Abstract
The growing demand for renewable energy has spurred an interest in non-edible feedstocks for biofuel production. Ricinus communis (castor) seeds are a promising resource due to their high oil and starch content, as well as their adaptability to marginal lands. This study evaluated the integrated use of R. communis seeds for the production of biodiesel and bioethanol using eco-efficient technologies. Ultrasound-assisted extraction enhanced oil recovery reached a maximum yield of 34%, surpassing the conventional Soxhlet method. Transesterification was optimized through factorial design, achieving a predicted biodiesel yield of 97% (Qualitek 4.0, 90% confidence interval), with an experimental maximum yield of 90.8% under optimal conditions (24:1 methanol-to-oil ratio, 0.4% catalyst, 90% sonication amplitude, 60 min). The biodiesel met international standards for engine applications. Starch from the residual seed cake was hydrolyzed with enzymatic complexes, yielding 6.8 g/L of reducing sugars, equivalent to 91.4% hydrolysis yield. Fermentation of the hydrolysates with Zymomonas mobilis produced 3.1 g/L ethanol, corresponding to 90.8% of the theoretical yield. This integrated approach exemplifies a circular bioeconomy model by combining biodiesel and bioethanol production, maximizing resource utilization, and minimizing waste. The results highlight the potential of R. communis as a sustainable, scalable feedstock for renewable energy, contributing to energy security and environmental sustainability.
1. Introduction
The growing global demand for energy, driven by economic development and industrialization, has placed immense pressure on fossil fuel reserves, which remain the primary energy source worldwide. However, the extensive use and market volatility of these non-renewable resources have led to severe environmental and economic challenges, including the depletion of energy sources and the increasing concentration of greenhouse gases in the atmosphere, which significantly contributes to climate change [1,2]. These concerns have driven the search for cleaner, renewable alternatives that can reduce dependence on fossil fuels and mitigate their adverse environmental impact. Among the most promising alternatives, liquid biofuels such as biodiesel and bioethanol have emerged as key players in the transition toward cleaner energy due to their renewable nature and the capacity to be produced from various biological sources [3,4,5].
Biodiesel offers several advantages over conventional petrodiesel. It is biodegradable, non-toxic, and has lower greenhouse gas emissions, which makes it a cleaner-burning fuel. Additionally, its higher flash point compared to petrodiesel enhances its safety during transportation and storage. These benefits make biodiesel an attractive alternative, especially in regions where energy security and environmental concerns are critical [6,7]. Furthermore, biodiesel can be used in existing diesel engines without significant modifications, either as pure fuel or blended with conventional diesel, making it an easily adaptable solution for the energy sector [2,4,8].
Additionally, bioethanol, another crucial biofuel, has shown significant potential as a sustainable alternative for the transportation sector [9]. It can be used as a transportation fuel in its pure form but is often blended to increase gasoline additive octane and reduce vehicle emissions. Bioethanol has a higher heat of vaporization and octane rating compared to conventional fuels, and it is produced through fermentation from first-generation crops (such as potatoes, corn, and sugarcane) and second-generation lignocellulosic materials [5,10].
Biodiesel is a processed fuel equivalent to diesel, produced from biological sources. The properties of biodiesel are heavily influenced by the feedstock used, as it is primarily produced through the transesterification of vegetable oils or animal fats, converting triglycerides into fatty acid alkyl esters (FAAE) [2,8,11]. While edible oils, such as soybean, sunflower, and palm, are commonly used as feedstocks, rising concerns over food security have shifted attention to non-edible oils, like those derived from R. communis [12]. Castor oil, with its high oil content, drought resistance, and ability to grow on non-arable land, presents an ideal alternative to edible feedstocks [13,14]. Furthermore, castor oil’s adaptability to diverse climatic conditions, along with its extensive cultivation in countries such as India, China, and Brazil, makes it a highly viable feedstock for biodiesel production on a global scale [15,16,17].
In addition to biodiesel production, the use of R. communis seeds generates significant amounts of solid waste known as castor cake, a protein-rich byproduct of oil extraction; however, the presence of toxic protein ricin limits its use in animal feed. Despite this limitation, the high starch content of castor cake makes it an attractive candidate for bioethanol production, providing a dual benefit in biofuel generation. Thus, the comprehensive utilization of R. communis offers a sustainable pathway for producing both biodiesel and bioethanol, thereby reducing waste and optimizing resource utilization [9,12,18,19].
Moreover, advancements in extraction technologies, such as ultrasound-assisted methods, have the potential to improve the efficiency of biodiesel production significantly. These methods reduce processing time, increase yield, and lower solvent consumption, making the production process more cost-effective [19,20,21]. Similarly, the application of ultrasonic techniques in the hydrolysis process for bioethanol production from castor cakes enhances carbohydrate conversion rates, further improving the overall biofuel output [1]. These innovations not only optimize the production of biofuels but also contribute to reducing production costs and environmental impact.
Furthermore, this integrated use of R. communis seeds aligns with the framework of the circular bioeconomy, which emphasizes maximizing the value of biomass by converting different fractions into complementary products while reducing waste and environmental impact. By producing biodiesel from the oil fraction and bioethanol from the starch-rich cake, the present study exemplifies how a non-edible feedstock can be fully valorized to contribute to energy sustainability.
Despite the progress in biodiesel and bioethanol research, most studies have focused either on biodiesel from castor oil or on limited uses of castor cake, without exploring their combined potential in an integrated approach. Moreover, the systematic application of ultrasound-assisted technologies to both the transesterification and hydrolysis of R. communis has not been reported. This represents a knowledge gap in the development of non-edible feedstock biorefineries. The novelty of the present work lies in demonstrating an integrated ultrasound-assisted process that valorizes both oil and cake fractions of R. communis, thereby maximizing energy recovery and minimizing waste within a circular bioeconomy framework.
To address the challenges associated with biodiesel and bioethanol production, this study aimed to optimize the integral use of R. communis seeds to produce both biofuels. The primary objective was to enhance the efficiency of the oil extraction, transesterification, and hydrolysis processes by employing advanced technologies such as ultrasound-assisted methods, which have been shown to improve yields and reduce processing times [9]. By focusing on non-edible feedstocks like R. communis seeds, this study not only sought to provide a sustainable solution for biofuel production but also aimed to address the environmental and economic concerns associated with traditional energy sources. Additionally, the study explored the valorization of castor cake, a byproduct of biodiesel production, for bioethanol generation, thereby promoting a comprehensive and waste-minimizing approach to biofuel development.
2. Materials and Methods
2.1. Microorganisms and Sample Collection
For the present study, Z. mobilis strain, obtained from the Department of Biotechnology’s (Universidad Autónoma de Coahuila) microbial collection and isolated from agave syrup, was used to produce ethanol by fermentation. The culture was propagated according to ATCC guidelines. R. communis seeds were kindly provided by the Universidad Autonoma Agraria Antonio Narro and were harvested from R. communis plants growing wild on marginal lands around the institution, located in Saltillo, Coahuila, Mexico (GPS: 25°23′36″ N 101°00′02″ W). The seeds were first manually dehulled and cleaned to remove any impurities.
2.2. Stage 1: Biodiesel Production
2.2.1. R. communis Seed Oil Extraction
The oil extraction assessment from R. communis seeds was performed in two steps. All experiments were conducted in triplicate using a 125 mL glass batch reactor with 5 g of R. communis seeds at 63–65 °C and 50 mL of solvent (1:10 w/v ratio). Seeds pretreatment was first evaluated under two conditions: washing of seeds and drying at 80 °C for 24 h (T1); mechanical cutting of the seeds prior to T1 (T2), and control (seeds unpretreated). Oil extraction from pretreated/unpretreated seeds was carried out in a Soxhlet extractor (SE) using hexane as the solvent for 4 h. Subsequently, two different solvents (hexane and isopropanol) and a 1:1 mixture of both were tested using a Soxhlet extractor with and without ultrasound assistance for 2.5 h.
Ultrasound-assisted extraction (UAE) was carried out using an ultrasonic bath (TS-200, Zenitrom, Edomex, Mexico) operating at a frequency of 40 kHz. In all cases, the resulting extracts were filtered through Whatman No. 4 filter paper, and the solvents were subsequently removed by rotary evaporation (BM 400, Yamato Scientific Co., Ltd., Santa Clara, CA, USA) at temperatures exceeding the boiling point of the respective solvents.
The oil yield (% dry weight) was compared to evaluate the effectiveness of ultrasound in enhancing extraction efficiency, and was calculated as follows:
The residue left on the filter paper (castor cake) was washed, dried in an oven at 100 °C, and stored in sealed jars at 4 °C until further use in the saccharification stage for bioethanol production.
2.2.2. Physicochemical Characterization of the R. communis Oil
The extracted oil underwent various physicochemical tests to determine its quality, including measurements of density, viscosity, saponification index, and acid index, which are essential parameters for evaluating the potential use of the oil as a biodiesel feedstock [8,22]. The density of the extracted oil was determined using a pycnometer, which allowed for the calculation of both the mass and volume of the sample. Viscosity was measured following ASTM D-445 [23] using a viscometer (AMETEK, Brookfield, MA, USA).
The saponification index (SI) was determined by dissolving 2 g of oil with 25 mL of 0.5 M potassium hydroxide solution, followed by titration with 0.5 M hydrochloric acid in the presence of phenolphthalein [24]. A blank was also prepared and titrated using the same procedure. The saponification index was calculated according to the guidelines provided by ASTM D-5558 [25] using the following formula:
where EPI is the volume of titration (mL), BLI is the blank level, TF is the HCl factor (1.006 mL), CI is the conversion coefficient (28.05 mg/mL), KI is the conversion unit coefficient (1), and size is the mass of the sample (g).
For the acid index (AI) determination [26], a 5 g sample of the extracted oil was dissolved in a solvent mixture of ethanol and diethyl ether, and then titrated with a 0.1 M potassium hydroxide solution (in ethanol) using phenolphthalein as the indicator. The acid index was calculated using the following formula:
where S is the standard alkali used for titration of the sample (mL), M is the molarity of the standard alkali, and W is the weight of the sample (g).
2.2.3. Gas Chromatography FAMEs Characterization
The fatty acid profiling was performed through a priori derivatization (esterification) of the fatty acids using the BF3-Methanol Method (10% w/w) [27]. The analysis of the fatty acid methyl esters (FAMEs) was carried out by GC-FID (Varian 3600, Santa Clara, CA, USA) equipped with CPWax 52 CB column (30 × 0.25 mm ID, film thickness 0.25 μm), using helium gas as a carrier (40 mL/min). The column temperature was programmed under the following conditions: 69 °C → 170 °C at 5 °C/min → 170 °C → 195 °C at 1 °C/min. The FID detector and injector were set to 200 °C and 250 °C, respectively.
2.2.4. Ultrasound-Assisted Transesterification
The extracted castor oil underwent a transesterification reaction to produce biodiesel. For this study, Taguchi’s experimental technique using a standard orthogonal array L9 was employed to optimize the reaction and achieve maximum FAMEs yield [2,28]. Four key operational parameters were considered: reaction time, catalyst concentration (% w/w), sonication amplitude (%), and methanol-to-oil ratio, each tested at three different levels, as shown in Table 1.

Table 1.
The Taguchi L9 orthogonal array for the optimization of the transesterification reaction.
These four parameters were selected because they have been consistently identified as the most influential factors in ultrasound-assisted transesterification. The methanol-to-oil ratio drives the equilibrium toward ester formation but can also affect recovery costs and catalyst dilution at high values [29]. Catalyst concentration is critical, as insufficient levels result in incomplete conversion, while excess catalyst promotes soap formation and reduces yield. Reaction time significantly impacts conversion efficiency, particularly under ultrasound, which enhances mass transfer and reduces the required processing time [30]. Finally, the sonication amplitude determines cavitation intensity, which in turn improves reaction kinetics and mixing efficiency. Similar studies on ultrasound-assisted biodiesel production have also highlighted these parameters as the most relevant for optimization [29].
The transesterification of castor oil was carried out in an ultrasonic sonicator (VCX-750, SONICS Vibracell, Newtown, PA, USA) equipped with a 13 mm probe tip, operating at a frequency of 20 kHz and a power output of 750 W. The oil sample, mixed with methanol in the pre-selected ratio, was placed in a jacketed glass reactor with a 200 mL capacity connected to a recirculation pump with hot water at 30 °C. The catalyst concentration, sonication amplitude, and reaction duration were set according to the experimental design matrix (Table 1). After the transesterification process was completed, the mixture was transferred to a separating funnel and left to stand for 24 h, allowing it to settle and separate into two distinct layers: the upper layer containing biodiesel and the lower glycerol-rich phase, which was drained and discarded. The biodiesel was then heated to 85 °C to remove residual methanol and washed several times with distilled water to eliminate any remaining catalyst. Finally, the biodiesel was heated to 110 °C to remove any residual moisture. The biodiesel yield was calculated using the following equation:
2.3. Stage 2: Bioethanol Production
This stage utilized the residual R. communis seed cake, referred to as castor cake, left after the oil extraction in Stage 1.
2.3.1. Starch Content Determination
The starch content in the castor cake was determined using a back titration method with iodometry. A standard 0.1 N sodium thiosulfate solution was used as the titrant, with Lugol solution serving as the indicator. A starch solution stock solution was prepared to create a calibration curve by varying starch concentrations. For the analysis, 10 mL of the sample was added with the indicator, forming an intense blue iodine–starch complex. The sample was then titrated with sodium thiosulfate, and the disappearance of the blue color identified the endpoint. The volumes of thiosulfate used were recorded, and calculations were performed to accurately quantify starch, a key precursor in bioethanol production [31].
2.3.2. Pretreatment of Castor Cake
Three different physical pretreatment methods were applied to the castor cake to enhance its digestibility for subsequent bioethanol production: T1 involved drying at 80 °C for 24 h; T2 added a milling step after drying; and T3 included drying, milling, and a second oil extraction assisted by ultrasound at 63 °C for 2.5 h with a hexane/isopropanol mixture, followed by filtration and drying the remaining cake at 100 °C for 24 h. The effectiveness of each pretreatment was evaluated based on the yield of reducing sugars obtained after acid hydrolysis assisted by ultrasound. Hydrolysis was carried out by adding 0.25 M sulfuric acid to the sample (1:6 mass/volume ratio) in an ultrasonic bath at 73–75 °C for 1 h. After the hydrolysis, the samples were filtered to remove impurities.
2.3.3. Acid Hydrolysis of Starch Assisted by Ultrasound
The castor cake underwent acid hydrolysis to break down the starch into fermentable sugars. Ultrasound was used to accelerate the process by enhancing the penetration of the acid into the starch granules. The optimization of this process was conducted using a Taguchi L9 array, evaluating four factors: time, temperature, acid concentration (%), and mass/volume ratio, each tested at three levels. The hydrolysis was performed in an ultrasonic bath (TS-200, Zenitrom, Edomex, Mexico) at a frequency of 40 kHz, as outlined in the experimental design presented in Table 2.
Table 2.
The Taguchi L9 orthogonal array for the optimization of ultrasound-assisted acid hydrolysis.
2.3.4. Enzymatic Hydrolysis of Starch Assisted by Ultrasound
In the enzymatic hydrolysis stage, commercial α-amylase (Liquozyme Supra, Novozyme, NC, USA) was used for liquefying starch, converting it into dextrins. The reaction was carried out in an ultrasonic bath, testing different variables, including temperature (65, 70, and 75 °C), enzyme concentration (0.005 and 0.025 L of enzyme/kg substrate), and reaction medium pH (7.0 and 5.0). The reaction was monitored at various time intervals (0, 5, 10, 30, 60, and 90 min) to determine the optimal conditions for maximum production of reducing sugars.
Finally, to convert dextrins into glucose, commercial glucoamylase (Dextrozyme GA, Novozyme, NC, USA) was used. The ultrasonic bath conditions were set according to the evaluated parameters: temperature (55 and 65 °C), enzyme concentration (0.005 and 0.025 L of enzyme/kg substrate), and time (0, 5, 10, 30, 60, and 90 min). All samples were analyzed in triplicate, and the amount of reducing sugars was determined by the Miller method [32].
2.3.5. Fermentation of Castor Cake Hydrolysates
The hydrolysates obtained from the enzymatic and acid hydrolysis stages of castor cake were fermented using Z. mobilis. Fermentation assays were carried out in triplicate in 250 mL Duran bottles with a working volume of 100 mL and a 5% (v/v) inoculum. Hydrolysates were supplemented with the following components (g/L): yeast extract 4.0; tryptone 5.0; KH2PO4 0.55; MgSO4∙7H2O 0.125; MnSO4 0.0025; KCl 0.425; CaCl2 0.125; FeCl3 0.0025, and pH adjusted to 5.5. The experiments were conducted at 30 °C for 15 h, with samples collected every two hours to measure glucose consumption and ethanol production using HPLC.
Glucose and ethanol were quantified using high-performance liquid chromatography (HPLC) with an Agilent 1260 Infinity system (Agilent, Santa Clara, CA, USA) equipped with a refractive index detector set at 45 °C. Separation was carried out on an Agilent Hi-Plex H column (7.7 × 300 mm, Agilent, Santa Clara, CA, USA) maintained at 35 °C, using 5 mM H2SO4 as the mobile phase at a flow rate of 0.5 mL/min.
3. Results and Discussion
3.1. Biodiesel Production
3.1.1. Castor Oil Extraction Assisted by Ultrasound
The effect of pretreatments on castor oil extraction was initially evaluated under two conditions. The results showed that T1 pretreatment achieved the highest yield, extracting 1.54 g of oil, followed by control with 1.42 g and T2 with 1.27 g, corresponding to 31%, 28%, and 25% yields, respectively. The superiority of T1 is attributed to the absence of moisture, which facilitates extraction compared to unpretreated seeds. The lower efficiency in T2 can be due to whole seeds retaining oil more effectively than cut seeds. At the microstructural level, seeds are highly porous and contain “oil droplets” that may be lost during the cutting process [33].
Figure 1 shows the results of oil extraction from R. communis seeds using the Soxhlet extractor (SE) and ultrasound-assisted extraction (UAE) methods with different solvents: hexane, isopropanol, and a 1:1 mixture of hexane-isopropanol. Overall, the oil extraction rates were higher in experiments using UAE compared to those carried out only by the SE. The oil extraction yields of the solvent mixture using both extraction methods obtained the same yield of 30%; however, the extraction rate was higher for UAE (1.9 g/h) compared to the SE (0.49 g/h), by almost four-fold. The maximum oil extraction yield was achieved in the UAE using hexane (34%), although the extraction rate was lower (0.79 g/h).
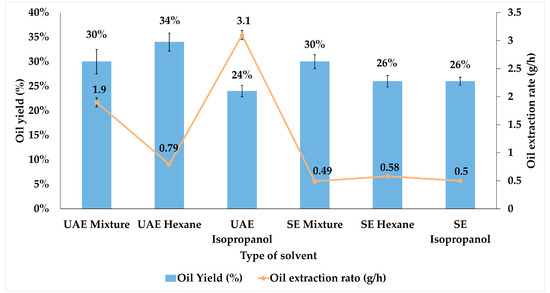
Figure 1.
Oil extraction yield and rate from R. communis seeds by Soxhlet extractor (SE) compared with ultrasound-assisted extraction (UAE) using different types of solvents.
When comparing the effect of hexane and the solvent mixture UAE, the yield difference was not significant, indicating that both can achieve similar extraction efficiencies. However, the extraction rate with the mixture was more than twice that of hexane, showing a positive effect when using the solvent mixture. This suggests that the solvent mixture enhances the extraction rate due to its combined polarity, which has better interaction with the seed’s lipid components, making UAE with a solvent mixture more effective for faster oil recovery.
3.1.2. Physicochemical Properties of R. communis Oil
Physicochemical properties of extracted oil from R. communis seeds, as compared with other studies, are presented in Table 3. The extracted oil exhibited a density of 0.963 g/mL, consistent with previously reported values, indicating that this oil has a higher density compared to other vegetable oils, such as Thlaspi arvense and cottonseed oil [8,34]. Viscosity was also within the known range for castor oil; this factor is crucial for biodiesel due to its impact on lubricity and engine power. Although the moisture content of 0.17% is similar to typical values found in the literature, it could pose issues during the transesterification process. High moisture levels, even as low as 0.1%, can decrease the conversion efficiency of vegetable oil into methyl esters during transesterification. The presence of moisture could also lead to foam and soap formation, complicating glycerol separation, increasing viscosity, and causing gel formation [11]. This is a critical factor to address for improving the biodiesel production process. The saponification index for the castor oil extracted in this study was 180.5 mg KOH/g, which is within the range of 175–250 established in some seed oils, such as safflower, corn, sunflower, and raspberry [35]. Oils with saponification values of 200 mg KOH/g or higher are known to contain fatty acids with low molecular weight [36]. This parameter suggests that the molecular weight of the fatty acids in the oil is within the expected range, with no significant deviation that could impact the biodiesel production yield.
Table 3.
Comparison of the physicochemical properties of extracted oil from R. communis seeds to other studies.
The acid index measured for the extracted oil of this study was 1.7 mg KOH/g of oil, which is close to the value reported by Sangeetha et al. [37] and below the maximum acceptable level of 4 mg KOH/g oil recommended by international standards [40]. Keeping the acid index below this threshold is crucial to avoid complications in biodiesel production, such as reduced product purity and stability. In this study, the acid index remains within an acceptable range, suggesting that castor oil from this source could be refined without significant free fatty acid neutralization requirements [35].
3.1.3. Gas Chromatography Characterization
The fatty acid profile is a primary characteristic of oils and fats, as its composition directly influences their physicochemical properties and performance in end-use applications [41]. Castor oil is unique among oils and fats because it is predominantly composed of 12-hydroxy, 9-octadecenoic acid, commonly known as ricinoleic acid (C17H12OHCOOH). Ricinoleic acid is an 18-carbon fatty acid with a structure that includes two hydroxyl groups: one within the carboxylic functional group (COOH) and another attached to the hydrocarbon chain. The additional hydroxyl group, which is uncommon in other oils, contributes to castor oil’s distinctive properties, such as its solubility in alcohol, a rare property among natural oils, and its utility in industrial applications [4,17,42].
The fatty acid profiling of the castor oil extracted in this study was determined using gas chromatography, and the results are presented in Table 4. The results showed that the castor oil composition concurred with the results that had been previously published [4,41,43], in which the major content is from UFAs, while the content of SFAs is relatively low. Since SFAs generally have a higher melting point than UFAs, the high UFA has a positive effect on biodiesel performance during cold-weather engine operation. Additionally, unsaturated biodiesel fuels produce lower hydrocarbon, carbon monoxide, and smoke emissions compared to saturated biodiesel fuels [44].
Table 4.
Fatty acid profile of R. communis seed oil via UAE.
3.1.4. Optimization of Ultrasound-Assisted Transesterification
The transesterification process was optimized using a Taguchi L9 design as detailed in Section 2.2.4, Table 1. Table 5 presents the combination of the four independent variables (methanol-to-oil ratio, catalyst concentration, ultrasound amplitude, and reaction time) at three levels each, with biodiesel yield as the response variable. The results showed that biodiesel yield ranged from 24.6 to 90.8%, and the highest yield (90.8%) was achieved at run four (12:1 methanol to oil ratio, 0.4% (w/w) of catalyst content, 60% of sonication amplitude, and 60 min of reaction time).
Table 5.
L9 Taguchi experimental design of ultrasound-assisted transesterification from castor oil.
Statistical analysis of the results to identify the parameters significantly affecting the process was performed using Qualitek-4, a Windows-based software that was developed specifically for the design and analysis of Taguchi experiments. The ANOVA for biodiesel production through ultrasound-assisted transesterification is shown in Table 6, revealing that among the four studied variables, only one significantly affects the response. As seen, reaction time has shown a massive influence on the biodiesel yield (91.69%) with an F-value and sum of squares of 545.36 and 13,090.35, respectively. Furthermore, the impact of sonication amplitude on biodiesel yield (4.54%) is considerably less significant than reaction time, with an F-value of 27.96. On the other hand, catalyst concentration and sonication amplitude had a negligible effect on biodiesel yield for the present study.
Table 6.
ANOVA analysis of the L9 orthogonal array in biodiesel production (α = 0.1).
The main effects plots presented in Figure 2 illustrate the individual impact of the four key variables tested on the transesterification reaction. It can be observed that the reaction time has the most pronounced influence on the transesterification process, as prolonged exposure to ultrasonic probes enhances the reaction rate, with 60 min identified as optimal. This extended reaction time improves mass transfer between the oil and alcohol by allowing sufficient residence time for the reactants to interact [45]. Results are in agreement with Encinar et al. [46] and Colucci et al. [47], who also reported that extended reaction times led to high conversion rates [46,47]; however, it has been stated that once the optimal duration is reached, further increases in reaction time do not yield additional benefits and only raise production costs, indicating that extended reaction times are unnecessary beyond this point [2,48].
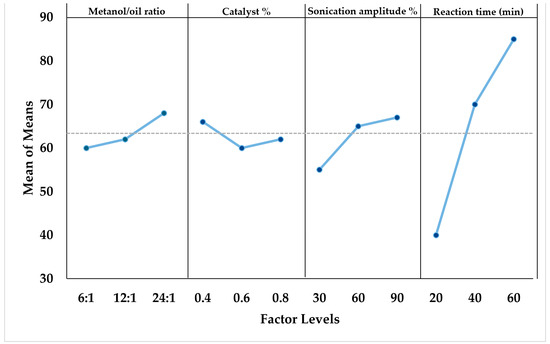
Figure 2.
Main effect plots for means of individual factors on transesterification reaction.
The methanol-to-oil ratio also has a positive impact on conversion, even beyond the stoichiometric ratio of 3:1. A molar ratio of 24:1 significantly enhances the reaction, as the large excess of alcohol drives the equilibrium of the reaction toward product formation. On the other hand, a higher ratio can also lead to increased costs due to higher methanol consumption. Additionally, an excess of methanol may dilute the catalyst, reducing its concentration and thereby decreasing the biodiesel yield [2,34]. The catalyst concentration demonstrates an inverse effect: as it increases beyond 0.4%, its impact diminishes. This reduced efficacy at higher concentrations may be attributed to secondary saponification reactions, where free fatty acids in the oil interact with the catalyst to form soaps, inhibiting the catalyst’s role in the transesterification process [34,49]. Sonication amplitude shows a positive trend, with higher amplitudes yielding better results. At 90% amplitude, ultrasonic energy transfer reaches its peak, maximizing cavitational activity and enhancing reaction efficiency. Studies report that increased amplitude intensifies cavitation effects, improving energy transfer within the system; however, at extremely high levels, an “attenuation effect” may occur, potentially limiting the effectiveness of the reaction [50].
The highest experimental biodiesel yield obtained under these conditions was 90.8% (Run 4, Table 5). Nevertheless, the optimization performed with Qualitek-4 predicted an optimal yield of 97% ± 3.23 (90% confidence interval). The slight difference between the predicted and experimental values can be attributed to model extrapolation and to the occurrence of secondary reactions such as saponification when catalyst concentration exceeds 0.4%, which reduces effective conversion efficiency.
Overall, the DOE sensitivity analysis indicated that reaction time was by far the most influential factor, with biodiesel yield increasing steeply up to 60 min and stabilizing thereafter. The methanol-to-oil ratio contributed positively up to 12:1, with diminishing returns at higher levels. Catalyst concentration showed an optimum at 0.4%, while higher values promoted side reactions such as saponification, reducing yield. Sonication amplitude had a moderate positive effect but was less significant than time. Thus, the sensitivity order can be summarized as time ≫ methanol ratio ≈ amplitude > catalyst (above 0.4% detrimental). Importantly, the best experimental run (90.8%) corroborates the predicted optimum, strengthening the reliability of the Taguchi analysis.
3.2. Bioethanol Production
3.2.1. Effect of Pretreatment on Reducing Sugars Yield from Castor Cake
To evaluate the efficiency of ultrasound-assisted acid hydrolysis in converting biomass into reducing sugars (RS), it was essential to quantify the starch content in castor cake. Starch analysis revealed a content of 36%, which can be hydrolyzed to fermentable sugars. This value is lower than the 42.1% polysaccharide content reported by La Garza et al. [51] for raw castor plant pruning residues, which have a higher proportion of structural carbohydrates. The starch content obtained in this work is similar to that reported by Melo et al. [52] in castor residual cake from biodiesel production. In contrast, De Castro et al. [53] found a lower carbohydrate content of 13.72% in castor cake, likely due to post-processing variations.
Three different physical pretreatments were evaluated: T1 (dry castor cake), T2 (dry and milled), and T3 (dry castor cake after second oil extraction). The influence of this parameter was found to significantly impact RS concentration, as shown in Figure 3. The T3 pretreatment yielded the highest RS concentration (478.18 mg/L), which was double that of T2 (226.67 mg/L) and nearly fourfold that of T1 (166.11 mg/L). This enhancement is attributed to the increased contact area in T3, which produces a finely powdered sample that facilitates greater interaction between the acid and the starch matrix, thereby improving hydrolysis efficiency. In contrast, T2 produced a dough-like sample, while T1 retained an almost whole seed structure, limiting the acid’s access to the starch.
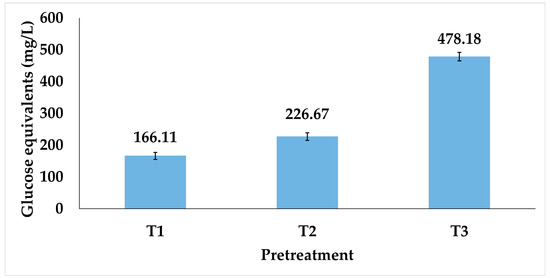
Figure 3.
Influence of pretreatment on reducing sugars concentration in castor cake.
These results suggest that the physicochemical conditions in T3 promote biomass degradability, producing a visibly degraded material more susceptible to hydrolysis. This enhanced degradation likely facilitates the depolymerization of both starch and lignocellulose by enzymes like cellulases and amylases, which are crucial in biofuel production processes. This study highlights the potential of R. communis seed cake as a valuable biomass resource for second-generation bioethanol production. While pretreatment effects are well-documented for lignocellulosic biomasses [12,54,55], limited research exists on starch hydrolysis in castor cake and applicable pre-treatment methods [52]. Given that R. communis seeds are non-food crops, they represent a sustainable feedstock option for biofuel generation.
3.2.2. Effect of Ultrasound-Assisted Acid Hydrolysis (USAH) on Castor Cake
The results of ultrasound-assisted acid hydrolysis (USAH) optimization through Taguchi L9 experimental design are presented in Table 7. Analysis of the response factor (sugar conversion %) showed that the sugar conversion ranged from 9.3 to 37.1%, and the highest conversion (37.1%) was achieved at experimental condition number 8 (1:30 mass/volume ratio, 1% w/w of acid concentration, 70 °C temperature, and 120 min of reaction time).
Table 7.
L9 Taguchi experimental design of ultrasound-assisted acid hydrolysis.
The individual effects of the four variables tested on USAH are presented in the main effects plots in Figure 4. Reaction time exhibited a highly significant and positive effect on castor cake USAH, indicating that sugar conversion is enhanced as the exposure to ultrasonic waves increases. Consequently, the best results were anticipated at 120 min. These findings are in agreement with those of other studies, which have consistently identified reaction time as a crucial parameter in biomass pretreatment [56,57,58]. Although the influence of the mass/volume ratio is less pronounced, it is also positive, with the optimal ratio identified as 1:30. Conversely, temperature had a positive effect up to a certain point; beyond 70 °C, the reaction rate declined. Acid concentration, however, demonstrated an antagonistic effect, suggesting that acid hydrolysis is more effective at lower acid concentrations and increasing concentration beyond 1% reduces conversion efficiency. These results are similar to those of Melo et al. [52], who obtained 33.4% of acid hydrolysis from castor bean cake, which is 3.7% lower than the results of this report. The lower levels of conversion could be attributed to the decomposition of sugars into furfural and hydroxymethylfurfural under extreme conditions of temperature and pH, leading to a more oxidizing system [59].
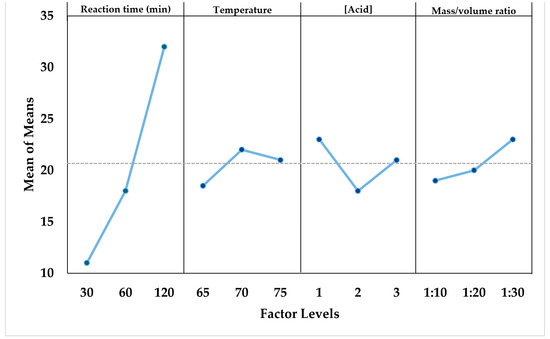
Figure 4.
Main effects plots for means of individual factors on of ultrasound-assisted acid hydrolysis.
For ultrasound-assisted acid hydrolysis (USAH), the DOE results similarly identified reaction time as the most influential factor, with sugar conversion increasing steadily up to 120 min. Acid concentration exerted a moderate effect within the range studied, whereas temperature and the solid–liquid (mass/volume) ratio showed only minor contributions. The sensitivity order was therefore as follows: time ≫ acid concentration > temperature ≈ solid–liquid ratio. These results highlight that longer exposure to ultrasound-assisted conditions enhances substrate accessibility while maintaining mild severity, which helps to minimize inhibitor formation.
Table 8 presents the ANOVA results for USAH, confirming that reaction time is the most significant parameter, with an impact factor of 88.89%. The contributions of mass/volume ratio, acid concentration, and temperature are 4.03%, 3.4%, and 1.62%, respectively. The experimental error was calculated at 2.07%, indicating that 97.93% of the variation in sugars conversion (response variable) is attributable to the effect of the tested variables. In this study, the ANOVA was performed at a significance level of α = 0.1, which is commonly applied in Taguchi design analysis when the number of experimental runs is limited and the objective is exploratory, to reduce the risk of overlooking potentially relevant factors.
Table 8.
ANOVA analysis of the L9 orthogonal array of USAH of castor cake (α = 0.1).
The effectiveness of ultrasound-assisted acid hydrolysis (USAH) has been demonstrated in various studies, highlighting its potential as a promising method to enhance sugar yields by breaking down the complex lignocellulosic matrix of biomass sources. Shangdiar et al. [57] observed a significant increase in the degree of acid hydrolysis of rice straw with the application of ultrasound, achieving a saccharification rate of 27.81% at 75 °C for 10 min with 1.5 g/L H2SO4 [57]. Similarly, Werle et al. [58] reported an intensified release of fermentable sugars from palm leaves, achieving a 51% conversion compared to 45% in the absence of ultrasound, under conditions of 65 °C and 12.5% H3PO4. Additionally, Joshi et al. [56] and Ramon et al. [60] reported significant improvements in reducing sugars production, with a four-fold increase from spent tea powder and a 25% increase from yams, respectively [56,57,59,60]. These studies emphasize the role of ultrasonic waves in promoting cavitation, which depolymerizes macromolecules, enhances mass transfer, and modifies the surfaces of solid substrates, thereby facilitating hydrolysis. The underlying purpose of biomass pretreatment, including USAH, is to disrupt the crystalline structure of cellulose, increasing its amorphous regions, which are more susceptible to enzymatic degradation.
3.2.3. Effect of Ultrasound-Assisted Enzymatic Hydrolysis
The enzymatic hydrolysis of starch in castor cake was studied in two main stages: liquefaction and saccharification. Liquefaction involves the cleavage of α-1,4 glycosidic bonds in starch by α-amylase, yielding maltodextrins and reducing sugars. In contrast, saccharification involves breaking the α-1,6 glycosidic bonds to hydrolyze starch completely.
During the liquefaction stage, the effect of enzyme concentration, temperature, and pH on reducing sugar production was evaluated. Figure 5 presents the kinetic results obtained for the ultrasound-assisted enzymatic hydrolysis at different temperatures and amylase concentration. It can be observed that there is no significant positive difference when varying the temperature and enzyme concentration, as the conversion ranges vary between 50 and 60% in all cases, and the enzyme displayed increasing activity over time. At 65 °C and pH 7.0, asymptotic behavior (the stationary phase) was observed after 60 min. For an enzyme concentration of 0.005 L/kg substrate, the reducing sugar concentration reached 3237 mg/L, corresponding to a 45% conversion of starch to fermentable sugars. Increasing the enzyme concentration to 0.025 L/kg substrate improved the sugar yield to 3879 mg/L (53.87% conversion). At a slightly higher temperature of 70 °C, conversions improved marginally, achieving 52.94% for the lower enzyme concentration and 53.29% for the higher concentration. These results demonstrate that increasing enzyme concentration enhances sugar yields, although the improvements diminish beyond certain thresholds, likely due to substrate limitations.
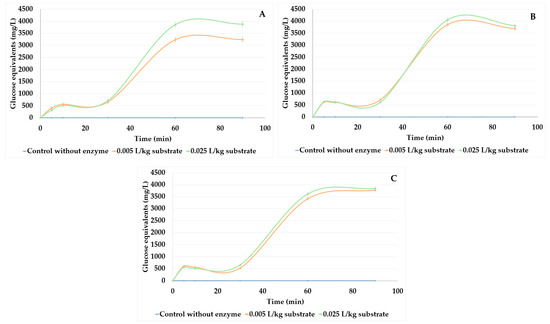
Figure 5.
Ultrasound-assisted enzymatic hydrolysis of castor cake in function of α-amylase concentration (● 0 L/kg, ● 0.005 L/kg, ● 0.025 L/kg) at different temperatures: (A) 65 °C, (B) 70 °C, and (C) 75 °C.
The findings concur with those of Subhedar et al. [61], who reported similar kinetic behavior under optimal conditions; however, the current study achieved comparable efficiencies at lower temperatures and reaction times, likely due to the enhanced mass transfer and enzyme stability facilitated by ultrasound. These effects are consistent with previous studies by Wang et al. [62] and other authors [62,63,64], which highlight the benefits of ultrasound in mitigating mass transfer limitations and enhancing enzymatic activity.
When the liquefaction process was conducted at pH 5.0, a reduction in enzyme activity was observed, with conversion efficiencies of 37.73% and 44.39% for enzyme concentrations of 0.005 L/kg and 0.025 L/kg substrate, respectively. Although these efficiencies are lower than those at pH 7.0, the application of ultrasound significantly mitigated the loss in enzymatic activity. This is noteworthy, as Ali et al. [65] and other authors have reported the optimal activity range for α-amylase to be between pH 6.0 and 7.0 [52,65,66]. The ability of ultrasound to sustain enzyme activity at suboptimal pH conditions could be attributed to its role in enhancing enzyme–substrate interaction and inducing enzyme activation, as previously suggested by Ma et al. [67]. Furthermore, ultrasound promotes a more uniform mixing of the reaction system, facilitating enzymatic activity and stability [62]. Moreover, this finding is particularly relevant for the global optimization of the enzymatic hydrolysis process, as the subsequent saccharification stage requires a working pH of 5.0. Performing both stages at the same pH reduces the need for intermediate pH adjustments, thereby improving process economics.
The saccharification stage, conducted with glucoamylase, demonstrated high conversion efficiencies under different conditions. Figure 6 shows the kinetics at pH 5.0, which is the optimal pH for this enzyme according to the literature, and at the temperatures tested (55 °C and 65 °C). At 55 °C, reducing sugar (RS) yields reached 4665 mg/L (82.9% conversion) for a lower enzyme concentration (0.005 L/kg substrate) and 5015 mg/L (98.35% conversion) for a higher concentration (0.025 L/kg substrate). When the temperature increased to 65 °C, the saccharification process reached maximum RS yields of 5360 mg/L (93.76% conversion) for the lower enzyme concentration and 5527 mg/L (96.36% conversion) for the higher concentration. In both cases, the maximum conversion was achieved at 60 min. These results emphasize the significant role of temperature in enhancing enzymatic activity during saccharification, concurring with the findings of Wang et al. [62], who reported that ultrasound extends the optimal reaction temperature range of enzymes, thereby improving their stability and broadening their applicability. Additionally, these findings confirm the feasibility of performing enzymatic hydrolysis at pH 5.0 and 65 °C with ultrasound assistance, achieving conversion efficiencies above 90%.
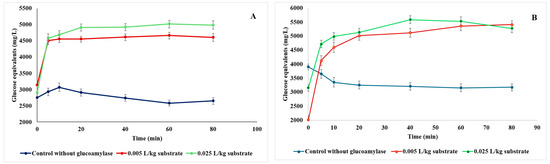
Figure 6.
Ultrasound-assisted enzymatic hydrolysis of castor cake in function of glucoamylase concentration (● 0 L/kg, ● 0.005 L/kg, ● 0.025 L/kg) at different temperatures: (A) 55 °C and (B) 65 °C.
3.2.4. Ethanol Production from Castor Cake Hydrolysates
In the final stage of this research, ethanol production was evaluated using enzymatic and acid–castor cake hydrolysates obtained in the previous stages. The fermentation kinetics are illustrated in Figure 7. Both show that glucose consumption was related to ethanol production, without presenting a lag phase, which indicates the low toxicity of the hydrolysates. Even the production of ethanol from acid hydrolysates had a theoretical yield of 83.3%, slightly lower than that of enzymatic hydrolysates (90.8%). Ricin, the toxic protein present in castor cake, is highly unstable under acidic and thermal conditions, and once denatured, loses its toxic activity [68]. The combined effect of acid hydrolysis and ultrasound therefore makes the persistence of active ricin in hydrolysates or fermentations unlikely, consistent with the absence of inhibitory effects on Z. mobilis growth. In addition, common inhibitors such as furfural, hydroxymethylfurfural (HMF), acetic acid, and formic acid are typically generated under harsh pretreatment conditions and are known to inhibit microbial fermentation [69]. Since the ultrasound-assisted acid hydrolysis applied here was performed under mild conditions, the formation of these inhibitors is expected to be minimal, as suggested by prior studies. Ethanol production increased during the first 12 h, reaching 3.1 g/L and 1.3 g/L from enzymatic and acid hydrolysates, respectively. Subsequently, production stabilized at the same time as glucose consumption stopped. Increasing the residual seed cake load during enzymatic hydrolysis could increase the concentration of sugars in the hydrolysate and therefore also improve ethanol production.
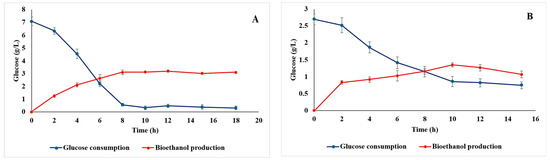
Figure 7.
Fermentation kinetics of ethanol production (●) and sugar consumption (●) with castor cake hydrolysates by Z. mobilis: (A) enzymatic hydrolysates and (B) acid hydrolysates.
These results are consistent with the findings of Melo et al. [52], who reported a higher ethanol yield using enzymatic hydrolysates (34.5 g/L from 75 g/L of reducing sugars) compared to acidic hydrolysates (11 g/L from 27.3 g/L of sugars). Additionally, integrating ethanol production with biodiesel production from R. communis seed oil represents a sustainable approach, as studies suggest that producing 160 L of biodiesel per ton of castor meal would enable process self-sufficiency. Ethanol can serve as both a biofuel and a raw material for biodiesel production, adding significant value to the process. These results align with the findings of Melo et al. [52], where ethanol yields were higher using enzymatic hydrolysates (34.5 g/L from 75 g/L of reducing sugars) compared to acidic hydrolysates (11 g/L from 27.3 g/L of sugars). Additionally, integrating ethanol production with biodiesel production from R. communis seed oil represents a sustainable approach, as studies suggest that producing 160 L of biodiesel per ton of castor meal would enable process self-sufficiency. Ethanol can serve as both a biofuel and a raw material for biodiesel production, adding significant value to the process.
4. Conclusions
This study highlights the potential of R. communis seeds as a sustainable feedstock for integrated biodiesel and bioethanol production, leveraging ultrasound-assisted processes to improve extraction, transesterification, and hydrolysis efficiency. Biodiesel production under optimized conditions met international standards, while enzymatic hydrolysis of the seed cake achieved higher conversion and ethanol yields compared to acid hydrolysis. These results demonstrate the feasibility of an integrated biorefinery approach, contributing to energy security and environmental sustainability. In addition, the coproduction strategy exemplifies the principles of the circular bioeconomy by maximizing resource use and minimizing waste: however, the study is limited to laboratory-scale experiments, without addressing scale-up or techno-economic feasibility.
Author Contributions
Investigation, data curation, writing—original draft preparation, A.G.O.-R.; methodology, investigation, visualization, writing—original draft, F.S.D.L.; formal analysis, visualization, T.K.M.-M.; methodology, validation, J.A.R.-D.l.G.; software, resources, M.A.M.-M.; investigation, data curation, M.C.-R.; writing—review and editing, G.A.N.-E.; conceptualization, supervision, funding acquisition, project administration, L.J.R.-G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Acknowledgments
We thank SECIHTI for supporting this work through student scholarships.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Joven, J.M.O.; Gadian, J.T.; Perez, M.A.; Caingles, J.G.; Mansalaynon, A.P.; Ido, A.L.; Arazo, R.O. Optimized ultrasonic-assisted oil extraction and biodiesel production from the seeds of Maesopsis eminii. Ind. Crops Prod. 2020, 155, 112772. [Google Scholar] [CrossRef]
- Karmakar, B.; Dhawane, S.H.; Halder, G. Optimization of biodiesel production from castor oil by Taguchi design. J. Environ. Chem. Eng. 2018, 6, 2684–2695. [Google Scholar] [CrossRef]
- Mahmud, S.; Redwan Haider, A.S.M.; Shahriar, S.T.; Salehin, S.; Monjurul Hasan, A.S.M.; Johansson, M.T. Bioethanol and biodiesel blended fuels—Feasibility analysis of biofuel feedstocks in Bangladesh. Energy Rep. 2022, 8, 1741–1756. [Google Scholar] [CrossRef]
- Palconite, C.L.; Edrolin, A.C.; Lustre, S.N.B.; Manto, A.A.; Caballero, J.R.L.; Tizo, M.S.; Ido, A.L.; Arazo, R.O. Optimization and characterization of bio-oil produced from Ricinus communis seeds via ultrasonic-assisted solvent extraction through response surface methodology. Sustain. Environ. Res. 2018, 28, 444–453. [Google Scholar] [CrossRef]
- Roy, D.K.; Abedin, M.Z. Potentiality of biodiesel and bioethanol production from feedstock in Bangladesh: A review. Heliyon 2022, 8, e11213. [Google Scholar] [CrossRef]
- Janaun, J.; Ellis, N. Perspectives on biodiesel as a sustainable fuel. Renew. Sustain. Energy Rev. 2010, 14, 1312–1320. [Google Scholar] [CrossRef]
- Li, W.; Du, W.; Liu, D. Optimization of whole cell-catalyzed methanolysis of soybean oil for biodiesel production using response surface methodology. J. Mol. Catal. B Enzym. 2007, 45, 122–127. [Google Scholar] [CrossRef]
- Patil, P.D.; Deng, S. Optimization of biodiesel production from edible and non-edible vegetable oils. Fuel 2009, 88, 1302–1306. [Google Scholar] [CrossRef]
- Avramović, J.M.; Stamenković, O.S.; Todorović, Z.B.; Lazić, M.L.; Veljković, V.B. The optimization of the ultrasound-assisted base-catalyzed sunflower oil methanolysis by a full factorial design. Fuel Process. Technol. 2010, 91, 1551–1557. [Google Scholar] [CrossRef]
- Jeyakumar, N.; Hoang, A.T.; Nižetić, S.; Balasubramanian, D.; Kamaraj, S.; Lakshmana Pandian, P.; Sirohi, R.; Nguyen, P.Q.P.; Nguyen, X.P. Experimental investigation on simultaneous production of bioethanol and biodiesel from macro-algae. Fuel 2022, 329, 125362. [Google Scholar] [CrossRef]
- Demirbaş, A. Progress and Recent Trends in Biodiesel Fuels. Energy Convers. Manag. 2009, 50, 14–34. [Google Scholar] [CrossRef]
- Bateni, H.; Karimi, K. Biodiesel production from castor plant integrating ethanol production via a biorefinery approach. Chem. Eng. Res. Des. 2016, 107, 4–12. [Google Scholar] [CrossRef]
- Acevedo-García, B.; Santibañez-Aguilar, J.E.; Alvarez, A.J. Integrated multiproduct biorefinery from Ricinus communis in Mexico: Conceptual design, evaluation, and optimization, based on environmental and economic aspects. Bioresour. Technol. Rep. 2022, 19, 101201. [Google Scholar] [CrossRef]
- Keneni, Y.G.; Marchetti, J.M. Oil extraction from plant seeds for biodiesel production. AIMS Energy 2017, 5, 316–340. [Google Scholar] [CrossRef]
- Bueno, A.V.; Pereira, M.P.B.; de Oliveira Pontes, J.V.; de Luna, F.M.T.; Cavalcante, C.L. Performance and emissions characteristics of castor oil biodiesel fuel blends. Appl. Therm. Eng. 2017, 125, 559–566. [Google Scholar] [CrossRef]
- Qenawy, M.; Khalaf, M.; Wang, J.; Tian, J.; Zuo, L.; Mustafa, H.M.M.; Esmail, M.F.C. Performance and emission of extracted biodiesel from mixed Jatropha-Castor seeds. Fuel 2024, 357, 130060. [Google Scholar] [CrossRef]
- Thakkar, K.; Kachhwaha, S.S.; Kodgire, P. A novel approach for improved in-situ biodiesel production process from gamma-irradiated castor seeds using synergistic ultrasound and microwave irradiation: Process optimization and kinetic study. Ind. Crops Prod. 2022, 181, 114750. [Google Scholar] [CrossRef]
- Abada, E.; Al-Fifi, Z.; Osman, M. Bioethanol production with carboxymethylcellulase of Pseudomonas poae using castor bean (Ricinus communis L.) cake. Saudi J. Biol. Sci. 2019, 26, 866–871. [Google Scholar] [CrossRef] [PubMed]
- Baskar, G.; Aberna Ebenezer Selvakumari, I.; Aiswarya, R. Biodiesel production from castor oil using heterogeneous Ni doped ZnO nanocatalyst. Bioresour. Technol. 2018, 250, 793–798. [Google Scholar] [CrossRef]
- Liu, J.; Chen, M.; Zhang, Y.; Zheng, B. Analyses of the oil content, fatty acid composition, and antioxidant activity in seeds of Thlaspi arvense L. from different provenances and correlations with environmental factors. Chem. Biol. Technol. Agric. 2022, 9, 11. [Google Scholar] [CrossRef]
- Lugo-Méndez, H.; Sánchez-Domínguez, M.; Sales-Cruz, M.; Olivares-Hernández, R.; Lugo-Leyte, R.; Torres-Aldaco, A. Synthesis of biodiesel from coconut oil and characterization of its blends. Fuel 2021, 295, 120595. [Google Scholar] [CrossRef]
- Sakthivel, R.; Ramesh, K.; Purnachandran, R.; Mohamed Shameer, P. A review on the properties, performance and emission aspects of the third generation biodiesels. Renew. Sustain. Energy Rev. 2018, 82, 2970–2992. [Google Scholar] [CrossRef]
- ASTM D445-00; Standard Test Method for Kinematic Viscosity of Transparent and Opaque Liquids (and Calculation of Dynamic Viscosity). ASTM International: West Conshohocken, PA, USA, 2000.
- Wypych, G.; Pionteck, J. Chapter 3: Typical Methods of Quality Control of Antistatics. In Handbook of Antistatics, 2nd ed.; ChemTec Publishing: Toronto, ON, Canada, 2016; pp. 39–63. [Google Scholar] [CrossRef]
- ASTM D5558-24; Standard Test Method for Determination of the Saponification Value of Fats and Oils. ASTM International: West Conshohocken, PA, USA, 2024.
- Bockisch, M. Chapter 9: Analytical Methods. In Fats and Oils Handbook; AOCS Press: Champaign, IL, USA, 1998; pp. 803–808. [Google Scholar] [CrossRef]
- Thermo Fisher Scientific. BF3–Methanol Protocol. 2013. Available online: https://tools.thermofisher.com/content/sfs/brochures/AN-GC-FID-FAMEs-Oils-AN20733_E.pdf (accessed on 8 September 2025).
- Suhane, A.; Sarviya, R.M.; Siddiqui, A.R.; Khaira, H.K. Optimization of Wear Performance of Castor Oil based Lubricant using Taguchi Technique. Mater. Today Proc. 2017, 4, 2095–2104. [Google Scholar] [CrossRef]
- Shinde, K.; Kaliaguine, S. A Comparative Study of Ultrasound Biodiesel Production Using Different Homogeneous Catalysts. ChemEngineering 2019, 3, 18. [Google Scholar] [CrossRef]
- Mujtaba, M.A.; Masjuki, H.H.; Kalam, M.A.; Ong, H.C.; Gul, M.; Farooq, M.; Soudagar, M.E.M.; Ahmed, W.; Harith, M.H.; Yusoff, M.N.A.M. Ultrasound-assisted process optimization and tribological characteristics of biodiesel from palm-sesame oil via response surface methodology and extreme learning machine—Cuckoo search. Renew. Energy 2020, 158, 202–214. [Google Scholar] [CrossRef]
- Pan, P.; Tang, Y.; Sun, D.; Jiang, J.; Song, X. Effect of Ultrasonic-assisted Pretreatment on Hydrolysis and Fermentation of Acorn Starch. BioResources 2014, 9, 2705–2716. [Google Scholar] [CrossRef]
- Miller, G.L. Use of Dinitrosalicylic Acid Reagent for Determination of Reducing Sugar. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Perea-Flores, M.J.; Chanona-Pérez, J.J.; Garibay-Febles, V.; Calderón-Dominguez, G.; Terrés-Rojas, E.; Mendoza-Pérez, J.A.; Herrera-Bucio, R. Microscopy techniques and image analysis for evaluation of some chemical and physical properties and morphological features for seeds of the castor oil plant (Ricinus communis). Ind. Crops Prod. 2011, 34, 1057–1065. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, Z.; Tang, S.; Yu, Z.; Zhang, Y.; Zheng, B. Ultrasound-assisted production of biodiesel from field pennycress (Thlaspi arvense L.) seeds: Process optimization and quality evaluation. Ind. Crops Prod. 2023, 203, 117224. [Google Scholar] [CrossRef]
- Danlami, J.M.; Arsad, A.; Zaini, M.A.A. Characterization and process optimization of castor oil (Ricinus communis L.) extracted by the soxhlet method using polar and non-polar solvents. J. Taiwan Inst. Chem. Eng. 2015, 47, 99–104. [Google Scholar] [CrossRef]
- Abayeh, O.J.; Aina, A.E.; Okuonghae, C.O. Oil content and oil quality characteristics of some Nigerian oil seeds. J. Pure Appl. Sci. 1998, 1, 17–23. [Google Scholar]
- Sangeetha, B.; Mohana Priya, S.; Pravin, R.; Tamilarasan, K.; Baskar, G. Process optimization and technoeconomic assessment of biodiesel production by one-pot transesterification of Ricinus communis seed oil. Bioresour. Technol. 2023, 376, 128880. [Google Scholar] [CrossRef]
- Dasari, S.R.; Goud, V.V. Effect of pre-treatment on solvents extraction and physico-chemical properties of castor seed oil. J. Renew. Sustain. Energy 2014, 6, 063108. [Google Scholar] [CrossRef]
- Nangbes, J.G.; Nvau, J.B.; Buba, W.M.; Zukdimma, A.N. Extraction and characterization of castor (Ricinus communis) seed oil. Int. J. Eng. Sci. 2013, 2, 105–109. [Google Scholar]
- Codex Alimentarius Commission. Codex Standard for Named Vegetable Oils (CODEX STAN 210-1999, Amended 2015); FAO/WHO: Rome, Italy, 1999; Available online: https://www.fao.org/input/download/standards/336/CXS_210e_2015.pdf (accessed on 20 September 2024).
- Woldetensay, H.Z.; Zeleke, D.S.; Tibba, G.S. Data set of production of castor oil and characterization of cotton and castor mixed seed oil additives with diesel fuel. Data Brief 2024, 53, 110210. [Google Scholar] [CrossRef]
- Phewphong, S.; Roschat, W.; Ratchatan, T.; Suriyafai, W.; Khotsuno, N.; Janlakorn, C.; Leelatam, T.; Namwongsa, K.; Moonsin, P.; Yoosuk, B.; et al. Physicochemical exploration of castor seed oil for high-quality biodiesel production and its sustainable application in agricultural diesel engines. Chem. Eng. Res. Des. 2024, 205, 207–220. [Google Scholar] [CrossRef]
- Sbihi, H.M.; Nehdi, I.A.; Mokbli, S.; Romdhani-Younes, M.; Al-Resayes, S.I. Hexane and ethanol extracted seed oils and leaf essential compositions from two castor plant (Ricinus communis L.) varieties. Ind. Crops Prod. 2018, 122, 174–181. [Google Scholar] [CrossRef]
- Gopinath, A.; Puhan, S.; Govindan, N. Effect of unsaturated fatty acid esters of biodiesel fuels on combustion, performance and emission characteristics of a DI diesel engine. Int. J. Energy Environ. 2010, 1, 411–430. [Google Scholar]
- Bokhari, A.; Chuah, L.F.; Yusup, S.; Klemeš, J.J.; Kamil, R.N.M. Optimisation on pretreatment of rubber seed (Hevea brasiliensis) oil via esterification reaction in a hydrodynamic cavitation reactor. Bioresour. Technol. 2016, 199, 414–422. [Google Scholar] [CrossRef] [PubMed]
- Encinar, J.M.; González, J.F.; Rodríguez-Reinares, A. Biodiesel from Used Frying Oil. Variables Affecting the Yields and Characteristics of the Biodiesel. Ind. Eng. Chem. Res. 2005, 44, 5491–5499. [Google Scholar] [CrossRef]
- Colucci, J.A.; Borrero, E.E.; Alape, F. Biodiesel from an alkaline transesterification reaction of soybean oil using ultrasonic mixing. J. Am. Oil Chem. Soc. 2005, 82, 525–530. [Google Scholar] [CrossRef]
- Chai, M.; Tu, Q.; Lu, M.; Yang, Y.J. Esterification pretreatment of free fatty acid in biodiesel production, from laboratory to industry. Fuel Process. Technol. 2014, 125, 106–113. [Google Scholar] [CrossRef]
- Veljković, V.B.; Avramović, J.M.; Stamenković, O.S. Biodiesel production by ultrasound-assisted transesterification: State of the art and the perspectives. Renew. Sustain. Energy Rev. 2012, 16, 1193–1209. [Google Scholar] [CrossRef]
- Mahamuni, N.N.; Adewuyi, Y.G. Optimization of the Synthesis of Biodiesel via Ultrasound-Enhanced Base-Catalyzed Transesterification of Soybean Oil Using a Multifrequency Ultrasonic Reactor. Energy Fuels 2009, 23, 2757–2766. [Google Scholar] [CrossRef]
- Rodriguez-de la Garza, J.A.; Castillo-Quiroz, D.; Rios-González, L.J.; Morales-Martínez, T.K.; González-Fuentes, J.A.; Valdez-Aguilar, L.A.; Medina-Morales, M.A. Autohydrolysis Pretreatment of Castor Plant Pruning Residues to Enhance Enzymatic Digestibility and Bioethanol Production. Bioresources 2020, 15, 6206–6216. [Google Scholar] [CrossRef]
- Melo, W.; dos Santos, A.S.; Santa Anna, L.M.M.; Pereira, N., Jr. Acid and Enzymatic Hydrolysis of the Residue from Castor Bean (Ricinus communis L.) Oil Extraction for Ethanol Production: Detoxification and Biodiesel Process Integration. J. Braz. Chem. Soc. 2008, 19, 418–425. [Google Scholar] [CrossRef]
- de Castro, A.M.; Castilho, L.d.R.; Freire, D.M.G. Characterization of babassu, canola, castor seed and sunflower residual cakes for use as raw materials for fermentation processes. Ind. Crops Prod. 2016, 83, 140–148. [Google Scholar] [CrossRef]
- Bateni, H.; Karimi, K.; Zamani, A.; Benakashani, F. Castor plant for biodiesel, biogas, and ethanol production with a biorefinery processing perspective. Appl. Energy 2014, 136, 14–22. [Google Scholar] [CrossRef]
- Deshmukh, M.; Pande, A.; Marathe, A. Different particle size study of castor deoiled cake for biofuel production with an environmental sustainability perspective. Heliyon 2022, 8, e09710. [Google Scholar] [CrossRef] [PubMed]
- Joshi, S.M.; Gogate, P.R. Intensification of dilute acid hydrolysis of spent tea powder using ultrasound for enhanced production of reducing sugars. Ultrason. Sonochem. 2020, 61, 104843. [Google Scholar] [CrossRef] [PubMed]
- Shangdiar, S.; Cheng, P.-C.; Chen, S.-C.; Amesho, K.T.T.; Ponnusamy, V.K.; Lin, Y.-C. Enhancing sugar yield for bioconversion of rice straw: Optimization of Microwave-assisted Pretreatment using dilute acid hydrolysis. Environ. Technol. Innov. 2023, 32, 103313. [Google Scholar] [CrossRef]
- Werle, L.B.; Garcia, J.C.; Kuhn, R.C.; Schwaab, M.; Foletto, E.L.; Cancelier, A.; Jahn, S.L.; Mazutti, M.A. Ultrasound-assisted acid hydrolysis of palm leaves (Roystonea oleracea) for production of fermentable sugars. Ind. Crops Prod. 2013, 45, 128–132. [Google Scholar] [CrossRef]
- Pereira Ramos, L. The Chemistry Involved in the Steam Treatment of Lignocellulosic Materials. Química Nova 2003, 26, 863–871. [Google Scholar] [CrossRef]
- Ramon, A.P.; Taschetto, L.; Lunelli, F.; Mezadri, E.T.; Souza, M.; Foletto, E.L.; Jahn, S.L.; Kuhn, R.C.; Mazutti, M.A. Ultrasound-assisted acid and enzymatic hydrolysis of yam (Dioscorea sp.) for the production of fermentable sugars. Biocatal. Agric. Biotechnol. 2015, 4, 98–102. [Google Scholar] [CrossRef]
- Subhedar, P.B.; Babu, N.R.; Gogate, P.R. Intensification of enzymatic hydrolysis of waste newspaper using ultrasound for fermentable sugar production. Ultrason. Sonochem. 2014, 22, 326–332. [Google Scholar] [CrossRef]
- Wang, Y.; Tian, X.; Zhang, Z.; Tian, M.; Zhang, F. Investigation of the potential mechanisms of α-amylase and glucoamylase through ultrasound intensification. LWT 2024, 198, 115979. [Google Scholar] [CrossRef]
- Lan, W.; Chen, S. Chemical kinetics, thermodynamics and inactivation kinetics of dextransucrase activity by ultrasound treatment. React. Kinet. Mech. Catal. 2020, 129, 843–864. [Google Scholar] [CrossRef]
- Li, F.; Tang, Y. The activation mechanism of peroxidase by ultrasound. Ultrason. Sonochem. 2021, 71, 105362. [Google Scholar] [CrossRef]
- Ali, I.; Sultan, S.; Mahmood, R.T.; Tariq, M.; Shamim, Z.; Mushtaq, A.; Asiri, M. Production and Characterization of α-Amylase from Indigenously Isolated Streptomyces sp. BioResources 2022, 18, 6–18. BioResources 2022, 18, 6–18. [Google Scholar] [CrossRef]
- Liu, Y.; Huang, L.; Jia, L.; Gui, S.; Fu, Y.; Zheng, D.; Guo, W.; Lu, F. Improvement of the acid stability of Bacillus licheniformis alpha amylase by site-directed mutagenesis. Process Biochem. 2017, 58, 174–180. [Google Scholar] [CrossRef]
- Ma, X.; Wang, D.; Yin, M.; Lucente, J.; Wang, W.; Ding, T.; Ye, X.; Liu, D. Characteristics of pectinase treated with ultrasound both during and after the immobilization process. Ultrason. Sonochem. 2017, 36, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Triplett, O.A.; Nguyen, K.T.; Melchior, W.B., Jr.; Taylor, K.; Jackson, L.S.; Tolleson, W.H. Thermal inactivation reaction rates for ricin are influenced by pH and carbohydrates. Food Chem. Toxicol. 2013, 58, 116–123. [Google Scholar] [CrossRef] [PubMed]
- Woźniak, A.; Kuligowski, K.; Świerczek, L.; Cenian, A. Review of Lignocellulosic Biomass Pretreatment Using Physical, Thermal and Chemical Methods for Higher Yields in Bioethanol Production. Sustainability 2025, 17, 287. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).