
Use of Insect Meals in Dry Expanded Dog Food: Impact of Composition and Particulate Flow Characteristics on Extrusion Process and Kibble Properties
 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Design
2.3. Rapid Visco Analysis
2.4. Particulate Rheology
2.5. Extrusion Processing
2.6. Extrusion Process Analyses
2.6.1. Specific Mechanical Energy
2.6.2. Specific Thermal Energy
2.6.3. Extruder Visualization Test
2.7. Kibble Macrostructure
2.7.1. Bulk Density
2.7.2. Piece Measurements
2.8. Texture Analysis
2.9. Statistical Analyses
3. Results and Discussion
3.1. Rapid Visco Analysis of Formulations
3.2. Particulate Rheology
3.2.1. Flow Energy
3.2.2. Extruder Flow Visualization
3.2.3. Compressibility
3.3. Extrusion Process Parameters
3.3.1. Specific Thermal Energy and Steam Loss
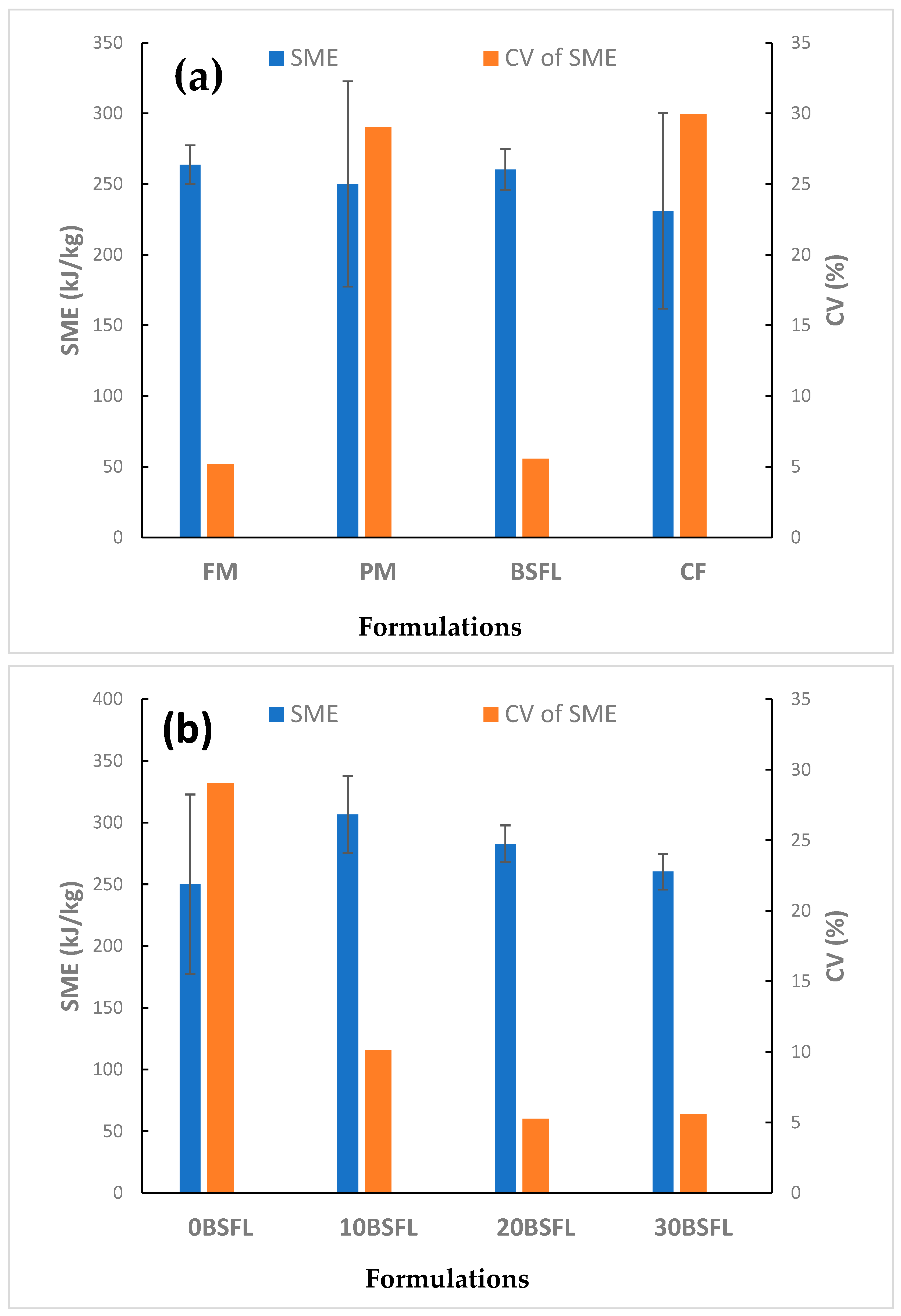
3.3.2. Specific Mechanical Energy and Die Temperature
3.4. Kibble Macrostructure
3.4.1. Bulk Density
3.4.2. Piece Measurements
3.5. Texture Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Alvarenga, I.C.; Ou, Z.; Thiele, S.; Alavi, S.; Aldrich, C.G. Effects of Milling Sorghum into Fractions on Yield, Nutrient Composition, and Their Performance in Extrusion of Dog Food. J. Cereal Sci. 2018, 82, 121–128. [Google Scholar] [CrossRef]
- Fediaf, The European Pet Food Industry. European Facts and Figures. Available online: https://www.jardinerie-animalerie-fleuriste.fr/wp-content/uploads/2020/07/FEDIAF_Facts_and_Figures_2019_compressed.pdf (accessed on 27 February 2025).
- Shahbandeh, M. Number of Dogs in the United States from 2000 to 2017. Available online: https://www.statista.com/statistics/198100/dogs-in-the-united-states-since-2000/ (accessed on 27 February 2025).
- Shahbandeh, M. Number of Cats in the United States from 2000 to 2017. Available online: https://www.statista.com/statistics/198102/cats-in-the-united-states-since-2000/ (accessed on 27 February 2025).
- Kim, H.S.; Titgemeyer, E.C.; Curles, E.; Olsen, L.M.; Aldrich, C.G. Evaluation of Soybean Ingredients in Pet Foods Applications: Systematic Review. Animals 2023, 14, 16. [Google Scholar] [CrossRef] [PubMed]
- Van Huis, A.; Oonincx, D.G.A.B. The Environmental Sustainability of Insects as Food and Feed. A Review. Agron. Sustain. Dev. 2017, 37, 43. [Google Scholar] [CrossRef]
- El Hajj, R.; Mhemdi, H.; Besombes, C.; Allaf, K.; Lefrançois, V.; Vorobiev, E. Edible Insects’ Transformation for Feed and Food Uses: An Overview of Current Insights and Future Developments in the Field. Processes 2022, 10, 970. [Google Scholar] [CrossRef]
- Looy, H.; Dunkel, F.V.; Wood, J.R. How Then Shall We Eat? Insect-Eating Attitudes and Sustainable Foodways. Agric. Hum. Values 2014, 31, 131–141. [Google Scholar] [CrossRef]
- Bosch, G.; Swanson, K.S. Effect of Using Insects as Feed on Animals: Pet Dogs and Cats. JIFF 2021, 7, 795–805. [Google Scholar] [CrossRef]
- Siddiqui, S.A.; Brunner, T.A.; Tamm, I.; van der Raad, P.; Patekar, G.; Bahmid, N.A.; Aarts, K.; Paul, A. Insect-Based Dog and Cat Food: A Short Investigative Review on Market, Claims and Consumer Perception. J. Asia-Pac. Entomol. 2023, 26, 102020. [Google Scholar] [CrossRef]
- Oonincx, D.G.A.B.; De Boer, I.J.M. Environmental Impact of the Production of Mealworms as a Protein Source for Humans—A Life Cycle Assessment. PLoS ONE 2012, 7, e51145. [Google Scholar] [CrossRef]
- Miglietta, P.; De Leo, F.; Ruberti, M.; Massari, S. Mealworms for Food: A Water Footprint Perspective. Water 2015, 7, 6190–6203. [Google Scholar] [CrossRef]
- Halloran, A.; Hanboonsong, Y.; Roos, N.; Bruun, S. Life Cycle Assessment of Cricket Farming in North-Eastern Thailand. J. Clean. Prod. 2017, 156, 83–94. [Google Scholar] [CrossRef]
- Oonincx, D.G.A.B.; Van Broekhoven, S.; Van Huis, A.; Van Loon, J.J.A. Feed Conversion, Survival and Development, and Composition of Four Insect Species on Diets Composed of Food By-Products. PLoS ONE 2015, 10, e0144601. [Google Scholar] [CrossRef] [PubMed]
- Halloran, A.; Roos, N.; Eilenberg, J.; Cerutti, A.; Bruun, S. Life Cycle Assessment of Edible Insects for Food Protein: A Review. Agron. Sustain. Dev. 2016, 36, 57. [Google Scholar] [CrossRef]
- Koukouna, E.; Broekema, R. Carbon Footprint Assessment of Cat 3 Meal for Pet Food Applications; Blonk Consultants: Gouda, The Netherlands, 2017. [Google Scholar]
- Bosch, G.; Van Zanten, H.H.E.; Zamprogna, A.; Veenenbos, M.; Meijer, N.P.; Van Der Fels-Klerx, H.J.; Van Loon, J.J.A. Conversion of Organic Resources by Black Soldier Fly Larvae: Legislation, Efficiency and Environmental Impact. J. Clean. Prod. 2019, 222, 355–363. [Google Scholar] [CrossRef]
- Iñaki, G.-B.J.; Antonio, P.-C.G.; Efrén, D.; Hiram, M.-R.; Daniela, G.-I.; Damián, R.-J. Black Soldier Fly: Prospection of the Inclusion of Insect-Based Ingredients in Extruded Foods. Food Chem. Adv. 2022, 1, 100075. [Google Scholar] [CrossRef]
- Ahmed, I.; İnal, F. Replacement of Chicken Meal with Full-Fat Locust Meal in Golden Retriever Dog Food and Its Influence on Palatability, Digestibility, Fecal Quality, and Immunity. Anim. Feed Sci. Technol. 2025, 320, 116191. [Google Scholar] [CrossRef]
- Weththasinghe, P.; Hansen, J.Ø.; Nøkland, D.; Lagos, L.; Rawski, M.; Øverland, M. Full-Fat Black Soldier Fly Larvae (Hermetia Illucens) Meal and Paste in Extruded Diets for Atlantic Salmon (Salmo Salar): Effect on Physical Pellet Quality, Nutrient Digestibility, Nutrient Utilization and Growth Performances. Aquaculture 2021, 530, 735785. [Google Scholar] [CrossRef]
- Alam, M.R.; Scampicchio, M.; Angeli, S.; Ferrentino, G. Effect of Hot Melt Extrusion on Physical and Functional Properties of Insect Based Extruded Products. J. Food Eng. 2019, 259, 44–51. [Google Scholar] [CrossRef]
- AAFCO. Dog Food Nutrient Profiles Based on Dry Matter. In 2020 Official Publication; Association of American Feed Control Officials Inc.: Champaign, IL, USA, 2016; pp. 158–159. [Google Scholar]
- AACC Standard Method 76-21.02; General Pasting Method for Wheat or Rye Flour of Starch Using the Rapid Visco Analyser; AACC International Approved Methods. Cereals & Grains Association: St. Paul, MN, USA, 2009. [CrossRef]
- Alavi, S.; Ambrose, R.P.K. Particulate Flow and Agglomeration in Food Extrusion. In Production, Handling and Characterization of Particulate Materials; Merkus, H.G., Meesters, G.M.H., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 137–155. ISBN 978-3-319-20949-4. [Google Scholar]
- McGuire, C.; Siliveru, K.; Ambrose, K.; Alavi, S. Food Powder Flow in Extrusion: Role of Particle Size and Composition. Processes 2022, 10, 178. [Google Scholar] [CrossRef]
- Freeman, R.E. The Flowability of Powder-An Empirical Approach; Wiley: New York, NY, USA, 2000; pp. 545–556. [Google Scholar]
- Karkle, E.L.; Keller, L.; Dogan, H.; Alavi, S. Matrix Transformation in Fiber-Added Extruded Products: Impact of Different Hydration Regimens on Texture, Microstructure and Digestibility. J. Food Eng. 2012, 108, 171–182. [Google Scholar] [CrossRef]
- Rojas-Molina, I.; Mendoza-Avila, M.; Cornejo-Villegas, M.A.; Del Real-López, A.; Rivera-Muñoz, E.; Rodríguez-García, M.; Gutiérrez- Cortez, E. Physicochemical Properties and Resistant Starch Content of Corn Tortilla Flours Refrigerated at Different Storage Times. Foods 2020, 9, 469. [Google Scholar] [CrossRef]
- Jiménez, B.C.; Toledo, M.E.O.; Mier, L.G.; Bravo, R.M.; Gutiérrez, C.A.G.; Ayala, F.C.; Rodriguez-Garcia, M.E. Physicochemical Study of Nixtamalized Corn Masa and Tortillas Fortified with “Chapulin” (Grasshopper, Sphenarium purpurascens) Flour. CyTA-J. Food 2020, 18, 527–534. [Google Scholar] [CrossRef]
- Maichel, E.W. Use of Grain Sorghum as the Primary Grain Ingredient in Premium Extruded Foods Designed for Cats. Master’s Thesis, Kansas State University, Manhattan, KS, USA, 2021. [Google Scholar]
- Rokey, G.J. Single-Screw Extruders. In Extruders in Food Applications; CRC Press: Boca Raton, FL, USA, 2000; ISBN 978-0-429-16556-6. [Google Scholar]
- Buschow, K.H.J. Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2001. [Google Scholar]
- Pacheco, P.D.G.; Putarov, T.C.; Baller, M.A.; Peres, F.M.; Loureiro, B.A.; Carciofi, A.C. Thermal Energy Application on Extrusion and Nutritional Characteristics of Dog Foods. Anim. Feed Sci. Technol. 2018, 243, 52–63. [Google Scholar] [CrossRef]
- Monti, M.; Gibson, M.; Loureiro, B.A.; Sá, F.C.; Putarov, T.C.; Villaverde, C.; Alavi, S.; Carciofi, A.C. Influence of Dietary Fiber on Macrostructure and Processing Traits of Extruded Dog Foods. Anim. Feed Sci. Technol. 2016, 220, 93–102. [Google Scholar] [CrossRef]
- Huber, G.R. Twin-Screw Extruders. In Extruders in Food Applications; CRC Press: Boca Raton, FL, USA, 2000; ISBN 978-0-429-16556-6. [Google Scholar]
- Agbisit, R.; Alavi, S.; Cheng, E.; Herald, T.; Trater, A. Relationships Between Microstructure and Mechanical Properties of Cellular Cornstarch Extrudates. J. Texture Stud. 2007, 38, 199–219. [Google Scholar] [CrossRef]
- Kantrong, H.; Charunuch, C.; Limsangouan, N.; Pengpinit, W. Influence of Process Parameters on Physical Properties and Specific Mechanical Energy of Healthy Mushroom-Rice Snacks and Optimization of Extrusion Process Parameters Using Response Surface Methodology. J. Food Sci. Technol. 2018, 55, 3462–3472. [Google Scholar] [CrossRef]
- Houpt, K.A.; Smith, S.L. Taste Preferences and Their Relation to Obesity in Dogs and Cats. Can. Vet. J. 1981, 22, 77–81. [Google Scholar]
- Gibson, L.G.; Ashby, M.F. Cellular Solids: Structure and Properties; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Warburton, S.C.; Donald, A.M.; Smith, A.C. Structure and Mechanical Properties of Brittle Starch Foams. J. Mater. Sci. 1992, 27, 1469–1474. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proximate (% wb) | Fish Meal | Poultry Meal | BSFL Meal | Cricket Flour |
|---|---|---|---|---|
| Moisture | 8.6 | 5.7 | 6.1 | <4.0% |
| Crude protein | 63.5 | 65.3 | 52.6 | 67 |
| Crude fat | 9.2 | 11.6 | 8.7 | 18.1 |
| Fiber * | 0.4 | 0.85 | 9.5 | 6.7 |
| Ash | 20 | 15.25 | 11.9 | 4.7 |
| FM | PM | BSFL | CF | |
|---|---|---|---|---|
| Dry matter (DM), % | 90.7 | 91.8 | 91.5 | 91.3 |
| Crude protein, % DM | 32.5 | 32.5 | 32.5 | 32.7 |
| Crude fat, % DM | 11 | 12.1 | 11.0 | 9.9 |
| Ash, % DM | 7.6 | 8.0 | 5.6 | 3.4 |
| Crude fiber, % DM | 2.4 | 2.5 | 5.0 | 3.1 |
| Ingredients (%) | FM | PM | BSFL | CF |
|---|---|---|---|---|
| Fish meal | 32.3 | 0.0 | 0.0 | 0.0 |
| Poultry meal | 0.0 | 32.3 | 0.0 | 0.0 |
| BSFL meal | 0.0 | 0.0 | 32.3 | 0.0 |
| Cricket powder | 0.0 | 0.0 | 0.0 | 30.9 |
| Corn | 46.8 | 45.6 | 39.5 | 51.2 |
| Corn gluten meal, 60% | 15.8 | 16.9 | 23.1 | 12.9 |
| Beet pulp | 4.1 | 4.1 | 4.1 | 3.9 |
| Salt | 0.3 | 0.3 | 0.3 | 0.3 |
| Vitamin & trace mineral premixes | 0.3 | 0.3 | 0.3 | 0.3 |
| Calcium carbonate | 0.2 | 0.2 | 0.2 | 0.2 |
| Potassium chloride | 0.2 | 0.2 | 0.2 | 0.2 |
| Antioxidant | 0.1 | 0.1 | 0.1 | 0.1 |
| Choline chloride, 60% | 0.1 | 0.1 | 0.1 | 0.1 |
| Total | 100.0 | 100.0 | 100.0 | 100.0 |
| 0BSFL | 10BSFL | 20BSFL | 30BSFL | |
|---|---|---|---|---|
| Dry matter (DM), % | 91.8 | 91.7 | 91.6 | 91.5 |
| Crude protein, % DM | 32.5 | 32.5 | 32.5 | 32.5 |
| Crude fat, % DM | 12.1 | 11.6 | 11.2 | 11.0 |
| Ash, % DM | 8.0 | 7.2 | 6.4 | 5.6 |
| Crude fiber, % DM | 2.5 | 3.3 | 4.1 | 5.0 |
| Ingredients (%) | 0BSFL | 10BSFL | 20BSFL | 30BSFL |
|---|---|---|---|---|
| BSFL meal | 0.0 | 10.8 | 21.5 | 32.3 |
| Poultry meal | 32.3 | 21.5 | 10.8 | 0.0 |
| Corn | 45.6 | 43.7 | 41.7 | 39.5 |
| Corn gluten meal, 60% | 16.9 | 18.9 | 20.9 | 23.1 |
| Beet pulp | 4.1 | 4.1 | 4.1 | 4.1 |
| Salt | 0.3 | 0.3 | 0.3 | 0.3 |
| Vitamin & trace mineral premixes | 0.3 | 0.3 | 0.3 | 0.3 |
| Calcium carbonate | 0.2 | 0.2 | 0.2 | 0.2 |
| Potassium chloride | 0.2 | 0.2 | 0.2 | 0.2 |
| Antioxidant | 0.1 | 0.1 | 0.1 | 0.1 |
| Choline chloride, 60% | 0.1 | 0.1 | 0.1 | 0.1 |
| Total | 100.0 | 100.0 | 100.0 | 100.0 |
| Exp 1 | Pasting Temp (°C) | Peak Viscosity (cP) | Exp 2 | Pasting Temp (°C) | Peak Viscosity (cP) |
|---|---|---|---|---|---|
| FM | 80.1 ± 0.2 | 246 ± 24 | 0BSFL | 78.5 ± 0.2 | 274 ± 7 |
| PM | 78.5 ± 0.2 | 274 ± 7 | 10BSFL | 79.7 ± 0.2 | 154 ± 7 |
| BSFL | 80.7 ± 0.4 | 190 ± 6 | 20BSFL | 80.5 ± 0.6 | 188 ± 22 |
| CF | 79.0 ± 0.6 | 220 ± 24 | 30BSFL | 80.7 ± 0.4 | 190 ± 6 |
| Ingredients | SBFE (mJ/g) | SE (mJ/g) |
|---|---|---|
| Fish meal | 12.78 ± 0.15 c | 4.95 ± 0.14 c |
| Poultry meal | 14.06 ± 0.17 b | 7.55 ± 0.06 a |
| BSFL meal | 11.50 ± 0.49 d | 5.31 ± 0.03 b |
| Cricket flour | 15.10 ± 0.46 a | 5.29 ± 0.20 b |
| p-value | <0.0001 | <0.0001 |
| Exp 1 | SBFE (mJ/g) | SE (mJ/g) | Exp 2 | SBFE (mJ/g) | SE (mJ/g) |
|---|---|---|---|---|---|
| FM | 11.87 ± 0.03 b | 6.00 ± 0.12 bc | 0BSFL | 11.99 ± 0.24 a | 6.92 ± 0.10 a |
| PM | 11.99 ± 0.24 b | 6.92 ± 0.10 a | 10BSFL | 10.76 ± 0.17 b | 5.87 ± 0.16 b |
| BSFL | 10.34 ± 0.47 c | 5.68 ± 0.14 c | 20BSFL | 10.72 ± 0.14 b | 5.78 ± 0.13 b |
| CF | 12.84 ± 0.23 a | 6.12 ± 0.14 b | 30BSFL | 10.34 ± 0.47 b | 5.68 ± 0.14 b |
| p-value | <0.0001 | <0.0001 | p-value | 0.0005 | <0.0001 |
| Exp 1 | Steam Loss (%) | STE (kJ/kg) | PC Temp (°C) | Exp 2 | Steam Loss (%) | STE (kJ/kg) | PC Temp (°C) |
|---|---|---|---|---|---|---|---|
| CF | 52.4 | 216.7 | 98.1 | 0BSFL | 50.2 | 216.2 | 98.1 |
| BSFL | 54.1 | 201.6 | 96.2 | 30BSFL * | 54.1 | 201.6 | 96.2 |
| Diets | Wet Bulk Density (g/L) | CV (%) | Dry Bulk Density (g/L) | CV (%) |
|---|---|---|---|---|
| FM | 304.2 ± 2.0 b | 0.7 | 286.7 ± 6.8 | 2.4 |
| PM | 305.7 ± 42.8 b | 14.0 | 300.3 ± 47.4 | 15.8 |
| BSFL | 328.2 ± 5.8 ab | 1.8 | 293.0 ± 3.3 | 1.1 |
| CF | 382.5 ± 21.5 a | 5.6 | 306.2 ± 13.8 | 4.5 |
| p-value | 0.0131 | - | 0.7917 | - |
| Wet Bulk Density (g/L) | CV (%) | Dry Bulk Density (g/L) | CV (%) | |
|---|---|---|---|---|
| 0BSFL | 305.7 ± 42.8 | 14.0 | 300.3 ± 47.4 | 15.8 |
| 10BSFL | 287.3 ± 1.8 | 0.6 | 258.7 ± 9.5 | 3.7 |
| 20BSFL | 341.8 ± 8.3 | 2.4 | 298.8 ± 6.1 | 2.0 |
| 30BSFL | 328.2 ± 5.8 | 1.8 | 293.0 ± 3.3 | 1.1 |
| p-value | 0.0653 | - | 0.2024 | - |
| ρ (g/cm3) | CVρ (%) | ER | CVER (%) | Lsp (cm/g) | CVL (%) | |
|---|---|---|---|---|---|---|
| FM | 0.396 ± 0.048 c | 12.8 | 2.27 ± 0.20 b | 8.8 | 2.88 ± 2.48 b | 8.8 |
| PM | 0.342 ± 0.058 d | 17.0 | 3.02 ± 0.43 a | 14.2 | 2.55 ± 2.98 c | 11.7 |
| BSFL | 0.556 ± 0.087 a | 15.7 | 1.22 ± 0.21 c | 17.2 | 3.89 ± 4.19 a | 10.8 |
| CF | 0.426 ± 0.069 b | 17.0 | 2.38 ± 0.30 b | 12.6 | 2.58 ± 2.28 c | 9.6 |
| p-value | <0.0001 | <0.0001 | <0.0001 |
| ρ (g/cm3) | CVρ (%) | ER | CVER (%) | Lsp (cm/g) | CVL (%) | |
|---|---|---|---|---|---|---|
| 0BSFL | 0.342 ± 0.058 b | 17.0 | 3.02 ± 0.42 a | 14.2 | 2.55 ± 2.98 d | 11.7 |
| 10BSFL | 0.344 ± 0.023 b | 6.9 | 2.45 ± 0.27 b | 11.0 | 3.06 ± 2.44 c | 8.0 |
| 20BSFL | 0.568 ± 0.095 a | 15.5 | 1.29 ± 0.36 c | 27.9 | 3.67 ± 4.52 b | 12.3 |
| 30BSFL | 0.556 ± 0.087 a | 15.7 | 1.22 ± 0.21 c | 17.2 | 3.89 ± 4.19 a | 10.8 |
| p-value | <0.0001 | <0.0001 | <0.0001 |
| Exp 1 | Peak Force (kg) | CVF (%) | Exp 2 | Peak Force (kg) | CVF (%) |
|---|---|---|---|---|---|
| FM | 8.40 ± 2.01 c | 23.9 | 0BSFL | 11.45 ± 4.59 a | 40.1 |
| PM | 11.45 ± 4.59 b | 40.1 | 10BSFL | 8.36 ± 1.56 b | 18.7 |
| BSFL | 6.55 ± 2.01 d | 30.7 | 20BSFL | 7.15 ± 1.90 bc | 26.5 |
| CF | 13.72 ± 3.59 a | 26.2 | 30BSFL | 6.55 ± 2.01 c | 30.7 |
| p-value | <0.0001 | p-value | <0.0001 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Graff, T.; Cairns, A.C.; Griffin, R.; Siliveru, K.; Pezzali, J.G.; Alavi, S. Use of Insect Meals in Dry Expanded Dog Food: Impact of Composition and Particulate Flow Characteristics on Extrusion Process and Kibble Properties. Processes 2025, 13, 2083. https://doi.org/10.3390/pr13072083
Chen Y, Graff T, Cairns AC, Griffin R, Siliveru K, Pezzali JG, Alavi S. Use of Insect Meals in Dry Expanded Dog Food: Impact of Composition and Particulate Flow Characteristics on Extrusion Process and Kibble Properties. Processes. 2025; 13(7):2083. https://doi.org/10.3390/pr13072083
Chicago/Turabian StyleChen, Youhan, Tucker Graff, Aidan C. Cairns, Ryley Griffin, Kaliramesh Siliveru, Julia Guazzelli Pezzali, and Sajid Alavi. 2025. "Use of Insect Meals in Dry Expanded Dog Food: Impact of Composition and Particulate Flow Characteristics on Extrusion Process and Kibble Properties" Processes 13, no. 7: 2083. https://doi.org/10.3390/pr13072083
APA StyleChen, Y., Graff, T., Cairns, A. C., Griffin, R., Siliveru, K., Pezzali, J. G., & Alavi, S. (2025). Use of Insect Meals in Dry Expanded Dog Food: Impact of Composition and Particulate Flow Characteristics on Extrusion Process and Kibble Properties. Processes, 13(7), 2083. https://doi.org/10.3390/pr13072083