
Optimization of Biochar Pellet Production from Corn Straw Char and Waste Soybean Powder Using Ultrasonic Vibration-Assisted Pelleting


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Experimental Setup
2.2. Experimental Design
2.2.1. Single-Factor Experiment Design
2.2.2. RSM Experiment Design
2.3. Test Method
3. Results and Discussion
3.1. Single-Factor Experiment
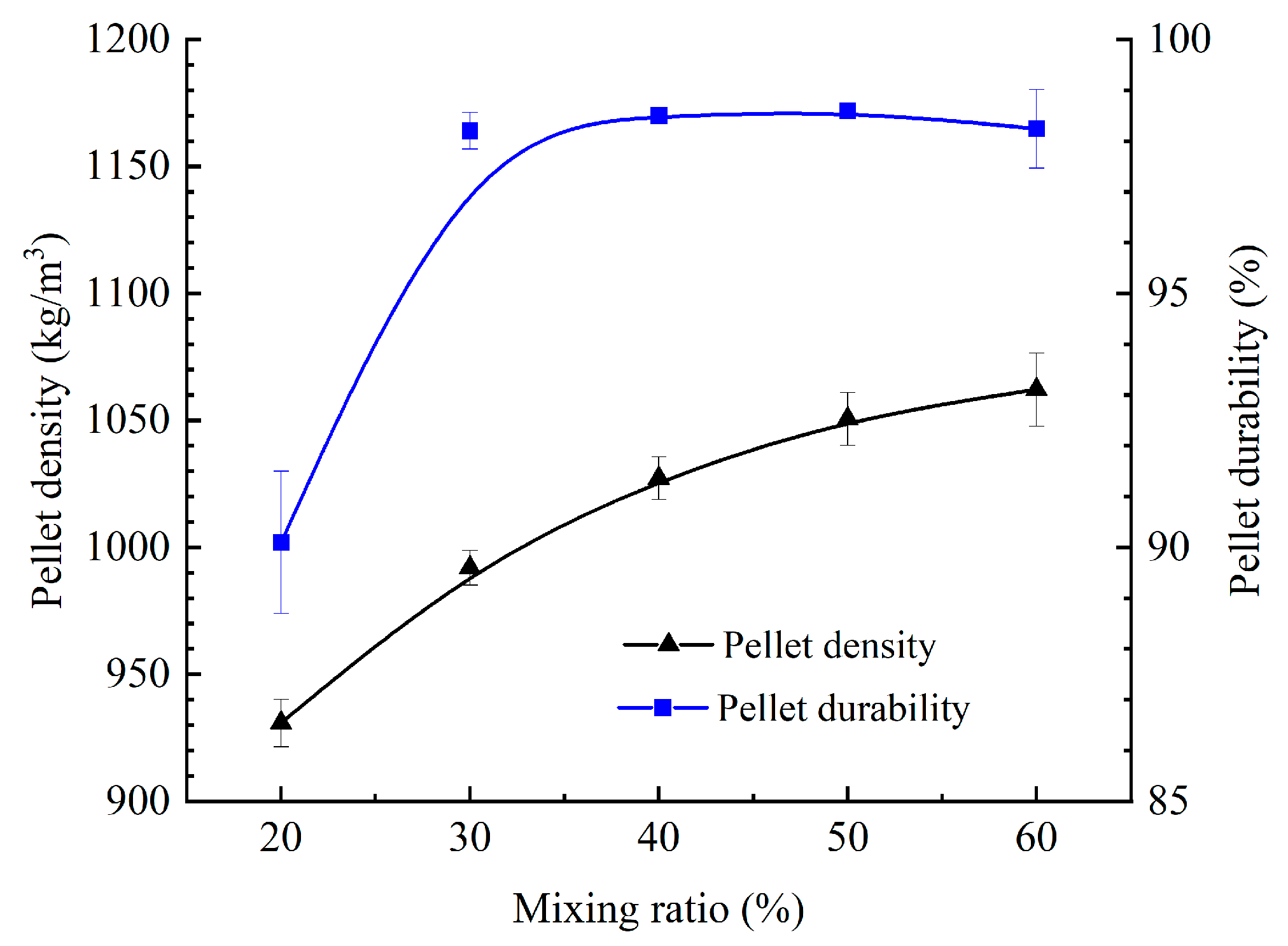
3.1.1. Effects of Mixing Ratio on Biochar Pellet Density and Durability
3.1.2. Effects of Pelleting Time on Biochar Pellet Density and Durability
3.1.3. Effects of Ultrasonic Power on Biochar Pellet Density and Durability
3.1.4. Effects of Molding Pressure on Biochar Pellet Density and Durability
3.2. CCRD Experiment
3.2.1. Response Surface Model of Density and Durability of Pellets
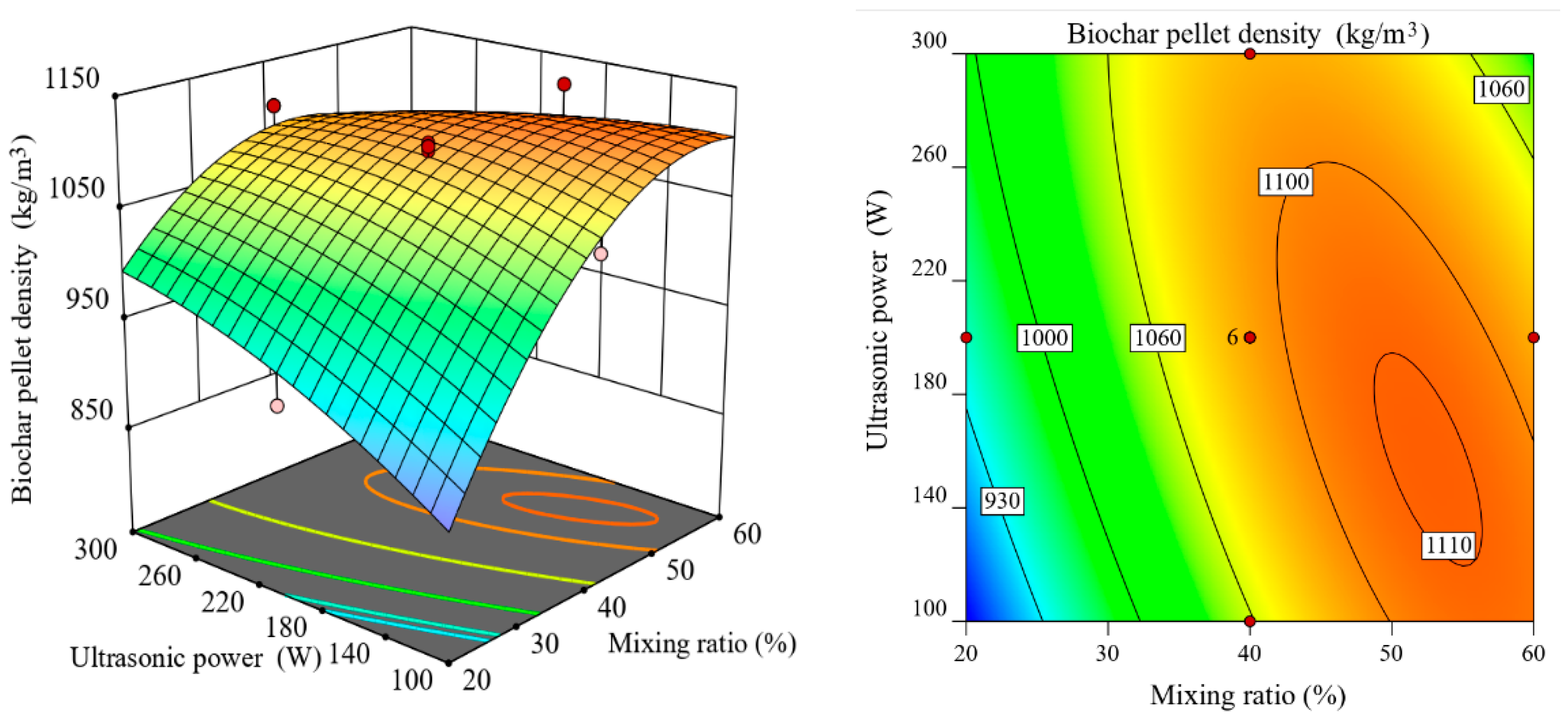
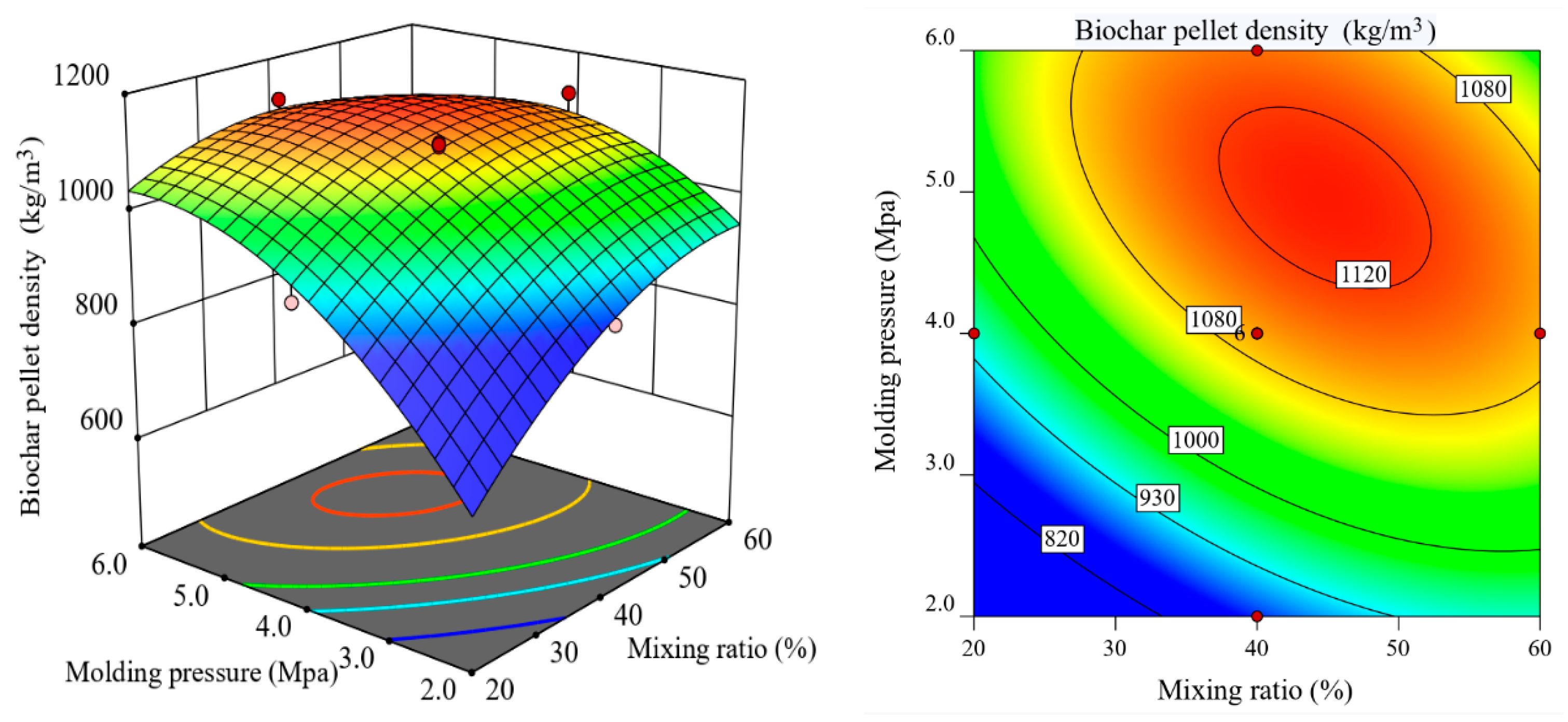
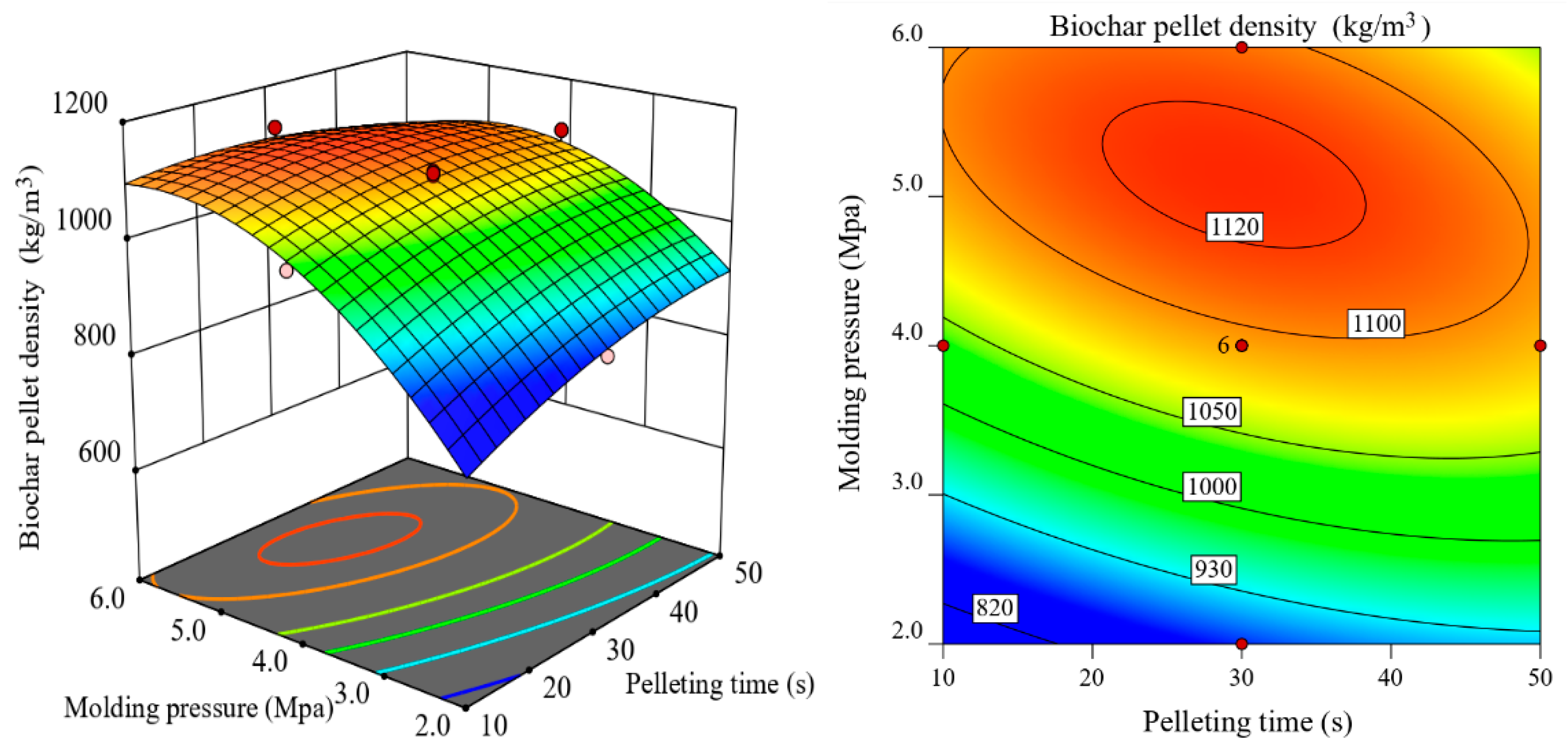
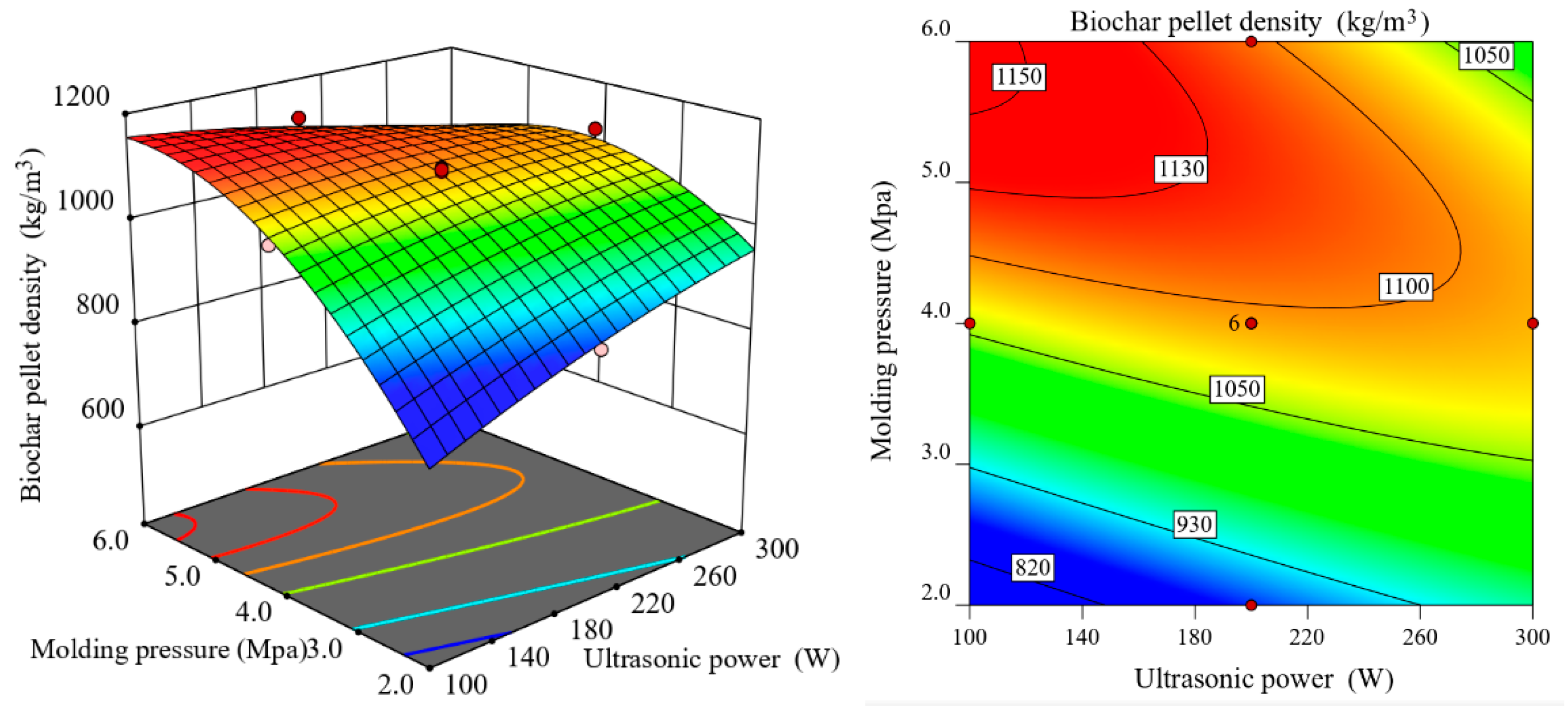
3.2.2. Interaction Effects on Biochar Pellet Density
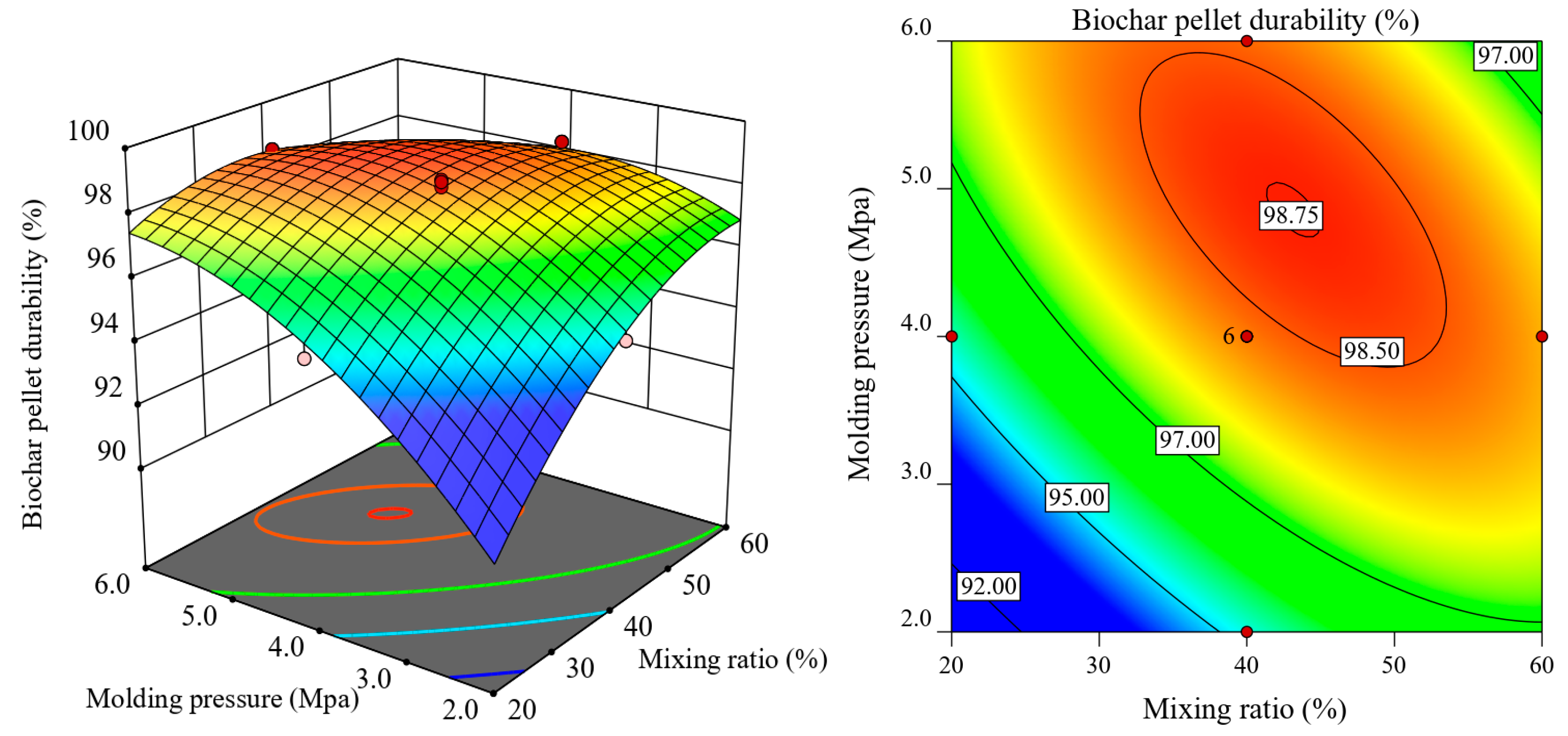
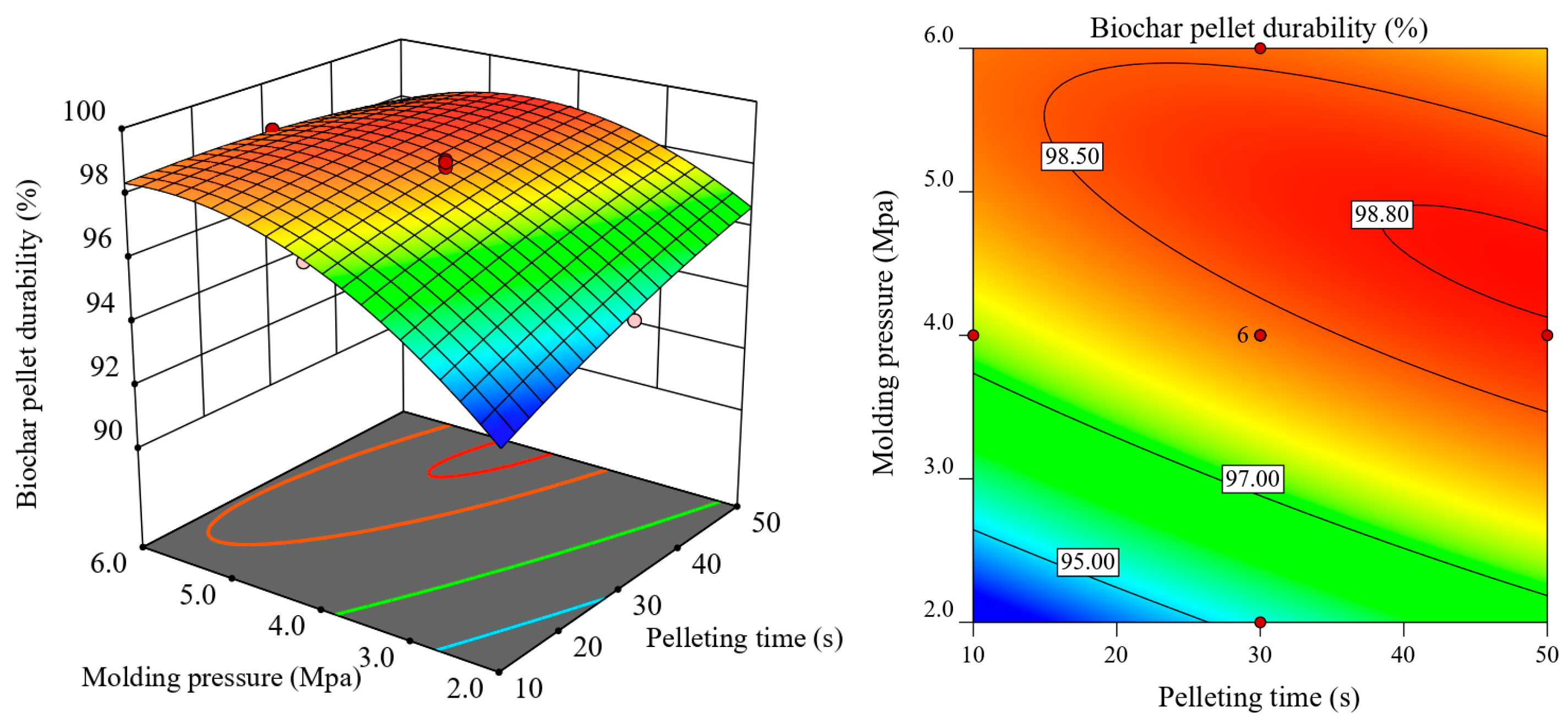
3.2.3. Interaction Effects on Biochar Pellet Durability
3.2.4. Optimization and Model Verification
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| WSP | Waste soybean powder |
| CCRD | Central Composite Rotatable Design |
| ANOVA | analysis of variance |
References
- CO2 Emissions in 2023. Available online: https://www.iea.org/reports/co2-emissions-in-2023 (accessed on 15 March 2024).
- Wei, L.; Li, Z.; Pan, Z.; Yi, Z.; Li, G.; An, L. A design of solar-driven thermochemical reactor integrated with heat recovery for continuous production of renewable fuels. Energy Convers. Manag. 2024, 310, 118484. [Google Scholar] [CrossRef]
- Korberg, A.D.; Skov, I.R.; Mathiesen, B.V. The role of biogas and biogas-derived fuels in a 100% renewable energy system in Denmark. Energy 2020, 199, 117426. [Google Scholar] [CrossRef]
- Yousaf, H.; Amin, A.; Baloch, A.; Akbar, M. Investigating household sector’s non-renewables, biomass energy consumption and carbon emissions for Pakistan. Environ. Sci. Pollut. Res. 2021, 28, 40824–40834. [Google Scholar] [CrossRef]
- Hou, J.; Wang, W.; Zhang, L.; Sun, X. Modern biomass energy technology system and its industrial application trend. Mod. Chem. Ind. 2022, 42, 7–13. [Google Scholar] [CrossRef]
- Zhu, D.; Hu, Q.; He, T.; Yang, H.; Wang, X.; Chen, H. Integrate quality upgrading stduy of biomass through pyrolysis and densification. Acta Energiae Solaris Sin. 2018, 39, 1398–1945. [Google Scholar]
- Sheng, C.; Yao, Z.; Zhao, L.; Meng, H.; Dai, M.; Cong, H. Condensification and co-combustion characteristics of blends of cotton stalk chae and bio-tar. Acta Energiae Solaris Sin. 2022, 43, 458–464. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, Q.; Deines, T.W.; Pei, Z.; Wang, D. Ultrasonic Vibration-Assisted Peiieting of Wheat Straw: A Designed Experimentai Investigation on Pellet Quality and Sugar Yield. J. Manufaoturing Sci. Eng. 2012, 134, 1–10. [Google Scholar] [CrossRef]
- Cong, W.; Pei, Z.; Zhang, P.; Qin, N.; Deines, T.W.; Lin, B. Ultrasonic-vibration-assisted pelleting of switchgrass: Effects of ultrasonic vibration. Trans. Tianjin Univ. 2011, 17, 313–319. [Google Scholar] [CrossRef]
- Li, W.; Li, C.; Zhang, B.; Zhou, G.; Liu, D. Optimization of density and durability of pellets using the response surface methodology in ultrasonic vibration-assisted pelleting of corn stover. Sci. Agric. 2023, 80, 1–11. [Google Scholar] [CrossRef]
- Li, W.; Yu, R.; Luo, L.; Shi, H. Process Optimization of Pellet Manufacturing from Mixed Materials in Ultrasonic Vibration-Assisted Pelleting. Energies 2024, 17, 2087. [Google Scholar] [CrossRef]
- Li, W.; Sui, J.; Wang, L.; Song, J. The Effect of Urea Pretreatment Combined with Ultrasonic Vibration-Assisted Pelleting on Pellet Solid Density and Durability. Processes 2023, 11, 2170. [Google Scholar] [CrossRef]
- Meng, F.; Wang, D.; Zhang, M. Effect of ultrasonic vibration-assisted pelleting of biomass on biochar properties. J. Clean. Prod. 2021, 279, 123900. [Google Scholar] [CrossRef]
- Qin, L.; Zhang, S.; Gao, Z.; JIiang, E. Molding Fuel and Combustion Characteristics of Biochar and Lignin. Trans. Chin. Soc. Agric. Mach. 2017, 48, 276–283. [Google Scholar] [CrossRef]
- Chen, T.; Zhang, W.; Liu, Y.; Song, Y.; Wu, L.; Liu, C.; Wang, T. Effects of Wet Fermented Soybean Dregs on Physical and Mechanical Properties of Pellets of Corn Stover. Animals 2022, 12, 2632. [Google Scholar] [CrossRef]
- Haykiri-Acma, H.; Yaman, S.; Kucukbayrak, S. Production of biobriquettes from carbonized brown seaweed. Fuel Process. Technol. 2013, 106, 33–40. [Google Scholar] [CrossRef]
- Liu, M.; Ren, X.; Zheng, D.; Lin, T.; Zhang, P.; Wang, H. Determination of aflatoxin B1 in corn or corn products by post-column photochemical derivatization. China Feed. 2022, 9, 92–95. [Google Scholar] [CrossRef]
- Liang, Z.; Peng, L. A review of the current status of crop mildew. Grain Sci. Technol. Econ. 2020, 45, 89–90. [Google Scholar] [CrossRef]
- Huo, L.; Zhao, L.; Hao, Y.; Meng, H.; Yao, Z.; Liu, Z.; Liu, T.; Yuan, Y. Quality standard system of densified biomass fuels at home and abroad. Trans. Chin. Soc. Agric. Eng. 2020, 36, 245–254. [Google Scholar] [CrossRef]
- ISO 17225-1:2021; Solid Biofuels—Fuel Specifications and Classes. Part 1: General Requirements. International Organization for Standardization: Geneva, Switzerland, 2021.
- GB/T 15459-2006; Determination of Shatter Indices of Coal. Standardization Administration of China (SAC): Beijing, China, 2006.
- Wang, W.; Zhou, G.; Cai, D.; Zheng, Q.; Li, Z.; Liu, L.; Chen, L. Design and experiment of the biomass briquetting machine with honeycomb structure bionic ring-die. Trans. Chin. Soc. Agric. Eng. 2023, 39, 267–274. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, P.; Pei, Z.; Rys, M.; Wang, D.; Zhou, J. Ultrasonic vibration-assisted pelleting of cellulosic biomass for ethanol manufacturing: An investigation on pelleting temperature. Renew. Energy 2016, 86, 895–908. [Google Scholar] [CrossRef]
- Zhang, P.; Pei, Z.J.; Wang, D.; Wu, X.R.; Cong, W.; Zhang, M.; Deines, T. Ultrasonic Vibration-Assisted Pelleting of Cellulosic Biomass for Biofuel Manufacturing. J. Manuf. Sci. Eng. 2011, 133, 011012. [Google Scholar] [CrossRef]
- Fan, K.; Zhang, P.; Pei, Z.J. Ultrasonic vibration-assisted pelleting of wheat straw: A predictive model for pellet density using response surface methodology. Biofuels 2014, 3, 259–267. [Google Scholar] [CrossRef]
- Tang, Y.; Cong, W.; Xu, J.; Zhang, P.; Liu, D. Ultrasonic vibration-assisted pelleting for cellulosic biofuels manufacturing: A study on in-pellet temperatures. Renew. Energy 2015, 76, 296–302. [Google Scholar] [CrossRef]
- Xu, M.; Zhang, P.; Ji, H.; Wu, Y.; Liu, Z.; Lu, Q. The individual and interactive effects of acid and basic oxides on ash fusibility during oxy-biomass combustion with recycled SO2. Fuel 2023, 331, 125888. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Natural binders and solid bridge type binding mechanisms in briquettes and pellets made from corn stover and switchgrass. Bioresour. Technol. 2010, 101, 1082–1090. [Google Scholar] [CrossRef]
- Peng, J.; Bi, H.T.; Sokhansanj, S.; Lim, J. A Study of Particle Size Effect on Biomass Torrefaction and Densification. Energy Fuels 2012, 26, 3826–3839. [Google Scholar] [CrossRef]
- Sun, B.; Yu, J.; Tahmasebi, A.; Han, Y. An experimental study on binderless briquetting of Chinese lignite: Effects of briquetting conditions. Fuel Process. Technol. 2014, 124, 243–248. [Google Scholar] [CrossRef]
- Fan, K.Q.; Tang, Y.J.; Fang, Y. Ultrasonic Vibration-Assisted Pelleting of Cellulosic Biomass: A Review. Adv. Mater. Res. 2013, 805–806, 151–155. [Google Scholar] [CrossRef]
- Lei, T.; Xin, X.; Li, Z.; Li, J.; Zhang, L. A review of torrefaction pretreatment for preparation biomass clean briquette fuels. Chem. Ind. For. Prod. 2021, 41, 110–118. [Google Scholar] [CrossRef]
- Stelte, W.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J.; Henriksen, U.B. Fuel pellets from biomass: The importance of the pelletizing pressure and its dependency on the processing conditions. Fuel 2011, 90, 3285–3290. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Biorefining 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Wen, K.; Zhang, Y.; Yao, Z.; Zhang, J. Study on factors affecting pellet drop resistance during dual ultrasonic vibration-assisted pelletizing of biomass. Electromachining Mould. 2016, 1, 47–50. [Google Scholar]
- Xu, J.; Tang, Y.; Hu, H.; Zhang, Y. Study on the influencing factors to pellet density during dual ultrasonic vibration-assisted pelleting of sawdust. Renew. Energy Resour. 2015, 33, 143–148. [Google Scholar] [CrossRef]
- Rao, Y.; Liu, R.; Yang, F.; Chen, Z.; Yue, H.; Zhang, X.; Cai, Z. Optimization of molding process parameters for biomass particles fuel from tobacco stems and wood chips. Renew. Energy Resour. 2019, 37, 650–655. [Google Scholar] [CrossRef]
- Garcia-Maraver, A.; Rodriguez, M.L.; Serrano-Bernardo, F.; Diaz, L.F.; Zamorano, M. Factors affecting the quality of pellets made from residual biomass of olive trees. Fuel Process. Technol. 2015, 129, 1–7. [Google Scholar] [CrossRef]
- Zhang, Q.; Shi, Z.; Zhang, P.; Zhang, M.; Li, Z.; Chen, X.; Zhou, J. Ultrasonic-Assisted Pelleting of Sorghum Stalk: Predictive Models for Pellet Density and Durability Using Multiple Response Surface Methodology. Energies 2018, 11, 1214. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Elemental Analysis/% | Industrial Analysis/% | |||||||
|---|---|---|---|---|---|---|---|---|---|
| C | H | O * | N | S | Moisture | Ash Content | Volatile Matter | Fixed Carbon * | |
| Corn straw | 41.34 ± 0.015 | 5.67 ± 0.020 | 45.28 | 2.08 ± 0.010 | 0.14 ± 0.0057 | 8.30 ± 0.025 | 5.49 ± 0.02 | 77.73 ± 0.045 | 8.48 |
| WSP | 49.32 ± 0.010 | 7.20 ± 0.021 | 31.85 | 6.21 ± 0.020 | 0.29 ± 0.015 | 6.30 ± 0.031 | 5.13 ± 0.015 | 80.21 ± 0.055 | 8.36 |
| Corn straw char | 68.54 ± 0.011 | 2.75 ± 0.010 | 11.62 | 1.40 ± 0.015 | 0.10 ± 0.021 | 4.00 ± 0.021 | 15.59 ± 0.060 | 40.57 ± 0.036 | 39.84 |
| Variables | Mixing Ratio (x1)/% | Pelleting Time (x2)/s | Ultrasonic Power (x3)/W | Molding Pressure (x4)/MPa |
|---|---|---|---|---|
| Level | 20 | 0 | 100 | 2 |
| 30 | 15 | 150 | 3 | |
| 40 | 30 | 200 | 4 | |
| 50 | 45 | 250 | 5 | |
| 60 | 60 | 300 | 6 |
| Level | Variables | |||
|---|---|---|---|---|
| Mixing Ratio (x1)/% | Pelleting Time (x2)/s | Ultrasonic Power (x3)/w | Molding Pressure (x4)/MPa | |
| +2 | 60 | 50 | 300 | 6 |
| +1 | 50 | 40 | 250 | 5 |
| 0 | 40 | 30 | 200 | 4 |
| −1 | 30 | 20 | 150 | 3 |
| −2 | 20 | 10 | 100 | 2 |
| Run | Mixing Ratio (x1)/% | Pelleting Time (x2)/s | Ultrasonic Power (x3)/W | Molding Pressure (x4)/MPa | Pellet Density/kg/m3 | Pellet Durability/% |
|---|---|---|---|---|---|---|
| 1 | 40 | 30 | 200 | 4 | 1077.63 | 98.60 |
| 2 | 20 | 30 | 200 | 4 | 919.00 | 95.04 |
| 3 | 40 | 30 | 300 | 4 | 1106.88 | 98.34 |
| 4 | 40 | 50 | 200 | 4 | 1106.75 | 98.56 |
| 5 | 50 | 20 | 250 | 3 | 1017.04 | 98.17 |
| 6 | 40 | 30 | 200 | 4 | 1102.01 | 98.62 |
| 7 | 30 | 40 | 150 | 5 | 1088.28 | 98.28 |
| 8 | 40 | 30 | 200 | 4 | 1104.93 | 97.95 |
| 9 | 30 | 20 | 150 | 3 | 881.66 | 93.9 |
| 10 | 50 | 20 | 150 | 3 | 983.60 | 96.14 |
| 11 | 30 | 20 | 250 | 5 | 1080.75 | 97.95 |
| 12 | 40 | 30 | 200 | 4 | 1071.06 | 98.39 |
| 13 | 40 | 30 | 200 | 2 | 864.43 | 95.02 |
| 14 | 30 | 20 | 250 | 3 | 962.28 | 96.22 |
| 15 | 60 | 30 | 200 | 4 | 1123.14 | 98.26 |
| 16 | 50 | 40 | 250 | 3 | 1068.30 | 98.92 |
| 17 | 40 | 10 | 200 | 4 | 1020.29 | 97.30 |
| 18 | 40 | 30 | 200 | 6 | 1123.44 | 98.43 |
| 19 | 30 | 20 | 150 | 5 | 1074.25 | 97.99 |
| 20 | 50 | 20 | 250 | 5 | 1076.81 | 97.50 |
| 21 | 40 | 30 | 200 | 4 | 1101.52 | 98.55 |
| 22 | 30 | 40 | 250 | 3 | 977.31 | 97.62 |
| 23 | 40 | 30 | 200 | 4 | 1097.74 | 97.81 |
| 24 | 30 | 40 | 150 | 3 | 919.58 | 95.01 |
| 25 | 50 | 40 | 250 | 5 | 1053.13 | 98.39 |
| 26 | 40 | 30 | 100 | 4 | 1044.66 | 97.11 |
| 27 | 30 | 40 | 250 | 5 | 1074.26 | 98.15± |
| 28 | 50 | 20 | 150 | 5 | 1136.28 | 98.73± |
| 29 | 50 | 40 | 150 | 5 | 1124.82 | 98.50± |
| 30 | 50 | 40 | 150 | 3 | 1041.83 | 97.73± |
| Source | df | Biochar Pellet Density | Biochar Pellet Durability | ||||
|---|---|---|---|---|---|---|---|
| Sum of Squares | p-Value | Coefficients | Sum of Squares | p-Value | Coefficients | ||
| Model | 14 | 1.558 × 105 | <0.0001 ** | 1092.48 | 48.31 | <0.0001 ** | 98.32 |
| x1 | 1 | 30226.12 | <0.0001 ** | 35.49 | 9.88 | <0.0001 ** | 0.64 |
| x2 | 1 | 3946.51 | 0.0114 ** | 12.82 | 3.02 | 0.0002 ** | 0.36 |
| x3 | 1 | 1410.97 | 0.1054 | 7.67 | 3.45 | <0.0001 ** | 0.38 |
| x4 | 1 | 78776.04 | <0.0001 ** | 57.29 | 14.41 | <0.0001 ** | 0.78 |
| x1x2 | 1 | 12.01 | 0.8758 | 0.87 | 0.00 | 1.00 | 0.00 |
| x1x3 | 1 | 2552.27 | 0.0350 * | −12.63 | 0.52 | 0.0563 | −0.18 |
| x1x4 | 1 | 5492.29 | 0.0040 ** | −18.53 | 3.48 | <0.0001 ** | −0.47 |
| x2x3 | 1 | 244.92 | 0.4839 | −3.91 | 0.014 | 0.7351 | 0.03 |
| x2x4 | 1 | 2257.20 | 0.0457 * | −11.88 | 0.86 | 0.0179 * | −0.23 |
| x3x4 | 1 | 7095.54 | 0.0015 ** | −21.06 | 5.83 | <0.0001 ** | −0.60 |
| 1 | 9333.38 | 0.0005 ** | −18.45 | 4.07 | <0.0001 ** | −0.39 | |
| 1 | 1683.41 | 0.0794 | −7.83 | 0.12 | 0.3407 | −0.07 | |
| 1 | 624.52 | 0.2696 | −4.77 | 0.37 | 0.0996 | −0.12 | |
| 1 | 17460.31 | <0.0001 ** | −25.23 | 3.69 | <0.0001 ** | −0.37 | |
| Residual | 15 | 7128.45 | -- | -- | 1.82 | -- | -- |
| Lack of Fit | 10 | 6093.90 | 0.1224 | -- | 1.19 | 0.5558 | -- |
| Pure Error | 5 | 1034.55 | -- | -- | 0.62 | -- | -- |
| Cor Total | 29 | 1.630 × 105 | -- | -- | 50.12 | -- | -- |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Yin, S.; Sui, J.; Luo, L. Optimization of Biochar Pellet Production from Corn Straw Char and Waste Soybean Powder Using Ultrasonic Vibration-Assisted Pelleting. Processes 2025, 13, 2376. https://doi.org/10.3390/pr13082376
Li W, Yin S, Sui J, Luo L. Optimization of Biochar Pellet Production from Corn Straw Char and Waste Soybean Powder Using Ultrasonic Vibration-Assisted Pelleting. Processes. 2025; 13(8):2376. https://doi.org/10.3390/pr13082376
Chicago/Turabian StyleLi, Wentao, Shengxu Yin, Jianning Sui, and Lina Luo. 2025. "Optimization of Biochar Pellet Production from Corn Straw Char and Waste Soybean Powder Using Ultrasonic Vibration-Assisted Pelleting" Processes 13, no. 8: 2376. https://doi.org/10.3390/pr13082376
APA StyleLi, W., Yin, S., Sui, J., & Luo, L. (2025). Optimization of Biochar Pellet Production from Corn Straw Char and Waste Soybean Powder Using Ultrasonic Vibration-Assisted Pelleting. Processes, 13(8), 2376. https://doi.org/10.3390/pr13082376