
Manufacturing Considerations in the Aerodynamic Design Process of Turbomachinery Components


Abstract
1. Introduction
2. Methodology
2.1. Blisk Model
2.2. Optimization Methodology
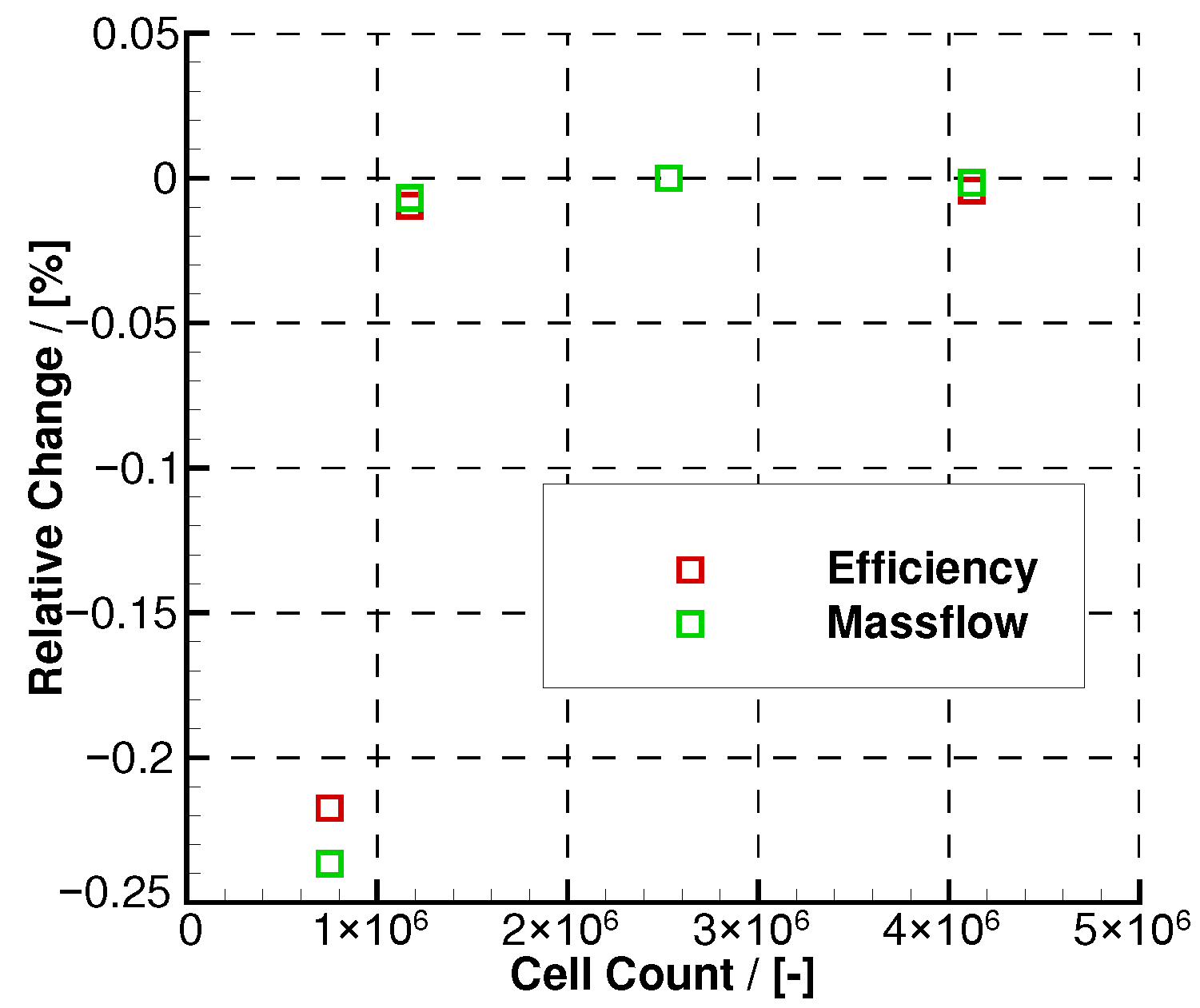
2.2.1. Aerodynamic Assessment
2.2.2. Assessment of Manufacturability
- Compute WCS tool tip positions, given the 2D blade cross-section and the additional inputs detailed in Table A1.
- Compute the axes’ positions in MCS for each WCS point.
- Compute the ratio of each MCS velocity, acceleration and jerk and the machine’s theoretical limits.
- Return the highest ratio.
2.2.3. Workflow
2.3. Manufacturing Process and Data Acquisition
3. Results
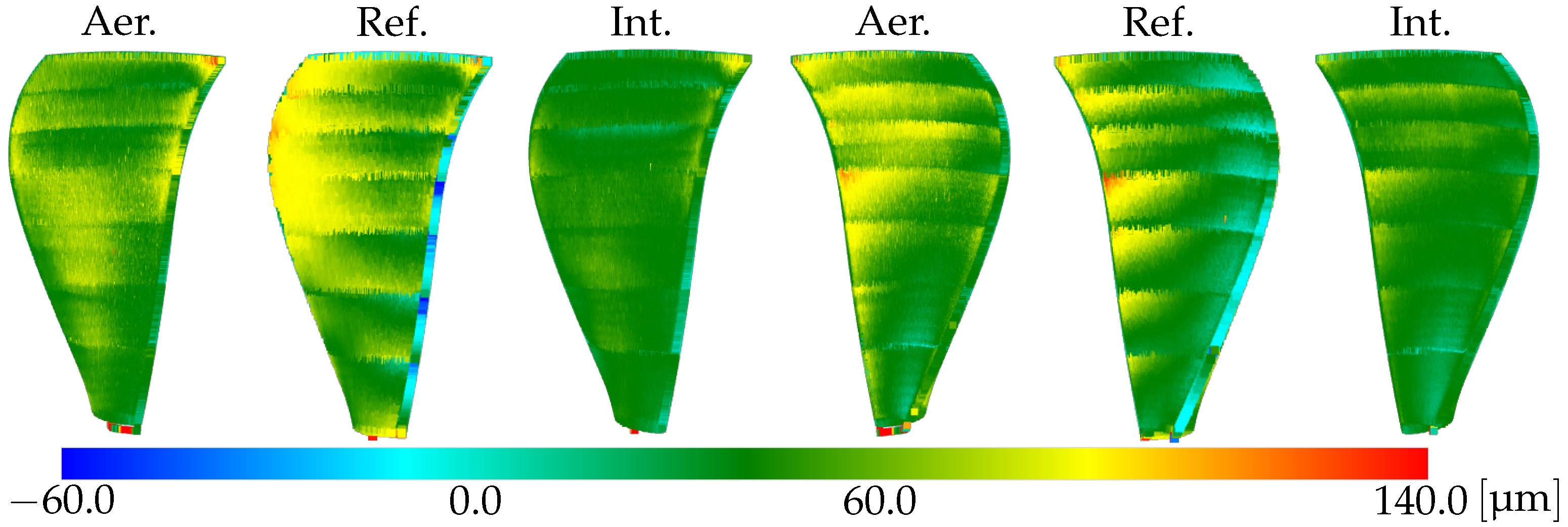
3.1. Evaluation of Manufacturability
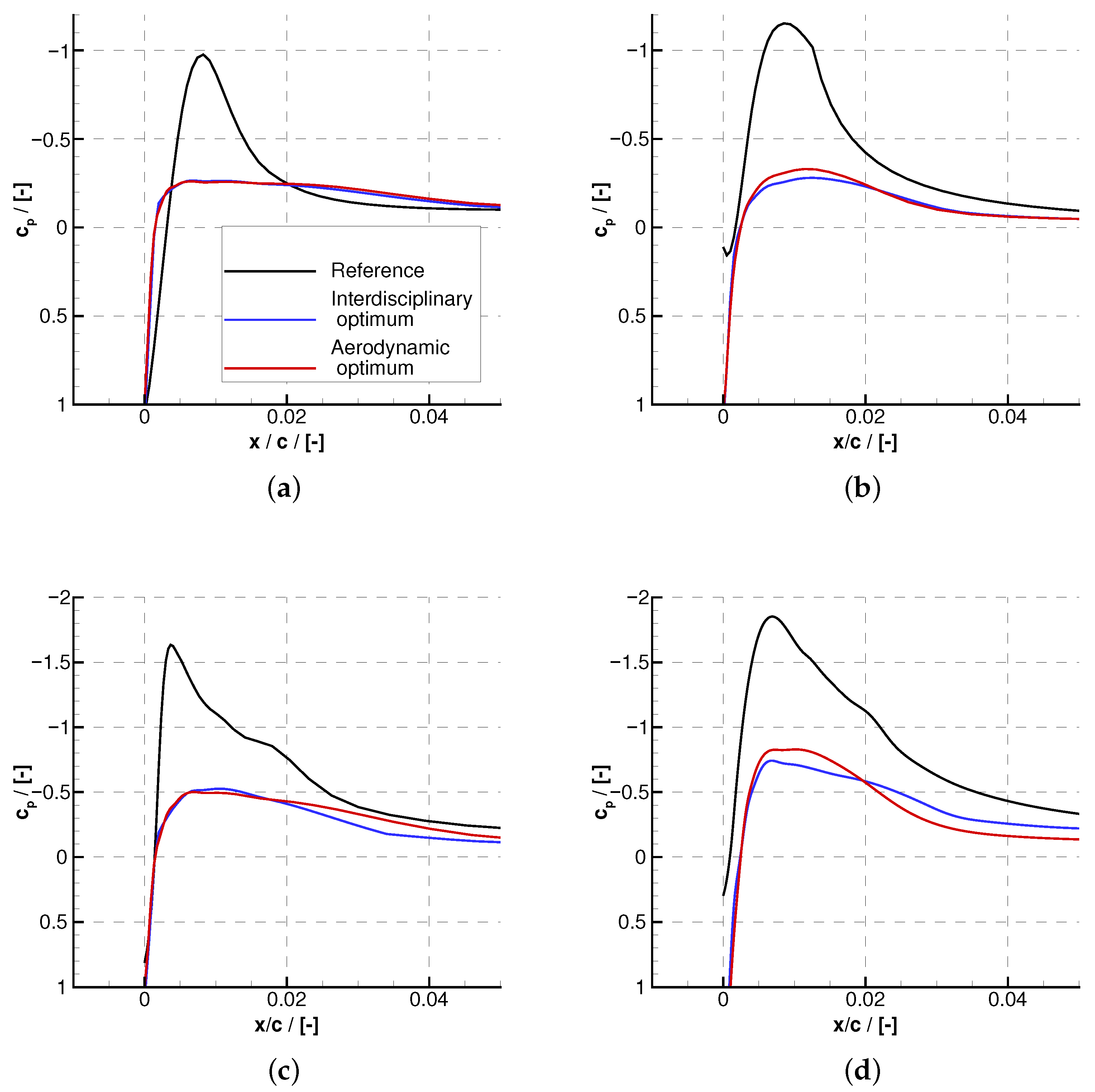
3.2. Evaluation of Aerodynamics
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
Appendix A.1

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool Radius [mm] | Feed Rate [mm/min] | Side Tilt Angle [deg] | Translation [mm] | Orientation |
|---|---|---|---|---|
| 3 1 | 1146 | 5 |
Appendix A.2
| Block | Relative Drop | Reference | Aer. Optimum | Int. Optimum |
|---|---|---|---|---|
| 0–10% | 4 | +46 | +18 | |
| 1 | 10–30% | 6 | +51 | +20 |
| 30–60% | 11 | 0 | +25 | |
| 0–10% | 4 | −4 | +3 | |
| 2 | 10–30% | 3 | −3 | +6 |
| 30–60% | 0 | 0 | +32 | |
| 0–10% | 11 | −2 | +5 | |
| 3 | 10–30% | 35 | −35 | −34 |
| 30–60% | 3 | −3 | −3 | |
| 0–10% | 55 | −20 | −8 | |
| 5 | 10–30% | 71 | −22 | −23 |
| 30–60% | 40 | −33 | −29 | |
| 0–10% | 29 | 36 | +8 | |
| 6 | 10–30% | 45 | −11 | +25 |
| 30–60% | 124 | −124 | −124 | |
| 0–10% | 56 | −49 | 0 | |
| 7 | 10–30% | 55 | −31 | −22 |
| 30–60% | 73 | −32 | −60 |
References
- DiOrio, A.G. Small Core Axial Compressors for High Efficiency Jet Aircraft. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2012. [Google Scholar]
- Goodhand, M.N.; Miller, R.J. The impact of real geometries on three-dimensional separations in compressors. J. Turbomach. 2012, 134, 021007. [Google Scholar] [CrossRef]
- Anderson, D.M. Design for Manufacturability: How to Use Concurrent Engineering to Rapidly Develop Low-Cost, High-Quality Products for Lean Production; Productivity Press: New York, NY, USA, 2020. [Google Scholar] [CrossRef]
- Anderson, M.R.; Klein, P.L. Manufacturing Considerations in the Initial Design Process. In Proceedings of the Turbo Expo: Power for Land, Sea, and Air, American Society of Mechanical Engineers, Seoul, Republic of Korea, 13–17 June 2016; Volume 49729, p. V02DT42A033. [Google Scholar] [CrossRef]
- Joly, M.M.; Verstraete, T.; Paniagua, G. Multidisciplinary design optimization of a compact highly loaded fan. Struct. Multidiscip. Optim. 2014, 49, 471–483. [Google Scholar] [CrossRef]
- Ghisu, T.; Parks, G.; Jarrett, J.; Clarkson, P. Multi-objective optimisation of aero-engine compressors. In Proceedings of the Third International Conference ‘The Future of Gas-Turbine Technology’, Brussels, Belgium, 1–15 October 2006; pp. 1–11. [Google Scholar]
- Group, A.M.; Carter, A. Blade profiles for axial-flow fans, pumps, compressors, etc. Proc. Inst. Mech. Eng. 1961, 175, 775–806. [Google Scholar] [CrossRef]
- Walraevens, R.; Cumpsty, N. Leading edge separation bubbles on turbomachine blades. J. Turbomach. 1995, 117, 115–125. [Google Scholar] [CrossRef]
- Cumpsty, N.A. Compressor Aerodynamics; Krieger Publishing Company: Malabar, FL, USA, 2004. [Google Scholar]
- Liu, H.; Liu, B.; Li, L.; Jiang, H. Effect of leading-edge geometry on separation bubble on a compressor blade. In Proceedings of the Turbo Expo: Power for Land, Sea and Air, Atlanta, GA, USA, 16–19 June 2003; Volume 36894, pp. 387–395. [Google Scholar] [CrossRef]
- Goodhand, M.N.; Miller, R.J. Compressor leading edge spikes: A new performance criterion. J. Turbomach. 2011, 133, 021006. [Google Scholar] [CrossRef]
- Song, Y.; Gu, C.W.; Xiao, Y.B. Numerical and theoretical investigations concerning the continuous-surface-curvature effect in compressor blades. Energies 2014, 7, 8150–8177. [Google Scholar] [CrossRef]
- Xu, J.; Sun, Y.; Zhang, X. A mapping-based spiral cutting strategy for pocket machining. Int. J. Adv. Manuf. Technol. 2013, 67, 2489–2500. [Google Scholar] [CrossRef]
- Budak, E.; Altintas¸, Y. Analytical Prediction of Chatter Stability in Milling—Part I: General Formulation. J. Dyn. Syst. Meas. Control 1998, 120, 22–30. [Google Scholar] [CrossRef]
- Chaves-Jacob, J.; Poulachon, G.; Duc, E.; Geffroy, C. Design for manufacturing applied to turbomachine components. Int. J. Adv. Manuf. Technol. 2011, 57, 453–463. [Google Scholar] [CrossRef]
- Vessaz, C.; Tournier, C.; Münch, C.; Avellan, F. Design optimization of a 2D blade by means of milling tool path. CIRP J. Manuf. Sci. Technol. 2013, 6, 157–166. [Google Scholar] [CrossRef]
- Zhou, Y.; Xing, T.; Song, Y.; Li, Y.; Zhu, X.; Li, G.; Ding, S. Digital-twin-driven geometric optimization of centrifugal impeller with free-form blades for five-axis flank milling. J. Manuf. Syst. 2021, 58, 22–35. [Google Scholar] [CrossRef]
- Damtew, L.; Michel-Angeli, N.; Gerhard, N.; Ganser, P.; Bergs, T. A novel framework for incorporating machine limitations into component design for 5-axis milling. In Proceedings of the 18th CIRP Conference on Intelligent Computation in Manufacturing Engineering, Gulf of Naples, Italy, 10–12 July 2024. [Google Scholar]
- Fricke, K.; Gierlings, S.; Ganser, P.; Venek, T.; Bergs, T. Geometry Model and Approach for Future Blisk LCA. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1024, 012067. [Google Scholar] [CrossRef]
- Deutsches Zentrum für Luft- und Raumfahrt e., V. (DLR). TRACE User Guide. 2025. Available online: https://www.trace-portal.de/userguide/trace (accessed on 5 May 2025).
- Menter, F.R.; Kuntz, M.; Langtry, R. Ten years of industrial experience with the SST turbulence model. Turbul. Heat Mass Transf. 2003, 4, 625–632. [Google Scholar]
- Kato, K. The modeling of turbulent flow around stationary and vibrating square cylinders. In Proceedings of the 9th Symposium on Turbulent Shear Flows, Kyoto, Japan, 6–18 August 1993; pp. 1041–1046. [Google Scholar]
- Langtry, R.B.; Menter, F.R. Correlation-based transition modeling for unstructured parallelized computational fluid dynamics codes. AIAA J. 2009, 47, 2894–2906. [Google Scholar] [CrossRef]
- Scippa, A.; Grossi, N.; Campatelli, G. FEM based cutting velocity selection for thin walled part machining. Procedia Cirp 2014, 14, 287–292. [Google Scholar] [CrossRef]


| Block no. | 1 | 2 | 3–7 |
| Chord tolerance | 0.02 | 0.02 | 0.01 |
| Angular tolerance | 0.05 | 0.01 | 0.01 |
| Geometry | Q99 | Median | Mean | Std |
|---|---|---|---|---|
| Reference | 95 | 30 | 35 | 25 |
| Aer. optimum | −3 | +13 | +6 | −2 |
| Int. optimum | −30 | +6 | −1 | −10 |
| Isentropic Efficiency Gain [%] | ||
|---|---|---|
| Geometry | Nominal | Manufactured |
| Reference | +0.00 | +0.00 |
| Aerodynamic optimum | +0.24 | +0.19 |
| Interdisciplinary optimum | +0.20 | +0.11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Effen, C.; Riegel, B.; Gerhard, N.; Henninger, S.; Behrens genannt Wäcken, P.; Jeschke, P.; Rudel, V.; Bergs, T. Manufacturing Considerations in the Aerodynamic Design Process of Turbomachinery Components. Processes 2025, 13, 2363. https://doi.org/10.3390/pr13082363
Effen C, Riegel B, Gerhard N, Henninger S, Behrens genannt Wäcken P, Jeschke P, Rudel V, Bergs T. Manufacturing Considerations in the Aerodynamic Design Process of Turbomachinery Components. Processes. 2025; 13(8):2363. https://doi.org/10.3390/pr13082363
Chicago/Turabian StyleEffen, Christian, Benedikt Riegel, Nicklas Gerhard, Stefan Henninger, Pascal Behrens genannt Wäcken, Peter Jeschke, Viktor Rudel, and Thomas Bergs. 2025. "Manufacturing Considerations in the Aerodynamic Design Process of Turbomachinery Components" Processes 13, no. 8: 2363. https://doi.org/10.3390/pr13082363
APA StyleEffen, C., Riegel, B., Gerhard, N., Henninger, S., Behrens genannt Wäcken, P., Jeschke, P., Rudel, V., & Bergs, T. (2025). Manufacturing Considerations in the Aerodynamic Design Process of Turbomachinery Components. Processes, 13(8), 2363. https://doi.org/10.3390/pr13082363