

Evaluation of Feedstock Characteristics Determined by Different Methods and Their Relationships to the Crackability of Petroleum, Vegetable, Biomass, and Waste-Derived Oils Used as Feedstocks for Fluid Catalytic Cracking: A Systematic Review


Abstract
1. Introduction
- To evaluate which FCC feed characterization method (empirically calculated FCC feed parameters and measured mass spectrometry data) provides the highest accuracy for prediction of conversion at maximum gasoline yield using the data reported by Fisher [34];
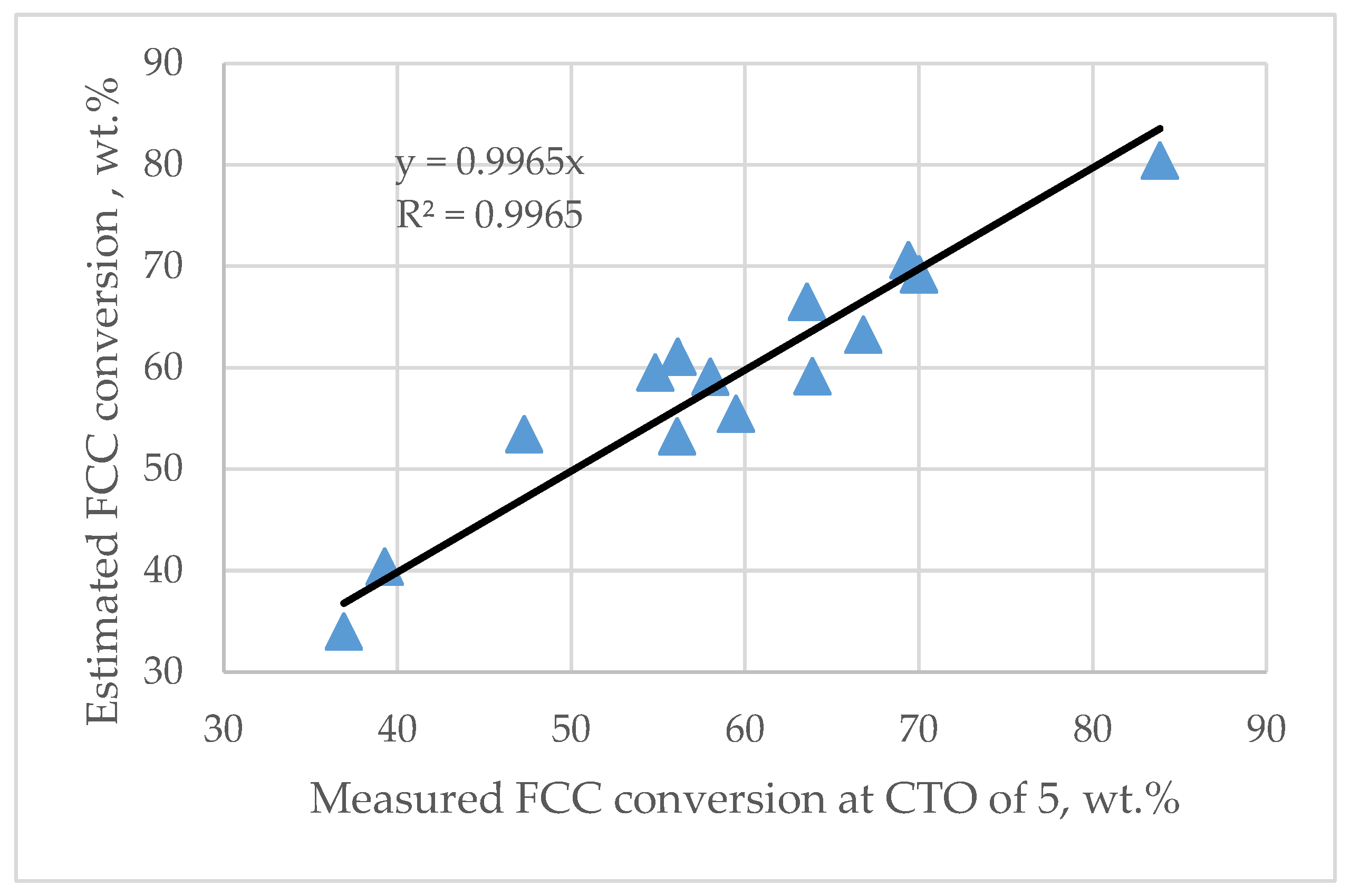
- To review FCC feed characterization by total and basic nitrogen contents and their relation to the feed crackability, and to develop a correlation between FCC conversion obtained under the same operating conditions and feed characteristics, such as the contents of basic nitrogen and aromatic carbon or hydrogen, using data from Ng et al. [35] and Ng and Rahimi [83];
- To review the use of liquid chromatography to fractionate the FCC feed into acid, base, and neutral types and the relation of these types to the feed crackability;
- To review the co-processing of bio-oils and pyrolysis oils from waste plastics and scrapped tires as part of the FCC process.
2. Materials and Methods
3. Results
3.1. Review on Methods for Fossil Based FCC Feed Characterization and Their Relations to Feed Crackability
3.1.1. Empirical Methods for FCC Feed Characterization and Their Relation to the Feed Crackability
3.1.2. Mass Spectrometry Characterization of FCC Feeds, Aromatic Carbon and Hydrogen Contents Measured by NMR, and Their Relation to Feed Crackability
3.1.3. FCC Feed Characterization by Total and Basic Nitrogen Contents and Their Relation to Feed Crackability
3.1.4. Liquid Chromatography for Fractionation of FCC Feed into Acidic, Basic, and Neutral Types and the Relationship to Feed Crackability
3.2. Review on Co-Processing of Bio-Oils and Pyrolysis Oils from Waste Plastics and Scrapped Tires in the FCC Process
3.2.1. Co-Processing of Bio-Oils in the FCC Process
3.2.2. Co-Processing of Pyrolysis Oils from Waste Plastics and Scrapped Tires in the FCC Process
4. Discussion
5. Conclusions
Supplementary Materials
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vogt, E.T.C.; Weckhuysen, B.M. Fluid catalytic cracking: Recent developments on the grand old lady of zeolite catalysis. Chem. Soc. Rev. 2015, 44, 7342–7370. [Google Scholar] [CrossRef] [PubMed]
- Available online: https://www.statista.com/statistics/1445314/number-of-oil-refineries-worldwide/ (accessed on 11 April 2025).
- GlobalNewsWire. Global Refinery Fluid Catalytic Cracking Units (FCCU) Industry Outlook 2024−2028: Capacity and Capital Expenditure Outlook with Details of All Operating and Planned Fluid Catalytic Cracking Units. May 2024. Available online: www.globenewswire.com/news-release/2024/07/10/2911231/28124/en/Global-Refinery-Fluid-Catalytic-Cracking-Units-FCCU-Industry-Outlook-2024-2028-Capacity-and-Capital-Expenditure-Outlook-with-Details-of-All-Operating-and-Planned-Fluid-Catalytic-Cr.html (accessed on 25 March 2025).
- Liu, J.; Chen, H.; Pi, Z.; Liu, Y.; Sun, H.; Shen, B. Molecular-Level-Process Model with Feedback of the Heat Effects on a Complex Reaction Network in a Fluidized Catalytic Cracking Process. Ind. Eng. Chem. Res. 2017, 56, 3568–3577. [Google Scholar] [CrossRef]
- Pathak, A.; Rana, M.S.; Marafi, M.; Kothari, R.; Gupta, P.; Tyagi, V.V. Waste petroleum fluid catalytic cracking catalysts as a raw material for synthesizing valuable zeolites: A critical overview on potential, applications, and challenges. SM&T 2023, 38, e00733. [Google Scholar] [CrossRef]
- Corma, A.; Sauvanaud, L. Chapter 4 Increasing LCO yield and quality in the FCC: Cracking pathways analysis. In Fluid Catalytic Cracking VII: Materials. Methods and Process Innovations; Elsevier B.V.: Amsterdam, The Netherlands, 2007; pp. 41–54. [Google Scholar]
- Corma, A.; Martínez, C.; Sauvanaud, L. New materials as FCC active matrix components for maximizing diesel (light cycle oil, LCO) and minimizing its aromatic content. Catal. Today 2007, 127, 3–16. [Google Scholar] [CrossRef]
- Gilbert, W.R.; Morgado, E., Jr.; de Abreu, M.A.S.; de la Puente, G.; Passamonti, F.; Sedran, U. A novel fluid catalytic cracking approach for producing low aromatic LCO. FPT 2011, 92, 2235–2240. [Google Scholar]
- Shirzad, P.; Kantor, I. Acosta-López, J.G.; Muñoz, J.L.; de Lasa, H. Unravelling Vacuum Gas Oil Catalytic Cracking: The Influence of the Catalyst-to-Oil Ratio on FCC Catalyst Performance. Catalysts 2025, 15, 170. [Google Scholar]
- Wang, Y.; Zhang, J.; Guo, X.; Chen, B.; Sun, Q.; Liu, A.; Sun, C.; Chen, G.; Yang, L. Experiments and modeling for recovery of hydrogen and ethylene from fluid catalytic cracking (FCC) dry gas utilizing hydrate formation. Fuel 2017, 209, 473–489. [Google Scholar] [CrossRef]
- Zhu, X.; Jiang, S.; Li, C.; Chen, X.; Yang, C. Residue catalytic cracking process for maximum ethylene and propylene production. Ind. Eng. Chem. Res. 2013, 52, 14366–14375. [Google Scholar] [CrossRef]
- Kakku, S.; Naidu, S.; Anand, G.; Chakinala, A.G.; Joshi, J.; Thota, C.; Maity, P.; Sharma, A. Co-processing of organic fraction from groundnut shell biocrude with VGO in FCC unit to produce petrochemical products. Renew. Energy 2024, 224, 120182. [Google Scholar] [CrossRef]
- Zhao, Y.; Guo, X.; Fang, Y. Coprocessing of cashew nut shell liquid and phenol model compounds with VGO in a pilot-scale FCC riser. Energy 2024, 307, 132764. [Google Scholar] [CrossRef]
- Mastry, M.C.; Dorazio, L.; Fu, J.C.; Gómez, J.P.; Sedano, S.; Ail, S.S.; Castaldi, M.J.; Yilmaz, B. Processing renewable and waste based feedstocks with fluid catalytic cracking: Impact on catalytic performance and considerations for improved catalyst design. Front. Chem. 2023, 11, 1067488. [Google Scholar] [CrossRef] [PubMed]
- Palos, R.; Rodríguez, E.; Gutierrez, A.; Bilbao, J.; Arandes, J.M. Cracking of plastic pyrolysis oil over FCC equilibrium catalysts to produce fuels: Kinetic modeling. Fuel 2022, 316, 123341. [Google Scholar] [CrossRef]
- Kittel, H.; Frasko, F.; Psenicka, M. Coprocessing of low concentration waste plastics and scrapped tires pyrolysis oil in the FCC Advanced Cracking Evaluation laboratory unit. J. Energy Inst. 2024, 113, 101500. [Google Scholar] [CrossRef]
- Tran, X.T.; Kim, E.S.; Mun, D.H.; Jung, T.; Shin, J.; Kang, N.Y.; Park, Y.-K.; Kim, D.K. Catalytic Cracking of Crude Waste Plastic Pyrolysis Oil for Enhanced Light Olefin Production in a Pilot-Scale Circulating Fluidized Bed Reactor. ACS Sustain. Chem. Eng. 2024, 12, 12493–12503. [Google Scholar] [CrossRef]
- Thangaraj, B.; Lee, Y.-K. Review on recent development in catalytic cracking of waste polyolefins: Effect of zeolite-based catalysts and reaction parameters. Fuel 2025, 380, 133220. [Google Scholar] [CrossRef]
- Xu, Y.; Zuo, Y.; Yang, W.; Shu, X.; Chen, W.; Zheng, A. Targeted Catalytic Cracking to Olefins (TCO): Reaction Mechanism, Production Scheme, and Process Perspectives. Engineering 2023, 30, 100–109. [Google Scholar] [CrossRef]
- Mafat, I.H.; Sharma, S.K.; Surya, D.V.; Rao, C.S.; Maity, U.; Barupal, A.; Jasra, R. Development of machine learning model for the prediction of selectivity to light olefins from catalytic cracking of hydrocarbons. Fuel 2025, 381, 133682. [Google Scholar] [CrossRef]
- Mizuno, T.; Yamazaki, H.; Takamiya, Y.; Hasegawa, H.; Tanaka, C.; Mitsui, T. Effects of the FCC catalyst binder type on propylene production during catalytic cracking of VGO. Appl. Catal. A Gen. 2023, 661, 119214. [Google Scholar] [CrossRef]
- García, J.R.; Fals, J.; Dietta, L.E.; Sedran, U. VGO from shale oil. FCC processability and co-processing with conventional VGO. Fuel 2022, 328, 125327. [Google Scholar] [CrossRef]
- Fals, J.; García, J.R.; Falco, M.; Sedran, U. Performance of equilibrium FCC catalysts in the conversion of the SARA Fractions in VGO. Energy Fuels. 2020, 34, 16512–16521. [Google Scholar] [CrossRef]
- Adanenche, D.E.; Aliyu, A.; Atta, A.Y.; El-Yakubu, B.J. Residue fluid catalytic cracking: A review on the mitigation strategies of metal poisoning of RFCC catalyst using metal passivators/traps. Fuel 2023, 343, 127894. [Google Scholar] [CrossRef]
- Xie, Y.; Zhang, Y.; He, L.; Jia, C.Q.; Yao, Q.; Sun, M.; Ma, X. Anti-deactivation of zeolite catalysts for residue fluid catalytic cracking. Appl. Catal. A Gen. 2023, 657, 119159. [Google Scholar] [CrossRef]
- Walker, P.; Peterman, R. RFCC units set new standard for propylene production. PTQ 2012, Q4, 1–11. [Google Scholar]
- Li, Z.; Wang, G.; Liu, Y.; Wang, H.; Liang, Y.; Xu, C.; Gao, J. Catalytic cracking constraints analysis and divisional fluid catalytic cracking process for coker gas oil. Energy Fuels. 2012, 26, 2281–2291. [Google Scholar] [CrossRef]
- Stratiev, D.; Minkov, D. Investigation of the influence of basic nitrogen compounds on yield distribution in fluid catalytic cracking. Bulg. Chem.Com. 1998, 30, 536–542. [Google Scholar]
- Stratiev, D.; Shishkova, I.; Yankov, V.; Yordanov, D.; Tankov, I. Fluid catalytic cracking of H-Oil derived heavy oils. Oxid. Commun. 2020, 43, 289–301. [Google Scholar]
- Pope, A.E.; Ng, S.H. Evaluation of deasphalted heavy oil residues as catalytic cracking feed using a riser kinetic model. Fuel 1990, 69, 539–546. [Google Scholar] [CrossRef]
- Xu, C.; Gao, J.; Zhao, S.; Lin, S. Correlation between feedstock SARA components and FCC product yields. Fuel 2005, 84, 669–674. [Google Scholar] [CrossRef]
- Ng, S.H. Nonconventional Residuum Upgrading by Solvent Deasphalting and Fluid Catalytic Cracking. Energy Fuels 1997, 11, 1127–1136. [Google Scholar] [CrossRef]
- Navarro, U.; Ni, M.; Orlicki, D. Understanding the Potential for FCC Feed to Generate Valuable Products and How This Knowledge can Benefit Refinery Operation. Available online: www.digitalrefining.com/article/1001054 (accessed on 25 March 2025).
- Fisher, L.P. Effect of feedstock variability on catalytic cracking yields. Appl. Catal. 1990, 65, 189–210. [Google Scholar] [CrossRef]
- Ng, S.H.; Wang, J.; Fairbridge, C.; Zhu, Y.; Yang, L.; Ding, F.; Yui, S. Study of Canadian FCC feeds from various origins and treatments. 1. Ranking of feedstocks based on feed quality and product distribution. Energy Fuels 2004, 8, 160–171. [Google Scholar] [CrossRef]
- Ng, S.H.; Wang, J.; Fairbridge, C.; Zhu, Y.; Yang, L.; Ding, F.; Yui, S. Study of Canadian FCC feeds from various origins and treatments. 2. Some specific cracking characteristics and comparisons of product yields and qualities between a riser reactor and a MAT unit. Energy Fuels 2004, 18, 172–187. [Google Scholar] [CrossRef]
- Stratiev, D. Catalytic cracking of non-hydrotreated, hydrotreated and sulfuric acid treated vacuum gas oils. Processes 2025, 13, 1351. [Google Scholar] [CrossRef]
- Reif, H.E.; Kress, R.F.; Smith, J.S. How feeds affect cat cracker yields. Petrol. Refiner 1961, 40, 237–244. [Google Scholar]
- ASTM D3238-17a; Standard Test Method for Calculation of Carbon Distribution and Structural Group Analysis of Petroleum Oils by the n-d-M Method. ASTM International: West Conshohocken, PA, USA, 2017.
- White, P.J. How cracker feed influences yield. Hydrocarbon Process. 1968, 47, 103–108. [Google Scholar]
- Fitzgerald, M.E.; Moirano, J.L.; Morgan, H.; Cirillo, V.A. Characterization of Gas Oil Stocks: An Integrated Analysis. Appl. Spectrosc. 1970, 24, 106–114. [Google Scholar] [CrossRef]
- Nace, D.M.; Voltz, S.E.; Weekman, V.W., Jr. Application of a Kinetic Model for Catalytic Cracking. Effects of Charge Stocks. Ind. Eng. Chem. Process Des. Develop. 1971, 10, 530–538. [Google Scholar] [CrossRef]
- Voltz, S.E.; Nace, D.M.; Weekman, V.W., Jr. Application of a Kinetic Model for Catalytic Cracking. Some Correlations of Rate Constants. Ind. Eng. Chem. Process Des. Develop. 1971, 10, 538–541. [Google Scholar] [CrossRef]
- Jacob, S.M.; Gross, B.; Voltz, S.E.; Weekman, V.W., Jr. A lumping and reaction scheme for catalytic cracking. AIChE J. 1976, 22, 701–713. [Google Scholar] [CrossRef]
- Dhulesia, H. New Correlations Predict FCC Feed Characterizing Parameters. Oil Gas J. 1986, 84, 51–54. [Google Scholar]
- Riazi, M.R.; Daubert, T.E. Prediction of molecular-type analysis of petroleum fractions and coal liquids. Ind. Eng. Chem. Process. Dev. 1986, 25, 1009–1015. [Google Scholar] [CrossRef]
- Stratiev, D.; Minkov, D. Prediction of FCC yields from feedstock quality characterized by empirical methods. OGEM 2000, 1, 27–32. [Google Scholar]
- Choudhary, T.V.; Meier, P.F. Characterization of heavy petroleum feedstocks. FPT 2008, 89, 697–703. [Google Scholar]
- Gharagheizi, F.; Fazeli, A. Prediction of the Watson characterization factor of hydrocarbon components from molecular properties. QSAR Comb. Sci. 2008, 227, 758–767. [Google Scholar] [CrossRef]
- Stratiev, D.; Shishkova, I.; Ivanov, M.; Dinkov, R.; Georgiev, B.; Argirov, G.; Atanassova, V.; Vassilev, P.; Atanassov, K.; Yordanov, D.; et al. Catalytic cracking of diverse vacuum residue hydrocracking gas oils. Chem. Eng. Technol. 2021, 44, 997–1008. [Google Scholar] [CrossRef]
- Abutaqiya, M. Advances in Thermodynamic Modeling of Nonpolar Hydrocarbons and Asphaltene Precipitation in Crude Oils. Ph.D. Thesis, Rice University, Houston, TX, USA, 2019. [Google Scholar]
- Abutaqiya, M.I.L.; AlHammadi, A.A.; Sisco, C.J.; Vargas, F.M. Aromatic Ring Index (ARI): A Characterization Factor for Nonpolar Hydrocarbons from Molecular Weight and Refractive Index. Energy Fuels 2021, 35, 1113–1119. [Google Scholar] [CrossRef]
- Speight, J.G. Bureau of Mines Correlation Index. In Rules of Thumb for Petroleum Engineers; Scrivener Publishing LLC.: Austin, TX, USA, 2017. [Google Scholar]
- Behera, B.; Ray, S.S.; Singh, I.D. Structural characterization of FCC feeds from Indian refineries by NMR spectroscopy. Fuel 2008, 87, 2322–2333. [Google Scholar] [CrossRef]
- Behera, B.; Ray, S.S.; Singh, I.D. Chapter 12 NMR studies of FCC feeds, catalysts and coke. Stud. Surf. Sci. Catal. 2007, 166, 163–200. [Google Scholar] [CrossRef]
- Dasila, P.K.; Choudhury, I.R.; Saraf, D.N.; Kagdiyal, V.; Rajagopal, S.; Chopra, S.J. Estimation of FCC feed composition from routinely measured lab properties through ANN model. FPT 2014, 125, 155–162. [Google Scholar]
- Gilbert, W.R.; Fiavio, S.; de Lima, F.G.; Bueno, A.F. Comparison of NIR and NMR spectra chemometrics for FCC feed online characterization. Stud. Surf. Sci. Catal. 2004, 149, 203–215. [Google Scholar]
- Bollas, G.M.; Vasalos, I.A.; Lappas, A.A.; Iatridis, D.K.; Tsioni, G.K. Bulk molecular characterization approach for the simulation of FCC feedstocks. Ind. Eng. Chem. Res. 2004, 43, 3270–3281. [Google Scholar] [CrossRef]
- Ancheyta, J.J. Kinetic Study for Gas Oil Catalytic Cracking Reactions. Ph.D. Thesis, Universidad Autónoma Metropolitana (UAM-I), Mexico City, Mexico, 1998. (In Spanish). [Google Scholar]
- Ancheyta-Juárez, J.; López-Isunza, F.; Aguilar-Rodríguez, E. Correlations for predicting the effect of feedstock properties on catalytic cracking kinetic parameters. Ind. Eng. Chem. Res. 1998, 37, 4637–4640. [Google Scholar] [CrossRef]
- Harding, R.H.; Zhao, X.; Qian, K.; Rajagopalan, K.; Cheng, W.C. The fluid catalytic cracking selectivities of gas oil boiling point and hydrocarbon fractions. Prep. Am. Chem. Soc. Div. Pet. Chem. 1995, 40, 2561–2569. [Google Scholar]
- Harding, R.H.; Zhao, X.; Qian, K.; Rajagopalan, K.; Cheng, W.C. The fluid catalytic cracking selectivities of gas oil boiling point and hydrocarbon fractions. Ind. Eng. Chem. Res. 1996, 35, 2561–2569. [Google Scholar] [CrossRef]
- ASTM D2007-19; Standard Test Method for Characteristic Groups in Rubber Extender and Processing Oils and Other Petroleum-Derived Oils by the Clay-Gel Absorption Chromatographic Method. ASTM International: West Conshohocken, PA, USA, 2008.
- Green, J.B.; Zagula, E.J.; Reynolds, J.W.; Wandke, H.H.; Young, L.L.; Chew, H. Relating Feedstock Composition to Product Slate and Composition in Catalytic Cracking. 1. Bench Scale Experiments with Liquid Chromatographic Fractions from Wilmington, CA, >650 °F Resid? Energy Fuels 1994, 8, 856–867. [Google Scholar] [CrossRef]
- Green, J.B.; Zagula, E.J.; Reynolds, J.W.; Young, L.L.; Chew, H.; McWilliams, T.B.; Grigsby, R.D. Relating Feedstock Composition to Product Slate and Composition in Catalytic Cracking. 2. Feedstocks Derived from Brass River, a High-Quality Nigerian Crude. Energy Fuels 1996, 10, 450–462. [Google Scholar] [CrossRef]
- Green, J.B.; Zagula, E.J.; Reynolds, J.W.; Young, L.L.; Chew, H.; McWilliams, T.B.; Green, J.A. Relating Feedstock Composition to Product Slate and Composition in Catalytic Cracking. 3. Feedstocks Derived from Maya, a Mexican Crude. Energy Fuels 1997, 11, 46–60. [Google Scholar] [CrossRef]
- Green, J.B.; Zagula, E.J.; Grigsby, R.D.; J Reynolds, J.W.; Young, L.L.; McWilliams, T.B.; Green, J.A.; Chew, H. Relating Feedstock Composition to Product Slate and Composition in Catalytic Cracking. 5. Feedstocks Derived from Lagomedio, a Venezuelan Crude. Energy Fuels 1999, 13, 655–666. [Google Scholar] [CrossRef]
- Sheppard, C.M.; Al-Alloush, S.S.; Green, J.B.; Zagula, E.J.; Young, L.L.; Wisecarver, K.D. Relating Feedstock Composition to Product Slate and Composition in Catalytic Cracking. 6. Feedstocks Derived from Merey, a Venezuelan Crude. Energy Fuels 2003, 17, 1360–1366. [Google Scholar] [CrossRef]
- Sheppard, C.M.; Green, J.B.; Vanderveen, J.W. Relating Feedstock Composition to Product Slate and Composition in Catalytic Cracking. 4. An Extended Pendant-Core Model for Gasoline Composition. Energy Fuels 1998, 12, 320–328. [Google Scholar] [CrossRef]
- Rose, S.K.; Richels, R.; Blanford, G.; Rutherford, T. The Paris Agreement and next steps in limiting global warming. Clim. Chang. 2017, 142, 255–270. [Google Scholar] [CrossRef]
- Khodeir, L. An FCC Sustainability Game Changer. November 2022. Available online: https://www.digitalrefining.com/article/1002982/an-fcc-sustainability-game-changer-ert (accessed on 26 June 2025).
- Avery, C.; Ketjen, J.S. FCC Pathways to Co-Processing. November 2021. Available online: https://www.digitalrefining.com/article/1002664/fcc-pathways-to-co-processing (accessed on 26 June 2025).
- Allende, A.; Bortolaia, V.; Bover-Cid, S.; Dohmen, W.; Guillier, L.; Herman, L.; Jacxsens, L.; Nauta, M.; Mughini-Gras, L.; Ottoson, J.; et al. Evaluation of a fluidised catalytic cracking co-processing method for the production of renewable fuels using Category 3 animal fat and used cooking oils. EFSA J. 2025, 23, e9337. [Google Scholar] [PubMed]
- Gunawan, M.L.; Novita, T.H.; Aprialdi, F.; Aulia, D.; Nanda, A.S.F.; CRasrendra, C.B.; Addarojah, Z.; Mujahidin, D.; Kadja, G.T.M. Palm-oil transformation into green and clean biofuels: Recent advances in the zeolite-based catalytic technologies. Bioresour. Technol. Rep. 2023, 23, 101546. [Google Scholar]
- Doronin, V.P.; Potapenko, O.V.; Lipin, P.V.; Sorokina, T.P. Catalytic cracking of vegetable oils and vacuum gas oil. Fuel 2013, 106, 757–765. [Google Scholar] [CrossRef]
- Pinho, A.R.; de Almeida, M.B.B.; Rochedo, P.R.R. Renewable-carbon recovery in the co-processing of vacuum gas oil and bio-oil in the FCC process–Where does the renewable carbon go? FPT 2022, 229, 107176. [Google Scholar]
- Ibarra, A.; Rodríguez, E.; Sedran, U.; Arandes, J.M.; Bilbao, J. Synergy in the Cracking of a Blend of Bio-oil and Vacuum Gasoil under Fluid Catalytic Cracking Conditions. Ind. Eng. Chem. Res. 2016, 55, 1872–1880. [Google Scholar] [CrossRef]
- Strohm, J.; Rainer, D.; Oyola-Rivera, O.; Avery, C. FCC Co-Processing of Biogenic and Recyclable Feedstocks: Part I. Catalysis. 2024. Available online: https://ptqmagazines.digitalrefining.com/view/70232828/25/ (accessed on 26 June 2025).
- Marinho, L.H.N.; Aragão, F.V.; Chiroli, D.M.G.; Zola, F.C.; Tebcherani, S.M. A systematic review of fusel oil as a renewable biofuel: Challenges, opportunities, and circular economy integration. Fuel 2025, 402, 135924. [Google Scholar] [CrossRef]
- Available online: https://www.sciencedirect.com/search?qs=%E2%80%9Cbiofuel%E2%80%9D%20AND%20%E2%80%9Ccatalytic%20cracking%E2%80%9D%20s (accessed on 26 June 2025).
- Available online: https://www.sciencedirect.com/search?qs=%E2%80%9CVGO%E2%80%9D%20AND%20%E2%80%9Ccatalytic%20cracking%E2%80%9D (accessed on 26 June 2025).
- Available online: https://www.sciencedirect.com/search?qs=%E2%80%9Cresid%E2%80%9D%20AND%20%E2%80%9Ccatalytic%20cracking%E2%80%9D (accessed on 26 June 2025).
- Ng, S.H.; Rahimi, P.M. Catalytic Cracking of Canadian Nonconventional Feedstocks. 1. Cracking Characteristics of Gas Oils Derived from Coprocessing Distillate and Shale Oil. Energy Fuels 1991, 5, 595–601. [Google Scholar] [CrossRef]
- Sotirov, S.; Sotirova, E.; Dinkov, R.; Stratiev, D.; Shiskova, I.; Kolev, I.; Argirov, G.; Georgiev, G.; Bureva, V.; Atanassov, K.; et al. Heavy Fuel Oil Quality Dependence on Blend Composition, Hydrocracker Conversion, and Petroleum Basket. Fuels 2025, 6, 43. [Google Scholar] [CrossRef]
- Shiskova, I.; Stratiev, D.; Sotirov, S.; Sotirova, E.; Dinkov, R.; Kolev, I.; Stratiev, D.D.; Nenov, S.; Ribagin, S.; Atanassov, K.; et al. Predicting Petroleum SARA Composition from Density, Sulfur Content, Flash Point, and Simulated Distillation Data Using Regression and Artificial Neural Network Techniques. Processes 2024, 12, 1755. [Google Scholar] [CrossRef]
- Van Nes, K.; Van Westen, H.A. Aspects of the Constitution of Mineral Oils; Elsevier: New York, NY, USA, 1951. [Google Scholar]
- Riazi, M.R. Prediction of Thermophysical Properties of Petroleum Fractions. Department of Chemical Engineering. Ph.D. Thesis, The Pennsylvania State University, University Park, TX, USA, 1979. [Google Scholar]
- Guzmán, G.N.; Cruz, F.L.M.; Suárez, J.P.O. Prediction of the FCC feedstocks crackability. CT&F—Cienc. Tecnol. Y Futuro 2009, 3, 125–142. [Google Scholar]
- Najafi-Marghmaleki, A.; Barati-Harooni, A.; Tatar, A.; Mohebbi, A.; Mohammadi, A.H. On the prediction of Watson characterization factor of hydrocarbons. J. Mol. Liq. 2017, 231, 419–429. [Google Scholar] [CrossRef]
- Goossens, A.G. Prediction of Molecular Weight of Petroleum Fractions. Ind. Eng. Chem. Res. 1996, 35, 985–988. [Google Scholar] [CrossRef]
- Cordero-Lanzac, T.; Bilbao, J. Deactivation kinetic models for the fluid catalytic cracking (FCC). A review. J. Chem. Eng. 2025, 514, 162856. [Google Scholar] [CrossRef]
- Corma, A.; Fornos, V.; Month, J.B.; Orchilli, A.V. Catalytic Cracking of Alkanes on Large Pore, High SiO2/Al2O3 Zeolites in the Presence of Basic Nitrogen Compounds. Influence of Catalyst Structure and Composition in the Activity and Selectivity. Ind. Eng. Chem. Res. 1987, 26, 882–886. [Google Scholar] [CrossRef]
- Prado, G.H.C.; Rao, Y.; de Klerk, A. Nitrogen Removal from Oil: A Review. Energy Fuels 2017, 31, 14–36. [Google Scholar] [CrossRef]
- Chung, H.; Kolbush, S.; de la Fuente, E.; Christensen, P. FCC feed preparation for improved quality. PTQ 1997, Q2. Available online: www.digitalrefining.com/article/1000162 (accessed on 22 March 2025).
- Bai, P.; Etim, U.J.; Yan, Z.; Mintova, S.; Zhang, Z.; Zhong, Z.; Gao, X. Fluid catalytic cracking technology: Current status and recent discoveries on catalyst contamination. Catal. Rev. 2019, 61, 333–405. [Google Scholar] [CrossRef]
- Fu, C.M.; Schaffer, A.M. Effect of nitrogen compounds on cracking catalysts. Ind. Eng. Chem. Prod. Res. Dev. 1985, 24, 68–75. [Google Scholar] [CrossRef]
- Stratiev, D.; Shishkova, I.; Veli, A.; Nikolova, R.; Stratiev, D.D.; Mitkova, M.; Yordanov, D. Fluid catalytic cracking and thermal cracking of vacuum gas oils. Effect of feedstock properties on conversion and yields. OGEM 2017, 43, 84–89. [Google Scholar]
- Ovalles, C.; Rogel, E.; Hurt, M.; Duma, V.; Morazan, H.; Hench, K.; Moir, M.E. Nitrogen Speciation: Application to Reactivity of Feeds to Hydroprocessing and Catalyst Deactivation. In Proceedings of the ACS Symposium Series Volume 1320; Chemistry Solutions to Challenges in the Petroleum Industry: Washington, DC, USA, 2019; Chapter 10; pp. 261–280. [Google Scholar]
- Zhu, X.C.; Shi, Q.A.; Zhang, Y.H.; Pan, N.; Xu, C.M.; Chung, K.H.; Zhao, S. Characterization of nitrogen compounds in Coker heavy gas oil and its subfractions by liquid chromatographic separation followed by Fourier transform ion cyclotron resonance mass spectrometry. Energy Fuel. 2011, 25, 281–287. [Google Scholar] [CrossRef]
- ASTM D5762-18a; Standard Test Method for Nitrogen in Liquid Hydrocarbons, Petroleum and Petroleum Products by Boat-Inlet Chemiluminescence. ASTM International: West Conshohocken, PA, USA, 2024.
- ASTM D2896-21; Standard Test Method for Base Number of Petroleum Products by Potentiometric Perchloric Acid Titration. ASTM International: West Conshohocken, PA, USA, 2021.
- UOP 269-10; Nitrogen Bases in Hydrocarbons by Potentiometric Titration. Available online: https://www.scribd.com/document/634465312/Untitled (accessed on 1 July 2025).
- Ho, T.C.; Katritzky, A.R.; Cato, S.J. Effect of nitrogen compounds on cracking catalysts. Ind. Eng. Chem. Res. 1992, 31, 1589–1597. [Google Scholar] [CrossRef]
- Wei, Q.; Wen, S.; Tao, X.; Zhang, T.; Zhou, Y.; Chung, K.; Xu, C. Hydrodenitrogenation of basic and non-basic nitrogen-containing compounds in coker gas oil. Fuel Process. Technol. 2015, 129, 76–84. [Google Scholar] [CrossRef]
- Zeuthen, P.; Knudsen, K.G.; Whitehurst, D.D. Organic nitrogen compounds in gas oil blends, their hydrotreated products and the importance to hydrotreatment. Catal. Today 2001, 65, 307–314. [Google Scholar] [CrossRef]
- Zeuthen, P.; Schmidt, M.T. Benefits of Cat Feed Hydrotreating and the Impact of Feed Nitrogen on Catalyst Stability. In Proceedings of the NPRA Annual Meeting 2010, Phoenix, AZ, USA, 21–23 March 2010. AM-10-167. [Google Scholar]
- Wiwel, P.; Hinnemann, B.; Hidalgo-Vivas, A.; Zeuthen, P.; Petersen, B.O.; Duus, J. Characterization and identification of the most refractory nitrogen compounds in hydroprocessed vacuum gas oil. Ind. Eng. Chem. Res. 2010, 49, 3184–3193. [Google Scholar] [CrossRef]
- Deng, Z.-H.; Guo, S.-Y.; Nie, X.-P.; Cai, X.-H.; Jia, Y.-Z.; Han, W.; Dai, L.-S. Insight into the evolution of refractory basic and neutral nitrogen compounds during residue hydrotreating process. Pet. Sci. 2025, 22, 1787–1801. [Google Scholar] [CrossRef]
- Cheng, W.-C.; Kim, G.; Peters, A.; Zhao, X.; Rajagopalan, K.; Ziebarth, M.; Pereira, C. Environmental Fluid Catalytic Cracking Technology. Catal Rev. 1998, 40, 39–79. [Google Scholar] [CrossRef]
- Qian, K.; Tomczak, D.C.; Rakiewicz, E.F.; Harding, R.H.; George Yaluris, G.; Cheng, W.-C.; Zhao, X.; Peters, A.W. Coke Formation in the Fluid Catalytic Cracking Process by Combined Analytical Techniques. Energy Fuels 1997, 11, 596–601. [Google Scholar] [CrossRef]
- Behera, B.; Gupta, P.; Ray, S.S. Structure and composition of hard coke deposited on industrial fluid catalytic cracking catalysts by solid state 13C nuclear magnetic resonance. Appl. Catal. A-Gen. 2013, 466, 123–130. [Google Scholar] [CrossRef]
- Scherzer, J.; McArthur, D.P. Catalytic cracking of high-nitrogen petroleum feedstocks: Effect of catalyst composition and properties. Ind. Eng. Chem. Res. 1988, 27, 1571–1576. [Google Scholar] [CrossRef]
- Caeiro, G.; Costa, A.F.; Cerqueira, H.S.; Magnoux, P.; Lopes, J.M.; Matias, P.; Ribeiro, F.R. Nitrogen poisoning effect on the catalytic cracking of gasoil. Appl. Catal. A Gen. 2007, 320, 8–15. [Google Scholar] [CrossRef]
- Li, Z.; Wang, G.; Shi, Q.; Xu, C.; Gao, J. Retardation effect of basic nitrogen compounds on hydrocarbons catalytic cracking in coker gas oil and their structural identification. Ind. Eng. Chem. Res. 2011, 50, 4123–4132. [Google Scholar] [CrossRef]
- Wang, G.; Li, Z.; Liu, Y.D.; Gao, J.; Xu, C.; Lan, X.; Ning, G.; Liang, Y. FCC-catalyst coking: Sources and estimation of their contribution during coker gas oil cracking process. Ind. Eng. Chem. Res. 2012, 51, 2247–2256. [Google Scholar] [CrossRef]
- Li, Z.; Gao, J.; Wang, G.; Shi, Q.; Xu, C. Influence of nonbasic nitrogen compounds and condensed aromatics on coker gas oil catalytic cracking and their characterization. Ind. Eng. Chem. Res. 2011, 50, 9415–9424. [Google Scholar] [CrossRef]
- Zhang, J.; Shan, H.; Chen, X.; Liu, W.; Yang, C. Synergistic process for high nitrogen content feedstocks catalytic cracking: A case study of controlling the reactions of nitrogen compounds in situ. Ind. Eng. Chem. Res. 2014, 53, 5718–5727. [Google Scholar] [CrossRef]
- Wang, G.; Li, Z.; Huang, H.; Lan, X.; Xu, C.; Gao, J. Synergistic Process for Coker Gas Oil and Heavy Cycle Oil Conversion for Maximum Light Production. Ind. Eng. Chem. Res. 2010, 49, 11260–11268. [Google Scholar] [CrossRef]
- Zhang, J.H.; Shan, H.H.; Yang, C.H.; Chen, X.B.; Li, C.Y. Catalytic cracking of coker gas oil at high reaction temperature and catalyst to oil ratio. Adv. Mater. Res. 2013, 724–725, 1112–1115. [Google Scholar] [CrossRef]
- Zhang, J.; Shan, H.; Chen, X.; Liu, W.; Chen, X.; Li, C.; Yang, C. Synergistic Process for Coker Gas Oil Catalytic Cracking and Gasoline Reformation. Energy Fuels 2013, 27, 654–665. [Google Scholar] [CrossRef]
- Sheng, Q.; Wang, G.; Liu, Y.; Husein, M.M.; Gao, C.; Shi, Q.; Gao, J. Combined hydrotreating and fluid catalytic cracking processing for the conversion of inferior coker gas oil: Effect on nitrogen compounds and condensed aromatics. Energy Fuels 2018, 32, 4979–4987. [Google Scholar] [CrossRef]
- Zhang, J.; Shan, H.; Chen, X.; Liu, W.; Yang, C. Fluid catalytic cracking study of coker gas oil. Effects of processing parameters on sulfur and nitrogen distributions. Energy Fuels 2014, 28, 1362–1371. [Google Scholar] [CrossRef]
- Chen, X.; Liu, Y.; Li, S.; Feng, X.; Shan, H.; Yang, C. Structure and Composition Changes of Nitrogen Compounds during the Catalytic Cracking Process and Their Deactivating Effect on Catalysts. Energy Fuels 2017, 31, 3659–3668. [Google Scholar] [CrossRef]
- Sheng, Q.; Wang, G.; Liu, Y.; Husein, M.M.; Gao, C.; Gao, J. Pilot-scale evaluation of hydrotreating inferior coker gas oil prior to its fluid catalytic cracking. Fuel 2018, 226, 27–34. [Google Scholar] [CrossRef]
- Bian, J.; Kuznicki, S.M.; McCaffrey, W.C.; Koenig, A.; Lin, C.C.H. Chabazite-clay composite for bitumen upgrading. Chin. J. Catal. 2008, 29, 1084–1088. [Google Scholar] [CrossRef]
- Stratiev, D.; Ivanov, M.; Chavdarov, I.; Argirov, G.; Strovegli, G. Revamping Fluid Catalytic Cracking Unit, and Optimizing Catalyst to Process Heavier Feeds. Appl. Sci. 2023, 13, 2017. [Google Scholar] [CrossRef]
- Al-Sabawi, M.; Chen, J.; Ng, S. Fluid Catalytic Cracking of Biomass-Derived Oils and Their Blends with Petroleum Feedstocks: A Review. Energy Fuels 2012, 26, 5355–5372. [Google Scholar] [CrossRef]
- Mortensen, P.M.; Grunwaldt, J.D.; Jensen, P.A.; Knudsen, K.G.; Jensen, A.D. A review of catalytic upgrading of bio-oil to engine fuels. Appl. Catal. A 2011, 407, 1–19. [Google Scholar] [CrossRef]
- Serrano, D.P.; Melero, J.A.; Morales, G.; Iglesias, J.; Patricia Pizarro, P. Progress in the design of zeolite catalysts for biomass conversion into biofuels and bio-based chemicals. Catal. Rev. 2018, 60, 1–70. [Google Scholar] [CrossRef]
- Stefanidis, S.D.; Kalogiannis, K.G.; Lappas, A.A. Co-processing bio-oil in the refinery for drop-in biofuels via fluid catalytic cracking. Wires Energy Environ. 2018, 7, e281. [Google Scholar] [CrossRef]
- Liu, N.R.; Rahman, M.M.; Sarker, M.; Chai, M.; Li, C.; Cai, J. A review on the catalytic pyrolysis of biomass for the bio-oil production with ZSM-5: Focus on structure. Fuel Process. Technol. 2020, 199, 106301. [Google Scholar]
- Naji, S.Z.; Ching Tye, C.T.; Abd, A.A. State of the art of vegetable oil transformation into biofuels using catalytic cracking technology: Recent trends and future perspectives. Process Biochem. 2021, 109, 148–168. [Google Scholar] [CrossRef]
- Lahijani, P.; Mohammadi, M.; Mohamed, A.R.; Farzad Ismail, F.; Lee, K.T.; Amini, G. Upgrading biomass-derived pyrolysis bio-oil to bio-jet fuel through catalytic cracking and hydrodeoxygenation: A review of recent progress. Energy Convers. Manag. 2022, 268, 115956. [Google Scholar] [CrossRef]
- Chaihad, N.; Karnjanakom, S.; Abudula, A.; Guan, G. Zeolite-based cracking catalysts for bio-oil upgrading: A critical review. Resour. Chem. Mater. 2022, 1, 167–183. [Google Scholar] [CrossRef]
- Wang, Y.; Akbarzadeh, A.; Chong, L.; Du, J.; Tahir, N.; Awasthi, M.K. Catalytic pyrolysis of lignocellulosic biomass for bio-oil production: A review. Chemosphere 2022, 297, 134181. [Google Scholar] [CrossRef]
- Zhao, C.; Hong, C.; Hu, J.; Xing, Y.; Ling, W.; Zhang, B.; Wang, Y.; Feng, L. Upgrading technologies and catalytic mechanisms for heteroatomic compounds from bio-oil—A review. Fuel 2023, 333, 126388. [Google Scholar] [CrossRef]
- Jindal, M.; Negi, A.; Palla, V.C.S.; Krishna, B.B.; Thallada, B. Catalytic interventions in bio-oil production from lignocellulosic biomass and Co-processing with petroleum refinery fractions: A review. Biomass Bioenergy 2024, 183, 107119. [Google Scholar] [CrossRef]
- Liaqat, S.; Sun, Z.; Zeng, Y.; Maeda, N.; Liu, J. Technical challenges and corrosion research progress in bio-crude co-processing. J. Chem. Eng. 2024, 499, 155981. [Google Scholar] [CrossRef]
- Shirzad, P.; Kantor, I. Toward sustainable propylene: A comparison of current and future production pathways. Renew. Sustain. Energy Transit. 2025, 7, 100099. [Google Scholar] [CrossRef]
- Watkins, B.; Olsen, C.; Sutovich, K. New Opportunities for Co-Processing Renewable Feeds in Refinery Processes. Catalagram 2008, 103, 1–13. [Google Scholar]
- Carmona, H.D.P.; Alfaro, O.d.l.T.; Alayón, A.B.; Vázquez, M.A.R.; Hernándezd, J.J.M. Co-processing of straight run gas oil with used cooking oil and animal fats. Fuel 2019, 254, 115583. [Google Scholar] [CrossRef]
- Horácek, J.; Kubicka, D. Bio-oil hydrotreating over conventional CoMo & NiMo catalysts: The role of reaction conditions and additives. Fuel 2017, 198, 49–57. [Google Scholar]
- Xiu, S.; Shahbazi, A. Bio-oil production an dupgrading research: A review. Renew. Sustain. Energy Rev. 2012, 16, 4406–4414. [Google Scholar] [CrossRef]
- El-Sawy, M.S.; Hanafi, S.A.; Ashour, F.; Aboul-Fotouh, T.M. Co-hydroprocessing and hydrocracking of alternative feed mixture (vacuum gas oil/waste lubricating oil/waste cooking oil) with the aim of producing high quality fuels. Fuel 2020, 269, 117437. [Google Scholar] [CrossRef]
- Ahmaruzzaman, M.; Sharma, D.K. Characterization of liquid products obtained from co-cracking of petroleum vacuum residue with coal and biomass. J. Anal. Appl. Pyrolysis 2008, 81, 37–44. [Google Scholar] [CrossRef]
- Xing, T.; Alvarez-Majmutov, A.; Gieleciak, R.; Chen, J. Co-hydroprocessing HTL Biocrude from Waste Biomass with Bitumen-Derived Vacuum Gas Oil. Energy Fuels 2019, 33, 11135–11144. [Google Scholar] [CrossRef]
- Wang, H.; Meyer, P.A.; Santosa, D.M.; Zhu, C.; Olarte, M.V.; Jones, S.B.; Zacher, A.H. Performance and techno-economic evaluations of co-processing residual heavy fraction in bio-oil hydrotreating. J. Environ. Chem. Eng. 2021, 365, 357–364. [Google Scholar] [CrossRef]
- Bezergianni, S.; Dimitriadis, A.; Kikhtyanin, O.; Kubicka, D. Refinery co-processing of renewable feeds. Prog Energ Combust. 2018, 68, 29–64. [Google Scholar] [CrossRef]
- Fernández, A.; Mena, A.; Rivas, C.; Bescansa, M.; González, R. Defossilizing the FCC Unit via Co-processing of Biogenic Feedstocks: From Laboratory to Commercial Scale. Catalagram 2023, 128, 9–19. [Google Scholar]
- Zhang, C.-Y.; Wu, Q.; Wang, Y.-D.; Fan, J.-T.; Zhu, Z.-Z. Study on the Differences of Chemical Structures and Pyrolysis Characteristics between the Jurassic and Carboniferous Coking Coals. ACS Omega 2022, 7, 6768–6777. [Google Scholar] [CrossRef]
- Satin, C.; Doerr, S.H.; Merino, A.; Bucheli, T.D.; Bryant, R.; Ascough, P.; Gao, X.; Masiello, C.A. Carbon sequestration potential and physiochemical properties differ between wildfire charcoals and slow-pyrolysis biochars. Sci. Rep. 2017, 7, 11233. [Google Scholar]
- Maroto-Valer, M.M.; Love, G.D.; Snape, C.E. Relationship between carbon aromaticities and H/C ratios for bituminous coals. Fuel 1994, 73, 1926–1928. [Google Scholar] [CrossRef]
- Dupain, X.; Daniel, J.; Costa, D.J.; Schaverien, C.J.; Makkee, M.; Moulijn, J.A. Cracking of a rapeseed vegetable oil under realistic FCC conditions. Appl. Catal. B Environ. 2007, 72, 44–61. [Google Scholar] [CrossRef]
- Cheng, W.-C.; Habib, E.T., Jr.; Rajagopalan, K.; Roberie, T.G.; Wormsbecher, R.F.; Ziebarth, M.S. Handbook of Heterogeneous Catalysis, 2nd ed.; Ertl, G., Knoezinger, H., Schueth, F., Weitkamp, J., Eds.; Wiley-VCH: Weinheim, Germany, 2008; Chapter 13.5. [Google Scholar]
- Bryden, K.; Weatherbee, G.; Habib, E.T., Jr. Flexible Pilot Plant Technology for Evaluation of Unconventional Feedstocks and Processes. Catalagram 2013, 113, 3–21. [Google Scholar]
- Bielansky, P.; Weinert, A.; Schönberger, C.; Reichhold, A. Catalytic Conversion of Vegetable Oils in a Continuous FCC Pilot Plant. Fuel Process. Technol. 2011, 92, 2305–2311. [Google Scholar] [CrossRef]
- ASTM D2887-22e1; Standard Test Method for Boiling Range Distribution of Petroleum Fractions by Gas Chromatography. ASTM International: West Conshohocken, PA, USA, 2022.
- Brady, M.P.; Keiser, J.R.; Leonard, D.N.; Zacher, A.H.; Bryden, K.J.; Weatherbee, G.D. Corrosion of stainless steels in the riser during co-processing of bio-oils in a fluid catalytic cracking pilot plant. Fuel Process. Technol. 2017, 159, 187–199. [Google Scholar] [CrossRef]
- Tian, H.; Li, C.; Yang, C.; Shan, H. Alternative Processing Technology for Converting Vegetable Oils and Animal Fats to Clean Fuels and Light Olefins. Chin. J. Chem. Eng. 2008, 16, 394–400. [Google Scholar] [CrossRef]
- Almeida, M.; Pinho, A. Co-processing of fast pyrolysis oil in FCC for transportation fuels. In Proceedings of the Empyro Symposium, Hengelo, The Netherlands, 21 May 2015. [Google Scholar]
- de Rezende Pinho, A.; de Almeida, M.B.B.; Mendes, F.L.; Ximenes, V.L. Production of lignocellulosic gasoline using fast pyrolysis of biomass and a conventional refining scheme. Pure Appl. Chem. 2014, 86, 859–865. [Google Scholar] [CrossRef]
- Lindfors, C.; Elliott, D.C.; Prins, W.; Oasmaa, A.; Lehtonen, J. Co-processing of Biocrudes in Oil Refineries. Energy Fuels 2023, 37, 799–804. [Google Scholar] [CrossRef]
- de Rezende Pinho, A.; de Almeida, M.B.B.; Mendes, F.L.; Ximenes, V.L.; Casavechia, L.C. Co-processing raw bio-oil and gasoil in an FCC unit. Fuel Process. Technol. 2015, 131, 159–166. [Google Scholar] [CrossRef]
- van Dyk, S.; Su, J.; Saddler, J. Update on Drop-In Biofuel and Co-Processing Commercialization. IEA Bioenergy: Task 39. 2024 IEA Bioenergy. Available online: https://www.ieabioenergy.com/wp-content/uploads/2024/09/IEA-Bioenergy-Task-39-drop-in-biofuels-and-co-processing-report-June-2024.pdf (accessed on 2 June 2025).
- Su, J.; Cao, L.; Lee, G.; Tyler, J.; Ringsred, A.; Rensing, M.; van Dyk, S.; O’Connor, D.; Pinchuk, R.; Saddler, J. Challenges in determining the renewable content of the final fuels after co-processing biogenic feedstocks in the fluid catalytic cracker (FCC) of a commercial oil refinery. Fuel 2021, 294, 120526. [Google Scholar] [CrossRef]
- Pérez-Guevara, E.; Velasco, C.P.; Pérez, J.A.M.; Liñeiro, J.T.; Albert Chavarria Miro, A.C.; Bescansa, M.; González, R.; Brandt, S.; Franken, J. Decarbonize the FCCU through Maximizing Low Carbon Propylene. Catalagram 2024, 129, 50–57. [Google Scholar]
- Eschenbacher, A.; Myrstad, T.; Bech, N.; Hang Dao Thi, H.D.; Auersvald, M.; Van Geem, K.M.; Jensen, A.D. Fluid catalytic co-processing of bio-oils with petroleum intermediates: Comparison of vapour phase low pressure hydrotreating and catalytic cracking as pretreatment. Fuel 2021, 302, 121198. [Google Scholar] [CrossRef]
- Gollakota, A.R.K.; Kishore, N.; Gu, S. A review on hydrothermal liquefaction of biomass. Renew. Sustain. Energy Rev. 2018, 81, 1378–1392. [Google Scholar] [CrossRef]
- Khoaele, K.K.; Gbadeyan, O.J.; Chunilall, V.; Sithole, B. The Devastation ofWaste Plastic on the Environment and Remediation Processes: A Critical Review. Sustainability 2023, 15, 5233. [Google Scholar] [CrossRef]
- Guo, S.; Gu, M.; Zhang, X.; Chen, J.; Yao, H. Generation and utilization of waste tires pyrolysis carbon: A critical review. Fuel 2025, 400, 135740. [Google Scholar] [CrossRef]
- Dewang, Y.; Sharma, V.; Singla, Y.K. A critical review of waste tire pyrolysis for diesel engines: Technologies, challenges, and future prospects. SM&T 2025, 43, e01291. [Google Scholar]
- Alzahrani, N.; Nahil, M.A.; Williams, P.T. Co-pyrolysis of waste plastics and tires: Influence of interaction on product oil and gas composition. J. Energy Inst. 2025, 118, 101908. [Google Scholar] [CrossRef]
- Kabeyi, M.J.B.; Olanrewaju, O.A. Review and Design Overview of Plastic Waste-to-Pyrolysis Oil Conversion with Implications on the Energy Transition. J. Energy 2023, 2023, 1821129. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Chang, S.H. Plastic waste as pyrolysis feedstock for plastic oil production: A review. Sci. Total Environ. 2023, 877, 162719. [Google Scholar] [CrossRef] [PubMed]
- Yaqoob, H.; Ali, H.M.; Khalid, U. Pyrolysis of waste plastics for alternative fuel: A review of key factors. RSC Sustain. 2025, 3, 208–218. [Google Scholar] [CrossRef]
- Pšenicka, M.; Roudová, A.; Vráblík, A.; Cerný, R. Pyrolysis Oils from Used Tires and Plastic Waste: A Comparison of a Co-Processing with Atmospheric Gas Oil. Energies 2022, 15, 7745. [Google Scholar] [CrossRef]
- Arabiourrutia, M.; Lopez, G.; Artetxe, M.; Alvarez, J.; Bilbao, J.; Olazar, M. Waste tyre valorization by catalytic pyrolysis—A review. Renew. Sustain. Energy Rev. 2020, 129, 109932. [Google Scholar] [CrossRef]
- Kaplitz, A.S.; Marshall, S.; Bhakta, N.; Morshed, S.; Borny, J.-F.; Schug, K.A. Discrimination of plastic waste pyrolysis oil feedstocks using supercritical fluid chromatography. J. Chromatogr. A 2024, 1720, 464804. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Yang, C.; Tao, Y.; Chen, M.; Xiao, R. Catalytic cracking of model compounds of bio-oil: Characteristics and mechanism research on guaiacol and acetic acid. FPT 2022, 238, 107512. [Google Scholar] [CrossRef]
- Palos, R.; Gutiérrez, A.; Vela, F.J.; Olazar, M.; Arandes, J.M.; Bilbao, J. Waste Refinery: The Valorization of Waste Plastics and End-of-Life Tires in Refinery Units. A Review. Energy Fuels 2021, 35, 3529–3557. [Google Scholar] [CrossRef]
- Rodríguez, E.; Palos, R.; Gutiérrez, A.; Arandes, J.M.; Bilbao, J. Production of Non-Conventional Fuels by Catalytic Cracking of Scrap Tires Pyrolysis Oil. Ind. Eng. Chem. Res. 2019, 58, 5158–5167. [Google Scholar] [CrossRef]
- Tran, X.T.; Mun, D.H.; Shin, J.; Kang, N.Y.; Park, D.S.; YPark, Y.-K.; Choi, J.; Kim, D.K. Maximizing light olefin production via one-pot catalytic cracking of crude waste plastic pyrolysis oil. Fuel 2024, 361, 130703. [Google Scholar] [CrossRef]
- Rodríguez, E.; Gutiérrez, A.; Palos, R.; Azkoiti, M.J.; Arandes, J.M.; Bilbao., J. Cracking of scrap tires pyrolysis oil in a fluidized bed reactor under catalytic cracking unit conditions. Effects of operating conditions. Energy Fuels 2019, 33, 3133–3143. [Google Scholar] [CrossRef]
- Rodríguez, E.; Gutiérrez, A.; Palos, R.; Vela, F.J.; Arandes, J.M.; Bilbao, J. Fuel production by cracking of polyolefins pyrolysis waxes under fluid catalytic cracking (FCC) operating conditions. Waste Manag. 2019, 93, 162–172. [Google Scholar] [CrossRef]
- Rodríguez, E.; Izaddoust, S.; Valecillos, J.; Bilbao, J.; Arandes, J.M.; Castaño, P.; Epelde, E.; Elordi, G. Lessening coke formation and boosting gasoline yield by incorporating scrap tire pyrolysis oil in the cracking conditions of an FCC unit. Energy Convers. Manag. 2020, 224, 113327. [Google Scholar] [CrossRef]
- Rodríguez, E.; Palos, R.; Gutiérrez, A.; Arandes, J.M.; Bilbao, J. Scrap tires pyrolysis oil as a co-feeding stream on the catalytic cracking of vacuum gasoil under fluid catalytic cracking conditions. Waste Manag. 2020, 105, 18–26. [Google Scholar] [CrossRef]
- Rodríguez, E.; Gutiérrez, A.; Palos, R.; Vela, F.J.; Azkoiti, M.J.; Arandes, J.M.; Bilbao, J. Co-Cracking of High-Density Polyethylene (HDPE) and Vacuum Gasoil (VGO) under Refinery Conditions. Chem. Eng. J. 2020, 382, 122602. [Google Scholar] [CrossRef]
- García, F.J.O.; Juarez, E.M. Polyethylene waste co-processing in fluid catalytic cracking plants. Clean Eng Technol. 2024, 19, 100734. [Google Scholar] [CrossRef]
- Wang, B.; Song, Y.-B.; Wang, F.; Fan, Y.-C.; Cheng, N.; Duan, P.-G. Comparative study on properties of waste tyre pyrolysis oil and its distillates obtained by molecular distillation. JAAP 2025, 188, 107046. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. Pyrolysis of plastic waste for liquid fuel production as prospective energy resource. IOP Conf. Ser. Mater. Sci. Eng. 2018, 334, 012001. [Google Scholar] [CrossRef]
- Toraman, H.E.; Dijkmans, T.; Djokic, M.R.; Van Geem, K.M.; Marin, G.B. Detailed compositional characterization of plastic waste pyrolysis oilby comprehensive two-dimensional gas-chromatography coupled tomultiple detectors. J. Chromatogr. A 2014, 1359, 237–246. [Google Scholar] [CrossRef]
- Wądrzyk, M.; Janus, R.; Rządzik, B.; Lewandowski, M.; Budzyń, S. Pyrolysis Oil from Scrap Tires as a Source of Fuel Components: Manufacturing, Fractionation, and Characterization. Energy Fuels 2020, 34, 5917–5928. [Google Scholar] [CrossRef]
- Pyshyev, S.; Korchak, B.; Miroshnichenko, D.; Lebedev, V.; Yasinska, A.; Lypko, Y. Obtaining New Materials from Liquid Pyrolysis Products of Used Tires for Waste Valorization. Sustainability 2025, 17, 3919. [Google Scholar] [CrossRef]
- Auersvald, M.; Krupka, V.; Vachkov, E.L.; Straka, P. Determination of olefins in pyrolysis oils from waste plastics and tires –Comparability of titration and chromatographic methods. Fuel 2025, 393, 134921. [Google Scholar] [CrossRef]
- Debek, C.; Walendziewski, J. Hydrorefining of oil from pyrolysis of whole tyres for passenger cars and vans. Fuel 2015, 159, 659–665. [Google Scholar] [CrossRef]
- Erkmen, B.; Ozdogan, A.; Ezdesir, A.; Celik, G. Can Pyrolysis Oil Be Used as a Feedstock to Close the Gap in the Circular Economy of Polyolefins? Polymers 2023, 15, 859. [Google Scholar] [CrossRef] [PubMed]
- Srinivas, B.K.; Pant, K.K.; Gupta, S.K.; Saraf, D.N.; Choudhury, I.R.; Sau, I.R. A carbon-number lump based model for simulation of industrial hydrotreaters: Vacuum gas oil (VGO). J. Chem. Eng. 2019, 358, 504–519. [Google Scholar] [CrossRef]
- Wang, F.; Yu, Y.; Biney, B.W.; Zhang, Z.; Liu, H.; Chen, K.; Wang, Z.; Guo, A. Relationship between olefins and coking propensity of heavy residual oil derived from vacuum residue thermal cracking products. Fuel 2023, 331, 125737. [Google Scholar] [CrossRef]
- Tankov, I.; Stratiev, D.; Shishkova, I.; Dinkov, R.; Sharafutdinov, I.; Nikolova, R.; Veli, A.; Mitkova, M.; Yordanov, D.; Rudnev, N.; et al. Reactivity of heavy oils in catalytic and thermal cracking. Part I: Reactivity and stability of individual hydrocarbons. Oxid. Commun. 2017, 40, 1178–1190. [Google Scholar]
- Longstaff, D.C. Naphtha Cracking Kinetics and Process Chemistry on Y and ZSM5 Type Catalysts. Energy Fuels 2019, 33, 2445–2452. [Google Scholar] [CrossRef]
- Tankov, I.; Stratiev, D.; Shishkova, I.; Dinkov, R.; Sharafutdinov, I.; Nikolova, R.; Veli, A.; Mitkova, M.; Yordanov, D.; Rudnev, N.; et al. Reactivity of heavy oils in catalytic and thermal cracking. Part II: SARA fractions and heavy oils. Oxid. Commun. 2017, 40, 1191–1208. [Google Scholar]
- Bahonar, E.; Chahardowli, M.; Ghalenoei, Y.; Simjoo, M. New correlations to predict oil viscosity using data mining techniques. J. Pet. Sci. Eng. 2022, 208, 109736. [Google Scholar] [CrossRef]
- Hadavimoghaddam, F.; Ostadhassan, M.; Heidaryan, E.; Sadri, M.A.; Chapanova, I.; Popov, E.; Cheremisin, A.; Rafieepour, S. Prediction of Dead Oil Viscosity: Machine Learning vs. Classical Correlations. Energies 2021, 14, 930. [Google Scholar] [CrossRef]
- Sinha, U.; Dindoruk, B.; Soliman, M. Machine learning augmented dead oil viscosity model for all oil types. J. Pet. Sci. Eng. 2020, 195, 107603. [Google Scholar] [CrossRef]
- Wei, L.; Wang, H.; Dong, Q.; Li, Y.; Xiang, H. A Review on the Research Progress of Zeolite Catalysts for Heavy Oil Cracking. Catalysts 2025, 15, 401. [Google Scholar] [CrossRef]
- Temidayo, T.P.; Bukola, K.T.; Honesty, A.B. Application of Zeolite in the Catalytic Cracking of Waste Vegetable Oil for the Production of highly Volatile Liquid Fuel. BJMAS Eng. Technol. 2024, 5, 22–39. [Google Scholar]
- Valle, B.; Palos, R.; Bilbao, J.; Gayubo, A.G. Role of zeolite properties in bio-oil deoxygenation and hydrocarbons production by catalytic cracking. FPT 2022, 227, 107130. [Google Scholar] [CrossRef]
- Guvenc, C.; Alan, E.; Degirmencioglu, P.; Ozcan, M.C.; Karaman, B.P.; Oktar, N. Catalytic upgrading of bio-oil model mixtures in the presence of microporous HZSM-5 and γ-Al2O3 based Ni, Ta and Zr catalysts. Fuel 2023, 350, 128870. [Google Scholar] [CrossRef]
- Chaihad, N.; Situmorang, Y.A.; Anniwaer, A.; Kurnia, I.; Karnjanakom, S.; Kasai, Y.; Abudula, A.; Reubroycharoen, P.; Guan, G. Preparation of various hierarchical HZSM-5 based catalysts for in-situ fast upgrading of bio-oil. Renew. Energy 2021, 169, 283–292. [Google Scholar] [CrossRef]
- Xu, J.; Wen, Y.; Li, D.; Zhang, S.; Han, Z.; Hu, H.; Jin, L. Catalytic upgrading of biomass pyrolysis volatiles over Y zeolites modified with different metal oxides. Fuel 2024, 371, 131936. [Google Scholar] [CrossRef]
- Ibarra, A.; Hita, I.; Azkoiti, M.J.; Arandes, J.M.; Bilbao, J. Catalytic cracking of raw bio-oil under FCC unit conditions over different zeolite-based catalysts. J. Ind. Eng. Chem. 2019, 78, 372–382. [Google Scholar] [CrossRef]
- Nanda, S.; Pattnaik, F.; Borugadda, V.B.; Dalai, A.K.; Kozinski, J.A.; Naik, S. Catalytic and Noncatalytic Upgrading of Bio-Oil to Synthetic Fuels: An Introductory Review. In ACS Symposium Series; American Chemical Society: Washington, DC, USA, 2021; Volume 1379, pp. 1–28. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oils | Density at 15 °C, g/cm3 | Molecular Weight, g/mol | Kw | Total Nitrogen, ppm | Basic N, ppm | Sulfur, % | CA | H | Saturates, wt.% | Aromatics, wt.% | Polars, wt.% | Gasoline Precursor Content, wt.%. | Maximum Conversion | Maximum Gasoline Yield, wt.% | Optimum LCO Yield, wt.% | Coke Yield, wt.% | C% on Catalyst, wt.% |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BC LIGHT | 0.864 | 304 | 12.53 | 367 | 103 | 0.5 | 10.4 | 13.3 | 73.7 | 25.1 | 1.2 | 85 | 85 | 61 | 12.6 | 3.2 | 0.84 |
| PEMBINA | 0.8932 | 352 | 12.09 | 575 | 154 | 0.2 | 12.5 | 12.8 | 71.7 | 26 | 2.2 | 82.5 | 82.2 | 60.3 | 13.5 | 4.5 | 1.06 |
| EKOFISK | 0.9019 | 371 | 12.06 | 790 | 325 | 0.3 | 16.5 | 12.5 | 61.9 | 34.3 | 3.9 | 77 | 78 | 54.7 | 16.5 | 4.7 | 1.21 |
| BRENT | 0.8937 | 322 | 11.95 | 938 | 413 | 0.5 | 14.9 | 12.8 | 62.9 | 34.1 | 3 | 75.8 | 76 | 55 | 18 | 4.3 | 1.13 |
| BOW RIVER | 0.9315 | 328 | 11.55 | 989 | 253 | 2.7 | 20.1 | 11.7 | 48.2 | 48.9 | 3 | 65.8 | 69 | 48.2 | 21 | 4 | 1.3 |
| COLD LAKE | 0.9283 | 321 | 11.56 | 748 | 241 | 2 | 20.6 | 11.8 | 50 | 47.8 | 2.2 | 65.4 | 72 | 50 | 20.8 | 4.2 | 1.24 |
| CANMET | 0.9438 | 263 | 11.11 | 4122 | 1543 | 2.9 | 29.0 | 11.1 | 47.4 | 46.4 | 6.2 | 61.9 | 63 | 38 | 26 | 10.6 | 1.63 |
| VISBROKEN | 0.9688 | 277 | 10.93 | 1537 | 346 | 1.9 | 45.2 | 10.1 | 40.3 | 56.8 | 2.9 | 49.9 | 50 | 31 | 28 | 6.4 | 1.63 |
| COKER | 1.0077 | 313 | 10.72 | 2910 | 1144 | 4.6 | 38.2 | 9.8 | 25.3 | 65.4 | 9.3 | 42.4 | 50 | 28 | 30 | 8.7 | 2.64 |
| HCB | 0.8643 | 394 | 12.6 | 0 | 0.5 | 0.0008 | 4.4 | 13.7 | 90.1 | 21.7 | 0.7 | 97 | 84.7 | 63.2 | 11 | 2.65 | 0.39 |
| HT--VIR | 0.9252 | 467 | 12.1 | 460 | 51 | 0.0981 | 17.6 | 12.3 | 46.8 | 4.1 | 0.9 | 75.9 | 73.7 | 53.3 | 17.8 | 3.95 | 0.73 |
| RZ | 0.8988 | 377 | 12.1 | 800 | 240 | 0.917 | 14.6 | 12.8 | 61 | 22.8 | 2.9 | 77.6 | 79.7 | 51.5 | 12.9 | 4.18 | 0.75 |
| HT-LCF | 0.9284 | 427 | 11.9 | 1090 | 148 | 0.088 | 20.2 | 12.1 | 45.7 | 7.4 | 2 | 73.3 | 69.7 | 48.5 | 18.7 | 4.57 | 0.84 |
| HT-C | 0.9511 | 465 | 11.8 | 2150 | 439 | 0.429 | 24.7 | 11.5 | 34.4 | 4.7 | 3.8 | 63.9 | 72.6 | 43.6 | 16.5 | 5.86 | 1.20 |
| HT-DA | 0.943 | 506 | 12.0 | 2450 | 613 | 0.704 | 20.9 | 11.8 | 35.4 | 5 | 7.1 | 64.9 | 70.6 | 44.5 | 17.7 | 9.22 | 1.89 |
| VIR | 0.9712 | 603 | 11.9 | 1930 | 610 | 3.25 | 25.4 | 11.1 | 28.7 | 1.8 | 5.7 | 51.2 | 63.3 | 39.1 | 22 | 6.51 | 1.35 |
| LCF | 0.9562 | 378 | 11.5 | 3370 | 991 | 1.35 | 30.1 | 11.2 | 35.5 | 5.2 | 6.1 | 56.1 | 72.4 | 37.8 | 20.3 | 6.89 | 1.43 |
| DA-LCF | 0.9642 | 453 | 11.6 | 4020 | 1212 | 1.52 | 28.8 | 11.2 | 29.1 | 4.3 | 11.8 | 55.4 | 71.3 | 37.6 | 16.4 | 11.31 | 2.50 |
| DA-BIT | 0.9776 | 708 | 12.0 | 3050 | 815 | 3.54 | 24.4 | 11.1 | 23 | 1.4 | 15.2 | 47.7 | 68.7 | 36.6 | 19.2 | 14.38 | 2.50 |
| FCC Feed | Total Nitrogen, ppm | Basic N, ppm | CA | H | Conversion at 5 wt./wt. Catalyst-to-Oil Ratio |
|---|---|---|---|---|---|
| HCB | 0 | 0.5 | 4.4 | 13.7 | 83.87 |
| HT-VIR | 460 | 51 | 17.6 | 12.3 | 70 |
| RZ | 800 | 240 | 14.6 | 12.8 | 69.4 |
| HT-LCF | 1090 | 148 | 20.2 | 12.1 | 63.55 |
| HT-C | 2150 | 439 | 24.7 | 11.5 | 56.13 |
| HT-DA | 2450 | 613 | 20.9 | 11.8 | 66.8 |
| VIR | 1930 | 610 | 25.4 | 11.1 | 54.83 |
| LCF | 3370 | 991 | 30.1 | 11.2 | 47.3 |
| DA-LCF | 4020 | 1212 | 28.8 | 11.2 | 56.1 |
| DA-BIT | 3050 | 815 | 24.4 | 11.1 | 63.87 |
| Coprocessing VGO | 6630 | 2946 | 40 | 9.55 | 36.92 |
| Shale VGO | 7150 | 4570 | 21 | 12 | 39.27 |
| Coprocessing VGO (treated) | 1645 | 224 | 33 | 10.5 | 59.48 |
| Shale VGO (treated) | 3496 | 1745 | 18 | 12.3 | 58 |
| Empirical Parameters | BC LIGHT | PEMBINA | EKOFISK | BRENT | BOW RIVER | COLD LAKE | CANMET | VISBROKEN | COKER |
|---|---|---|---|---|---|---|---|---|---|
| CP (n-d-M) | 52.7 | 54.5 | 56.2 | 57.3 | 49.9 | 48.3 | 44.4 | 49.2 | 39.4 |
| CN (n-d-M) | 36.7 | 33.2 | 27.5 | 23.8 | 28.1 | 30.0 | 22.6 | −2.2 | 14.3 |
| CA (n-d-M) | 10.7 | 12.3 | 16.4 | 18.9 | 22.0 | 21.8 | 33.1 | 53.0 | 46.3 |
| P | 65.1 | 63.4 | 61.7 | 64.9 | 58.6 | 57.2 | 49.9 | 37.1 | 41.8 |
| N | 26.7 | 25.6 | 25.3 | 24.3 | 25.5 | 26.5 | 30.0 | 33.6 | 28.6 |
| A | 8.2 | 11.0 | 13.0 | 10.7 | 15.9 | 16.3 | 20.2 | 29.3 | 29.5 |
| CA (Total) | 10.4 | 12.5 | 16.5 | 14.9 | 20.1 | 20.6 | 29.0 | 45.2 | 38.2 |
| H (Total) | 13.3 | 12.8 | 12.5 | 12.8 | 11.7 | 11.8 | 11.1 | 10.1 | 9.8 |
| CA (COP) | 9.9 | 14.4 | 15.7 | 16.3 | 26.2 | 25.7 | 33.8 | 39.6 | 47.8 |
| H (COP) | 13.4 | 12.8 | 12.6 | 12.7 | 11.8 | 11.8 | 11.3 | 10.7 | 9.8 |
| MW, g/mol | 295 | 352 | 371 | 322 | 328 | 321 | 263 | 277 | 313 |
| Kw | 12.2 | 12.1 | 12.1 | 12.0 | 11.6 | 11.6 | 11.1 | 10.9 | 10.7 |
| BMCI | 166 | 142 | 136 | 144 | 121 | 124 | 120 | 105 | 82 |
| ARI | 0.8 | 1.2 | 1.4 | 1.3 | 1.7 | 1.6 | 1.7 | 2.3 | 2.6 |
| Conversion at maximum gasoline yield, wt.% | 85.0 | 82.2 | 78.0 | 76.0 | 69.0 | 72.0 | 63.0 | 50.0 | 50.0 |
| CP (n-d-M) | CN (n-d-M) | CA (n-d-M) | P | N | A | CA (Total) | H (Total) | CA (COP) | H (COP) | MW | Kw | BMCI | ARI | Conver-sion | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CP(n-d-M) | 1 | ||||||||||||||
| CN(n-d-M) | 0.40 | 1 | |||||||||||||
| CA(n-d-M) | −0.70 | −0.94 | 1 | ||||||||||||
| P | 0.75 | 0.89 | −0.98 | 1 | |||||||||||
| N | −0.56 | −0.81 | 0.85 | −0.89 | 1 | ||||||||||
| A | −0.78 | −0.87 | 0.98 | −0.99 | 0.80 | 1 | |||||||||
| CA(Total) | −0.70 | −0.93 | 1.00 | −0.99 | 0.87 | 0.98 | 1 | ||||||||
| H(Total) | 0.83 | 0.82 | −0.96 | 0.97 | −0.77 | −0.99 | −0.97 | 1 | |||||||
| CA(COP) | −0.87 | −0.77 | 0.94 | −0.94 | 0.71 | 0.97 | 0.94 | −0.99 | 1 | ||||||
| H (COP) | 0.85 | 0.76 | −0.92 | 0.92 | −0.66 | −0.97 | −0.92 | 0.99 | −0.99 | 1 | |||||
| MW | 0.53 | 0.46 | −0.57 | 0.57 | −0.75 | −0.47 | −0.55 | 0.48 | −0.49 | 0.40 | 1 | ||||
| KW | 0.87 | 0.78 | −0.94 | 0.95 | −0.76 | −0.96 | −0.94 | 0.98 | −0.99 | 0.98 | 0.59 | 1 | |||
| BMCI | 0.80 | 0.72 | −0.87 | 0.87 | −0.56 | −0.94 | −0.87 | 0.96 | −0.96 | 0.98 | 0.24 | 0.93 | 1 | ||
| ARI | −0.78 | −0.80 | 0.92 | −0.91 | 0.63 | 0.97 | 0.92 | −0.98 | 0.97 | −0.99 | −0.31 | −0.94 | −0.99 | 1 | |
| Conver- sion | 0.76 | 0.88 | −0.98 | 0.97 | −0.78 | −0.99 | −0.98 | 0.99 | −0.98 | 0.97 | 0.52 | 0.98 | 0.93 | −0.97 | 1 |
| D15 | Kw | TN | BN | S | CA | H | Sat | Aro | Polars | Gas. Prec. | Max. Conv. | Max. Gasoline | Optimum LCO | Coke | C% on Catalyst | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| D15 | 1 | |||||||||||||||
| Kw | −0.774 | 1 | ||||||||||||||
| TN | 0.743 | −0.600 | 1 | |||||||||||||
| BN | 0.668 | −0.641 | 0.957 | 1 | ||||||||||||
| S | 0.749 | −0.688 | 0.565 | 0.633 | 1 | |||||||||||
| CA | 0.876 | −0.906 | 0.666 | 0.619 | 0.631 | 1 | ||||||||||
| H | −0.958 | 0.897 | −0.713 | −0.671 | −0.766 | −0.964 | 1 | |||||||||
| Sat | −0.949 | 0.620 | −0.742 | −0.621 | −0.631 | −0.774 | 0.862 | 1 | ||||||||
| Aro | 0.033 | −0.571 | −0.120 | 0.068 | 0.382 | 0.294 | −0.256 | 0.185 | 1 | |||||||
| Polars | 0.699 | −0.352 | 0.806 | 0.752 | 0.628 | 0.474 | −0.588 | −0.719 | −0.202 | 1 | ||||||
| Gas. Prec. | −0.967 | 0.789 | −0.748 | −0.690 | −0.803 | −0.894 | 0.959 | 0.929 | −0.104 | −0.720 | 1 | |||||
| Max. Conv. | −0.858 | 0.890 | −0.525 | −0.524 | −0.733 | −0.921 | 0.935 | 0.721 | −0.415 | −0.399 | 0.850 | 1 | ||||
| Max. gasoline | −0.956 | 0.837 | −0.801 | −0.745 | −0.751 | −0.944 | 0.972 | 0.885 | −0.134 | −0.680 | 0.961 | 0.891 | 1 | |||
| Optimum LCO | 0.778 | −0.925 | 0.504 | 0.557 | 0.755 | 0.867 | −0.888 | −0.632 | 0.540 | 0.319 | −0.796 | −0.952 | −0.819 | 1 | ||
| Coke | 0.709 | −0.427 | 0.874 | 0.810 | 0.595 | 0.551 | −0.638 | −0.722 | −0.177 | 0.945 | −0.721 | −0.476 | −0.724 | 0.407 | 1 | |
| C% on catalyst | 0.808 | −0.629 | 0.797 | 0.772 | 0.717 | 0.692 | −0.777 | −0.771 | 0.111 | 0.905 | −0.837 | −0.637 | −0.800 | 0.576 | 0.876 | 1 |
| Crude Oil | Brass River | Lagomedio | Maya | Wilmington | Merey |
|---|---|---|---|---|---|
| vacuum gas oil | 343–538 °C | 343–510 °C | 343–499 °C | 343–538 °C | 343–510 °C |
| acids content, wt.% | 4.4 | 3.5 | 4.2 | 10.7 | 4.9 |
| bases content, wt.% | 1.9 | 1 | 1.9 | 4.4 | 1.9 |
| polar neutral, wt.% | 0.53 | 0.6 | 1.6 | 2.1 | 0.6 |
| neutral sulfide, wt.% | 1.6 | 6.3 | 6.2 | 7.3 | 8 |
| neutral nonsulfide, wt.% | 89.9 | 84.7 | 87.7 | 77.3 | 82.9 |
| total neutral, wt.% | 92.03 | 91.6 | 95.5 | 86.7 | 91.5 |
| neutrals content, wt.% | 94 | 95.5 | 93.6 | ||
| total polars, wt.% | 6.0 | 4.5 | 4.5 | 13.3 | 6.4 |
| total, wt.% | 100.3 | 100 | 101.6 | 101.8 | 100.4 |
| vacuum residue | >538 °C | >510 °C | >499 °C | >538 °C | >510 °C |
| strong acid, wt.% | 5.2 | 8.1 | 17.8 | 11.2 | 17.2 |
| weak acid, wt.% | 5.9 | 6.3 | 8.1 | 15.5 | 8.8 |
| total acid, wt.% | 11.1 | 14.4 | 25.9 | 26.7 | 26 |
| strong bases, wt.% | 5 | 5.2 | 10.3 | 11.7 | 13 |
| weak bases, wt.% | 4.6 | 6.5 | 8.4 | 9.4 | 11.2 |
| total bases, wt.% | 9.6 | 11.7 | 18.7 | 21.1 | 24.2 |
| polar neutral, wt.% | 2.5 | 2.8 | 5.2 | 10.7 | 4.6 |
| sulfide, wt.% | 6.7 | 8.9 | 10 | 10.7 | 13.9 |
| nonsulfide, wt.% | 71.8 | 60 | 38 | 33.2 | 29.3 |
| total neutral, wt.% | 81 | 71.7 | 53.2 | 54.6 | 47.8 |
| neutrals content, wt.% | 73.5 | 54.3 | 50.1 | ||
| total, wt.% | 101.7 | 99.6 | 98.9 | 102.4 | 100.3 |
| Oils | Specific Gravity | Acid Number, mg KOH/g | Moisture, wt.% | Sulfur, wt.% | Oxygen, wt.% | Nitrogen, ppm | Hydrogen, wt.% | Carbon, wt.% | H/C Atomic Ratio | Na, ppm | K, ppm | Ca, ppm | Mg, ppm | P, ppm | Zn, ppm | Al, ppm | Mn, ppm |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Soybean oil | 0.9244 | 0.58 | 0 | 10.5 | 3.9 | 11.9 | 77.6 | 1.84 | 0–2 | 0–88 | 3–60 | 1–40 | 6–150 | 0.1 | 0.1 | 0 | |
| Rapeseed oil | 0.9219 | 1.14 | 0.0003 | 10.62 | 16 | 13.6 | 77.2 | 2.11 | 5.0 | 13.8 | 0.3 | 4 | 0.6 | 0.2 | 0.1 | ||
| Palm oil | 0.916 | 4.8 | 0.0001 | 11.33 | 1.6 | 12 | 76.67 | 1.88 | |||||||||
| Used cooking oil | 0.9236 | 5.44 | 0.00076 | 12.7 | 50.2 | 11.5 | 75.8 | 1.82 | 1 | 1 | 0.4 | 2.4 | |||||
| Animal fat | 0.9145 | 6.17 | 0.0021 | 11.2 | 183 | 12 | 76.8 | 1.88 | 1 | 2.4 | 0.25 | 5.2 | |||||
| Refined palm oil | 0.9159 | 0.08 | 0.0002 | 12.7 | 2 | 11 | 76.3 | 1.73 | 1 | 1 | 0.1 | 1 | |||||
| Tallow | 0.92 | 0 | 12.6 | 55 | 40 | 5 | 60 | ||||||||||
| Waste cooking oil | 0.9214 | 0.0075 | 11.3 | 110 | 12.58 | 73.78 | 2.05 | ||||||||||
| Karanja oil | 0.97 | 1.23 | 0 | 14.5 | 10,000 | 10.8 | 73.7 | 1.76 | |||||||||
| Sunflower oil | 0.92 | 1.8 | 0.05 | 0 | 10.9 | 0.15 | 12.5 | 77.9 | 1.93 | ||||||||
| Jatropha oil | 0.92 | 27.2 | 3.28 | 0 | 12.0 | 2000 | 11.8 | 76.1 | 1.86 | ||||||||
| Camelina oil | 0.885 | 0.07 | 12.4 | 2900 | 11.9 | 78.5 | 1.82 | ||||||||||
| Canola oil | 0.91 | 1.8 | 0.05 | 0.02 | 11.5 | 4300 | 12.2 | 78.3 | 1.87 | ||||||||
| Flax oil | 0.91 | 25.1 | 1.5 | 10.5 | 1600 | 11.8 | 78.3 | 1.81 | |||||||||
| Carinata oil | 0.88 | 4.5 | 0.05 | 9.1 | 2400 | 11.8 | 78.9 | 1.79 | |||||||||
| Pyrolysis lignocellulosic based bio-oils | 1.008–1.25 | 3–30 | 0.01–27 | 0.1–52.99 | 0–10.14 | 3.5–12.08 | 22.64–77.6 | 0.76–2.69 | 5 | 160 | 400 | 130 | |||||
| Petroleum based FCC feeds | 0.838–1.003 | 0–12.2 | 0.0008–5.0 | 0–1.4 | 0.5–7150 | 9.6–14.2 | 1.32–2.0 | 0–0.10 | 0–5 | 0–20 | 0–5 | 0–5 |
| Indices | 100% Soybean Oil | 100% Petroleum-Based FCC VGO Feed |
|---|---|---|
| Oil properties | ||
| Specific gravity | 0.9242 | 0.9059 |
| Sulfur, wt.% | 0 | 0.35 |
| Oxygen, wt.% | 10.5 | 0 |
| ASTM D 2887 simulated distillation [157], °C/wt.% | ||
| Initial boiling point, °C | 372 | 275 |
| 10 wt.% | 576 | 366 |
| 50 wt.% | 594 | 453 |
| 90 wt.% | 639 | 563 |
| 95 wt.% | 667 | 598 |
| Final boiling point, wt.% | 705 | 682 |
| Operating conditions and yields | ||
| Riser outlet temperature, °C | 521 | 521 |
| Regenerator tempearture, °C | 704 | 704 |
| Feed temperature, °C | 120 | 121 |
| Catalyst-to-oil ratio, wt./wt. | 6.7 | 9.3 |
| Pressure, kPa g | 173.7 | 173.1 |
| H2 yield, wt.% | 0.04 | 0.02 |
| C1-C2 (dry gas), wt.% | 1.9 | 2.1 |
| Total C3, wt.% | 4.3 | 6.7 |
| Total C4, wt.% | 6.2 | 12.4 |
| LPG olefinicity, % | 76 | 65 |
| Gasoline, wt.% | 44.5 | 53.1 |
| LCO, wt.% | 22 | 15.4 |
| HCO, wt.% | 3.9 | 4.9 |
| Coke, wt.% | 4.6 | 5.2 |
| Gasoline composition, wt.% | ||
| n-Paraffins, wt.% | 3.5 | 3.6 |
| i-Paraffins, wt.% | 22 | 29.8 |
| Aromatics, wt.% | 39 | 33.9 |
| Naphthenes, wt.% | 13.2 | 11.9 |
| Olefins, wt.% | 22.4 | 20.8 |
| Research octane number (GC) | 90.9 | 90.2 |
| Motor octane number (GC) | 79 | 79.5 |
| Fuel gas CO, wt.% | 1.2 | 0 |
| Fuel gas CO2, wt.% | 0.9 | 0 |
| Fuel gas H2O, wt.% (by difference), wt.% | 10.3 | 0 |
| Indices | 3% Pine-Derived Pyrolysis Oil/97% VGO | 100% Petroleum-Based FCC VGO Feed |
|---|---|---|
| Oil properties | ||
| Specific gravity | 0.9059 | |
| Sulfur, wt.% | 0.35 | |
| Oxygen, wt.% | 53.0 | 0 |
| Water, wt.% | 23.0 | 0 |
| H/C atomic ratio | 1.4 | 1.72 |
| Operating conditions and yields | 3 wt.% Pine-Based Pyrolysis Oil—97 wt.% VGO | 100% petroleum based FCC VGO feed |
| Riser outlet temperature, °C | 521 | 521 |
| Regenerator tempearture, °C | 704 | 704 |
| Feed temperature, °C | 120 | 121 |
| Catalyst-to-oil ratio, wt./wt. | 6.7 | 9.3 |
| Pressure, kPa | 172.4 | 172.4 |
| Conversion, wt.% (100-LCO-bottoms) | 9.6 | 9.9 |
| H2 yield, wt.% | 0.04 | 0.05 |
| C1-C2 (dry gas), wt.% | 2.97 | 3.15 |
| Total C3, wt.% | 8.05 | 8.51 |
| Total C4, wt.% | 13.8 | 14.1 |
| LPG olefinicity, % | 50.4 | 52.4 |
| Gasoline, wt.% | 47.5 | 49.1 |
| LCO, wt.% | 14.2 | 14.1 |
| HCO, wt.% | 4.2 | 4.4 |
| Coke, wt.% | 7.1 | 6.4 |
| Gasoline composition, wt.% | ||
| n-Paraffins, wt.% | 3.2 | 3.2 |
| i-Paraffins, wt.% | 24.3 | 24.5 |
| Aromatics, wt.% | 49.2 | 50.5 |
| Naphthenes, wt.% | 9.3 | 9.3 |
| Olefins, wt.% | 14 | 12.6 |
| Research octane number (GC) | 92.1 | 92.5 |
| Motor octane number (GC) | 81.5 | 81.6 |
| Fuel gas CO, wt.% | 0.48 | 0 |
| Fuel gas CO2, wt.% | 0.11 | 0 |
| Fuel gas H2O, wt.% (by difference) | 1.42 | 0 |
| WPPO | WPPO | WPPO | STPO | STPO (350 °C) | STPO (400 °C) | STPO (450 °C) | STPO (500 °C) | STPO | STPO | STPO (Fixed Bed) | STPO (Stirred Tank) | STPO (Rotary Kiln) | STPO | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Specific gravity | 0.9343 | 0.8904 | 0.8423 | 0.8900 | 0.8300 | 0.9100 | 0.9600 | 0.8931 | ||||||
| Bromine number, g/100 g | 67 | |||||||||||||
| Sulfur, wt.% | 0.0121 | 0.17 | 1.16 | 0.3 | 1.16 | 0.11 | 1.5 | 1.54 | ||||||
| Oxygen, wt.% | 1.6 | 1.0 | 1.0 | 2.7 | 0.9 | 1.1 | 1.01 | |||||||
| Nitrogen, wt.% | 0.2625 | 1.300 | 1.0000 | 0.104 | 0.780 | 0.600 | 0.680 | 0.890 | 0.040 | 1.040 | 0.940 | 0.450 | 0.420 | |
| Hydrogen, wt.% | 13.3 | 14.9 | 9.6 | 10.6 | 11.0 | 10.3 | 9.0 | 8.1 | 10.41 | 10.6 | 10.04 | 9.4 | 10.4 | |
| Carbon, wt.% | 83.9 | 83.8 | 88.4 | 87.2 | 87.06 | 85.99 | 89.08 | 87.9 | 87.94 | 87.2 | 79.96 | 88.0 | 84.3 | |
| H/C atomic ratio | 1.90 | 2.13 | 1.30 | 1.46 | 1.52 | 1.43 | 1.22 | 1.11 | 1.42 | 1.46 | 1.51 | 1.28 | 1.48 | |
| Naphtha (IBP-220 °C) | 40 | 5.5 | 15.5 | 20 | 50 | 50 | 40 | |||||||
| LCO (220–343 °C) | 30 | 12.5 | 29.3 | 40 | 50 | 50 | 40 | |||||||
| HCO (>343 °C) | 30 | 82 | 55.2 | 60 | 20 | |||||||||
| Total aromatics, wt.% | 55.8 | |||||||||||||
| Mono-nuclear aromatics, wt.% | 38.1 | |||||||||||||
| Di-nuclear aromatics, wt.% | 17.7 | |||||||||||||
| Naphthenes, wt.% | 34.7 | |||||||||||||
| Olefins, wt.% | 67.6 | 7.1 | ||||||||||||
| Paraffins, wt.% | 32.4 | 2.4 |
| Properties | VGO | STPO |
|---|---|---|
| Density at 15 °C, g/cm3 | 0.9343 | 0.8904 |
| C, wt.% | 86.6 | 87.2 |
| H, wt.% | 12.0 | 10.6 |
| S, wt.% | 1.17 | 1.16 |
| N, wt.% | 0.23 | 0.104 |
| H/C | 1.66 | 1.46 |
| Olefins, wt.% | 0 | 7.1 |
| Conversion at Catalyst-to-Oil Ratio of 5 wt./wt., wt.% | ||||
|---|---|---|---|---|
| Reaction Temperature, °C | STPO | VGO | 80% VGO/20% STPO | Estimated Conversion, wt.% |
| 500 | 56.4 | 44.3 | 46.8 | 46.7 |
| 530 | 63.6 | 52.9 | 56.1 | 55.0 |
| 560 | 74.6 | 60.7 | 62.5 | 63.5 |
| Properies | SRHTVGO | H-Oil VGO |
|---|---|---|
| Density at 15 °C, g/cm3 | 0.8946 | 0.9355 |
| Aromatic carbon (CA), wt.% | 14.1 | 23.0 |
| Hydrogen content, wt.% | 12.8 | 11.8 |
| S, wt.% | 0.4 | 0.6 |
| N, wt.% | 0.1 | 0.3 |
| Conversion at Reaction Temperature of 527 °C, wt.% | ||||
|---|---|---|---|---|
| Catalyst-to-Oil Ratio, wt./wt. | SRHTVGO | H-Oil VGO | 50% SRHTVGO/50%H-Oil VGO | Estimated Conversion, wt.% |
| 3.5 | 63.4 | 37.7 | 47.1 | 50.6 |
| 4.3 | 67.6 | 45.9 | 53.4 | 56.7 |
| 5.1 | 72.0 | 50.3 | 60.9 | 61.1 |
| 5.9 | 74.3 | 55.5 | 65.3 | 64.9 |
| 6.7 | 76.6 | 59.4 | 68.1 | 68.0 |
| 7.5 | 77.8 | 63.3 | 71.2 | 70.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stratiev, D. Evaluation of Feedstock Characteristics Determined by Different Methods and Their Relationships to the Crackability of Petroleum, Vegetable, Biomass, and Waste-Derived Oils Used as Feedstocks for Fluid Catalytic Cracking: A Systematic Review. Processes 2025, 13, 2169. https://doi.org/10.3390/pr13072169
Stratiev D. Evaluation of Feedstock Characteristics Determined by Different Methods and Their Relationships to the Crackability of Petroleum, Vegetable, Biomass, and Waste-Derived Oils Used as Feedstocks for Fluid Catalytic Cracking: A Systematic Review. Processes. 2025; 13(7):2169. https://doi.org/10.3390/pr13072169
Chicago/Turabian StyleStratiev, Dicho. 2025. "Evaluation of Feedstock Characteristics Determined by Different Methods and Their Relationships to the Crackability of Petroleum, Vegetable, Biomass, and Waste-Derived Oils Used as Feedstocks for Fluid Catalytic Cracking: A Systematic Review" Processes 13, no. 7: 2169. https://doi.org/10.3390/pr13072169
APA StyleStratiev, D. (2025). Evaluation of Feedstock Characteristics Determined by Different Methods and Their Relationships to the Crackability of Petroleum, Vegetable, Biomass, and Waste-Derived Oils Used as Feedstocks for Fluid Catalytic Cracking: A Systematic Review. Processes, 13(7), 2169. https://doi.org/10.3390/pr13072169