

A More Environmentally Friendly Method for Pulp Processing Using DES-like Mixtures: Comparison of Physical Properties with Oxygen Bleached Pulp



Abstract

1. Introduction
2. Materials and Methods
2.1. Materials and Chemicals
2.2. Pulping and Beating of Samples
2.3. Forming, Pressing, and Drying of Sheets
2.4. Methods for Measuring the Properties of Suspensions of Prepared Pulps
2.4.1. Determination of the Degree of Beating
2.4.2. Analysis of the Zeta Potential and the Water Retention Value
2.5. Measurement of Physical Properties of Pulp Sheets
2.5.1. Determination of Shrinkage
2.5.2. Determination of Mechanical Properties
2.5.3. Determination of Optical Properties and Optical Microscopy
3. Results and Discussion
3.1. Changes in the Properties of Prepared Pulps Suspensions
3.2. Mechanical and Optical Properties of Laboratory-Prepared Sheets from Different Pulp Suspensions
3.3. Summary Overview
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cui, J.; Chen, L.; Hou, Y. Green wood pulping processes with high pulp yield and lignin recovery yield by deep eutectic solvent and its aqueous solutions. Biomass Convers. Biorefinery 2024, 14, 13987–14001. [Google Scholar] [CrossRef]
- Bao, Y.; Wang, C.; Yan, Z. Deep eutectic solvents for fractionation and valorization of lignocellulose. Green Chem. Eng. 2025, 6, 21–35. [Google Scholar] [CrossRef]
- Soares, B.; da Costa Lopes, A.M.; Silvestre, A.J.D. Wood delignification with aqueous solutions of deep eutectic solvents. Ind. Crops Prod. 2021, 160, 113128. [Google Scholar] [CrossRef]
- Gillet, S.; Aguedo, M.; Petitjean, L. Lignin transformations for high value applications: Towards targeted modifications using green chemistry. Green Chem. 2017, 19, 4200–4233. [Google Scholar] [CrossRef]
- Da Costa Lopes, A.M.; Gomes, J.R.B.; Coutinho, J.A.P. Novel insights into biomass delignification with acidic deep eutectic solvents: A mechanistic study of β-O-4 ether bond cleavage and the role of the halide counterion in the catalytic performance. Green Chem. 2020, 22, 2474–2487. [Google Scholar] [CrossRef]
- Smink, D.; Kersten, S.R.A.; Schuur, B. Process development for biomass delignification using deep eutectic solvents. Conceptual design supported by experiments. Chem. Eng. Res. Des. 2020, 164, 86–101. [Google Scholar] [CrossRef]
- Lim, W.L.; Gunny, A.A.N.; Kasim, F.H. Alkaline deep eutectic solvent: A novel green solvent for lignocellulose pulping. Cellulose 2019, 26, 4085–4098. [Google Scholar] [CrossRef]
- Alam, M.A.; Muhammad, G.; Khan, M.N. Choline chloride-based deep eutectic solvents as green extractants for the isolation of phenolic compounds from biomass. J. Clean. Prod. 2021, 309, 127445. [Google Scholar] [CrossRef]
- Ávila, A.D.P.; Fiskari, J.; Schuur, B. Delignification of Low-Energy Mechanical Pulp (Asplund Fibers) in a Deep Eutectic Solvent System of Choline Chloride and Lactic Acid. Front. Chem. 2021, 9, 688291. [Google Scholar]
- Škulcová, A.B.; Majová, V.; Jablonský, M. Mechanical Properties of Pulp Delignified by Deep Eutectic Solvents. Bioresources 2017, 12, 7479–7486. [Google Scholar] [CrossRef]
- Jablonský, M.; Majová, V.; Škulcová, A.B. Delignification of pulp using deep eutectic solvents. J. Hyg. Eng. Des. 2018, 22, 76–81. [Google Scholar]
- Jablonský, M.; Majová, V.; Ondrigová, K. Mechanical Preparation and characterization of physicochemical properties and application of novel ternary deep eutectic solvents. Cellulose 2019, 26, 3031–3045. [Google Scholar] [CrossRef]
- Majová, V.; Jablonský, M.; Horanová, S. Deep eutectic solvent delignification: Impact of initial lignin. Bioresources 2017, 12, 7301–7310. [Google Scholar] [CrossRef]
- Majová, V.; Jablonský, M.; Lelovský, M. Delignification of unbleached pulp by ternary deep eutectic solvents. Green Process. Synth. 2021, 10, 666–676. [Google Scholar] [CrossRef]
- Zhang, L.; Chu, J.; Gou, S. Direct fractionation of wood chips by deep eutectic solvent facilitated pulping technology and application for enzyme hydrolysis. Ind. Crops Prod. 2021, 171, 113927. [Google Scholar] [CrossRef]
- Li, X.; Chen, J.; Wang, B. Preparation of Dissolving Pulp by Combined Mechanical and Deep Eutectic Solvent Treatment. Polymers 2023, 171, 3476. [Google Scholar] [CrossRef]
- Jančíková, V.; Jablonský, M.; Šutý, Š. Study of the effects of DES-like mixtures on the properties of unbleached softwood kraft pulp. Results Chem. 2024, 9, 101670. [Google Scholar] [CrossRef]
- Fiskari, J.; Ferritsius, R.; Osong, S.H. Deep eutectic solvent delignification to low-energy mechanical pulp to produce papermaking fibers. Bioresources 2020, 15, 3023–3032. [Google Scholar] [CrossRef]
- STN EN ISO 5263-1; Pulps. Laboratory Wet Disintegration. Part 1: Disintegration of Chemical Pulps. Slovak Office of Technical Standardization: Bratislava, Slovakia, 2005; p. 6.
- CSN EN ISO 5264-1; Pulps: Laboratory Beating. Part 1: The Valley Holander Method. Federal Office for Standardization and Measurement: Praha, Czech Republic, 1993; p. 12.
- CSN EN ISO 5269-1; Pulps: Preparation of Laboratory Sheets for Physical Testing. Part 1: Conventional Sheet-Former Method. Federal Office for Standardization and Measurement: Praha, Czech Republic, 2005; p. 20.
- CSN EN ISO 5267-1; Pulps. Determination of Drainability. Part 1: Schopper-Riegler Method. Federal Office for Standardization and Measurement: Praha, Czech Republic, 1993; p. 8.
- SCAN-C 62:00; Chemical Pulp. Water Retention Value. Scandinavian Pulp, Paper and Board Testing Committee (SCAN): Stockholm, Sweden, 2000.
- ISO 21940-2:2017; Mechanical Vibration—Rotor Balancing. International Organization for Standardization (ISO): Geneva, Switzerland, 2017.
- TAPPI T205 sp-95; Forming Handsheets for Physical Tests of Pulp. TAPPI Press: Atlanta, GA, USA, 2002.
- TAPPI T403 om-991; Bursting Strength of Paper. TAPPI Press: Atlanta, GA, USA, 1996.
- TAPPI T452 om-91; Brightness of Pulp, Paper and Paperboard. TAPPI Press: Atlanta, GA, USA, 1996.
- Chrvalová, L. Influencing the Elastic Properties of Paper. Master’s Thesis, Slovak University of Technology, Bratislava, Slovakia, 2024. [Google Scholar]
- Lumiainen, J. Beating of Chemical Pulp, Papermaking Part 1, Stock Preparation and Wet End; The University of British Columbia: Vancouver, BC, Canada, 1998; pp. 1–20. [Google Scholar]
- Gharehkami, S.; Sadeghinezhad, E.; Kazi, S.N. Basics properties of pulp beating on fiber properties—A review. Carbohydr. Polym. 2015, 115, 785–803. [Google Scholar] [CrossRef]
- Bhardwaj, N.K.; Kumar, S.; Bajpai, P.K. Effects of processing on zeta potential and cationic demand of kraft pulps, Colloids and Surfaces A. Physicochem. Eng. Asp. 2004, 246, 121–125. [Google Scholar] [CrossRef]
- Goulet, M.T.; Stratton, R.A. The effect of pulping, bleaching, and beating operations on the electrokinetic properties of wood fines. Nord. Pulp Pap. Res. J. 2018, 5, 118–125. [Google Scholar] [CrossRef]
- Bi, R.; Khatri, V.; Chandra, R. Enhancing Kraft based dissolving pulp production by integrating green liquor neutralization. Carbohydr. Polym. Technol. Appl. 2018, 33, 3057. [Google Scholar] [CrossRef]
- Kouko, J.; Retulainen, E. The relationship between shrinkage and elongation of bleached softwood kraft pulp sheets. Nord. Pulp Pap. Res. J. 2018, 33, 3057. [Google Scholar] [CrossRef]
- Wan, J.; Yang, J.; Ma, Y. Effects of pulp preparation and papermaking processes on the properties of OCC fibers. Bioresources 2011, 6, 1615–1630. [Google Scholar] [CrossRef]
- Oleszczuk, R.; Szatylowicz, J.; Brandyk, T. An analysis of the influence of shrinkage on water retention characteristics of fen peat-moorsh soil. Suo 2000, 51, 139–147. [Google Scholar]
- Mayeli, N. Factors affecting the free shrinkage of handsheets: Apparent density, fines content, water retention value, and grammage. TAPPI J. 2018, 17, 317–325. [Google Scholar] [CrossRef]
- Saleh, S.S. Modified Cellulose Synthesized by Different Deep Eutectic Solvents as an Additive in Paper Making Process. Master’s Thesis, Karlstad University, Karlstad, Sweden, 2023. [Google Scholar]
- Mnasri, A.; Dhaouadi, H.; Khiari, R. Effects of deep eutectic solvents on cellulosic fibres and paper properties: Green “chemical” beating. Carbohydr. Polym. 2022, 292, 119606. [Google Scholar] [CrossRef]
- Pérez, A.D.; Roy, Y.; Rip, C. Influence of pulping conditions on the pulp yield and fiber properties for pulping of spruce chips by deep eutectic solvent. Biomass Convers. Biorefinery 2025, 15, 1377–1391. [Google Scholar] [CrossRef]
- Gülsoy, S.K.; Küçüle, A.; Gençer, A. Deep eutectic solvent pulping from sorghum stalks, Maderas. Cienc. Tecnol. 2022, 24. [Google Scholar] [CrossRef]
- Gülsoy, S.K.; Küçüle, A.; Gençer, A. Comparison of kraft and ternary deep eutectic solvent pulping of scots pine. Ind. Crops Prod. 2023, 206, 117596. [Google Scholar] [CrossRef]
- Przybysz, K.; Malachowska, E.; Martyniak, D. Yield of pulp, dimensional properties of fibers, and properties of paper produced from fast growing trees and grasses. Bioresources 2018, 13, 1372–1387. [Google Scholar] [CrossRef]
- Malachowska, E.; Dubowik, M.; Lipkiewicz, A. Analysis of cellulose pulp characteristics and processing parameters for efficient paper production. Sustainability 2020, 12, 7219. [Google Scholar] [CrossRef]
- El Achkar, T.; Greige-Gerges, H.; Fourmentin, S. Basics and properties of deep eutectic solvents: A review. Environ. Chem. Lett. 2021, 19, 3397–3408. [Google Scholar] [CrossRef]
- Zhang, Q.; Royer, S.; Jérôme, F. Deep eutectic solvents: Syntheses, properties and applications. Chem. Soc. Rev. 2012, 41, 7108–7146. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| DES-like Mixtures | Biomass | Kappa Number (-) | Mechanical Properties (Beating, Tensile Index, Burst Index, Tear Index, Stiffness, Brightness) | Ref. |
|---|---|---|---|---|
| - | Untreated hardwood kraft pulp | 21.7 | 30 °SR; 72.02 Nm/g; 7.3 km; 4.2 k.Pa.m−2/g 7.1 mN.m−2/g; 126 mN; 27.02% | [10] |
| ChCl/LacA (1:9) Alanine/LacA (1:9) | Hardwood kraft pulp | 13.5 12.3 | 30 °SR; 62.49 Nm/g; 6.4 km; 3.6 kPa.m−2/g 6.4 mN.m−2/g; 131 mN; 34.05% 30 °SR; 63.00 Nm/g; 6.4 km; 3.6 kPa.m−2/g 6.6 mN.m−2/g; 130 mN; 33.38% | [10] |
| Untreated hardwood kraft pulp | 14.3 | 30 °SR; 67.28 Nm/g; 6.9 km; 4.2 kPa.m−2/g 6.3 mN.m−2/g; 123 mN; 31.09% | [11] | |
| ChCl/Malic acid (1:1) ChCl/Oxalic acid dihydrate (1:1) | Hardwood kraft pulp | 11.1 12.3 | 60 °SR; 49.61 Nm/g; 5.1 km; 2.2 kPa.m−2/g 3.2 mN.m−2/g; 100 mN; 38.31% 34 °SR; 67.89 Nm/g; 6.9 km; 3.8 kPa.m−2/g 5.4 mN.m−2/g; 128 mN; 33.81% | [11] |
| Sample | Beating (°SR) | Zeta Potential (mV) | Streaming Potential (mV) | Conductivity (mS/cm) |
|---|---|---|---|---|
| Original pulp (disintegrated) | 13 | −28.40 ± 0.66 | −0.606 ± 0.027 | 0.56 ± 0.02 |
| Original pulp (grounded 15 min) | 19 | −20.20 ± 0.43 | −0.425 ± 0.032 | 0.58 ± 0.00 |
| Original pulp (grounded 25 min) | 29 | −19.40 ± 0.22 | −0.422 ± 0.007 | 0.57 ± 0.01 |
| Original pulp (grounded 30 min) | 39 | −19.40 ± 0.50 | −0.421 ± 0.022 | 0.56 ± 0.01 |
| ChCl/LacA (1:4; 80 °C, disintegrated) | 11 | −30.06 ± 0.77 | −0.626 ± 0.020 | 0.60 ± 0.01 |
| ChCl/LacA (1:4; 80 °C, grounded 15 min) | 19 | −20.06 ± 0.23 | −0.443 ± 0.034 | 0.57 ± 0.00 |
| ChCl/LacA (1:4; 80 °C, grounded 25 min) | 32 | −19.70 ± 0.30 | −0.412 ± 0.014 | 0.58 ± 0.00 |
| ChCl/LacA (1:4; 80 °C, grounded 30 min) | 43 | −19.50 ± 0.22 | −0.420 ± 0.014 | 0.59 ± 0.01 |
| ChCl/LacA (1:5; 80 °C, disintegrated) | 12 | −31.40 ± 0.60 | −0.692 ± 0.020 | 0.49 ± 0.01 |
| ChCl/LacA (1:5; 80 °C, grounded 15 min) | 20 | −22.40 ± 0.15 | −0.502 ± 0.026 | 0.49 ± 0.01 |
| ChCl/LacA (1:5; 80 °C, grounded 25 min) | 30 | −21.80 ± 0.30 | −0.517 ± 0.024 | 0.49 ± 0.01 |
| ChCl/LacA (1:5; 80 °C, grounded 30 min) | 40 | −21.30 ± 0.19 | −0.496 ± 0.009 | 0.49 ± 0.00 |
| ChCl/LacA (1:6; 80 °C, disintegrated) | 12 | −38.12 ± 0.84 | −0.867 ± 0.050 | 0.42 ± 0.01 |
| ChCl/LacA (1:6; 80 °C, grounded 15 min) | 20 | −25.10 ± 0.43 | −0.568 ± 0.027 | 0.44 ± 0.01 |
| ChCl/LacA (1:6; 80 °C, grounded 25 min) | 30 | −24.20 ± 0.30 | −0.555 ± 0.018 | 0.44 ± 0.00 |
| ChCl/LacA (1:6; 80 °C, grounded 30 min) | 45 | −24.40 ± 0.22 | −0.580 ± 0.024 | 0.44 ± 0.01 |
| O2-delignified pulp (disintegrated) | 11 | −35.70 ± 0.19 | −0.818 ± 0.030 | 0.47 ± 0.01 |
| O2-delignified pulp (grounded 15 min) | 18 | −25.50 ± 0.28 | −0.584 ± 0.047 | 0.47 ± 0.01 |
| O2-delignified pulp (grounded 25 min) | 30 | −24.40 ± 0.15 | −0.556 ± 0.013 | 0.48 ± 0.01 |
| O2-delignified pulp (grounded 30 min) | 44 | −24.20 ± 0.36 | −0.551 ± 0.036 | 0.48 ± 0.01 |
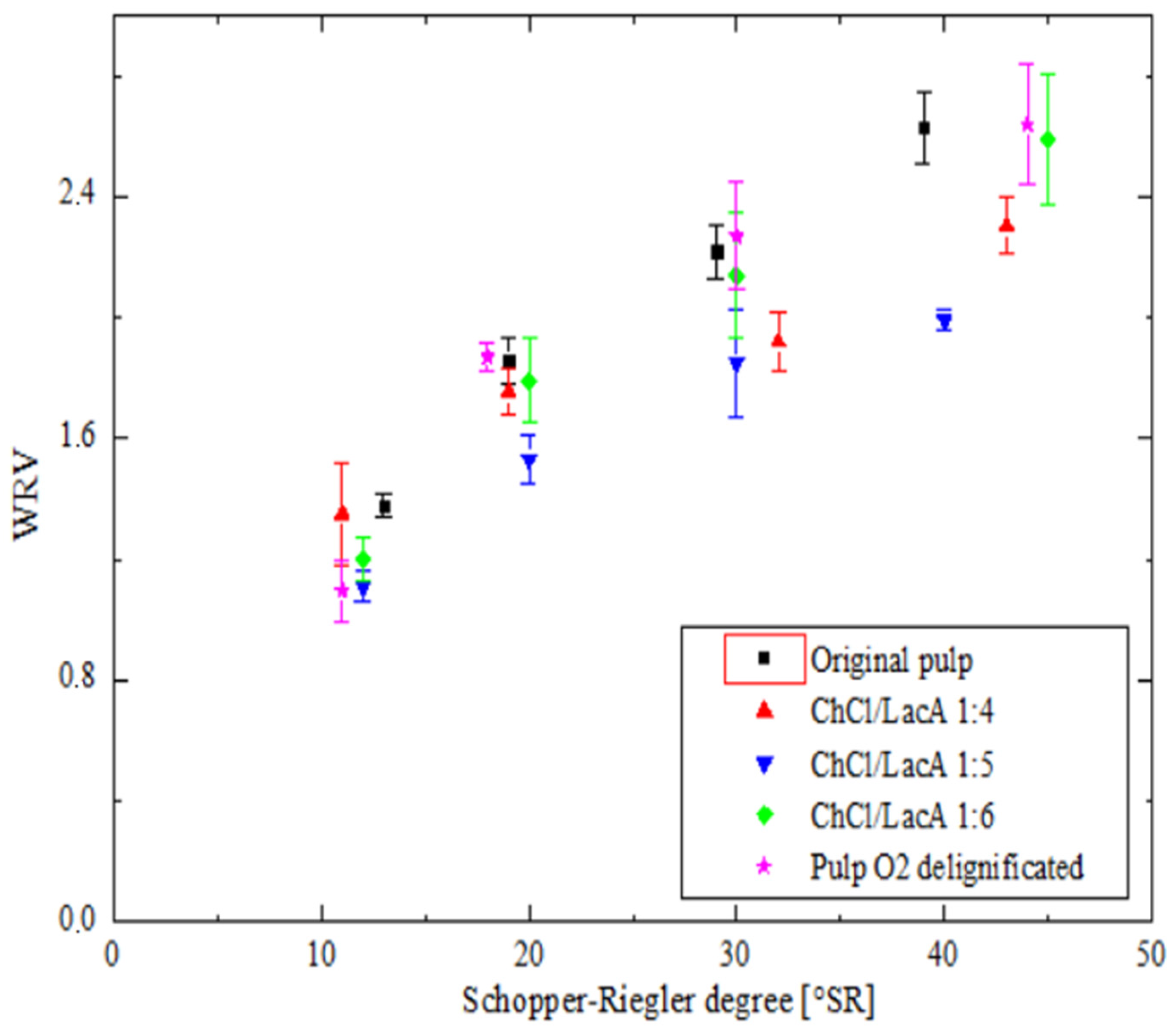
| Sample | Beating (°SR) | WRV (g/g) |
|---|---|---|
| Original pulp (disintegrated) | 13 | 1.38 ± 0.04 |
| Original pulp (grounded 15 min) | 19 | 1.86 ± 0.08 |
| Original pulp (grounded 25 min) | 29 | 2.21 ± 0.09 |
| Original pulp (grounded 30 min) | 39 | 2.63 ± 0.18 |
| ChCl/LacA (1:4; 80 °C, disintegrated) | 11 | 1.35 ± 0.17 |
| ChCl/LacA (1:4; 80 °C, grounded 15 min) | 19 | 1.76 ± 0.08 |
| ChCl/LacA (1:4; 80 °C, grounded 25 min) | 32 | 1.92 ± 0.10 |
| ChCl/LacA (1:4; 80 °C, grounded 30 min) | 43 | 2.30 ± 0.09 |
| ChCl/LacA (1:5; 80 °C, disintegrated) | 12 | 1.11 ± 0.05 |
| ChCl/LacA (1:5; 80 °C, grounded 15 min) | 20 | 1.53 ± 0.08 |
| ChCl/LacA (1:5; 80 °C, grounded 25 min) | 30 | 1.85 ± 0.18 |
| ChCl/LacA (1:5; 80 °C, grounded 30 min) | 40 | 1.99 ± 0.04 |
| ChCl/LacA (1:6; 80 °C, disintegrated) | 12 | 1.20 ± 0.07 |
| ChCl/LacA (1:6; 80 °C, grounded 15 min) | 20 | 1.79 ± 0.14 |
| ChCl/LacA (1:6; 80 °C, grounded 25 min) | 30 | 2.14 ± 0.21 |
| ChCl/LacA (1:6; 80 °C, grounded 30 min) | 45 | 2.59 ± 0.22 |
| O2-delignified pulp (disintegrated) | 11 | 1.10 ± 0.10 |
| O2-delignified pulp (grounded 15 min) | 18 | 1.87 ± 0.05 |
| O2-delignified pulp (grounded 25 min) | 30 | 2.27 ± 0.18 |
| O2-delignified pulp (grounded 30 min) | 44 | 2.64 ± 0.20 |
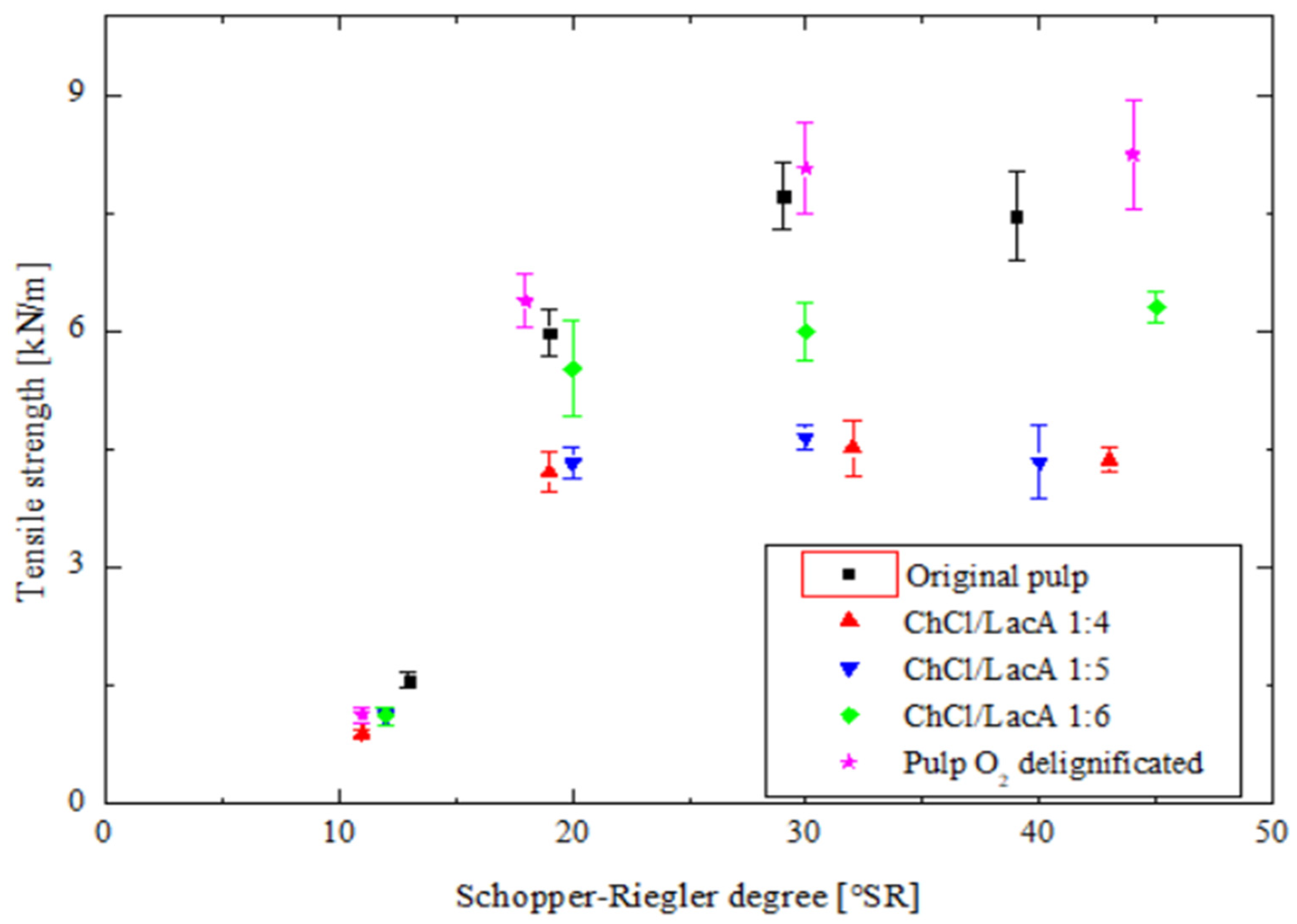
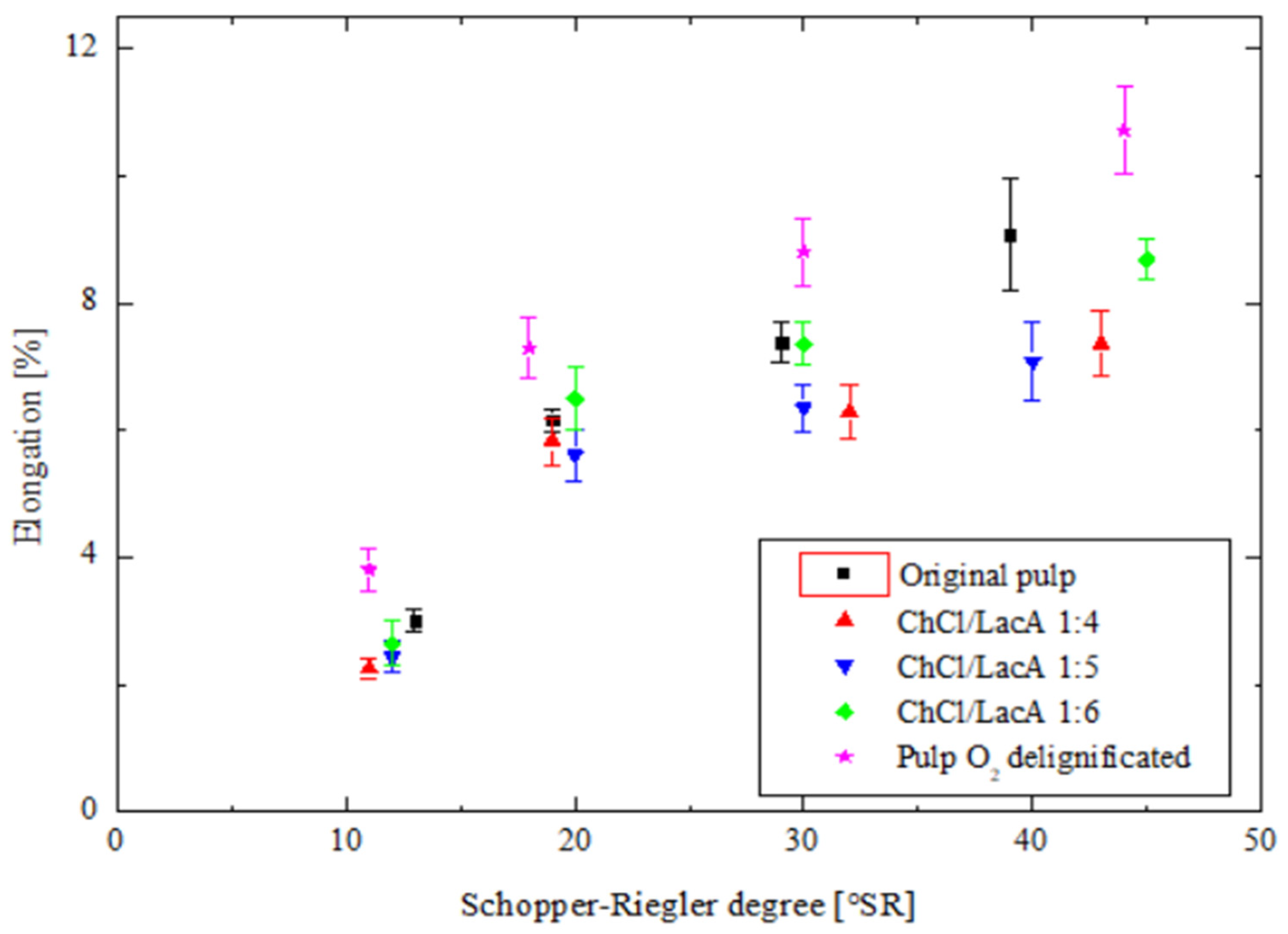
| Sample | Beating (°SR) | Tensile Strength (kN/m) | Modulus of Elasticity (MPa) | Elongation (%) |
|---|---|---|---|---|
| Original pulp (disintegrated) | 13 | 1.57 ± 0.09 | 352.25 ± 45.95 | 3.00 ± 0.18 |
| Original pulp (grounded 15 min) | 19 | 5.98 ± 0.30 | 663.99 ± 56.44 | 6.16 ± 0.18 |
| Original pulp (grounded 25 min) | 29 | 7.72 ± 0.43 | 786.59 ± 124.25 | 7.39 ± 0.32 |
| Original pulp (grounded 30 min) | 39 | 7.46 ± 0.55 | 644.68 ± 113.54 | 9.08 ± 0.87 |
| ChCl/LacA (1:4; 80 °C, disintegrated) | 11 | 0.89 ± 0.06 | 269.75 ± 40.01 | 2.25 ± 0.15 |
| ChCl/LacA (1:4; 80 °C, grounded 15 min) | 19 | 4.21 ± 0.26 | 628.11 ± 65.10 | 5.83 ± 0.37 |
| ChCl/LacA (1:4; 80 °C, grounded 25 min) | 32 | 4.52 ± 0.35 | 711.85 ± 98.53 | 6.29 ± 0.43 |
| ChCl/LacA (1:4; 80 °C, grounded 30 min) | 43 | 4.36 ± 0.16 | 632.03 ± 59.61 | 7.36 ± 0.52 |
| ChCl/LacA (1:5; 80 °C, disintegrated) | 12 | 1.10 ± 0.09 | 288.92 ± 43.30 | 2.44 ± 0.24 |
| ChCl/LacA (1:5; 80 °C, grounded 15 min) | 20 | 4.32 ± 0.20 | 635.57 ± 105.68 | 5.61 ± 0.41 |
| ChCl/LacA (1:5; 80 °C, grounded 25 min) | 30 | 4.65 ± 0.15 | 644.19 ± 75.85 | 6.35 ± 0.37 |
| ChCl/LacA (1:5; 80 °C, grounded 30 min) | 40 | 4.34 ± 0.46 | 569.85 ± 81.15 | 7.08 ± 0.62 |
| ChCl/LacA (1:6; 80 °C, disintegrated) | 12 | 1.10 ± 0.11 | 235.69 ± 41.24 | 2.65 ± 0.34 |
| ChCl/LacA (1:6; 80 °C, grounded 15 min) | 20 | 5.52 ± 0.61 | 710.92 ± 111.42 | 6.49 ± 0.49 |
| ChCl/LacA (1:6; 80 °C, grounded 25 min) | 30 | 5.99 ± 0.36 | 695.69 ± 224.92 | 7.36 ± 0.33 |
| ChCl/LacA (1:6; 80 °C, grounded 30 min) | 45 | 6.29 ± 0.20 | 710.50 ±125.43 | 8.68 ± 0.32 |
| O2-delignified pulp (disintegrated) | 11 | 1.13 ± 0.10 | 220.79 ± 26.30 | 3.81 ± 0.34 |
| O2-delignified pulp (grounded 15 min) | 18 | 6.38 ± 0.34 | 751.39 ± 45.15 | 7.29 ± 0.48 |
| O2-delignified pulp (grounded 25 min) | 30 | 8.06 ± 0.58 | 614.54 ± 52.61 | 8.82 ± 0.52 |
| O2-delignified pulp (grounded 30 min) | 44 | 8.24 ± 0.43 | 481.64 ± 57.65 | 10.72 ± 0.68 |
| Beating (30 °SR) | Optical Microscopy | WRV (g/g) | Zeta Potential (mV) | Tensile Strength (kN/m) | L* D65/10 |
|---|---|---|---|---|---|
| Original Pulp | 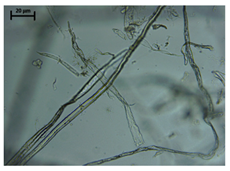 | 2.25 | −19.6 | 7.69 | 66.72 |
| ChCl/LacA (1:4; 80 °C) | 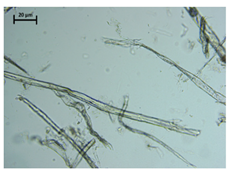 | 1.90 | −20.0 | 4.52 | 70.21 |
| ChCl/LacA (1:5; 80 °C) | 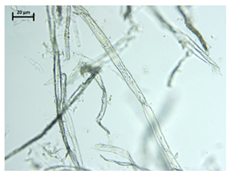 | 1.85 | −21.8 | 4.65 | 70.82 |
| ChCl/LacA (1:6; 80 °C) | 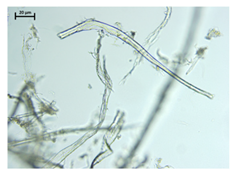 | 2.14 | −24.2 | 5.99 | 67.99 |
| O2-delignified pulp | 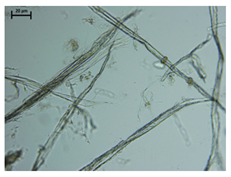 | 2.27 | −24.4 | 8.06 | 76.64 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chrvalová, L.; Jančíková, V.; Skotnicová, I.; Jablonský, M.; Šutý, Š. A More Environmentally Friendly Method for Pulp Processing Using DES-like Mixtures: Comparison of Physical Properties with Oxygen Bleached Pulp. Processes 2025, 13, 1930. https://doi.org/10.3390/pr13061930
Chrvalová L, Jančíková V, Skotnicová I, Jablonský M, Šutý Š. A More Environmentally Friendly Method for Pulp Processing Using DES-like Mixtures: Comparison of Physical Properties with Oxygen Bleached Pulp. Processes. 2025; 13(6):1930. https://doi.org/10.3390/pr13061930
Chicago/Turabian StyleChrvalová, Lota, Veronika Jančíková, Ida Skotnicová, Michal Jablonský, and Štefan Šutý. 2025. "A More Environmentally Friendly Method for Pulp Processing Using DES-like Mixtures: Comparison of Physical Properties with Oxygen Bleached Pulp" Processes 13, no. 6: 1930. https://doi.org/10.3390/pr13061930
APA StyleChrvalová, L., Jančíková, V., Skotnicová, I., Jablonský, M., & Šutý, Š. (2025). A More Environmentally Friendly Method for Pulp Processing Using DES-like Mixtures: Comparison of Physical Properties with Oxygen Bleached Pulp. Processes, 13(6), 1930. https://doi.org/10.3390/pr13061930