Experimental Investigation of the Decarburization Behavior of Medical Waste Incinerator Fly Ash (MWIFA)

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Flotation Equipment and Method
2.3. Analytical Method
3. Results
3.1. Effect of Kerosene Concentration
3.2. Effect on MIBC Concentration
3.3. Effect of Tween 80
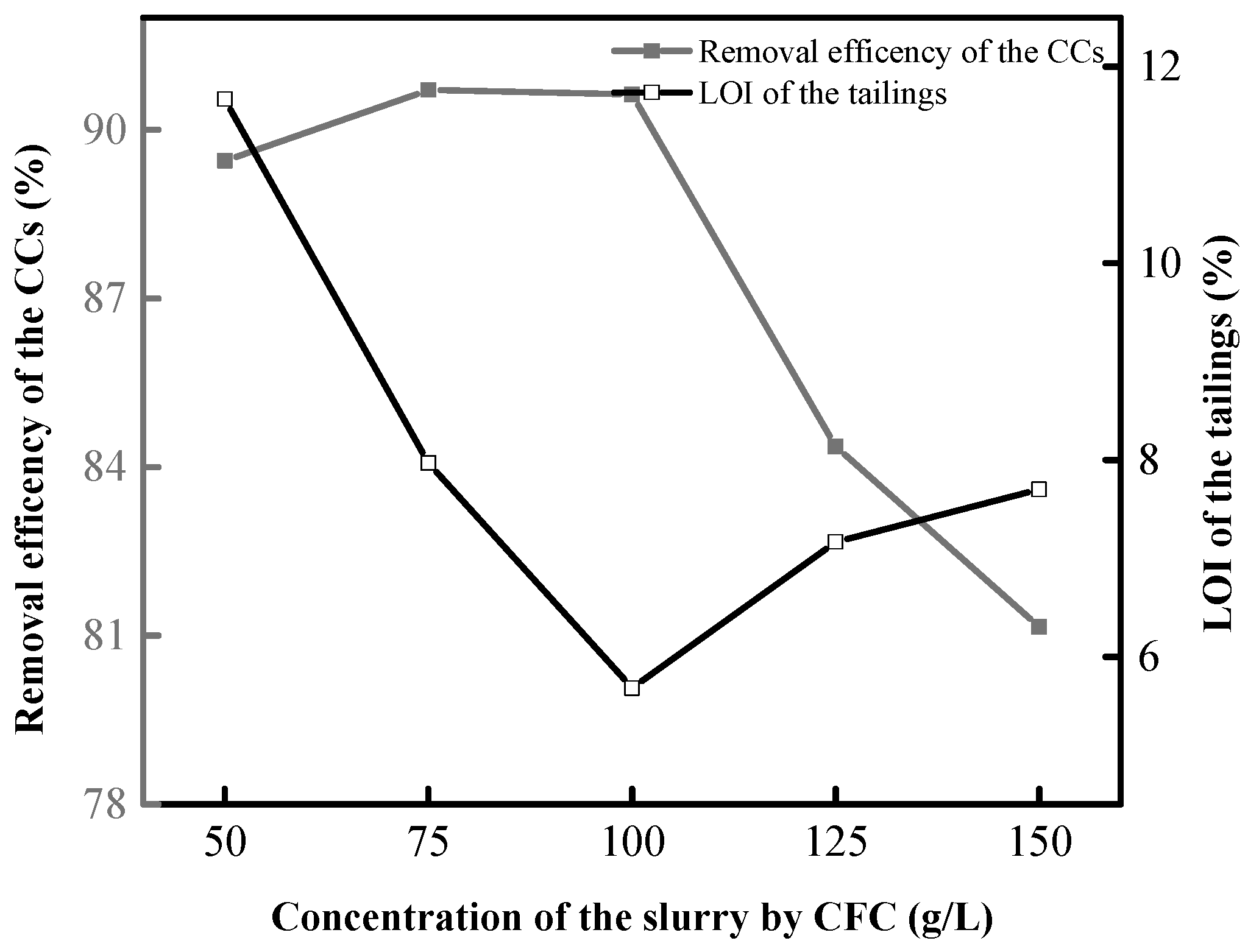
3.4. Effect of Slurry Concentration
3.5. Effect of Pump Speed/Impeller Speed
3.6. FSCMC and CFC under Optimum Conditions
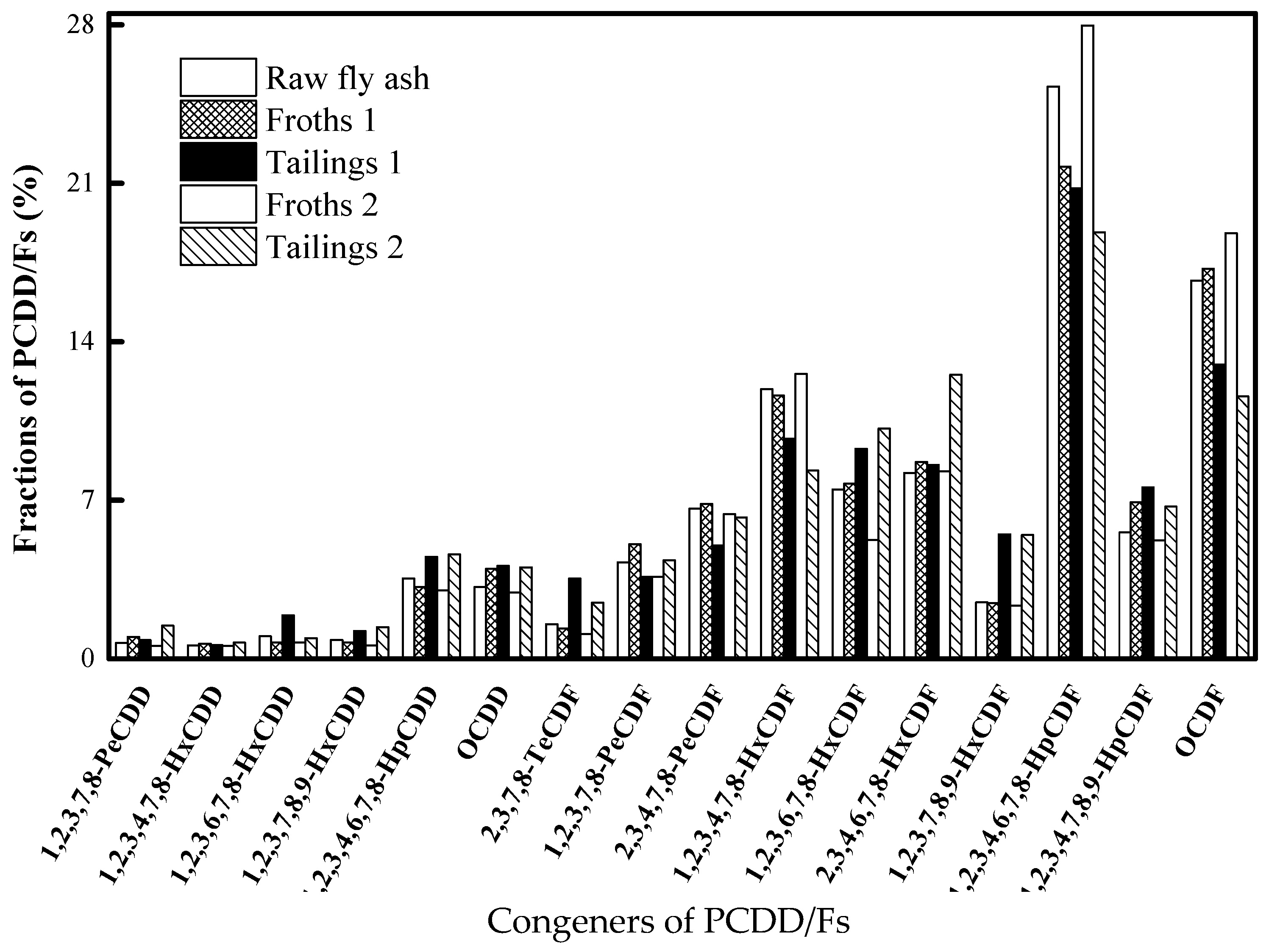
3.7. Dioxin Removal Results under the Optimum Decarburization Conditions
4. Conclusions
- (1)
- For FCMSC, the optimum flotation conditions were as follows: kerosene dosage 3.5 g/kg·ash, MIBC dosage 0.2 g/kg·ash, Tween 80 percentage 7.5%, slurry concentration 100 g/L, circulation pump speed 380 r/min. Under these conditions, a froth product with 91.88% CC removal and a tailing product with 4.96% LOI were obtained.
- (2)
- For CFC, 90.63% of the CCs could be removed and the LOI in the tailings reached 5.68% by optimizing the flotation parameters at 3 g/kg·ash of kerosene, 0.1 g/kg·ash of MIBC, 5% of Tween 80, slurry 100 g/L of slurry concentration and 2000 r/min of impeller speed.
- (3)
- Under the respective optimum conditions of the two flotation devices, the dioxin removal efficiency by FCMSC (90.98%) was slightly higher than that by CFC (88.65%), which is related to the slightly high CC removal efficiency in the former.
- (4)
- The flotation by FCMSC was proven to be able to successfully remove and concentrate most CCs and dioxins from MWIFA to the froth, which made the froth suitable for recirculation as an incinerator fuel and the realization of the decomposition of dioxins. Meanwhile, the TEQs of the dioxins in the tailings purified by flotation could be decreased to 1.94 ng I-TEQ/g, which conforms to the landfill site regulation (3 ng I-TEQ/g). Then, the following dual purposes can be achieved by the flotation of MWIFA: the almost complete destruction of dioxins at low cost and the direct disposal of the tailings in landfill. Therefore, FCMSC is one of the most promising alternatives for industrial applications of MWIFA.
Author Contributions
Funding
Conflicts of Interest
References
- Xie, Y.J.; Zhu, J.X. Leaching toxicity and heavy metal bioavailability of medical waste incineration fly ash. J. Mater. Cycles Waste Manag. 2013, 15, 440–448. [Google Scholar] [CrossRef]
- Pan, X.C.; Yan, J.H.; Xie, Z.M. Detoxifying PCDD/Fs and heavy metals in fly ashes from medical waste incinerators with a DC double arcs plasma torch. J. Environ. Sci. 2013, 25, 1362–1367. [Google Scholar] [CrossRef]
- Chinese Ministry of Environmental Protection; National Development and Reform Commission. Dangerous Wastes Catalogue; HW18; Chinese Ministry of Environmental Protection; National Development and Reform Commission: Beijing, China, 2018.
- Shibayama, A.; Kim, Y.K.; Harjanto, S. Remediation of contaminated soil by fly ash containing dioxins from incineration by using flotation. Mater. Trans. 2005, 46, 990–995. [Google Scholar] [CrossRef]
- Huang, Y.; Takaoka, M.; Takeda, N.; Oshita, K. Partial removal of PCDD/Fs, coplanar PCBs, and PCBs from municipal solid waste incineration fly ash by a column flotation process. Environ. Sci. Technol. 2007, 41, 257–262. [Google Scholar] [CrossRef] [PubMed]
- Ahmaruzzaman, M. A review on the utilization of fly ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Lu, S.Y.; Ji, Y.; Buekens, A.; Ma, Z.Y.; Jin, Y.Q.; Li, X.D.; Yan, J.H. Activated carbon treatment of municipal solid waste incineration flue gas. Waste Manag. Res. 2013, 31, 169–177. [Google Scholar] [CrossRef] [PubMed]
- Charles, H.K.L.; Alvin, W.M.I.; John, P.B.; Gordon, M. Use of Incineration MSW Ash: A Review. Sustainability 2010, 2, 1943–1968. [Google Scholar]
- Liu, H.Q.; Wei, G.X.; Zhang, R. Removal of carbon constituents from hospital solid waste incinerator fly ash by column flotation. Waste Manag. 2013, 33, 168–174. [Google Scholar] [CrossRef] [PubMed]
- Chinese Ministry of Environmental Protection; State Administration of Quality Supervision and Quarantine. Standard for Pollution Control on the Landfill Site of Municipal Solid Waste; GB16889; Chinese Ministry of Environmental Protection; State Administration of Quality Supervision and Quarantine: Beijing, China, 2008.
- Fernando, W.A.M.; Ilankoon, I.M.S.K.; Syed, T.H.; Yellishetty, M. Challenges and opportunities in the removal of sulphate ions in contaminated mine water: A review. Miner. Eng. 2018, 117, 74–90. [Google Scholar] [CrossRef]
- Santander, M.; Valderrama, L.; Guevara, M.; Rubio, J. Adsorbing colloidal flotation removing metals ions in a modified jet cell. Miner. Eng. 2011, 24, 1010–1015. [Google Scholar] [CrossRef]
- Shi, S.X.; Zhang, M.; Fan, X.S.; Chen, D. Experimental and computational analysis of the impeller angle in a flotation cell by PIV and CFD. Int. J. Miner. Process. 2015, 142, 2–9. [Google Scholar] [CrossRef]
- Jorge, P.N.; Juan, B.R. Effect of pH, air velocity and frother concentration on combustible recovery, ash and sulphur rejection using column flotation. Fuel Process. Technol. 2012, 97, 30–37. [Google Scholar]
- Zhang, H.J.; Liu, J.T.; Wang, Y.T.; Cao, Y.J.; Ma, Z.L.; Li, X.B. Cyclonic-static micro-bubble flotation column. Miner. Eng. 2013, 45, 1–3. [Google Scholar] [CrossRef]
- Huang, Y.; Masaki, T.K.; Nobuo, T.K. Removal of unburned carbon from municipal solid waste fly ash by column flotation. Waste Manag. 2003, 23, 307–313. [Google Scholar] [CrossRef]
- Li, X.; Xu, H.; Liu, J.; Zhang, J.; Li, J.; Gui, Z. Cyclonic state micro-bubble flotation column in oil-in-water emulsion separation. Sep. Purif. Technol. 2016, 165, 101–106. [Google Scholar] [CrossRef]
- Cao, Y.J.; Li, G.S.; Liu, J.T.; Zhang, H.J.; Zhai, X. Removal of unburned carbon from fly ash using a cyclonic-static microbubble flotation column. J. South Afr. Inst. Min. Metall. 2012, 112, 891–896. [Google Scholar]
- Yan, X.K.; Shi, R.; Xu, Y.J.; Wang, A.; Liu, Y.; Wang, L.J.; Cao, Y.J. Bubble behaviors in a lab-scale cyclonic-static micro-bubble flotation column. Asia Pac. J. Chem. Eng. 2016, 11, 939–948. [Google Scholar] [CrossRef]
- Cao, Y.J.; Shang, L.P.; Yang, X.H. Research on 730 series frother for copper sulfide ore separation by cyclonic-static microbubble flotation column. Procedia Earth Planet. Sci. Lett. 2009, 1, 771–775. [Google Scholar]
- Gui, X.H.; Cao, Y.J.; Xing, Y.W.; Yang, Z.L.; Wang, D.Y.; Li, C.W. A two-stage process for fine coal flotation intensification. Powder Technol. 2017, 313, 361–368. [Google Scholar] [CrossRef]
- Wei, G.X.; Liu, H.Q.; Zhang, R.; Zhu, Y.W.; Xu, X. Mass concentrations of polychlorinated dibenzo-p-dioxins and dibenzofurans (PCDD/Fs) and heavy metals in different size fractions of hospital solid waste incinerator fly ash particles. Aerosol Air Qual. Res. 2016, 16, 1569–1578. [Google Scholar] [CrossRef]
- Liu, H.Q.; Liu, F.; Wei, G.X.; Zhang, R.; Zhu, Y.W. Effects of surfactants on the removal of carbonaceous matter and dioxins from weathered incineration fly ash. Aerosol Air Qual. Res. 2017, 17, 2338–2347. [Google Scholar] [CrossRef]
- Jena, M.S.; Biswal, S.K.; Das, S.P.; Reddy, P.S.R. Comparative study of the performance of conventional and column flotation when treating coking coal fines. Fuel Process. Technol. 2008, 89, 1409–1415. [Google Scholar] [CrossRef]
- Zouboulis, A.I.; Lazaridis, N.K.; Zamboulis, D. Powdered Activated Carbon Separation from Water by Foam Flotation. Sep. Sci. Techonol. 1994, 29, 385–400. [Google Scholar] [CrossRef]
- Hacifazlioglu, H.; Sutcu, H. Optimization of some parameters in column flotation and a comparison of conventional cell and column cell in terms of flotation performance. J. Chin. Inst. Chem. Eng. 2007, 38, 287–293. [Google Scholar] [CrossRef]
- Wei, G.X.; Liu, H.Q.; Liu, F.; Zhang, R.; Zhu, Y.W.; Gao, S.Y. Reburning treatment of the froths obtained after the flotation of incinerator fly ash. Aerosol Air Qual. Res. 2017, 17, 1084–1096. [Google Scholar] [CrossRef]
- Wang, L.C.; Lee, W.J.; Lee, W.S.; Chang-Chien, G.P.; Tsai, P.J. Effect of chlorine content in feeding wastes of incineration on the emission of polychlorinated dibenzo-p-dioxins/dibenzofurans. Sci. Total Environ. 2003, 302, 185–198. [Google Scholar] [CrossRef]
- Chang, Y.M.; Dai, W.C.; Tsai, K.S. Reduction of PCDDs/PCDFs in MSWI fly ash using microwave peroxide oxidation in H2SO4/HNO3 solution. Chemosphere 2013, 91, 864–868. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compounds | SiO2 | CaO | Al2O3 | Fe2O3 | MgO | K2O | Na2O | SO3 | Cl | TiO | F | LOI |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mass fraction | 14.31 | 23.55 | 3.65 | 3.31 | 1.09 | 4.58 | 17.03 | 4.83 | 22.38 | 0.99 | 1.19 | 15.84 |
| Category | Raw Fly Ash | Product | |||
|---|---|---|---|---|---|
| FSCMC | CFC | ||||
| Froths 1 | Tailings 1 | Froths 2 | Tailings 2 | ||
| Yield/% | 17.85 | 17.74 | 17.90 | 17.71 | |
| LOI/% | 15.84 | 82.32 | 4.96 | 81.53 | 5.68 |
| Carbon removal/% | 91.62 | 90.63 | |||
| Total dioxins/ng/g | 89.85 | 457.94 | 25.16 | 444.54 | 30.79 |
| Total I-TEQ/ng I-TEQ/g | 6.98 | 36.96 | 1.94 | 32.25 | 2.70 |
| Dioxin removal/% | 90.98 | 88.56 | |||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, G.; Liu, H.; Liu, F.; Zeng, T.; Liu, G.; Zhou, J. Experimental Investigation of the Decarburization Behavior of Medical Waste Incinerator Fly Ash (MWIFA). Processes 2018, 6, 186. https://doi.org/10.3390/pr6100186
Wei G, Liu H, Liu F, Zeng T, Liu G, Zhou J. Experimental Investigation of the Decarburization Behavior of Medical Waste Incinerator Fly Ash (MWIFA). Processes. 2018; 6(10):186. https://doi.org/10.3390/pr6100186
Chicago/Turabian StyleWei, Guoxia, Hanqiao Liu, Fang Liu, Tongtong Zeng, Guisheng Liu, and Jianhua Zhou. 2018. "Experimental Investigation of the Decarburization Behavior of Medical Waste Incinerator Fly Ash (MWIFA)" Processes 6, no. 10: 186. https://doi.org/10.3390/pr6100186
APA StyleWei, G., Liu, H., Liu, F., Zeng, T., Liu, G., & Zhou, J. (2018). Experimental Investigation of the Decarburization Behavior of Medical Waste Incinerator Fly Ash (MWIFA). Processes, 6(10), 186. https://doi.org/10.3390/pr6100186