Abstract
Red mud from bauxite processing is among the large-tonnage technogenic waste that poses a significant ecological threat. At the same time, red mud serves as a raw material source for expanding the resource base for obtaining iron, rare metals, and rare earth elements. Numerous studies on their utilization have shown that only through comprehensive processing, combining pyrometallurgical and hydrometallurgical methods, is it possible to maximize the extraction of all the useful components. This work addresses the first stage of a comprehensive technology for processing red mud through reduction smelting, separating iron in the form of pig iron, and producing slag. Studies were conducted on the reductive smelting of red mud using waste slurry from alumina production as the calcium-containing material, taken in proportions calculated to obtain a fluid slag with a hydraulic modulus of 0.55–0.8. The permissible mixing range of red mud with waste slurry was determined to be in the ratio of 0.56–1.2. In cases where the charge was prepared in violation of the required hydraulic modulus value, pig iron was not obtained during smelting. When the hydraulic modulus requirement was met, the temperature of the reductive smelting process was 1350–1400 °C. The total amount of recovered iron obtained as pig iron and fine fractions amounted to 99.5% of the original content. The low iron content (0.23–0.31%) in the non-magnetic slag fraction allows for the production of high-quality titanium oxide and rare earth element concentrates in the subsequent stages of the comprehensive hydrometallurgical processing of red mud, involving acid leaching. Based on the results of a phase analysis of the slag, pig iron, and melt, the reactions of the reductive smelting process were established, and their thermodynamic likelihood was determined. In fluid slags, the content of the sodium aluminosilicate phase is twice as high as that in slag with a higher hydraulic modulus. The reductive smelting of 100% red mud with the addition of calcium oxide, calculated to achieve a hydraulic module of 0.55 at a temperature of 1350–1400 °C, produced pig iron and slag with high alkali and iron contents.
1. Introduction
Red mud (RM) is an insoluble residue formed during the processing of bauxite into alumina using the Bayer process, which is widely used in the global aluminum industry [1]. This method processes high-quality bauxites with low silica contents. The Bayer process for alumina production involves crushing and grinding bauxite in a concentrated alkaline solution, where leaching occurs. After leaching, an aluminous solution and an insoluble large-tonnage residue—RM—are obtained. In cases where low-quality bauxites are used, RM undergoes additional processing through sintering to produce waste slurry (WS) [2]. WS is also a large-tonnage technogenic waste.
For every ton of alumina produced from bauxite, the output of RM ranges from 1 to 2.5 tons [3,4].
The total accumulated large-tonnage waste from alumina production worldwide exceeds 4.6 billion tons [5,6].
The mass of environmentally hazardous waste in filled ponds at tailings storage facilities, occupying hundreds of hectares of land, continues to grow. Existing technologies for sludge disposal, even when using storage in tailings facilities, do not resolve the ecological issues related to the potential danger of air pollution and groundwater contamination [7].
Storing sludges in dumps leads to the alienation of large land areas [8,9].
RM is used for cement production [10,11,12], land reclamation [13,14,15], mineral additives [16,17], mixing binding agents [18], and as raw material for ceramics, lightweight fillers, and polymers [13,19].
It is also utilized for obtaining adsorptive materials for radioactive metal ions [20,21], the adsorption or neutralization of gaseous substances [22,23,24], and improving acidic soils and in other fields [13,25]. Despite the wide variety of possible methods for processing RM, the most feasible approach for utilizing large masses is extracting valuable components, including aluminum, iron, titanium, and rare earth elements [26,27,28], which is promising given the increasingly depleted natural sources of raw materials [29,30].
Depending on the chemical composition of the processed bauxites, the content of the main components in RM can be as follows (mass %): Na2O 0–12.36; Al2O3 2.12–3.0; SiO2 0.6–23.8; Fe2O3 6.8–65.7; TiO2 2.5–22.6; CaO 0.19–46.0; moisture, volatiles, and rare earth elements (REEs) 1.0–30.0 [31].
The main mineral components of sludges include anatase, goethite, bauxite (boehmite), gibbsite, rutile, ilmenite, perovskite, quartz, and aluminosilicates [32].
The most significant component in red sludges is iron, the content of which varies depending on the geographical origin of the bauxites and can be 25% or more [1,2]. Limited reserves of available high-quality iron ore and the increasing demands of steelmaking companies necessitate the search for alternative raw material sources, such as alumina production sludges. However, their complex physicochemical composition, fine dispersion (ranging from 100 nm to 200 µm) [33], alkalinity, and high radioactivity pose significant technological challenges in their processing [1,2]. Despite this, extracting iron from sludges is promising for producing iron-containing raw material [34].
When discussing the disposal of alumina production sludges, it is essential to consider the possibility of the separate or joint processing of RM and WS.
A considerable number of hydrometallurgical and pyrometallurgical methods have been proposed for the comprehensive processing of red sludge.
Hydrometallurgical technologies are based on the use of inorganic and organic acids, as well as alkaline solutions.
Inorganic acids used include hydrochloric, sulfuric, nitric, and phosphoric acids. Additionally, some studies have explored the use of organic oxalic acid [35].
As a result of the acid leaching of red sludge, the selective extraction of iron, aluminum, titanium, and other metal oxides is achieved [36]. Iron and other products are recovered from acidic solutions through staged neutralization reactions or other methods [37].
The disadvantages of acid-based methods include irreversible losses of the residual alkalinity from red sludge, increased reagent consumption for neutralizing the alkalinity, and the need for corrosion-resistant equipment.
Processing red sludge with alkaline solutions under atmospheric or elevated pressure allows for the extraction of some unextracted alumina and sodium and can be easily integrated into the technological cycle of primary production [38,39,40].
To enhance alumina extraction rates, red sludge is sintered with soda and alkaline earth metal oxides [41,42,43].
The use of alkaline methods allows for the selective extraction of alumina and sodium without dissolving iron; however, the complete disposal of sludges with the comprehensive extraction of all the valuable components—including rare earth elements and titanium dioxide—is not achievable.
For the selective extraction of iron from red sludges, there are low-temperature, solid-phase reduction methods that yield magnetic concentrates and high-temperature methods that produce pig iron.
In low-temperature reduction processes involving iron-containing phases, a fine-dispersed, iron-containing concentrate is obtained after magnetic separation; this concentrate can then be agglomerated or pelletized to serve as an intermediate product for pig iron production [44,45,46,47,48,49,50,51,52,53].
The primary goal of high-temperature reduction is to produce pig iron and slag suitable for extracting alumina, titanium, REEs, or for use in construction applications [54,55,56,57,58,59]. During the reduction smelting of red mud to obtain pig iron and slag without the addition of calcium oxide, a temperature of 1500–1600 °C is required [60].
In Kazakhstan, during the processing of low-quality, high-alumina bauxites at the Pavlodar Aluminum Plant of JSC “Aluminum of Kazakhstan”, red sludge is produced in the Bayer process and then processed through sintering with limestone and soda [2]. As a result, for the further extraction of aluminum, the sinter is leached with a circulating alkaline solution, yielding aluminate solutions for decomposition and a residue–waste sludge, the mass of which exceeds that of the red sludge by 1.7 times. Almost all of the mass of the iron, silica, and rare earth elements transitions into the waste sludge.
The aim of the conducted research was to determine the possibility of the joint processing of red and waste sludges from alumina production derived from low-quality bauxites to obtain cast iron and slag for further processing. This work represents the first stage of a comprehensive technology for recycling sludges generated from the processing of low-quality, high-silica bauxites.
The novelty of the proposed technology lies in conducting the reduction smelting of a charge composed of red mud and calcium-containing tailings at a temperature of 1350–1400 °C, which is significantly lower than the 1500–1600 °C required in previously known studies [6,58].
The ability to reduce the smelting temperature is achieved by obtaining a freely flowing slag at a certain ratio of charge components—red mud to tailings—resulting from achieving a hydraulic module (HM) that meets the requirements of CaO/(SiO2 + Al2O3) equal to 0.55–0.80 [6]. Maintaining the hydraulic module at the required level is ensured by adding calcium-containing tailings. Freely flowing slag enables the efficient separation of the reduced iron in the form of pig iron.
The use of tailings as a calcium-containing material reduces production costs and decreases technogenic emissions, helping to address profitability and environmental concerns.
2. Research Methodology
To study the material composition of raw material samples and obtained products, modern physicochemical methods of analysis were used.
An X-ray fluorescence analysis was performed on a wavelength dispersive spectrometer, Venus 200 PANalytical B.V. (Eindhoven, the Netherlands).
A chemical analysis of the samples was carried out using an optical emission spectrometer with inductively coupled plasma, Optima 2000 DV (Charlotte, NC, USA, PerkinElmer).
The X-ray experimental data were obtained on a BRUKER D8 ADVANCE (Freiburg, Germany) apparatus using copper radiation at an accelerating voltage of 36 kV and a current of 25 mA.
Infrared (I) spectroscopy data were obtained on an IR Fourier spectrometer, “Avatar 370” (Thermo Nicolet, Madison, WI, USA).
The IR measurement technique involved obtaining a spectrum on an IR Fourier spectrometer, “FT/IR-6X” (JASCO Corporation, Hachioji, Tokyo, Japan), in the spectral range of 4000–400 cm−1 from a tablet prepared by pressing 55 mg after dilution at a ratio of 1:100 with KBr. The spectrum of the KBr was recorded as a comparison spectrum. The software used was Spectra Manager Ver.2.5. A spectrum analysis was conducted using specialized studies and IR spectral databases of KnowItAll software IR.
Crystalloptical studies of the samples were carried out using a MIN-8 microscope (Saint Petersburg, Russia) at 320× magnification and also with an OLYMPUS microscope (Hachioji, Tokyo, Japan) at 200× magnification in transmitted light in an immersion medium and in polished sections in reflected light under an inverted Leica microscope (Wetzlar, Germany). Microphotographs of the samples in reflected light were taken at 300× magnification using the inverted Leica microscope and in transmitted light at 200× magnification using the OLYMPUS microscope with the Stream Basic R software Version 1.0.
Reduction smelting to produce cast iron was carried out by adding charcoal in an amount equal to 5% of the charge mass in a muffle furnace from NOBERTHERM (Laupheim, Germany) at temperatures between 1350 and 1400 °C, with a holding time of 60 min.
Before smelting, the charge components were thoroughly mixed in a porcelain mill.
Graphite crucibles made from electrode graphite used in aluminum production during electrolytic aluminum extraction from cryolite–alumina melts were employed for smelting.
To reduce dust emissions, a binder (molasses) was added to the charge in an amount equal to 0.5%, and it was briquetted under an excess pressure of 200 kg/cm2. The material after briquetting was dried in an oven at temperatures between 350–400 °C to remove the moisture introduced with the molasses solution. The pig iron slag was ground using a vibratory grinder (Vibrotechnik Company, Saint Petersburg, Russia).
The wet magnetic separation of the pig iron slag was carried out using a magnetic separator from “Prodecology–Scientific and Production Company” (Kyiv, Ukraine) with the manual adjustment of the magnetic field strength from 80 to 900 Tl
The slag yield from the reduction smelting of pig iron was determined as the ratio of the slag mass to the initial batch mass, expressed in percent.
Accepted designations:
HM (hydraulic module)—defined as the ratio CaO/(SiO2 + Al2O3).
μSi—silicon modulus defined by μSi = Al2O3/SiO2.
ΔG—Gibbs free energy change.
3. Discussion of Results
The main result of the laboratory studies is the determination of the optimal mixing ratio range of RM and WS for the production of freely flowing slag. Further research will be carried out on a pilot scale using a pilot plant developed for testing the low-grade bauxite processing technology at JSC “IMOB” [61].
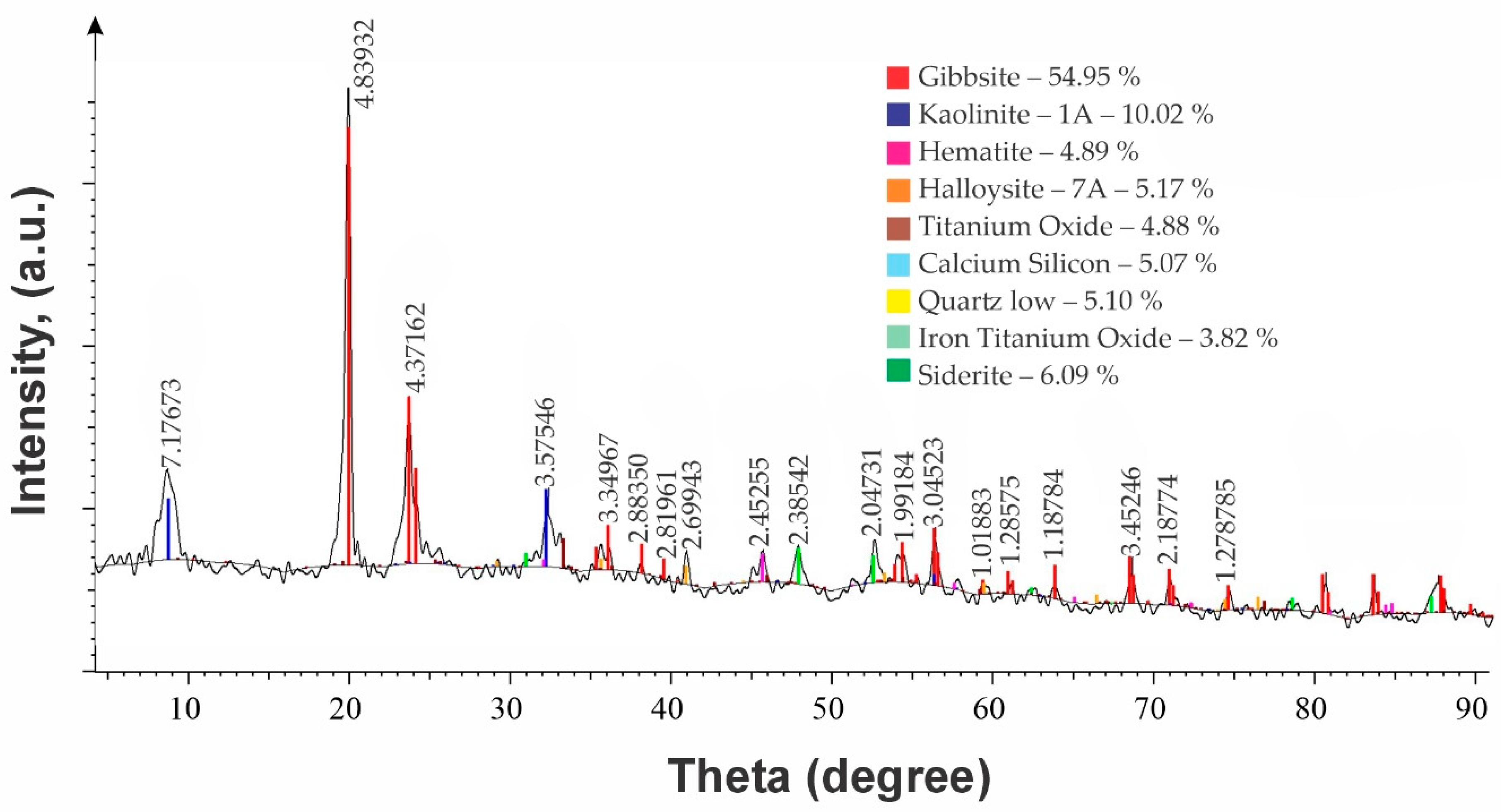
The raw materials used in the study were RM and WS from the processing of low-grade bauxites from the Krasnogorsk deposit at the Pavlodar Aluminum Plant of JSC “Aluminium of Kazakhstan” (position 1 in Table 1). The bauxites of this deposit have a low silica module (μSi = 3.65) and elevated levels of harmful components. Therefore, the red mud obtained at the first stage of leaching in the Bayer cycle is further processed using the sintering method to produce an aluminate solution and dump mud after leaching [2].

Table 1.
Chemical composition of bauxite and feedstock.
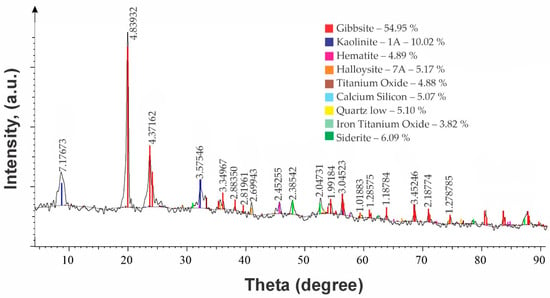
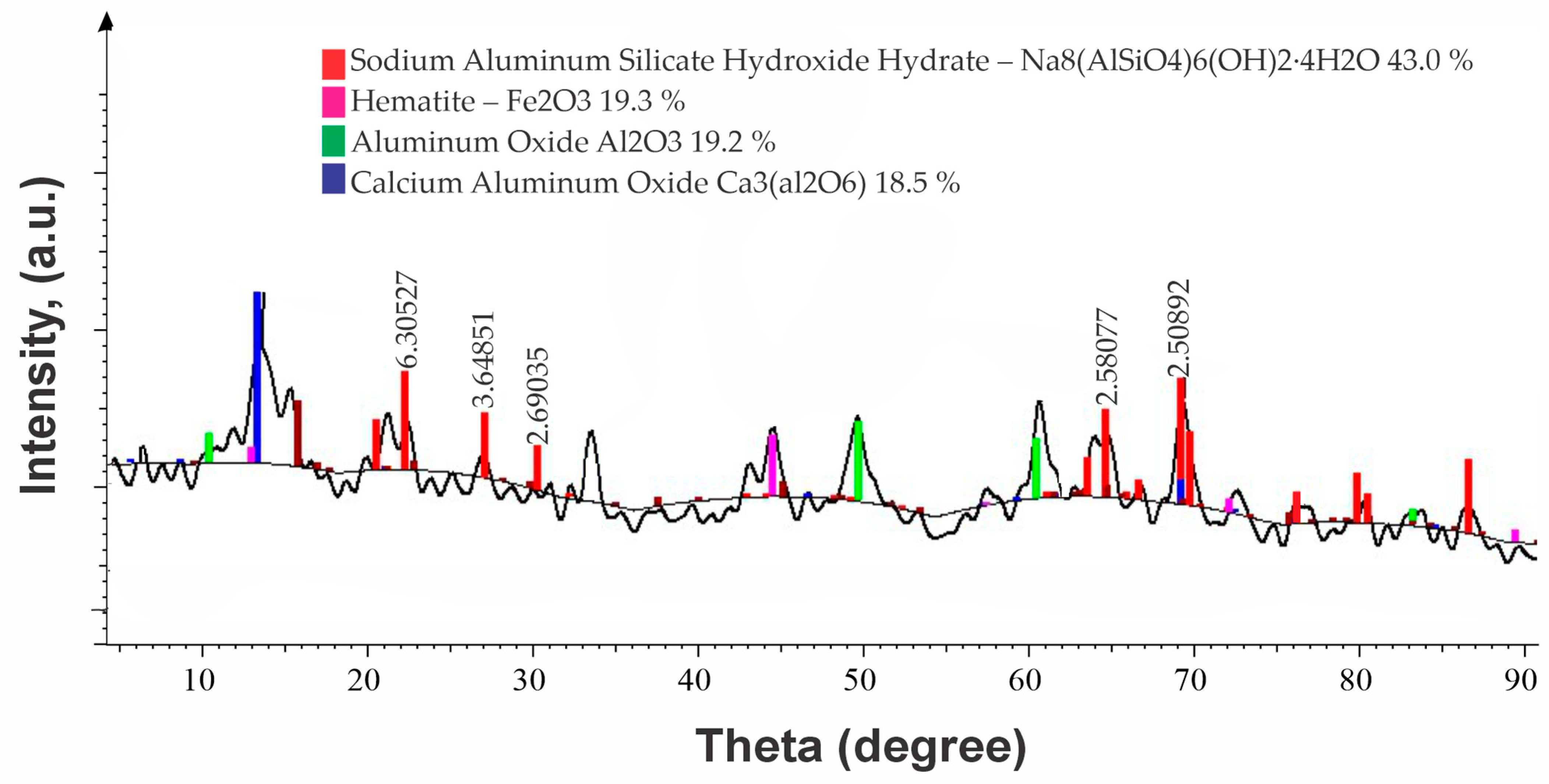
Figure 1.
X-ray phase analysis of bauxite from the Krasnogorsk deposit.
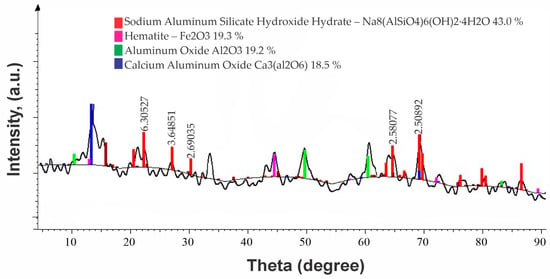
Figure 2.
X-ray phase analysis of RM.
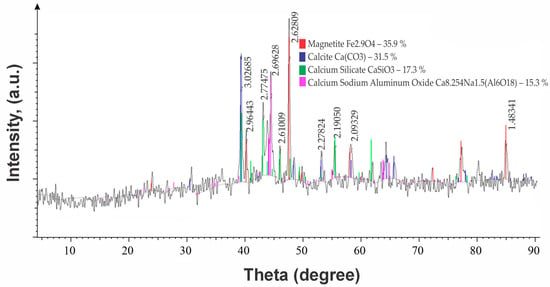
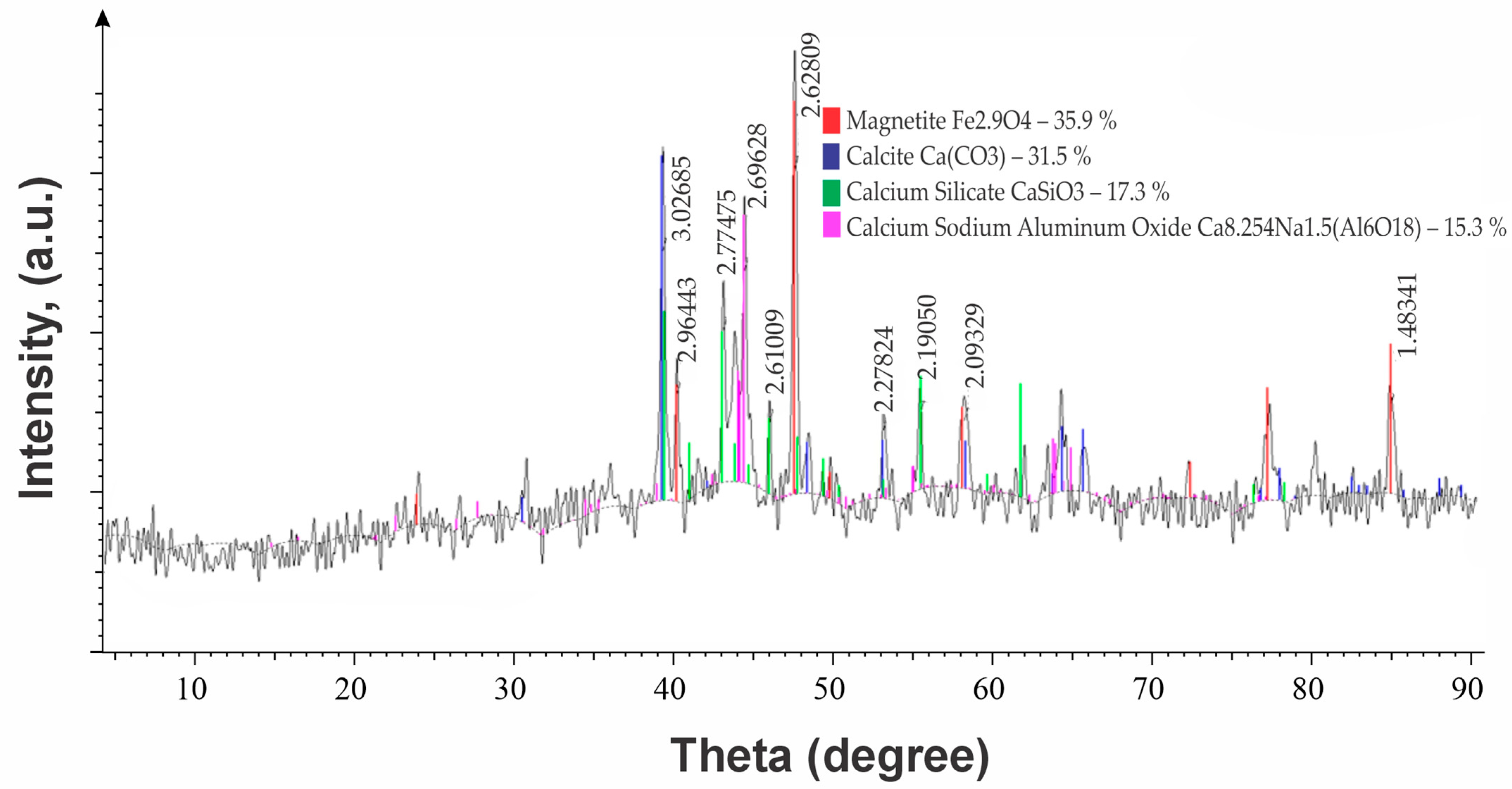
Figure 3.
X-ray phase analysis of WS.
According to the X-ray phase analysis, more than half of the calcium in the WS is present in a phase not bound to silicon—namely calcite, which during reduction smelting can act as a calcium-containing phase for the formation of calcium silicate. The X-ray phase analysis identified only crystalline phases; to confirm this and potentially detect additional phases in the sinter mud, the X-ray fluorescence (XRF) analysis method was applied (Figure 4).
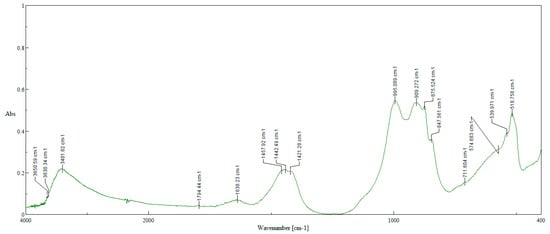
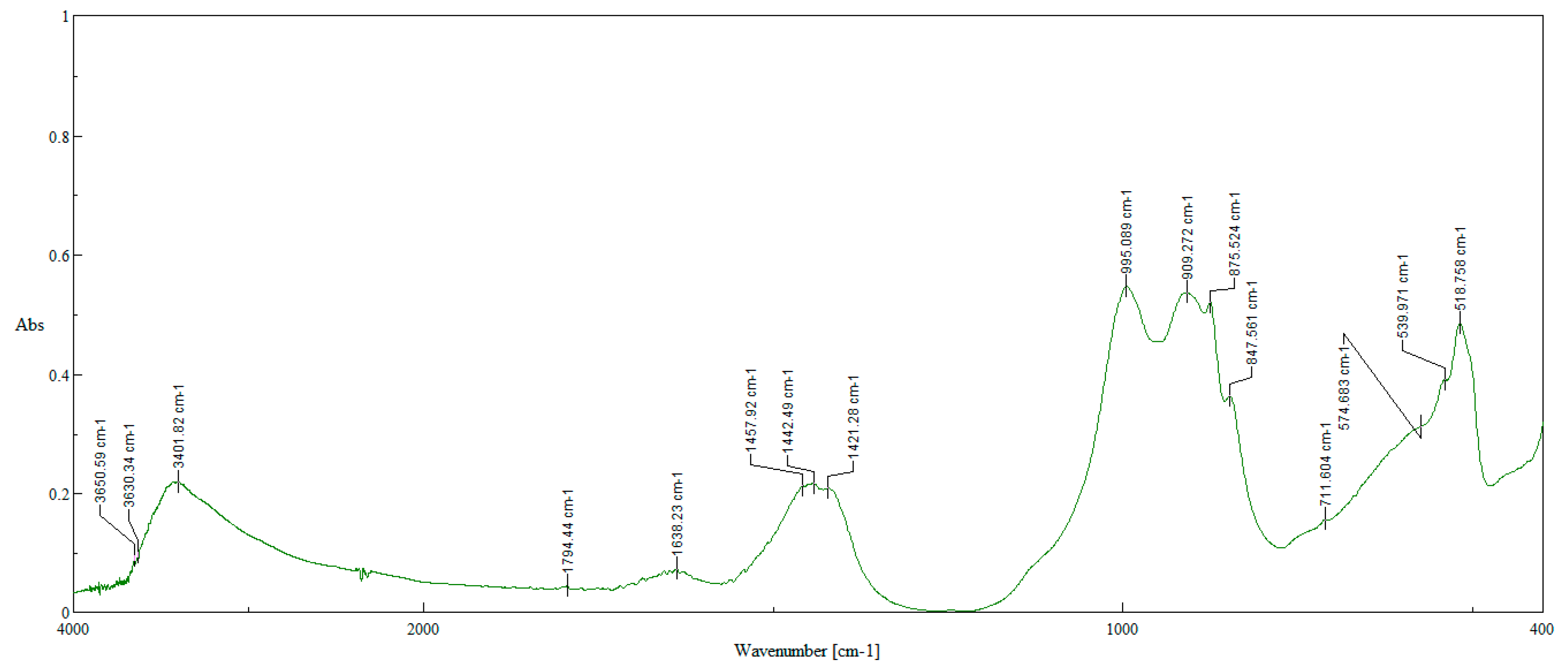
Figure 4.
Infrared spectrum of WS.
The IR spectroscopy analysis established the presence of the following:
- –
- Larnite β-2CaO·SiO2—peaks at 995.09, 909.272, 847.561, and 518.758 cm−1 [62];
- –
- Calcite CaCO3—peaks at 1794.44, 1442.49, 875.524, 847.561, and 711.604 cm−1 [63];
- –
- The carbonate group [CO3]2−—peaks at 1457.92 and 1421.28 cm−1 [64].
A bend in the spectral curve at a wavenumber of 574.683 cm−1 characterizes the valence vibrations of octahedra TiO6 in perovskite CaTiO3 [62], as well as the valence vibrations of tetrahedra Fe3O4 in magnetite [62,65].
In the region exhibiting valence vibrations O–H, weak signals were recorded at of 3650.59 and 3630.34 cm−1 [64].
Possible compounds include the following:
- –
- Calcium hydroxide Ca(OH)2—peak at 3650.59 cm−1 [65];
- –
- Monocalcium aluminate hydrate CAH7—peaks at 3630.34, 1421.28, and 539.971 cm−1 [66];
- –
- Iron oxide α-Fe2O3—peak at 539.971 cm−1 [67];
- –
- Sodium–calcium silicate Na2O·CaO·SiO2 with peaks in the ranges of 520–800–1000 and 1400–1500 cm−1.
In reference [65], it is noted that “there is limited solubility of Na2O in β-2CaO·SiO2”. In the system of 2CaO·SiO2–Na2O·CaO·SiO2, when the latter is present up to 10%, the structure of β-2CaO·SiO2 is preserved. The authors of [63] present a spectrum for the compound Na2O·CaO·SiO3, which shows three intense bands in the regions of 520, 800–1000, and 1400–1500 cm−1; this information suggests a possible presence of Na2O·CaO·SiO= in the sample under investigation since the absorption from Na2O·CaO·SiO2 adds to that from the mixture: larnite β-2CaO·SiO2 and calcite CaCO3 [67].
Valence vibrations (ν OH—at 3401.82 cm−1) and deformation vibrations (δHOH—at 1638.23 cm−1) for water were also identified [64].
A search through IR spectral databases using Know It All software revealed that calcium carbonate (ID 176) is present in the sample [67].
Thus, the X-ray fluorescence (XRF) analysis of the WS confirmed the presence of magnetite and calcite phases and additionally identified the presence of the following phases: iron oxide α-Fe2O3, larnite 2CaO·SiO2, calcium hydroxide Ca(OH)2, monocalcium aluminate hydrate CaAl2O4·12H2O, sodium calcium silicate Na2O·CaO·SiO2, and perovskite CaTiO3 (Table 2).
Table 2.
Comparative results of phase composition analysis methods of WS.
The use of an XRF analysis allowed for a more comprehensive determination of the material composition of the WS. As a result, an additional calcium phase—Ca(OH)2—was identified, which can participate in the reduction smelting process by forming slag-forming calcium silicate.
Reduction smelting was carried out at a temperature of 1350–1400 °C, using a charge composed of components selected to achieve a HM value that meets the required ratio of CaO/(SiO2 + Al2O3) in the range of 0.55–0.80, to ensure the formation of a freely flowing slag [68].
Freely flowing slag enables the efficient separation of reduced iron in the form of pig iron from the slag. The HM value was maintained at the desired level by adding an appropriate amount of calcium-containing waste sludge to the charge.
The smelting of the charge composed of RM and WS was conducted using a reducing agent in a quantity sufficient to reduce iron oxides according to the following reactions [69,70]:
Fe2O3 + 2C → 2Fe + CO2 + CO ΔG = –62.644
Fe2O3 + 3CO → 2Fe + 3CO2 ΔG = –4.93
Fe3O4 + 2C → 3Fe + 2CO2 ΔG = –48.679
The results of the reduction smelting experiments with RM and SM are presented in Table 3 and Figure 5.
Table 3.
Results of the conducted research on the joint reduction smelting of RM and WS.
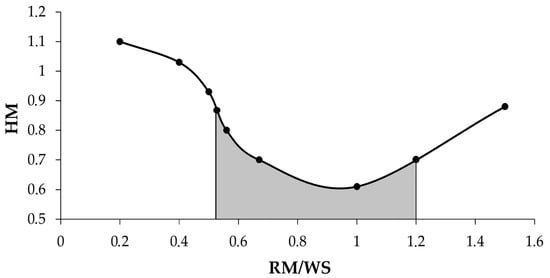
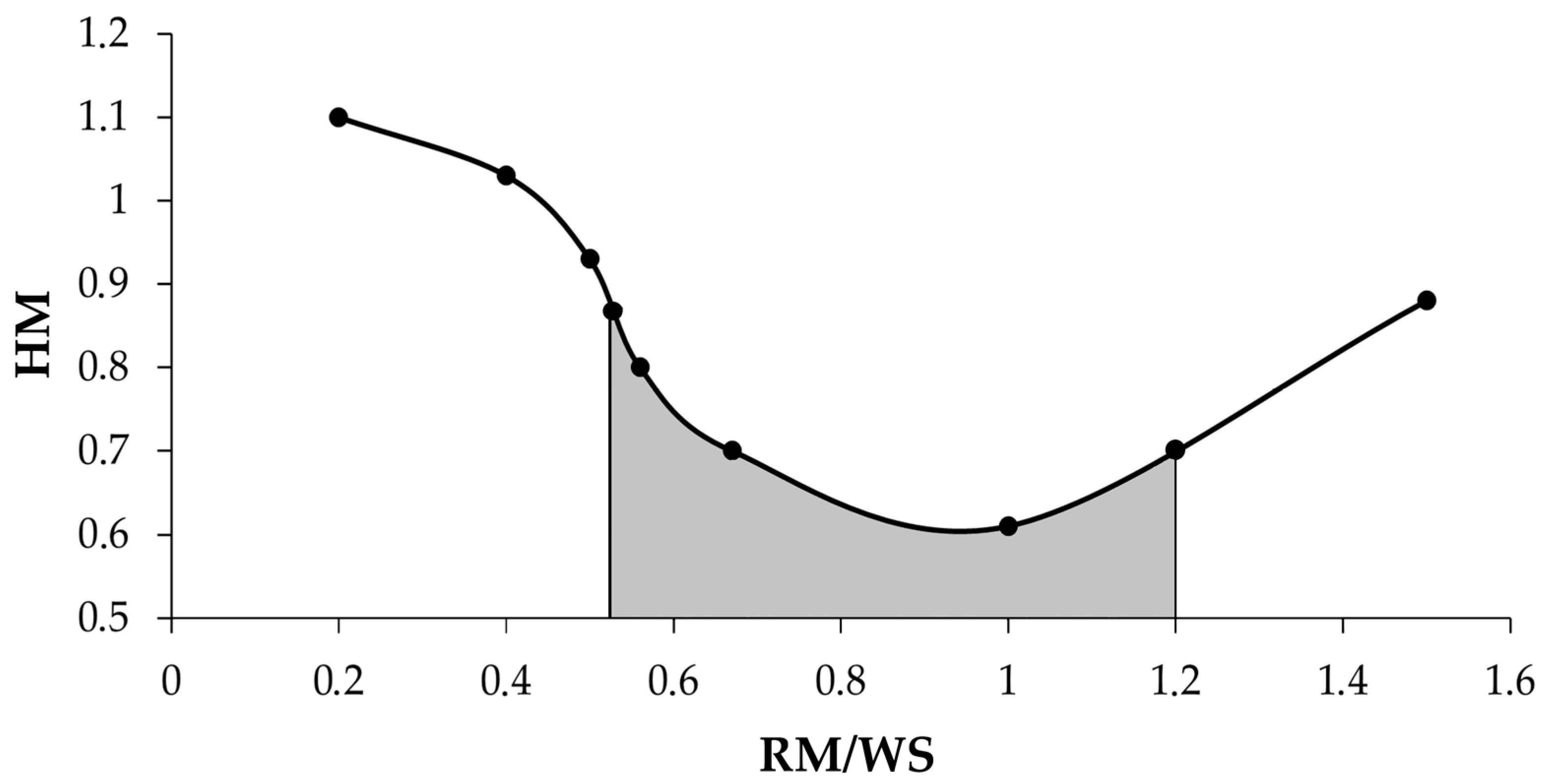
Figure 5.
The dependence of the HM of the charge in reduction smelting on the RM/WS ratio.
In experiments 1–3, with an HM value of 0.93–1.1, only slag was obtained; pig iron was not produced. Pig iron was obtained in experiments 4–7, with an HM value of 0.55–0.8.
In Figure 5, the dependence of the HM of the charge in reduction smelting on the RM/WS ratio is shown.
In the shaded area shown in Figure 5, the ratio of red mud to sinter mud (RM/SM) in the charge ranges from 0.57 to 1.2. The hydraulic module (HM) corresponds to the required value of 0.55 to 0.8 for obtaining freely flowing slag, and the good separation of the pig iron from the slag was achieved during reduction smelting (experiments 4–7).
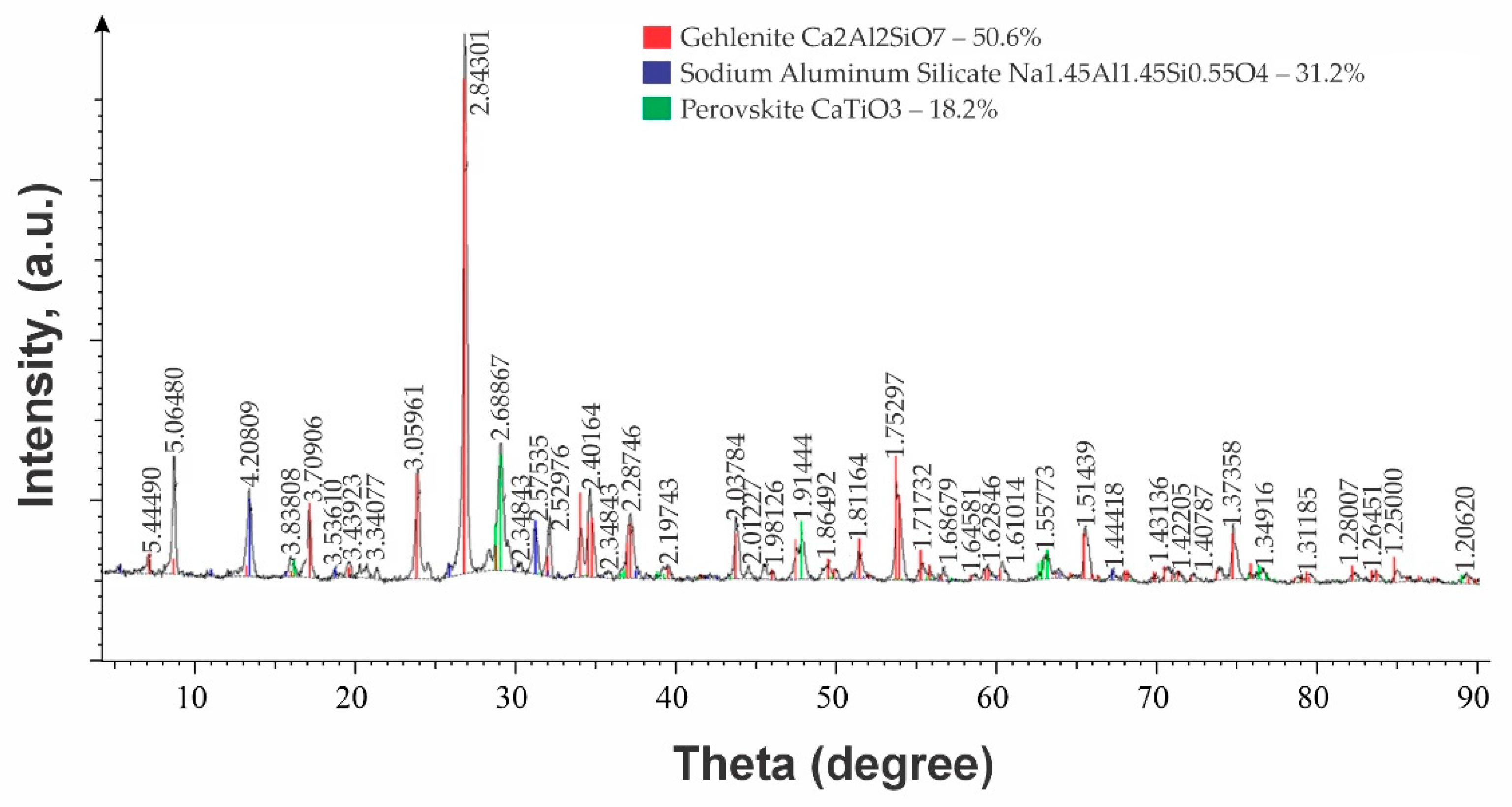
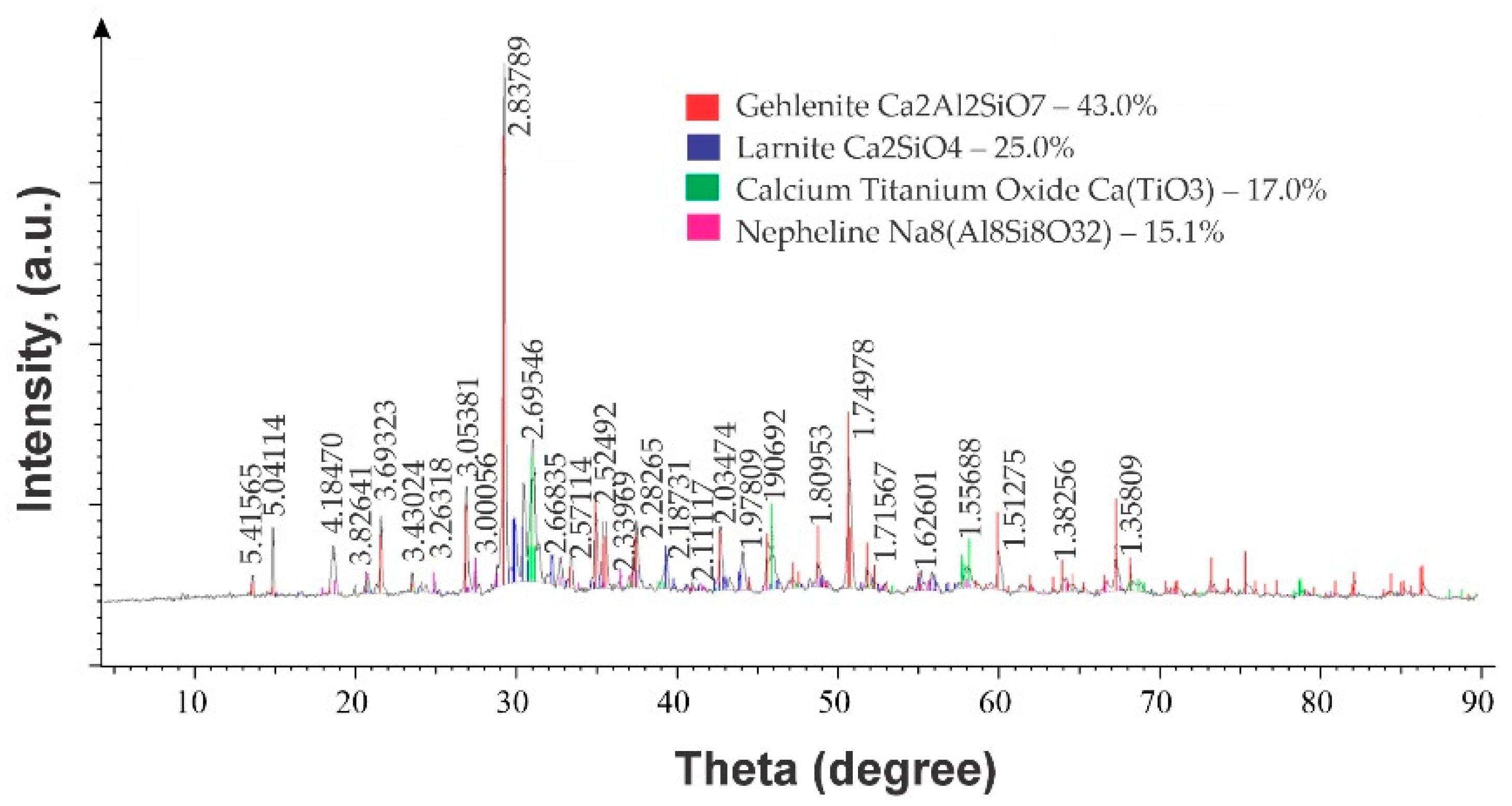
As examples, Figure 6 and Figure 7 present X-ray phase analyses of the pig iron slag from experiment 4 with an HM of 0.8, meeting the requirements, and the charge slag from experiment 2 with an HM of 1.03, which does not meet the requirements.
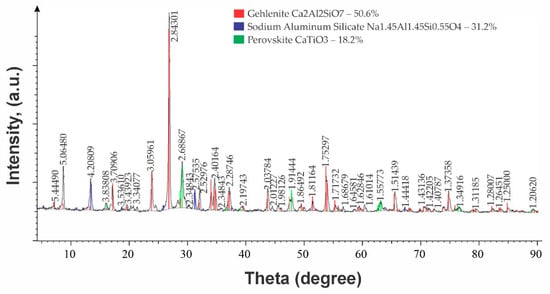
Figure 6.
X-ray phase analysis of pig iron slag (experiment 4).
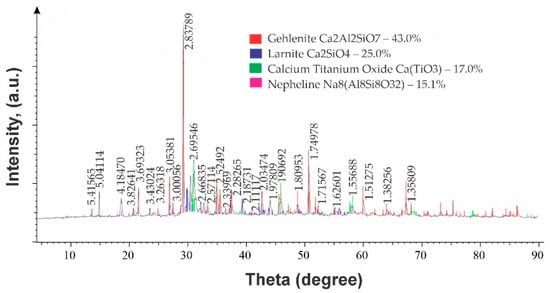
Figure 7.
The X-ray phase analysis of the smelting product (experiment 2).
Based on the phase composition analyses of the raw materials and the obtained smelting products, the main chemical reactions occurring during the heating of the charge and reduction smelting have been formulated:
A comparative analysis of the phase composition of the pig iron slag and the charge slag is presented in Table 4.
Table 4.
A comparative analysis of the phase composition of the pig iron slag and the charge slag.
When the hydraulic module is maintained at a level that produces freely flowing slag, the process proceeds according to reactions 4–9, resulting in the formation of hedenbergite, sodium aluminosilicate, and sodium silicate phases, with the latter present as an amorphous phase [70].
When smelting the charge with a hydraulic module (HM) that does not meet the required value, according to reactions 4–10, the phase composition of the slag includes, in addition to calcium and sodium aluminosilicates, a calcium silicate phase.
In the freely flowing slag obtained when maintaining the hydraulic module, the content of the sodium aluminosilicate phase is twice as high as in the slag from the charge with non-compliant HM, which explains the higher Na2O content in the chemical composition of the slag (Table 3).
The low Na2O content in the slag from the non-compliant charge indicates that sodium oxide has transitioned into the gas phase.
Figure 8 shows a photograph of the pig iron ingot obtained in experiment 6 from a charge with a hydraulic module (HM) of 0.61, which was used for further analysis. The chemical composition of the pig iron is as follows: (wt.%, mass %) Fe 92.71; Al 2.88; P 0.042; S 0.05; Si 0.36; C 4.45.
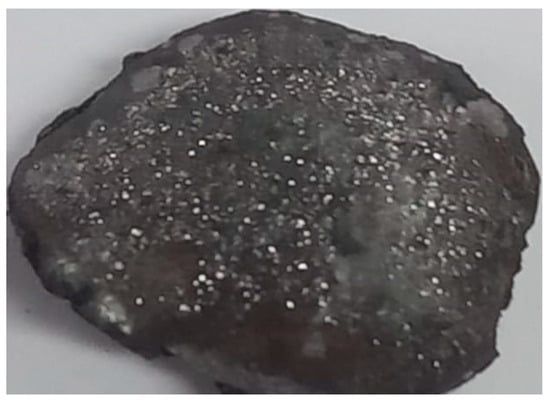
Figure 8.
Pig iron ingot.
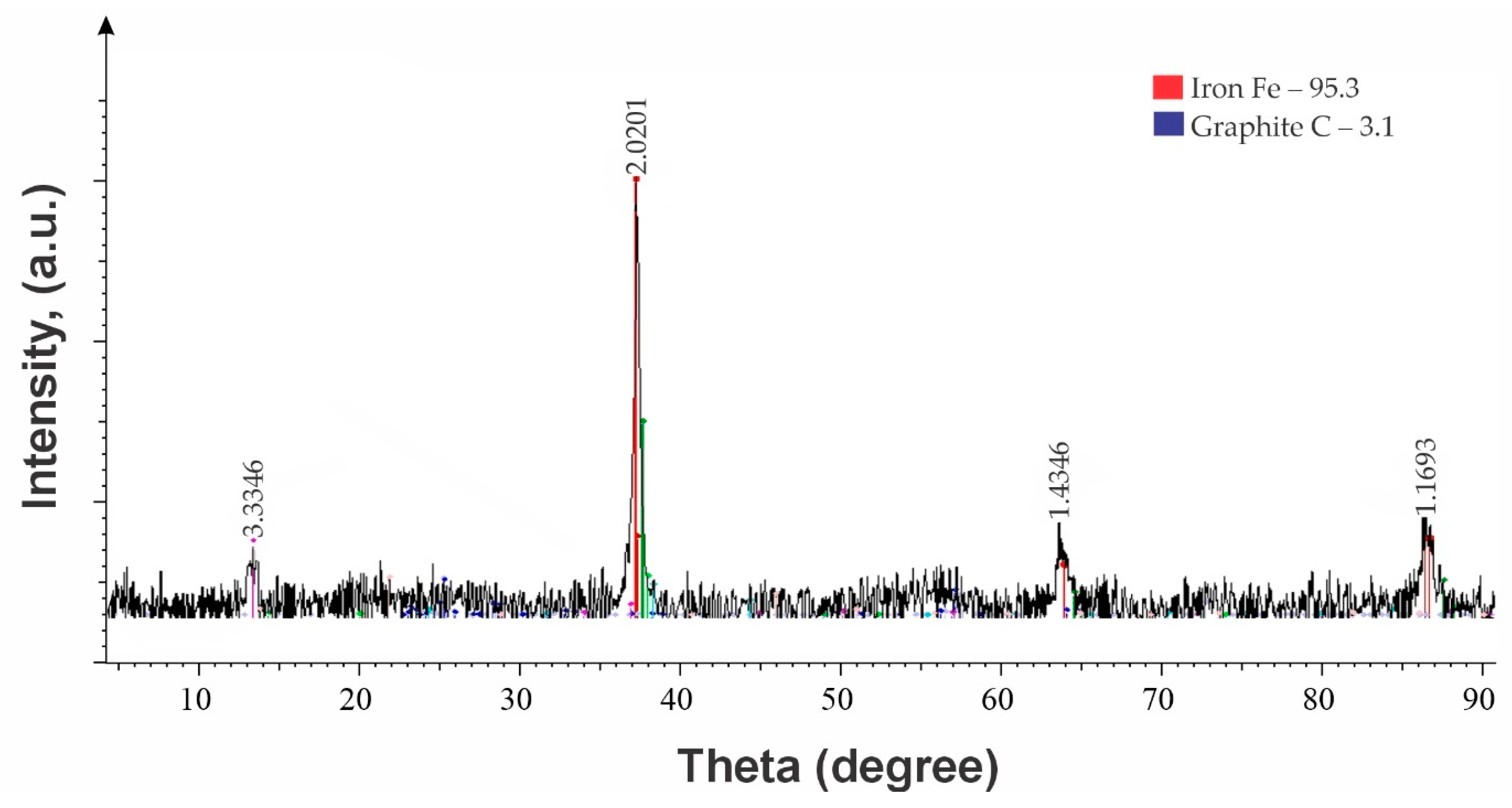
The X-ray phase analysis of the pig iron is presented in Figure 9.
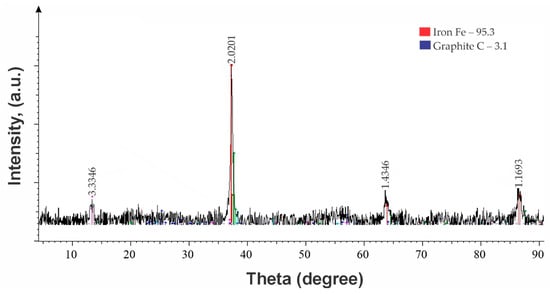
Figure 9.
X-ray phase analysis of pig iron.
According to the chemical composition analysis of the pig iron, based on the impurity content and in accordance with GOST 4832–95 [71], it belongs to the class of foundry pig irons, grade L4, in which the silicon content should be 2.0–2.4%, manganese in Group 1 up to 0.3%, phosphorus in Class A not exceeding 0.08%, and sulfur in Category 4 not exceeding 0.05%.
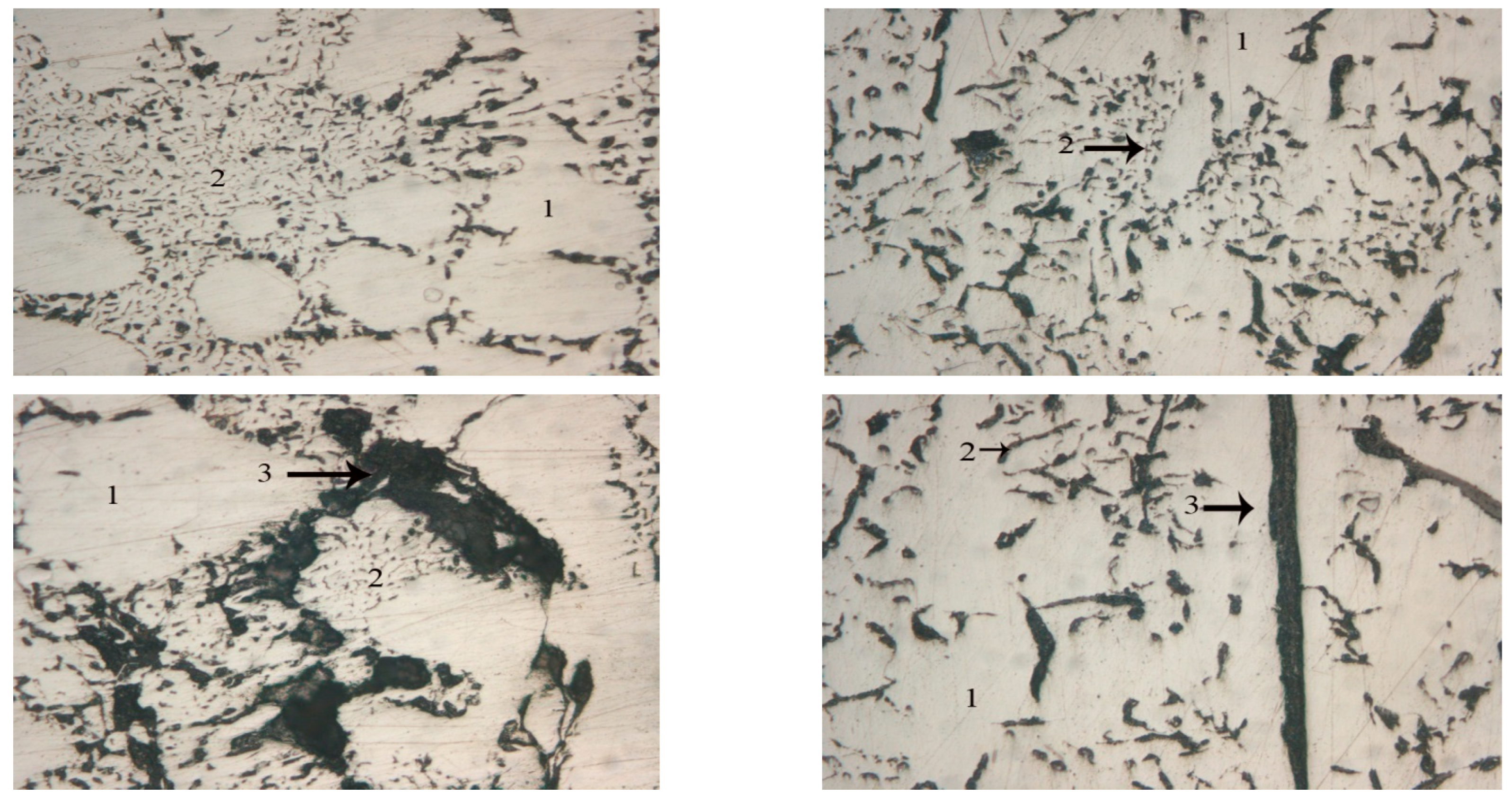
According to the crystalloptical analysis (Figure 10), the pig iron (1), in reflected light in a polished section, appears white with small (2) and large (3) almost-black inclusions. The small, curved needle-like inclusions are presumably graphite, while the larger inclusions are associated with slag components.
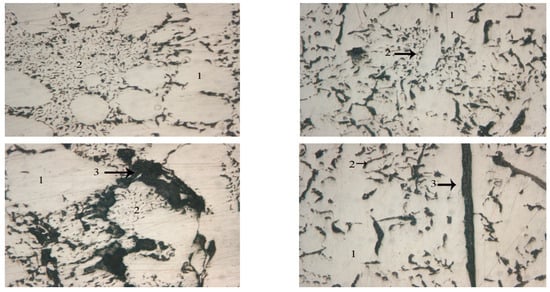
Figure 10.
Mineralogical composition of pig iron.
The extraction of iron into pig iron was 92%.
The slag from the reduction smelting was ground using a vibratory mill prior to magnetic separation. After that, wet magnetic separation was carried out, resulting in the recovery of reduced iron particles with a size of 1–2 mm (Figure 11).

Figure 11.
Reduced iron after the magnetic separation of the slag.
The particle size of the non-magnetic slag fraction was −0.1 mm. The chemical composition of the non-magnetic fraction of the pig iron slag (experiment 6) is presented in Table 2.
In total, 99.5% of the reduced iron was recovered in the form of pig iron and fine-dispersed particles, based on the initial iron content.
A key feature of the proposed reduction smelting technology for sludge is the production of slag with a low iron content—down to 0.2–0.3% (Table 1), which is due to the efficient separation of reduced iron in the freely flowing slag.
The low iron content in the slag enables the production of high-quality titanium oxide and REEs (rare earth elements) concentrates in the subsequent stages of hydrometallurgical processing, which includes hydrochloric acid leaching for the extraction of REEs and TiO2.
During the smelting of the charge in experiments 1–3, where the HM exceeded 0.8, pig iron was not obtained. The resulting product was an iron-containing magnetic mass (Figure 12).

Figure 12.
The smelting of the charge in experiments 1–3.
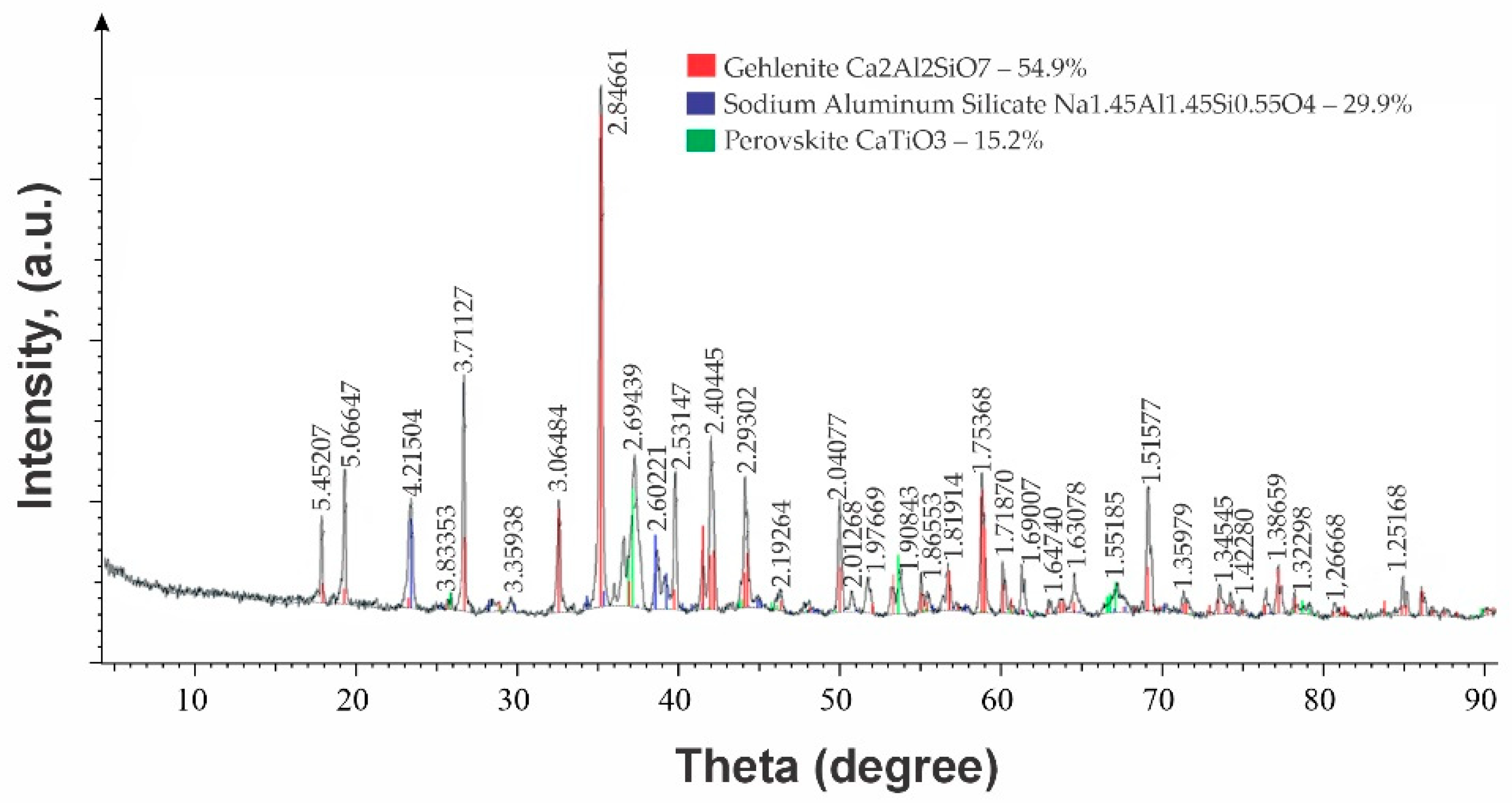
In experiment 8, with an HM of 0.55, where only RM was smelted, pig iron slag with a high alkali content iron was obtained (Figure 13).
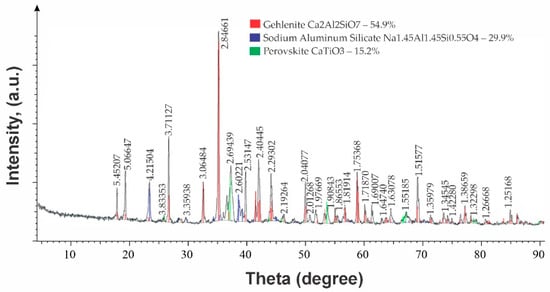
Figure 13.
X-ray phase analysis of pig iron slag (experiment 8).
As a result of smelting RM with calcium oxide (experiment 8), a slag was formed whose phase composition consists almost entirely of sodium aluminosilicate, which accounts for its high alkali content.
4. Conclusions
Studies on the reduction smelting of RM using alumina production waste, WS, as a calcium-containing material were conducted with the aim of obtaining a fluid slag with an HM of 0.55–0.8. The acceptable mixing ratio of RM to WS was determined to be between 0.56 and 1.2.
When the required HM was maintained, the smelting temperature of the charge was 1350–1400 °C. The total amount of reduced iron recovered in the form of pig iron and fine particles was 99.5% of the initial iron content. The low iron content (0.23–0.31%) in the non-magnetic slag fraction makes it possible to obtain high-quality titanium oxide and rare earth element (REE) concentrates in the subsequent stages of integrated hydrometallurgical processing, involving acid leaching.
Based on the phase analysis results of the pig iron slag and the charge slag, the main reduction reactions were established and their thermodynamic feasibility was determined.
In freely flowing slags, the sodium aluminosilicate phase content is twice as high as that in slag with a higher hydraulic module.
The reduction smelting of 100% RM with the addition of calcium oxide to achieve an HM of 0.55, at a temperature of 1350–1400 °C, resulted in the formation of pig iron and slag with high alkali and iron contents.
Author Contributions
S.G.: project administration, writing—original draft preparation, writing—review and editing. N.A. and R.A.: conceptualization, writing—review and editing. L.I. and Y.A.: investigation, methodology, writing—review and editing. A.K.: resources, visualization. K.S. and L.A.: formal analysis and investigation. All authors have read and agreed to the published version of the manuscript.
Funding
This research has been funded by the Science Committee of the Ministry of Science and Higher Education of the Republic of Kazakhstan (grant project No. AP23488194).
Data Availability Statement
The data are contained within this article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Lainer, A.I. Alumina Production—M: Metallurgy. 1978, p. 341. Available online: https://f.eruditor.link/file/552430/ (accessed on 14 May 2025).
- Ibragimov, A.T.; Budon, S.V. Development of Alumina Production Technology from Kazakhstan Bauxites; ENRC Annual Report and Accounts: Pavlodar, Kazahstan, 2010; p. 299. Available online: https://f.eruditor.link/file/2213812/ (accessed on 14 May 2025).
- Bai, Z.; Han, C.; Yuan, S.; Li, X. Separate recycling of iron and aluminum from iron-rich red mud by coal gangue reduction to realize solid waste utilization. Adv. Powder Tech. 2024, 35, 104506. [Google Scholar] [CrossRef]
- Bendaikha, W.; Larbi, S.; Ramdane, A. Mineralogical and chemical characterization of an oolitic iron ore, and sustainable phosphorus removal. J. South. Afr. Inst. Min. Metall. 2024, 124, 59–66. [Google Scholar] [CrossRef]
- Zhaobo, L.; Hongxu, L. Metallurgical process for valuable elements recovery from red mud—A review. Hydrometallurgy 2015, 155, 29–43. [Google Scholar]
- Kaussen, F.; Friedrich, B. Reductive smelting of red mud for iron recovery. Chem. Ing. Technik. 2015, 87, 1535–1542. [Google Scholar] [CrossRef]
- Alam, S.; Das, B.K.; Das, S.K. Dispersion and Sedimentation Characteristics of Red Mud. J. Hazard. Toxic Radioact. Waste 2018, 22, 1–10. [Google Scholar] [CrossRef]
- Anton, A.; Rekasi, M.; Uzinger, N.; Széplábi, G.; Makó, A. Modelling the potential effects of the hungarian red mud disaster on soil properties. Water Air Soil Pollut. 2012, 223, 5175–5188. [Google Scholar] [CrossRef]
- Boily, R. Twenty cases of red hazard, an inventory of ecological problems caused by bauxite residue from alumina production. In Proceedings of the Conference Paper in Inforex, Larval, QC, Canada, 3 October 2012. [Google Scholar]
- Archambo, M.; Kawatra, S.K. Red Mud: Fundamentals and New Avenues for Utilization. Miner. Process. Extr. Metall. Rev. 2021, 42, 427–450. [Google Scholar] [CrossRef]
- Rao, M.; Zhuang, J.; Li, G.; Zeng, J.; Jiang, T. Iron recovery from red mud by reduction roasting and magnetic separation. In Light Metals 2013; The Minerals, Metals & Materials Series; Springer: Berlin/Heidelberg, Germany, 2016; pp. 125–130. [Google Scholar]
- Ding, W.; Xiao, J.-H.; Peng, Y.; Shen, S.-Y.; Chen, T. Iron Extraction from Red Mud using Roasting with Sodium Salt. Miner. Process. Extr. Metall. Rev. 2021, 42, 153–161. [Google Scholar] [CrossRef]
- Li, G.; Liu, M.; Rao, M.; Jiang, T.; Zhuang, J.; Zhang, Y. Stepwise extraction of valuable components from red mud based on reductive roasting with sodium salts. J. Hazard. Mater. 2014, 280, 774–780. [Google Scholar] [CrossRef]
- Ding, W.; Xiao, J.; Peng, Y.; Shen, S.; Chen, T.; Zou, K.; Wang, Z. A novel process for extraction of iron from a refractory red mud. Physicochem. Probl. Min. Process 2020, 56, 125–136. [Google Scholar] [CrossRef]
- Gateshki, M.; Petkov, V.; Pradhan, S.K.; Vogt, T. Structure of nanocrystalline MgFe2O4 from X-ray diffraction, Rietveld and atomic pair distribution function analysis. J. Appl. Crystallogr. 2005, 38, 772–779. [Google Scholar] [CrossRef]
- Foroughi, F.; Hassanzadeh-Tabrizi, S.A.; Bigham, A. In situ microemulsion synthesis of hydroxyapatite-MgFe2O4 nanocomposite. Mater. Sci. Eng. C 2016, 68, 774–779. [Google Scholar] [CrossRef] [PubMed]
- Manikandan, M.; Manimuthu, P.; Venkateswaran, C. Structural and Magnetic properties of MgFe2O4 Ceramic. In Proceedings of the 2nd International Conference on Optoelectronic Materials and Thin Films for Advanced Technology (OMTAT), Kochi, India, 3–5 January 2013; pp. 194–196. [Google Scholar]
- Chen, X.; Guo, Y.; Ding, S.; Zhang, H.; Xia, F.; Wang, J.; Zhou, M. Utilization of red mud in geopolymer-based pervious concrete with function of adsorption of heavy metal ions. J. Clean. Prod. 2019, 207, 789–800. [Google Scholar] [CrossRef]
- Ahmadi, H.; Khalaj, G.; Najafi, A.; Abbasi, S.M.; Safari, M. Metakaolin-red mud/carbon nanotubes geopolymer nanocomposite: Mechanical properties and structural studies. Mater. Res. Express 2022, 9, 025011. [Google Scholar] [CrossRef]
- Thibodeau, E.; Gheribi, A.E.; Jung, I.-H. A Structural Molar Volume Model for Oxide Melts Part III: Fe Oxide-Containing Melts. Metall. Mater. Trans. B 2016, 47, 1187–1202. [Google Scholar] [CrossRef]
- Blackman, L. On the Formation of Fe2+ in the System MgO-Fe2O3-MgFe2O4 at High Temperatures. J. Am. Ceram. Soc. 1959, 42, 143–145. [Google Scholar] [CrossRef]
- O’Neill, H.S.C.; Annersten, H.; Virgo, D. The temperature dependence of the cation distribution in magnesioferrite (MgFe2O4) from powder XRD structural refinements and Mössbauer spectroscopy. Am. Mineral. 1992, 77, 725–740. [Google Scholar]
- Nan, H.; Zhang, X.; Yang, J.; Jia, K.; Cao, Y.; Wang, C. Hydrothermal treatment of alkaline red mud and sewage sludge: Formation of a soil-like matrix. Environ. Technol. 2024, 45, 2012–2021. [Google Scholar] [CrossRef]
- Li, H.; Liu, Y.; Zhou, Y.; Zhang, J.; Mao, Q.; Yang, Y.; Huang, H.; Liu, Z.; Peng, Q.; Luo, L. Efects of red mud based passivator on the transformation of Cd fraction in acidic Cd-polluted paddy soil and Cd absorption in rice. Sci. Total Environ. 2018, 640–641, 736–745. [Google Scholar] [CrossRef]
- Liu, Y.; Naidu, R. Hidden values in bauxite residue (red mud): Recovery of metals. Waste Manag. 2014, 34, 2662–2673. [Google Scholar] [CrossRef]
- Bao, S.; Chen, B.; Zhang, Y.; Ren, L.; Xin, C.; Ding, W.; Yang, S.; Zhang, W. A comprehensive review on the ultrasound-enhanced leaching recovery of valuable metals: Applications, mechanisms and prospects. Ultrason. Sonochem. 2023, 98, 106525. [Google Scholar] [CrossRef] [PubMed]
- Gomes, H.I.; Mares, W.M.; Rogerson, M.; Stewart, D.I.; Burke, I.T. Alkaline residues and the environment: A review of impacts, management practices and opportunities. J. Clean. Prod. 2016, 112, 3571–3582. [Google Scholar] [CrossRef]
- Power, G.; Gräfe, M.; Klauber, C. Bauxite residue issues: I. Current management, disposal and storage practices. Hydrometallurgy 2011, 108, 33–45. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Pontikes, Y. Towards zero-waste valorisation of rare-earthcontaining industrial process residues: A critical review. J. Clean. Prod. 2015, 99, 17–38. [Google Scholar] [CrossRef]
- Abdulvaliev, R.A.; Surkova, T.Y.; Baltabekova, Z.; Yessimova, D.M.; Stachowicz, M.; Smailov, K.M.; Dossymbayeva, Z.D.; Ainur, B. Effect of Amino Acids on the Extraction of Copper from Sub-Conditional Raw Materials. Komplesnoe ispolzovanie mineral’nogo syr’a. Complex Use Miner. Resour. 2024, 335, 50–58. [Google Scholar]
- Gräfe, M.; Power, G.; Klauber, C. Bauxite residue issues: III. Alkalinity and associated chemistry. Hydrometallurgy 2011, 108, 60–79. [Google Scholar] [CrossRef]
- Tang, Z.-D.; Gao, P.; Han, Y.-X.; Guo, W. Fluidized bed roasting technology in iron ores dressing in China: A review on equipment development and application prospect. J. Min. Metall. Sect. B 2019, 55, 295–303. [Google Scholar] [CrossRef]
- Chen, B.; Bao, S.; Zhang, Y.; Li, S. A high-efciency and sustainable leaching process of vanadium from shale in sulfuric acid systems enhanced by ultrasound. Sep. Purif. Technol. 2020, 240, 116624. [Google Scholar] [CrossRef]
- Ding, W.; Xiao, J.-H.; Peng, Y.; Shen, S.-Y.; Chen, T.; Zou, K.; Wang, Z. Extraction of scandium and iron from red mud. Miner. Process. Extr. Metall. Rev. 2022, 43, 61–68. [Google Scholar] [CrossRef]
- Liu, X.; Zou, Y.; Geng, R.; Li, B.; Zhu, T. Red mud recycling by Fe and Al recovery through the hydrometallurgy method: A collaborative strategy for aluminum and iron industry. Environ. Sci. Pollut. Res. Int. 2023, 30, 43377–43386. [Google Scholar] [CrossRef]
- Zhou, F. Progress in extraction and comprehensive utilization of valuable metals from red mud. China Met. Bull. 2019, 1, 274–275. [Google Scholar]
- Ding, Z.; Cheng, Y.; Jin, L.; Wang, W.; Yan, S. Study on the strength characteristics and micro-mechanism of modifed solidifed red mud. Front. Mater. 2024, 11, 1461198. [Google Scholar] [CrossRef]
- Tsakiridis, P.E.; Agatzini-Leonardou, S.; Oustadakis, P. Red mud addition in the raw meal for the production of Portland 3cement clinker. J. Hazard. Mater. 2004, 116, 103–110. [Google Scholar] [CrossRef]
- Wang, S.; Boyjoo, Y.; Choueib, A.; Zhu, Z.H. Removal of dyes from aqueous solution using fy ash and red mud. Water Res. 2005, 39, 129–138. [Google Scholar] [CrossRef] [PubMed]
- Sabitov, A.R.; Ibragimov, A.T.; Budon, S.V.; Medvedev, V.V.; Mikhailova, O.I. Method for Preparing a Suspension of Lime-Containing Additive for Hydrochemical Processing of Aluminosilicate Raw Materials. Patent 25937, 15 August 2012. [Google Scholar]
- Sabitov, A.R.; Markov, A.P.; Mikhailova, O.I.; Ambarnikova, G.A.; Budon, S.V.; Ibragimov, A.T. Combined Method of Bauxite Processing. Patent 19693, 15 March 2012. [Google Scholar]
- Eremin, N.I.; Grigorieva, G.D.; Kozlov, V.M. Development of technology for complex processing of bauxites. Izv. VUZov. Nonferrous Metallur 1975, 5, 166–168. Available online: https://www.sciencedirect.com/topics/earth-and-planetary-sciences/bauxite#:~:text=The%20principal%20uses%20of%20bauxite,cement%2C%20steel%2C%20and%20petroleum (accessed on 14 May 2025).
- Arkhipov, O.A.; Volkova, P.I.; Pavlov, F.N. Processing of red mud into cast iron, self-disintegrating alumina slag and cement. Nonferrous Metall. 1962. No 20. [Google Scholar]
- Gagarina, I.M.; Meshcheryakova, N.I.; Yakovlev, L.S. Production of partially metallized pellets from red mud. Ferr. Metallurgy. Bul. Inst. Chermetinformatsiya 1972. No 19. [Google Scholar]
- Utkov, V.A.; Leontiev, L.I.; Matyash, V.G.; Kiselev, V.A.; Nikolaev, S.A.; Petrov, S.I. Investigation of the reduction processes of pelletized red mud. In Investigation of New Processes and Apparatuses in the Production of Alumina and By-Products; VAMI: Leningrad, Russia, 1985. [Google Scholar]
- Tanutrov, I.N.; Sviridova, M.N.; Savenya, A.N. New technology for joint processing of technogenic waste. Metall. Non-Ferr. Met. 2013, 54, 21–26. [Google Scholar]
- Liu, X.; Han, Y.; He, F.; Gao, P.; Yuan, S. Characteristic, hazard and iron recovery technology of red mud—A critical review. J. Hazard. Mater. 2021, 420, 126542. [Google Scholar] [CrossRef]
- Zhang, Q.; Sun, Y.; Han, Y.; Li, Y.; Gao, P. Review on coal-based reduction and magnetic separation for refractory iron-bearing resources. Int. J. Miner. Metall. Mater. 2022, 29, 2087–2105. [Google Scholar] [CrossRef]
- Chun, T.J.; Zhu, D.Q.; Pan, J.; He, Z. Preparation of metallic iron powder from red mud by sodium salt roasting and magnetic separation. Can. Metall. Q. 2014, 53, 183–189. [Google Scholar] [CrossRef]
- Zhu, D.; Chun, T.-J.; Pan, J.; He, Z. Recovery of iron from high-iron red mud by reduction roasting with added sodium salt. J. Iron Steel Res. Int. 2012, 19, 1–5. [Google Scholar] [CrossRef]
- Huang, Z.C.; Cai, L.-B.; Zhang, Y.; Yang, Y.-B. Reduction of iron oxides in red mud reinforced by Na2CO3 and CaF2. J. Cent. South Univ. (Sci. Technol.) 2010, 41, 838–844. [Google Scholar]
- Liu, W.; Yang, J.; Xiao, B. Application of Bayer red mud for iron recovery and building material production from aluminosilicate residues. J. Hazardous Mater. 2009, 161, 474–478. [Google Scholar] [CrossRef] [PubMed]
- Anciferov, E.A.; Shchadov, I.M.; Yelkin, K.S.; Antsiferova, A.V.; Begunov, A.A.; Begunov, A.I. Method for Processing Alumina Production Sludges. Patent RU2441927, 10 February 2012. Bulletin No 14. [Google Scholar]
- Golubev, A.A.; Gudim Yu, A. Method for Pyrometallurgical Processing of Red Sludges. Patent RU2479648, 20 April 2013. [Google Scholar]
- Philippe, K.; Perry, D. Method and System for Processing Red Mud. Patent US0113925 A1, 19 May 2005. [Google Scholar]
- Balomnenos, E.; Kastritis, D.; Panias, D.; Paspaliaris, I.; Boufounos, D. The Enexal bauxite residue treatment process: Industrial scale pilot plant results. In Light Metals; TMS: Grantham, UK, 2014; pp. 143–147. [Google Scholar]
- Ning, G.; Zhang, B.; Liu, C.; Li, S.; Ye, Y.; Jiang, M. Large-Scale Consumption and Zero-Waste Recycling Method of Red Mud in Steel Making Process. Minerals 2018, 8, 102. [Google Scholar] [CrossRef]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Smelting of bauxite residue (red mud) in view of iron and selective rare earths recovery. J. Sustain. Metall. 2016, 2, 28–37. [Google Scholar] [CrossRef]
- Kenjaliev, B.K.; Akhmadieva, N.K.; Abdulvaliev, R.A.; Gladyshev, S.V.; Omarova, S.A.; Manapova, A.I.; Zinovyeva, L.V. Method for Processing Red Sludge. Patent RK 33499, 7 March 2019. Bulletin No10. [Google Scholar]
- Ni, L.P.; Khalyapina, O.B.; Goldman, M.M.; Bocharova, G.V.; Ryskina, L.I. Atlas of Physicochemical Characteristics of Products from the Achinsk Alumina Plant; IMiO, Academy of Sciences Kaz SSR: Almaty, Kazahstan, 1978; p. 62. [Google Scholar]
- Abdulvaliev, R.A.; Gladyshev, S.V.; Pozmogov, V.A.; Akhmadieva, N.K.; Beisembekova, K.O. Pilot plant for testing Bayer-hydrogarnet technology for processing iron-rich bauxites. Komplesnoe ispolzovanie mineral’nogo syr’a Complex Use Miner. Resour. 2016, No 3. 8–14. [Google Scholar]
- Moenke, H. Mineralspektren; Akademie Verlag: Berlin, Germany, 1962; 394p. [Google Scholar]
- Nakamoto, K.K. Infrared Spectra of Inorganic and Coordination Compounds; Wiley: Moscow, Russia, 1966; Mir; 412p. [Google Scholar]
- Farmer, V.C. The Infrared Spectra of Minerals; MIneralogical Society: London, UK, 1974; 539p. [Google Scholar]
- Yurchenko, E.N.; Kustova, G.N.; Batsanov, S.S. Vibrational Spectra of Inorganic Compounds; Nauka: Novosibirsk, Russia, 1981; p. 145. [Google Scholar]
- Povarennykh, A.S.; Gevorkyan, S.V. Crystal Chemistry and Vibrational Spectra of Minerals; Scientific thought: Kyiv, Ukraine, 1980. [Google Scholar]
- Solenko, L.P.; Ni, T.V.; Daulbaev, E.U. X-Ray Patterns, IR Spectra and Heating Curves of Main Compounds in Alumina Production; Atlas, IMiO, AAS Kaz SSR: Almaty, Kazakhstan, 1976; p. 81. [Google Scholar]
- Kuznetsova, T.V.; Talaber, I. Aluminous Cement; Kuznetsova, T.V., Ed.; Stroyizdat: Moscow, Russia, 1988; p. 272. [Google Scholar]
- Kenzhaliyev, B.; Koizhanova, A.; Fischer, D.; Magomedov, D.; Yerdenova, M.; Smailov, K.; Abdyldayev, N. Study of efficiency of organic activator application to process difficult-to-beneficiate polymetallic ridder ores. Transit. Met. Chem. 2025. [Google Scholar] [CrossRef]
- Ni, L.P.; Khalyapina, O.B. Physicor—Chemical Properties of Raw Materials and Products of Alumina Production; Publishing House Science of the Kazakh SSR: Almaty, Kazakhstan, 1978; p. 247. [Google Scholar]
- GOST 4832-95; Cast Iron. Technical Specifications. IPC Publishing Standards: Minsk, Russia, 2000.


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).