3.1. Preliminary Plant Characterization
For the plant there is a variability of the production capacity depending on the availability of raw materials. The company has a daily production of 100, 360 and 600 t/d out of a nominal capacity of 800 t/d, which means it operates at 46% of its daily capacity, uses five energy carriers: liquefied gas, lubricants, gasoline, electricity and diesel. Electricity accounts for 72% of the total energy consumption of the plant, which is a key factor and an opportunity for improvement in energy management [
52].
The average production of the factory is 132,745 t/year, with an average annual electricity consumption of 1,474,689 kWh/year. According to the NC ISO 50 001:2018 standard [
51], the areas and equipment of significant consumption are those in which the highest energy consumption occurs. A process of stratification of the areas of significant consumption already indicated, shows the equipment with the highest consumption in which it is necessary to evaluate the efficiency and effectiveness of the use of the energy carrier [
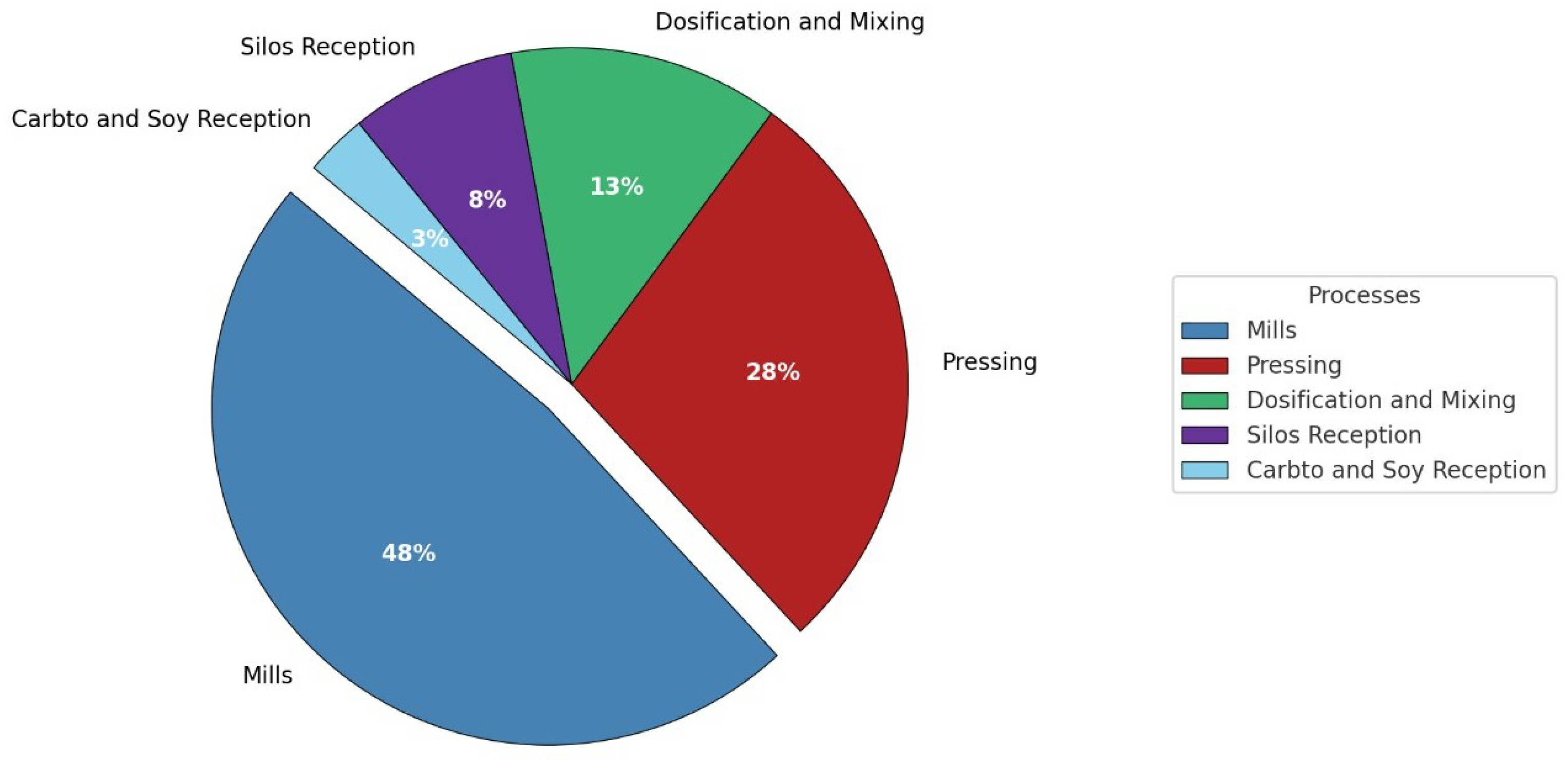
52]. The energy consumption of the company is shown in
Figure 2.
It can be seen that the highest electricity consumption is in the milling area with 48%
Figure 2. It is followed by the pressing area with 28% and the remaining 24% is for the areas of dosing and mixing, reception and silos, as well as the carbonate and soybean reception area.
The energy consumption by areas and equipment in the feed-production company is given by the major energy-consuming areas and the different equipment involved in these areas in the milling process.
The grinding process in the industry is the most important in production
Figure 3 shows the major energy-consuming equipment. As observed, Mills I, II, III, IV and the conveyors account for 90% of the energy consumption in the area.
In an initial phase of the research, the evaluation of the energy efficiency of the mills was carried out by independently applying the disintegration and power equations, based on the fundamental principles of fracture mechanics and energy conversion in electromechanical systems. Specifically, the Bond, Kick and Rittinger models were employed to estimate the specific energy consumption required for particle size reduction, while the absorbed power was determined by energy balance equations, considering the conversion from electrical power to effective power transmitted to the material.
However, this methodology presented inherent limitations, since it did not allow a holistic integration of critical operational factors, such as feed and discharge particle size distribution, actual motor efficiency, thermal and mechanical losses, as well as the impact of progressive wear of the grinding elements. In addition, it is essential to highlight that the calculations were made based on measurements obtained under real operating conditions, corresponding to two specific industrial scenarios: a nominal capacity of 360 t/d and a load of 100 t/d.
These values reflect the operating dynamics of the plant in different production regimes, ensuring that the conclusions derived from the study have a high degree of applicability in real industrial environments. The identification of these limitations evidenced the need to develop a global mathematical model that would allow a comprehensive and predictive characterization of the energy performance of the milling process, simultaneously incorporating all relevant parameters under authentic industrial conditions.
The factory’s energy consumption per mill for a 600 t/d production day is shown in
Table 3.
The factory’s actual production is 600 t/d, 68% of which is corn, and 32% is soy. The time required to produce 600 t/d is 12 h for Mill II, 13 h for Mill III and 19 h for Mill IV. The energy consumption of hammer mills used for corn grinding is higher than that for soy crushing.
Mills II and IV are used for corn grinding, producing 204.5 t/d each, while Mill III is used for soy grinding, producing 192 t/d with a production rate of 17.0 t/h for the first two mills and 16 t/h for the third. The power demand is 98.19 kW for Mill IV, 98.19 kW for Mill II and 62.19 kW for Mill III
Table 4.
For a production of 360 t/d, 68% is corn and 32% is soy. Mill II is used for corn grinding, operating 16 h to produce 244.8 t/d and Mill III is used for soy grinding, operating 5 h to produce 115.2 t/d, with production rates of 16 t/h for the first and 9.6 t/h for the second
Table 5. The power demand is 98.19 kW for Mill II and 62.19 kW for Mill III.
The calculations for a production of 360 t/d are shown in
Table 6.
For a grinding operation of 100 t/d, the data are shown in
Table 7, and the results are presented in
Table 8.
Mills IV and II are used for corn grinding, both operating at 17 t/h for a period of 2 h, producing 34 t/d. The measured power is 98 kW. Mill III, used for soy production, operates at 16 t/h for a period of 2 h/d, producing 32 t/d. The measured power for Mill III is 62.16 kW.
Table 8 shows that the efficiency of hammer mills is appreciably low. Normally, efficiency values of 60% are considered acceptable, and values above that are categorized as very good. The efficiency value obtained in the calculations is low, which is considered to be due to the low grinding capacity at which the factory operates.
The application of the global model, based on the proposed Equation (
19), requires precise calibration of its operational parameters. In this case, an effective size reduction (
) of 0.6 mm and a fixed motor efficiency of 90% are assumed, while the thermal correction factor (
) and wear correction factor (
) are considered unitary in the absence of additional adjustments. Under these conditions, applying the model to real milling operations of corn and soybeans yields the following results: for a production of 600 t/d (approximately 17 t/h in Mill II for corn), the energy efficiency is around 18%, and for a slightly lower production (350 t/d or 16 t/h), an efficiency of approximately 17% is observed. In the case of a 100 t/d operation, while corn milling maintains an efficiency close to 18%, soybean milling, with an adjusted Work Bond index (
) of 1.81 kWh/t and lower electrical consumption (62.16 kW), achieves efficiencies around 31%.
Table 9,
Table 10 and
Table 11 present detailed measurements under different production conditions, rotational speeds and adjusted temperatures for three distinct particle size reductions (
mm,
mm and
mm). These measurements include key parameters such as the Work Bond Index (
), electric current (
I), electrical power consumption (
), power factor (cos
), material moisture and temperature variations.
In
Table 9, the results for the finest particle size reduction (
mm) are shown, with corresponding changes in energy consumption and temperature.
Table 10 reports measurements for a medium size reduction (
mm), highlighting the gradual increase in power consumption and temperature as the production rate rises. Finally,
Table 11 displays data for the coarsest size reduction (
mm), where lower specific energy consumption (
) and temperature increments are observed.
The coefficients and are also reported, representing the temperature and wear correction factors, respectively. These factors are essential for adjusting the model’s accuracy by accounting for operational variations. The analysis of these tables offers a comprehensive understanding of how production rate, rotational speed and temperature management affect the energy efficiency and performance of hammer mills.
Figure 4 shows a clear and defined relationship between hammer mill energy efficiency (expressed as a percentage) and hammer mill throughput (expressed in tons per hour, t/h) for three different screen sizes (0.30 mm, 0.40 mm and 0.59 mm). The graph shows that as throughput increases there is a systematic increase in energy efficiency, with the most significant improvement for the coarsest screen (0.59 mm), followed by the intermediate screen (0.40 mm) and finally by the finest screen (0.30 mm). This behavior can be explained by the conceptual integration of classical grinding laws (Rittinger’s, Kick’s and Bond’s law), particularly considering that finer particles require larger amounts of specific energy due to the significant increase in the specific surface area generated. Indeed, Rittinger’s theory (most applicable for fine grinding) indicates that the energy required is directly proportional to the increase in specific surface area; this clearly explains why energy efficiency is lower when using smaller screens (0.30 mm) and increases substantially with coarser screens (0.59 mm).
On the other hand, the observed increase in energy efficiency as throughput increases is due to the relative reduction of energy losses associated with mill operation under suboptimal conditions (lower thermal loss, relative decrease in mechanical losses and better utilization of effective motor power). This phenomenon can be interpreted through the principles of energy balance applied to milling, where higher feed rates minimize losses due to idle time, start/stop and frictional losses and overheating, thus making more efficient use of the installed rated power of the electric motor associated with the mill.
This analysis suggests that, from an industrial perspective, screen size has a critical impact on specific energy consumption and should be carefully selected according to the technical, operational and economic objectives of the process. Additionally, the experimental validation of the proposed integrated global model, considering critical factors such as temperature, humidity and hammer wear, indicates that the operational variables considered in the study have a real impact, empirically validated and with high statistical accuracy.
Statistical analyses (correlation, simple and multiple regression, ANCOVA and ANOVA) reinforce these findings by showing significant relationships between the variables and differences in efficiency according to the screen size, controlling for other operational factors.
Results of the Pearson Correlation Coefficient
Table 12 summarizes the key variables used in the correlation analysis to assess the energy efficiency of hammer mills. It includes production flow rate (
m), specific grinding energy (work bond index,
), size reduction (
), thermal correction factor (
), wear correction factor (
) and electrical power consumption (
). These variables provide a comprehensive view of the factors influencing milling performance and energy consumption.
Pearson correlation is used to evaluate the correlation between mill efficiency and each variable in the model.
The results of the Pearson correlation coefficient analysis,
Table 13, confirm the existence of significant relationships between the mill efficiency and key operational variables, validating the global mathematical model with a high degree of accuracy (
).
A strong positive correlation between energy efficiency and production () suggests that the mill operates more efficiently at higher feed rates, optimizing the conversion of energy into useful work.
Size reduction () presents the highest correlation (), indicating that greater material fragmentation favors a better utilization of the applied energy. However, the Work Bond index (), with a significant negative correlation (), reveals that materials with higher resistance to grinding negatively impact the system’s efficiency, increasing energy consumption per ton processed.
Furthermore, the electrical power absorbed () shows an inverse relationship with efficiency (), suggesting that excessive energy consumption does not necessarily translate into performance improvement, but may indicate losses due to friction, equipment wear, or inadequate system configuration.
On the other hand, the thermal factor () and hammer wear () also significantly influence the mill efficiency, underscoring the importance of adequate thermal control and predictive maintenance strategies to minimize losses and maximize process performance.
In industrial terms, these findings provide key insights for optimizing grinding, suggesting that proper screen size selection, efficient energy-consumption management and equipment maintenance are critical factors for improving the overall system efficiency.
3.3. Simulated Results
Table 14 presents the results of the simple linear regression analysis performed for each screen size used in the hammer mill. The analysis evaluates the relationship between the operational parameters and the energy consumption, with the intercept (
), slope (
), coefficient of determination (
) and
p-value reported for each case. The significance level indicates the reliability of the relationship, with all screen sizes showing a very significant correlation (
). Notably, the highest
value of 0.912 for the 0.30 mm screen suggests the strongest predictive capability, while larger screens exhibit a gradual reduction in the model’s explanatory power.
Goodness of fit of the model
measures the proportion of the variability of explained by m.
All regressions have p-values < 0.001, indicating high statistical significance.
The initial efficiency () is higher for larger screen sizes, indicating that with less flow restriction, the base efficiency is higher.
The simple linear regression analysis reveals a positive and highly significant relationship () between the feed rate and the mill efficiency, indicating that an increase in production rate improves the energy efficiency of the system within the studied operational range.
However, the magnitude of this effect varies according to the screen size, with slopes of , and for 0.30 mm, 0.40 mm and 0.59 mm screens, respectively, suggesting that smaller screens exhibit a greater increase in efficiency as the feed rate increases, although they start from a lower efficiency level ( for 0.30 mm) compared to larger screens ( for 0.59 mm).
This is because more restrictive screens generate greater resistance to material flow, affecting the initial performance of the grinding process but also allowing for greater optimization through feed rate control.
Additionally, the high values of the coefficient of determination () validate that the feed rate explains a large proportion of the variability in efficiency, supporting the validity of the predictive model for each screen size.
In industrial terms, these results confirm that mill optimization should consider the interaction between screen size and feed rate control, allowing for the maximization of system efficiency without compromising product quality or incurring operational overloads that could affect the energy and mechanical performance of the equipment.
3.4. Results of the Multiple Linear Regression Analysis
Table 15 summarizes the estimated coefficients (
) for each variable, along with their corresponding standard errors,
p-values and significance levels. The analysis includes key operational and material parameters such as production rate, Work Bond Index, size reduction, electrical power consumption, thermal factor and wear factor. A dummy variable was introduced to account for the influence of different screen sizes. Variables with
p-values lower than 0.05 are considered statistically significant, with many showing highly significant effects (
). The results indicate a robust model, with most factors displaying strong correlations with the dependent variable.
Goodness of Fit of the Model
Table 16 provides the overall goodness-of-fit metrics, demonstrating the model’s strong predictive performance. The coefficient of determination (
) and adjusted
value (
) indicate that the model explains over 98% of the variability in the data. Additionally, the global
p-value (
) confirms the statistical significance of the model. The low standard error (0.14) further supports the model’s accuracy and reliability for predicting the system’s behavior under different operational conditions.
The multiple linear regression model applied to the hammer mill efficiency has been validated, achieving a coefficient of determination (), indicating that 98.42% of the variability in mill efficiency is explained by the operational variables considered in the equation. The global significance test () confirms the statistical validity of the model, ensuring that the selected predictor variables contribute significantly to the grinding process efficiency.
In addition to the coefficient of determination (
), the overall effect size of the multiple regression was estimated using Cohen’s
statistic, defined as (
28):
For the general model with
, a value of
was obtained. According to the thresholds established by [
58], this result represents an large effect, confirming the strong joint influence of the predictor variables on the energy efficiency of the mill. This metric complements the explained variance analysis and provides a robust basis for comparing alternative models.
The analysis of the regression coefficients reveals that production (m) has a significant positive impact on efficiency (), suggesting that a higher feed rate improves mill performance due to better distribution of the applied energy. On the other hand, the Work Bond index (), with a significant negative correlation (), shows that materials with higher grinding resistance negatively impact system efficiency, increasing energy consumption per ton processed. Additionally, the absorbed electrical power () shows an inverse relationship with efficiency (), suggesting that excessive energy consumption does not necessarily translate into improved performance, but may indicate losses due to friction, equipment wear, or inadequate system configuration.
Size reduction () is the most influential parameter on mill efficiency, with a highly positive coefficient (), validating that a higher degree of fragmentation favors a greater conversion of mechanical energy into useful work. However, the absorbed electrical power () has a negative effect (), indicating that excessive energy consumption may be an indicator of operational inefficiencies, such as friction losses or an inadequate system setup.
The analysis of thermal and wear factors confirms their impact on efficiency: the thermal factor (, ) suggests that high temperatures can lead to energy losses, while hammer wear (, ) has a positive impact, highlighting the importance of predictive maintenance for optimizing mill performance. Additionally, the effect of screen size is statistically significant (), confirming that smaller openings reduce energy efficiency due to the increased effort required for fine grinding.
From both a scientific and industrial perspective, these results validate the global mathematical model as a robust tool for predicting and optimizing grinding efficiency in hammer mills. The inclusion of key variables allows for a comprehensive assessment of the process, providing a quantitative framework for decision-making in the design and operation of grinding systems. The high degree of model fit confirms its applicability in the industry, enabling optimization of screen size, energy consumption control and implementation of predictive maintenance strategies to improve the system’s operational efficiency.
3.5. Results of the ANCOVA Model
The ANCOVA model is used to compare the efficiency means between the two screen sizes while controlling for flow rate. The results of the ANCOVA analysis for milling efficiency are presented in
Table 17.
The analysis of covariance (ANCOVA) applied to hammer mill efficiency has identified the key factors influencing its operational performance. It has been demonstrated that production (m) has a highly significant impact (, ), validating that an increase in the feed rate improves the process efficiency within optimal operating limits.
Additionally, the screen size showed a significant effect (, ), indicating that smaller openings (0.30 mm) reduce efficiency, suggesting that more effort is required for fine grinding and an increase in the material’s resistance to passing through the mesh. Moisture content directly affects grinding efficiency, as high levels (above 12%) cause increased particle adhesion to the internal surfaces of the mill, increasing friction and energy consumption. This phenomenon reduces the mechanical and thermal efficiency of the system. In fact, the statistical analysis performed showed a negative correlation between moisture and milling efficiency (r = −0.67, p < 0.01), confirming that an increase in moisture significantly decreases process performance. Therefore, precise control of this parameter is essential for energy optimization of the system.
It is important to note that no significant interactions were found between production and the categorical variables of screen size and moisture (p > 0.05), validating the use of production as an appropriate covariate in the model without introducing bias in the main effects.
These findings confirm the robustness of the ANCOVA model to describe mill efficiency and allow its application in the optimization of the industrial process. Specifically, the results suggest that screen size selection should be made based on the required energy efficiency, while controlling the moisture content of the raw material is essential to avoid efficiency losses and improve overall mill performance.
Moreover, the dynamic optimization of production rates emerges as a key strategy to maximize efficiency without compromising the quality of the final product. Together, these results provide a solid quantitative foundation for decision-making in the design and operation of grinding systems, enabling the implementation of data science-based strategies and predictive modeling for the continuous improvement of energy efficiency in the industry.



 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}