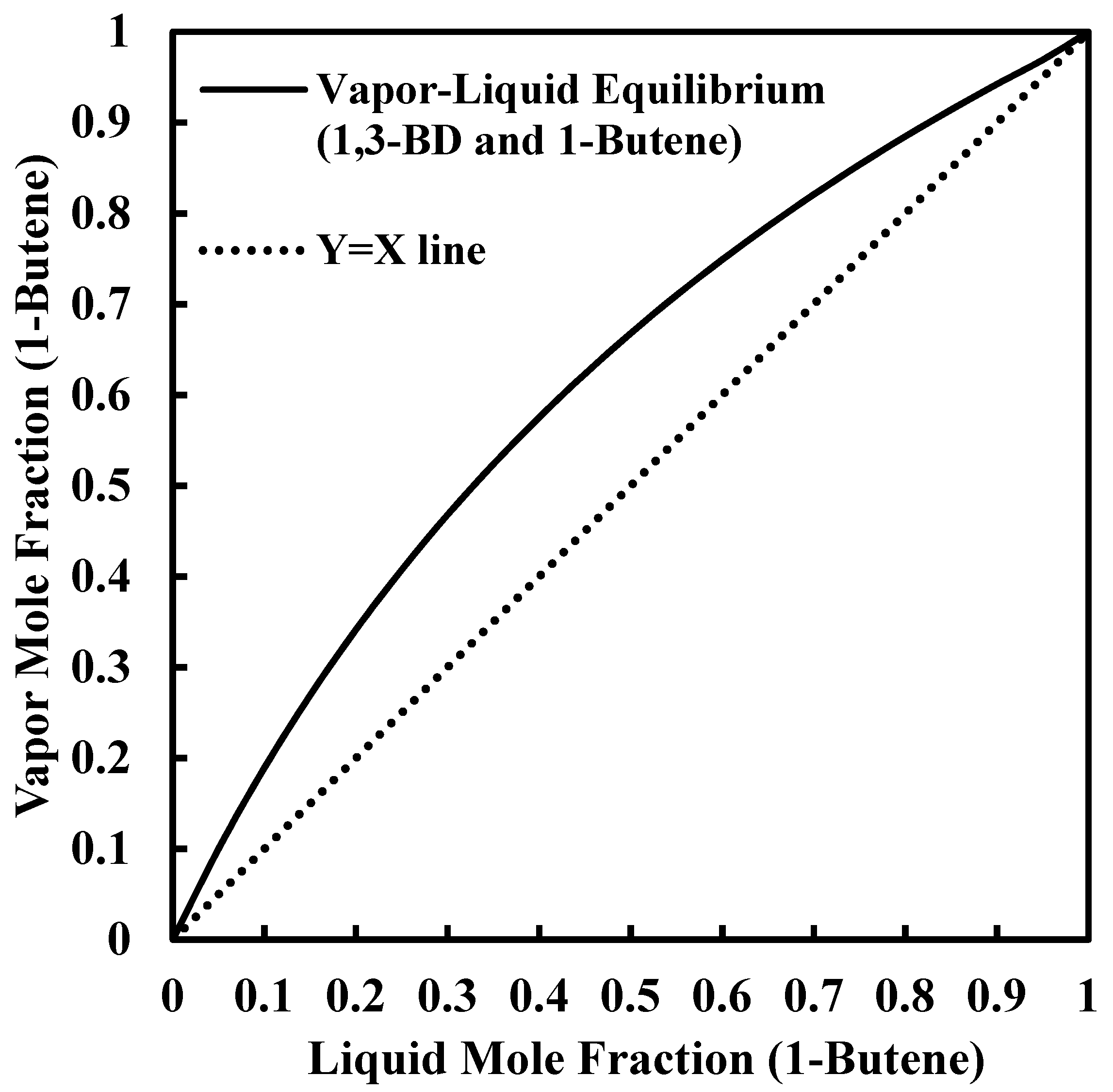
The VLE for 1,3-BD and 1-butene changes due to the solubility variance of 1,3-BD in NMP when NMP is introduced at the top of the extractive distillation column in the liquid phase, as shown in Figure 5. The make-up water decreases the operating temperature, reducing the operating costs and preventing 1,3-BD oligomerization [18]. In the extractive distillation column, 1,3-BD, water, and NMP (BD-1) are transported to the stripper where most of the 1-butene (OFFGAS) is transported to the top side. Subsequently, part of the 1,3-BD, water, and NMP (H2O-NMP1) are discharged to the bottom of the stripper and 1,3-BD (BD-3) is recycled from the top side of the NMP recovery column. The highly-purified 1,3-BD (ED-BD) is then separated from the water (Waste-Water1) through the bottom of the BD recovery column. The NMP is recycled into the extractive distillation column with water (H2O-NMP3 and H2O-NMP4). In addition, the heavy-impurity removal drum eliminates impurities heavier than NMP, such as 1,3-BD oligomers.
4. Results and Discussion
4.1. Column Specifications and Performance
Table 1 summarizes the column specifications and total heat duty for both of the processes used herein for 1,3-BD purification. Although the conventional distillation process uses fewer columns than the extractive distillation process, its total number of column stages and heat duty values are higher than those of the extractive distillation process. This is because the separation of 1,3-BD from 1-butene via distillation requires a large amount of heat and many column stages, as explained in Section 2. The heat duty and the number of stages in the column (first distillation column) were approximately 2.51 MW and 80 stages, respectively. In addition, the second distillation column required 56 stages, owing to the similar boiling points of 1,3-BD and 2-butene.
Table 2 summarizes the stream information (BD-FEED), amount of 1,3-BD recovered using each process, and recovery rates. The recovery rate was calculated, as follows (Equation (1)):
Here, RBD represents the 1,3-BD recovery rate in the process, BDD(ED)−BD indicates the amount of 1,3-BD in the conventional distillation process (or extractive distillation process), and BDBD−FEED is the amount of 1,3-BD that is transported to the 1,3-BD purification unit.
The simulation results show that 94% and 99% of the 1,3-BD can be recovered via conventional and extractive distillation processes, respectively. The 1,3-BD purified while using both processes satisfied the product specification (>99% purity), as presented in the Supplementary Materials (S8).
4.2. Economic Assessment
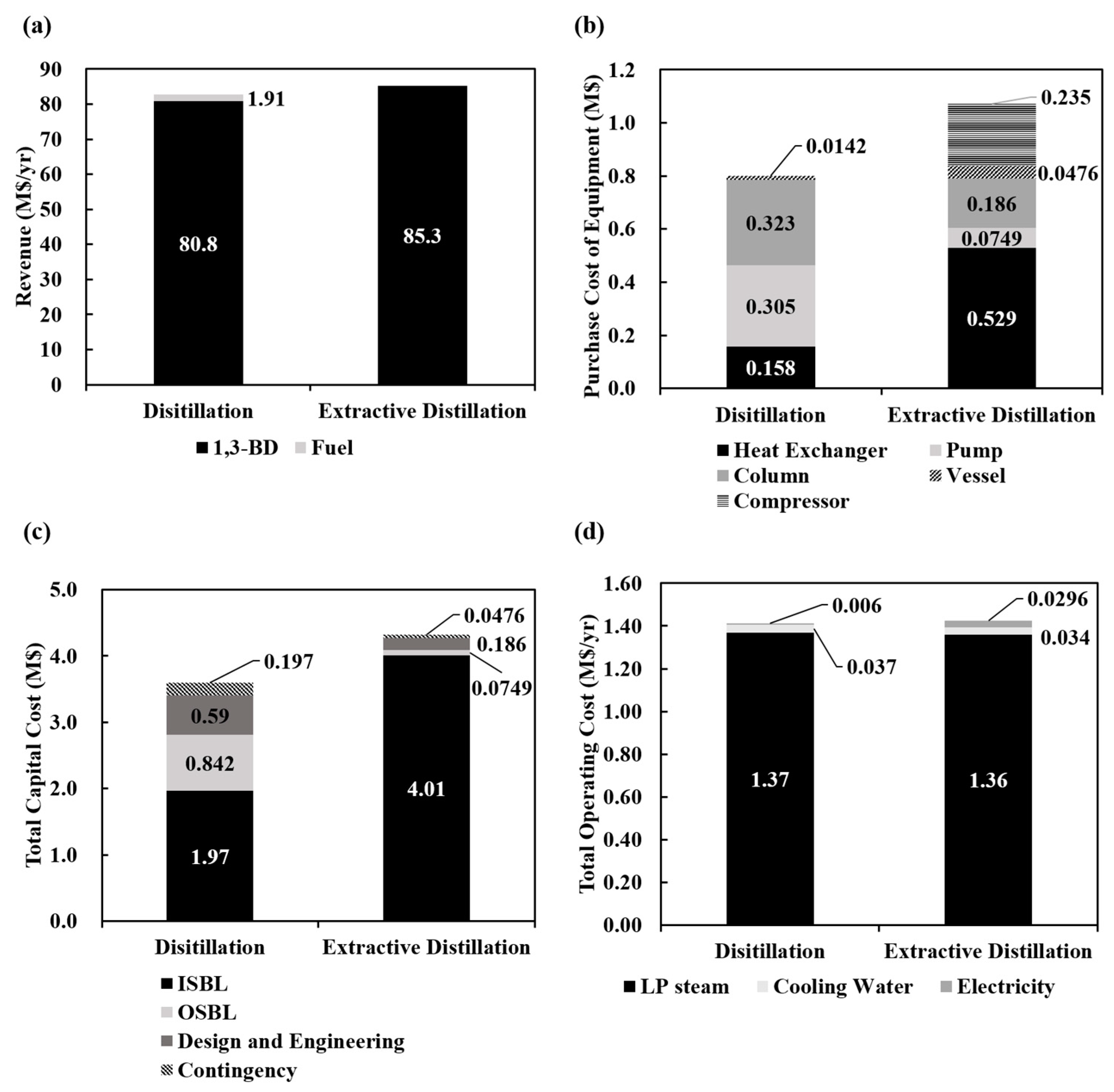
The economic feasibility of the 1,3-BD purification units was analyzed for the conventional and extractive distillation processes. Estimating the economics of the subsequent steps of the two processes is unnecessary because they are identical. Figure 6 compares the economic assessment results, which include the total capital cost, total operating cost, and revenue. The calculation method, equations, and estimated values are included in the Supplementary Materials (Table S11).
The following assumptions were used for the economic analysis.
- (1)
- The plant is located on the west coast of the USA.
- (2)
- The plant operates for 8000 h annually.
- (3)
- The plant is constructed using stainless steel (SS304 or SS316) because 1,3-BD is corrosive to carbon steel.
The total capital cost of the extractive distillation process is higher than that of the conventional distillation process due to the increased number of columns and the additional compressor required. However, the operating costs of the two processes are similar, even though that of the extractive distillation process includes the costs of make-up water and NMP, because the first distillation column in the conventional distillation process requires much higher energy at approximately 3.59 MW. The revenue was calculated by assuming that 1,3-BD was priced at $3/kg, including fuel, and that the recovery rate increased from approximately 94% to 99%.
4.3. Economic Feasibility with a Changing 1,3-BD Price
The payback time is the time that is required to recover an investment cost in terms of profits. The payback time can be estimated, as follows (Equation (2)):
The total fixed capital investment was estimated as the sum of the total capital cost and working capital, which was calculated as 20% of the total capital cost. The start-up cost was 10% of the total fixed capital investment and the taxes were also considered while using Turton’s method. The depreciation was 5% of the total fixed capital cost, which is similar to that of the running time of similar plants [20,21].
The modified payback time was used to compare the economic feasibility of the two processes, which is the time that is required to recover the difference in the investment between the conventional and extractive distillation processes with respect to the difference in their profits. The modified payback time was calculated, as follows (Equation (3)):
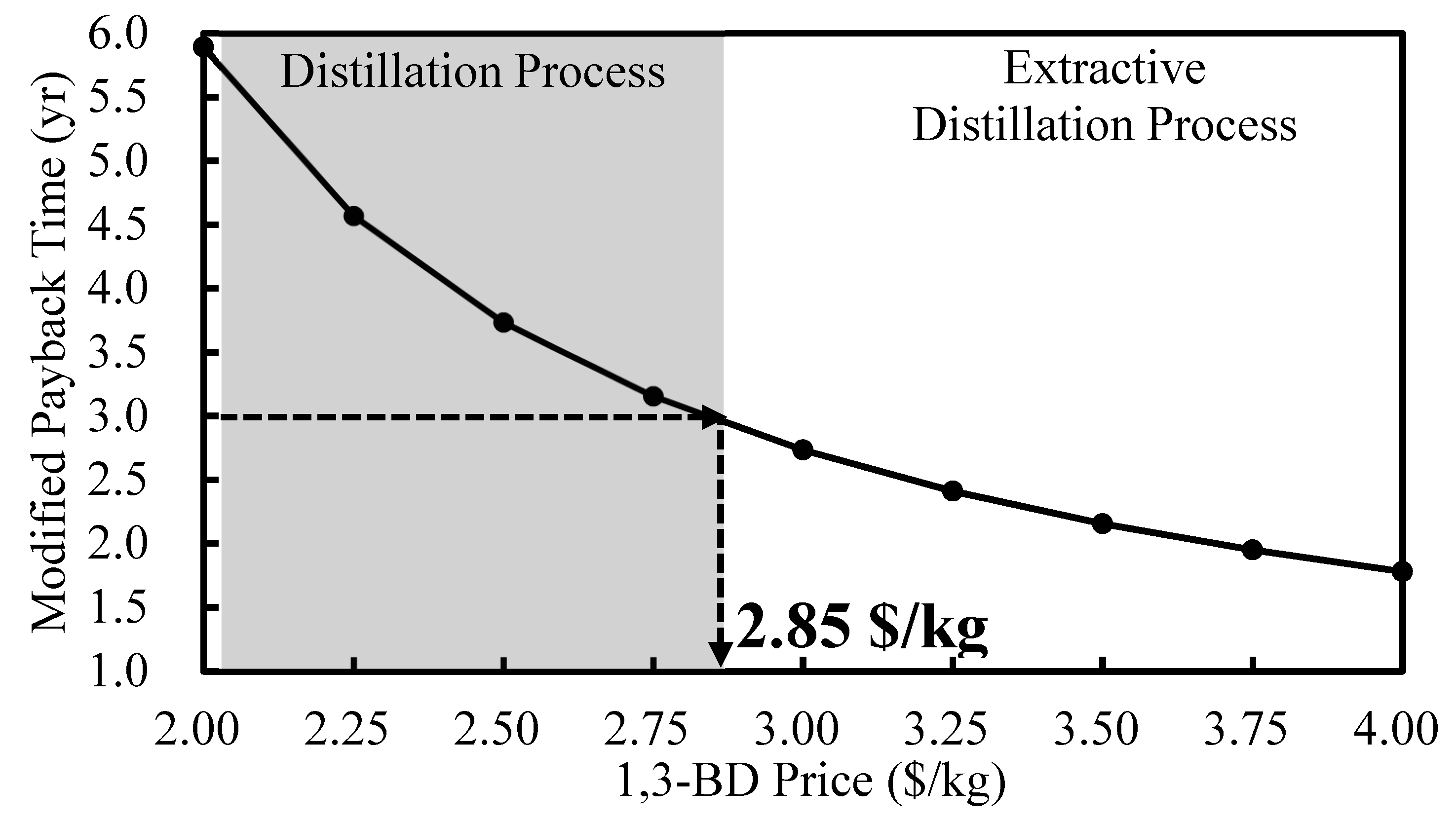
If the modified payback time is <3 years, which is the normal time that is required for constructing a profitable commercial plant, the extractive distillation process is more profitable than conventional distillation because the difference in the investment for both the processes can be recovered using the difference in profits within three years [20].
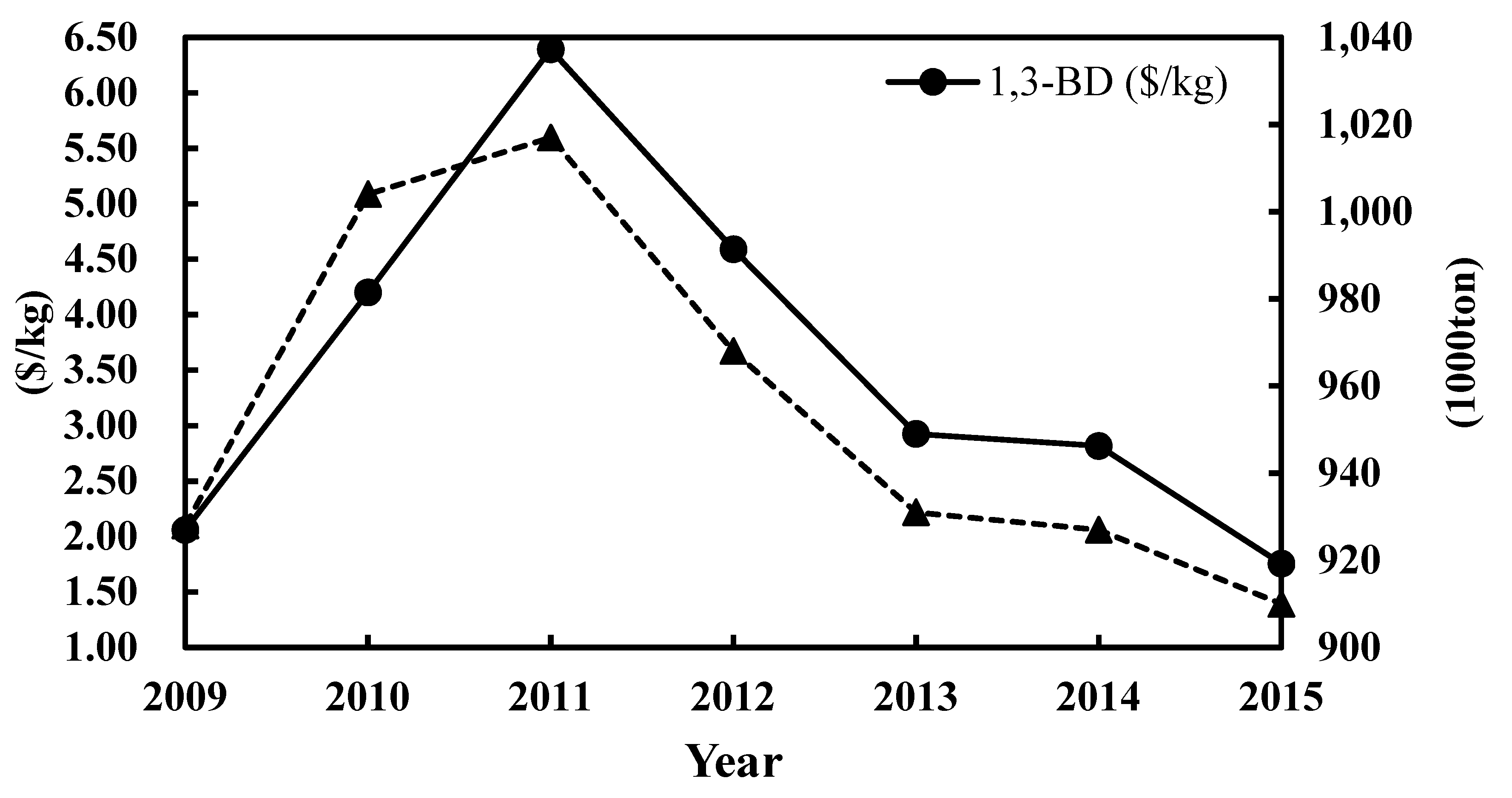
Next, we considered the profitability of the 1,3-BD purification process, which is significantly influenced by the market price of 1,3-BD. Its price is highly dependent on the automobile tire market, as depicted in Figure 7.
Figure 8 shows the modified payback time with the changing prices of 1,3-BD, for which the profitability can be determined while using a payback time of three years. When the price of 1,3-BD is $2.85/kg, the modified payback time is three years. Therefore, when the price of 1,3-BD is higher than $2.85/kg, the extractive distillation process is more profitable. Otherwise, the normal distillation system more economically separates 1,3-BD from 1-butene (gray zone in Figure 8), even though the 1,3-BD recovery rate is relatively low. The conventional distillation process is currently more profitable than extractive distillation, given that the average price from 2013 to 2015 was $2.5/kg.
5. Conclusions
An extractive distillation process was proposed to increase the 1,3-BD recovery rates by efficiently separating 1,3-BD from 1-butene, and its performance was compared with that of the conventional distillation process. Conventional and extractive distillation processes were designed, and the 1,3-BD recovery rates were estimated to be approximately 94% and 99%, respectively. Both of the processes were analyzed in terms of their economic feasibility. Based on the modified payback time, which uses the difference between the conventional and extractive distillation processes in terms of the investment and profit, the extractive distillation process is more profitable when the price of 1,3-BD is ≥$2.85/kg. When considering that the current market price of 1,3-BD is approximately $2.5/kg (2013–2015), the conventional distillation process retains its economic advantages in the current business environment. However, extractive distillation will become more profitable when the 1,3-BD price increases to >$2.85/kg.
Supplementary Materials
The following are available online at https://www.mdpi.com/2227-9717/7/7/410/s1, Table S1: Stream information of distillation process, Table S2: Stream information of extractive distillation process; Table S3: Product Specification; Table S4: Column Specification of distillation process, Table S5: Column Specification of extractive distillation process; Table S6: Data Source of Binary Parameters, Table S7: Binary Parameters (NRTL1) of distillation process, Table S8: Binary Parameters (NRTL1) of extractive distillation processes; Table S9: Binary Parameters (NRTL2) of distillation process, Table S10: Binary Parameters (NRTL2) of extractive distillation processes; Table S11: Detailed Economic Assessment, Table S12: Revenue and Utility Summary of distillation and extractive distillation processes.
Author Contributions
D.S. performed all the simulation works, guided by C.-J.L. Y.-G.Y. conducted all economic analysis and wrote the paper, while S.-K.S. revised the final document.
Funding
This research received no external funding.
Acknowledgments
This research was supported by the Chung-Ang University Research Scholarship Grants in 2017 and the National Research Foundation of Korea (NRF) grant funded by the Korea government (MSIT) (No. 2019R1G1A1003364).
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
| 1,3-BD | 1,3-Butadiene |
| 2,3-BDO | 2,3-Butanediol |
| DMF | Dimethylformamide |
| ED-BD | 1,3-BD product stream of the extractive distillation process |
| ISBL | Inside battery limits |
| NMP | N-methyl-2-pyrrolidone |
| NRTL | Non-random two-liquid model |
| NRTL-RK | Non-random two-liquid Redlich–Kwong model |
| OSBL | Outside battery limits |
| D-BD | 1,3-BD product stream of the distillation process |
| UNIFAC | UNIQUAC functional group activity coefficient |
| UNIQUAC | Universal quasi-chemical model |
| VLE | Vapor-liquid equilibrium |
References
- White, W.C. Butadiene production process overview. Chem. Biol. Interact. 2007, 166, 10–14. [Google Scholar] [CrossRef] [PubMed]
- Celińska, E.; Grajek, W. Biotechnological production of 2,3-butanediol-Current state and prospects. Biotechnol. Adv. 2009, 27, 715–725. [Google Scholar] [CrossRef] [PubMed]
- Köpke, M.; Mihalcea, C.; Liew, F.; Tizard, J.H.; Ali, M.S.; Conolly, J.J.; Al-Sinawi, B.; Simpson, S.D. 2,3-Butanediol Production by Acetogenic Bacteria, an Alternative Route to Chemical Synthesis, Using Industrial Waste Gas. Appl. Environ. Microbiol. 2011, 77, 5467–5475. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Duan, H.; Yamada, Y.; Sato, S. Efficient production of 1,3-butadiene in the catalytic dehydration of 2,3-butanediol. Appl. Catal. A Gen. 2015, 491, 163–169. [Google Scholar] [CrossRef]
- Nguyen, N.T.T.; Matei-Rutkovska, F.; Huchede, M.; Jaillardon, K.; Qingyi, G.; Michel, C.; Millet, J.M.M. Production of 1,3-butadiene in one step catalytic dehydration of 2,3-butanediol. Catal. Today 2019, 323, 62–68. [Google Scholar] [CrossRef]
- Kim, W.; Shin, W.; Lee, K.J.; Cho, Y.S.; Kim, H.S.; Filimonov, I.N. 2,3-Butanediol dehydration catalyzed by silica-supported alkali phosphates. Appl. Catal. A Gen. 2019, 570, 148–163. [Google Scholar] [CrossRef]
- Song, D. Modeling of a Pilot-Scale Fixed-Bed Reactor for Dehydration of 2,3-Butanediol to 1,3-Butadiene and Methyl Ethyl Ketone. Catalysts 2018, 8, 72. [Google Scholar] [CrossRef]
- Haider, J.; Qyyum, M.A.; Hussain, A.; Yasin, M.; Lee, M. Techno-economic analysis of various process schemes for the production of fuel grade 2,3-butanediol from fermentation broth. Biochem. Eng. J. 2018, 140, 93–107. [Google Scholar] [CrossRef]
- Hong, J.; Van Duc Long, N.; Harvianto, G.R.; Haider, J.; Lee, M. Design and optimization of multi-effect-evaporation-assisted distillation configuration for recovery of 2,3-butanediol from fermentation broth. Chem. Eng. Process. Process Intensif. 2019, 136, 107–115. [Google Scholar] [CrossRef]
- Penner, D.; Redepenning, C.; Mitsos, A.; Viell, J. Conceptual Design of Methyl Ethyl Ketone Production via 2,3-Butanediol for Fuels and Chemicals. Ind. Eng. Chem. Res. 2017, 56, 3947–3957. [Google Scholar] [CrossRef]
- Song, D.; Yoon, Y.G.; Lee, C.J. Conceptual design for the recovery of 1,3-Butadiene and methyl ethyl ketone via a 2,3-Butanediol-dehydration process. Chem. Eng. Res. Des. 2017, 123, 268–276. [Google Scholar] [CrossRef]
- Harvianto, G.R.; Haider, J.; Hong, J.; Van Duc Long, N.; Shim, J.J.; Cho, M.H.; Kim, W.K.; Lee, M. Purification of 2,3-butanediol from fermentation broth: Process development and techno-economic analysis. Biotechnol. Biofuels 2018, 11, 18. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Yin, X.; Ouyang, P. Simulation of 1,3-Butadiene Production Process by Dimethylfomamide Extractive Distillation. Chin. J. Chem. Eng. 2009, 17, 27–35. [Google Scholar] [CrossRef]
- Farzad, S.; Mandegari, M.A.; Görgens, J.F. Integrated techno-economic and environmental analysis of butadiene production from biomass. Bioresour. Technol. 2017, 239, 37–48. [Google Scholar] [CrossRef] [PubMed]
- Song, D.; Yoon, Y.G.; Lee, C.J. Techno-economic evaluation of the 2,3-butanediol dehydration process using a hydroxyapatite-alumina catalyst. Korean J. Chem. Eng. 2018, 35, 2348–2354. [Google Scholar] [CrossRef]
- Carlson, E.C. Don’t gamble with physical properties for simulations. Chem. Eng. Prog. 1996, 92, 35–46. [Google Scholar]
- Kim, Y.H.; Kim, S.Y.; Lee, B. Simulation of 1,3-butadiene extractive distillation process using N-methyl-2-pyrrolidone solvent. Korean J. Chem. Eng. 2012, 29, 1493–1499. [Google Scholar] [CrossRef]
- Henglein, F.A. Chemical Technology, 1st ed.; Pergamon Press: Oxford, UK, 1969; ISBN 978-14-8316-025-2. [Google Scholar]
- Sinnott, R.K.; Towler, G. Chemical Engineering Design, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2013; ISBN 9780080966595. [Google Scholar]
- Douglas, J.M. Conceptual Design of Chemical Processes; McGraw-Hill Science: New York, NY, USA, 1988; ISBN 0-07-017762-7. [Google Scholar]
- Lim, Y.; Lee, C.J.; Jeong, Y.S.; Song, I.H.; Lee, C.J.; Han, C. Optimal design and decision for combined steam reforming process with dry methane reforming to reuse CO2 as a raw material. Ind. Eng. Chem. Res. 2012, 51, 4982–4989. [Google Scholar] [CrossRef]
- Hyde, B.; Koster, R.; Chen, W.; Song, A.; Maselli, J.; Salamanca, S. Global C4 Olefins & Elastomers: Appendix; IHS Markit: London, UK, 2017. [Google Scholar]
Figure 1.
Block flow diagram of the process used to produce 1,3-Butadiene (1,3-BD) and methyl ethyl ketone (MEK) [11].
Figure 1.
Block flow diagram of the process used to produce 1,3-Butadiene (1,3-BD) and methyl ethyl ketone (MEK) [11].

Figure 2.
Vapor-liquid equilibrium curve of 1,3-BD and 1-butene.
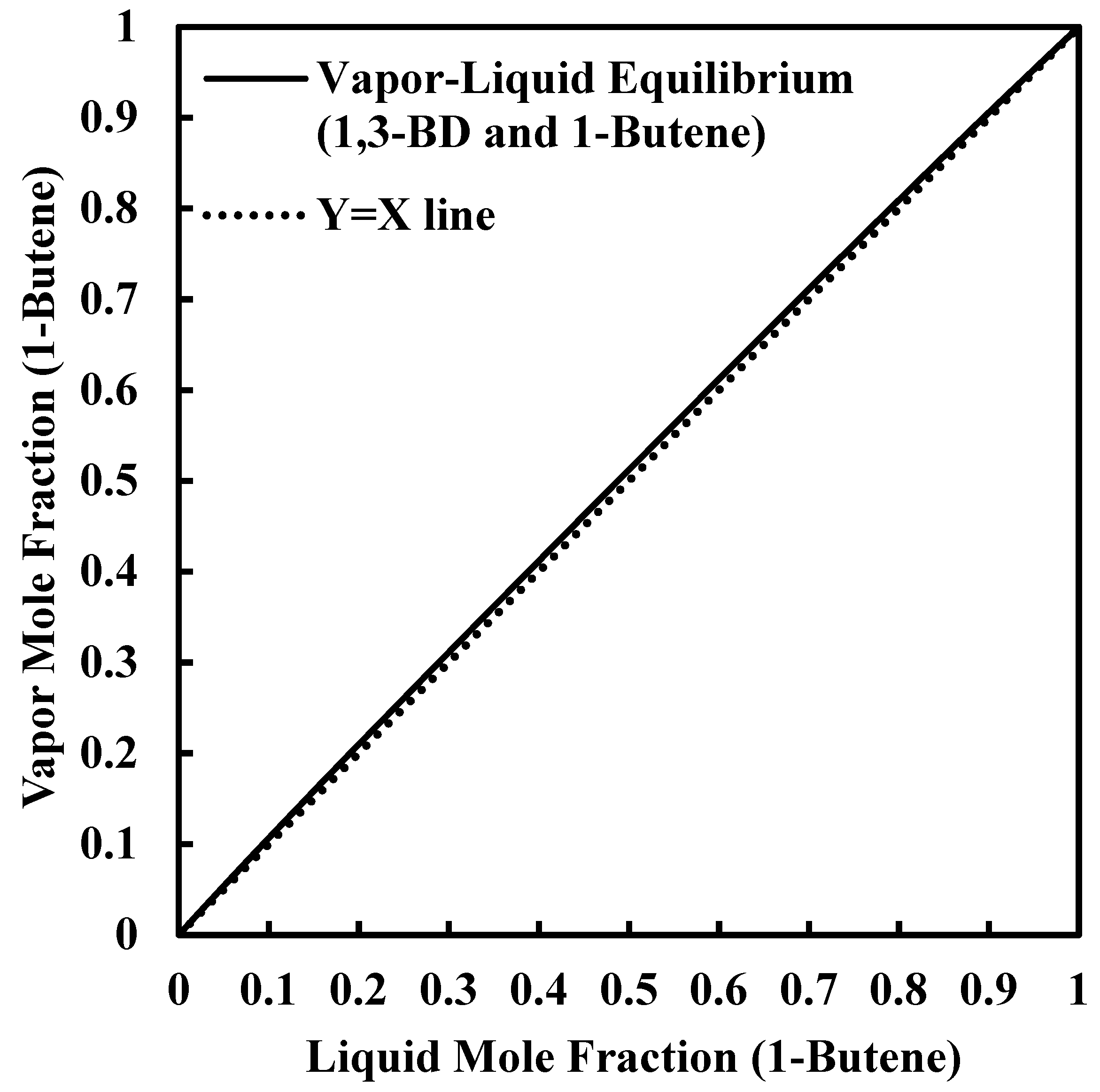
Figure 3.
The 1,3-BD purification unit for the conventional distillation process [11].
Figure 3.
The 1,3-BD purification unit for the conventional distillation process [11].

Figure 4.
The 1,3-BD purification unit used for the extractive distillation process.
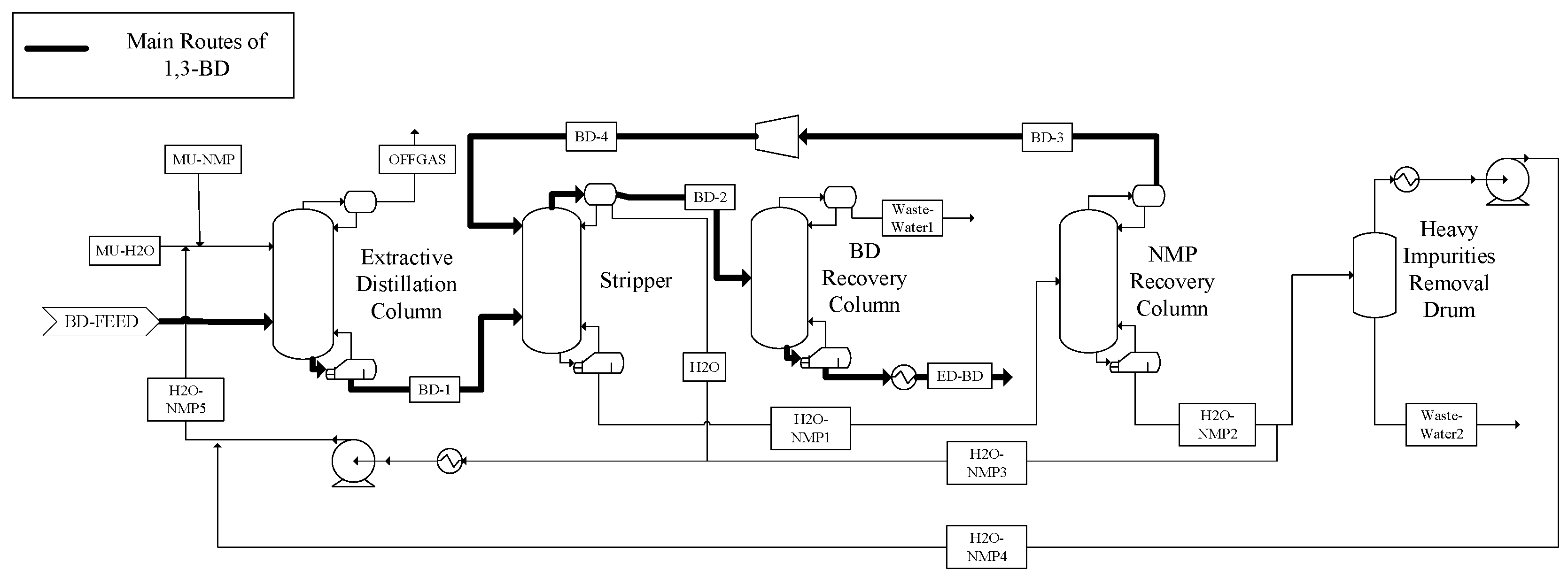
Figure 5.
Vapor-liquid equilibrium curve of 1,3-BD and 1-butene upon introduction of N-methyl-2-pyrrolidone (NMP).
Figure 5.
Vapor-liquid equilibrium curve of 1,3-BD and 1-butene upon introduction of N-methyl-2-pyrrolidone (NMP).

Figure 6.
Comparison of the economics of the conventional and extractive distillation processes: (a) Revenue; (b) purchase cost of equipment; (c) total capital cost; and, (d) total operating cost [11,19].
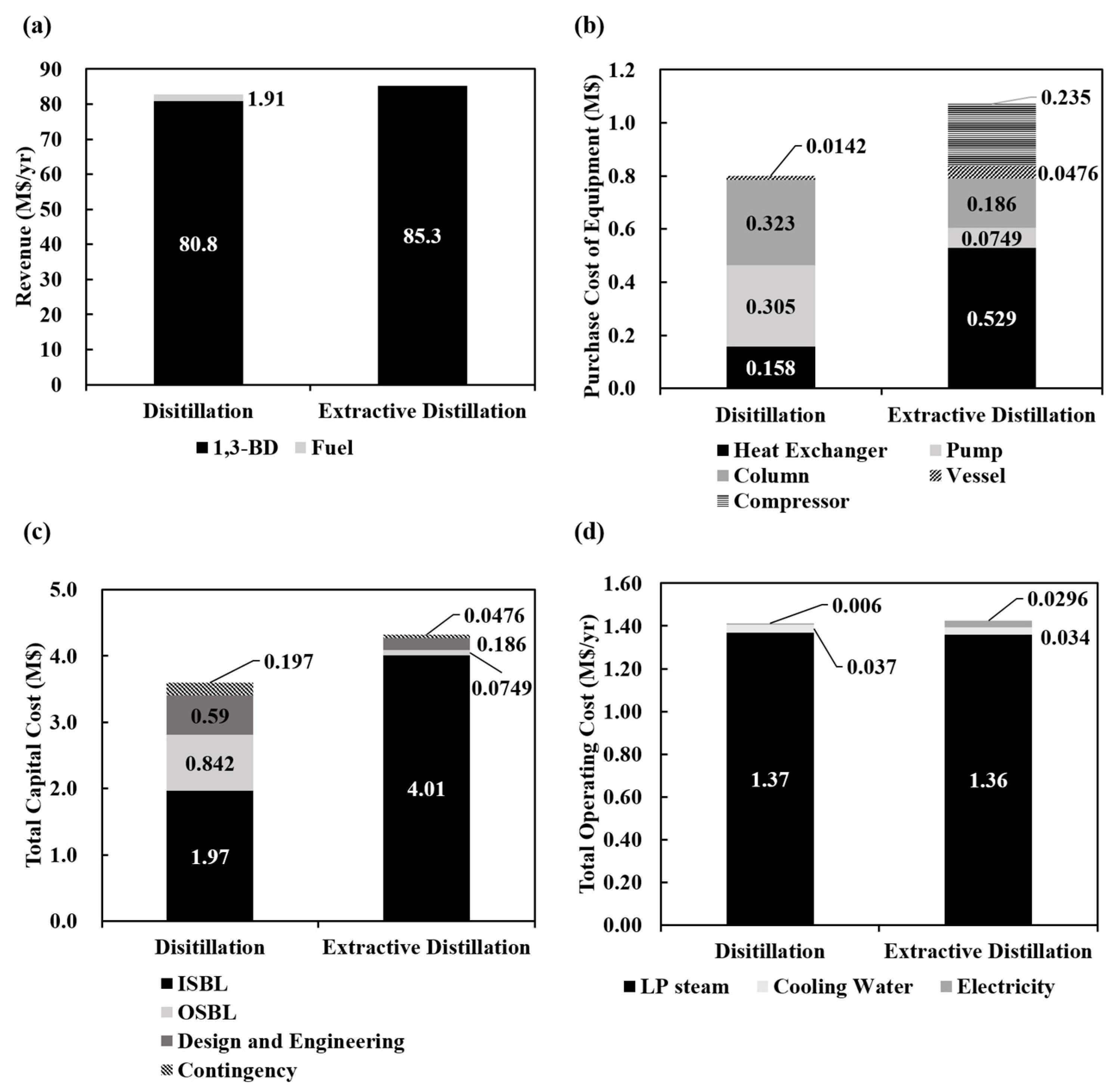
Figure 7.
The price of 1,3-BD and the consumption of automobile tires (2009–2015) [22].
Figure 7.
The price of 1,3-BD and the consumption of automobile tires (2009–2015) [22].

Figure 8.
Process feasibility with changing 1,3-BD price.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Summary of number of columns, number of stages, heat duty, and compressor electricity that are required for the processes tested herein.
Table 1.
Summary of number of columns, number of stages, heat duty, and compressor electricity that are required for the processes tested herein.
| Conventional Distillation Process | Extractive Distillation Process | |||||
|---|---|---|---|---|---|---|
| Column | Name | Number of stages | Heat duty (MW) | Name | Number of stages | Heat duty (MW) |
| 1st distillation column | 80 | 2.51 | Extractive distillation column | 36 | 1.43 | |
| 2nd distillation column | 56 | 1.08 | Stripper | 15 | 1.05 | |
| - | - | - | NMP recovery column | 5 | 0.675 | |
| - | - | - | BD recovery column | 15 | 0.0165 | |
| Compressor | None | Electricity [kW] | 51.3 | |||
Table 2.
Performance comparison of the distillation and extractive distillation processes.
| Stream | BD-FEED | D-BD [11] | ED-BD | |
|---|---|---|---|---|
| Property | ||||
| Mass flow rate (kg/h) | 3628 | 3367 | 32 | |
| Mass fraction | ||||
| 1,3-BD | 0.977 | 0.99 | 0.993 | |
| 1,3-BD recovery rate (%) | 94 | 99 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Song, D.; Yoon, Y.-G.; Seo, S.-K.; Lee, C.-J. Improvement of 1,3-Butadiene Separation in 2,3-Butanediol Dehydration Using Extractive Distillation. Processes 2019, 7, 410. https://doi.org/10.3390/pr7070410
AMA Style
Song D, Yoon Y-G, Seo S-K, Lee C-J. Improvement of 1,3-Butadiene Separation in 2,3-Butanediol Dehydration Using Extractive Distillation. Processes. 2019; 7(7):410. https://doi.org/10.3390/pr7070410
Chicago/Turabian StyleSong, Daesung, Young-Gak Yoon, Seung-Kwon Seo, and Chul-Jin Lee. 2019. "Improvement of 1,3-Butadiene Separation in 2,3-Butanediol Dehydration Using Extractive Distillation" Processes 7, no. 7: 410. https://doi.org/10.3390/pr7070410
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.