3.1. Influence of the Polishing Process Parameters on Surface Roughness
The initial surface roughness of the polished samples with the P180, P400, and P800 sandpaper was maintained at 0.35–0.40 µm, 0.07–0.08 µm, and 0.040–0.045 µm, respectively.
Figure 3,
Figure 4 and
Figure 5 demonstrate the influence of the polishing parameters on the minimum surface roughness and polishing iterations of the NAK80 samples.
As shown in
Figure 3,
Figure 4 and
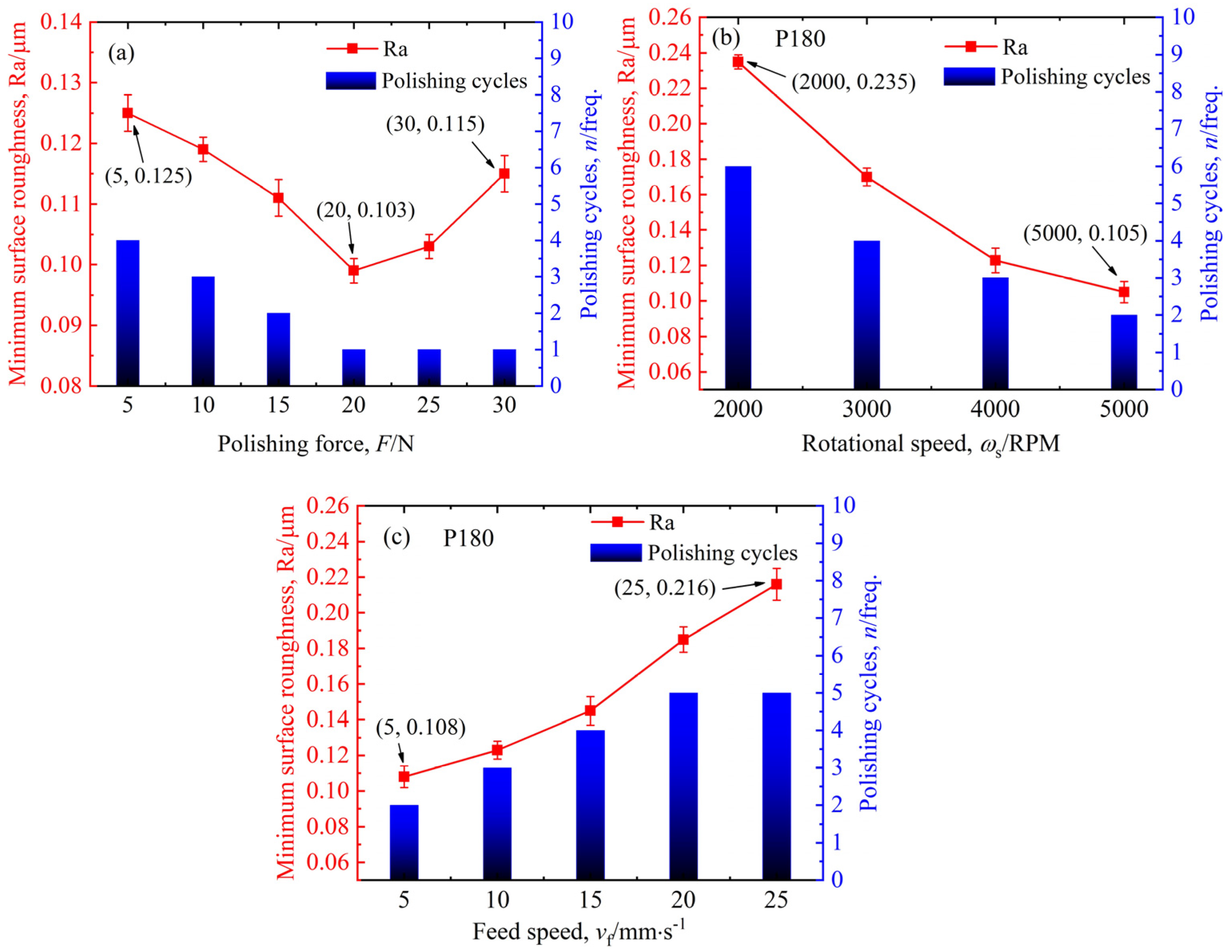
Figure 5, the effects of polishing force, rotational speed, and feeding speed on the minimum surface roughness exhibit consistent trends across different grit sizes. With the increase in polishing force, the minimum surface roughness initially decreases and then increases. For the P180 sandpaper, when the polishing force is 20 N, the surface roughness of the sample decreases from 0.125 µm at 5 N to a minimum value of 0.103 µm, with a decrease of 82.4%. When the polishing force is increased to 30 N, the surface roughness of the sample actually increases to 0.115 µm. For the P400 sandpaper, when the polishing force is 10 N, the surface roughness reaches a minimum value of 0.045 µm. Afterward, as the polishing force increases, the surface roughness gradually increases. When the polishing force is 30 N, the surface roughness reaches a maximum value of 0.067 µm. For the P800 sandpaper, when the polishing force increases from 5 N to 20 N, the surface roughness of the sample decreases from the maximum value of 0.039 µm to the minimum value of 0.027 µm. As the polishing force continues to increase, the surface roughness increases, but the magnitude of the increase is not significant.
The surface roughness of the sample gradually decreases with the increase in AHP rotational speed. When the rotational speed of AHP increases from 2000 RPM to 5000 RPM, the surface roughness of samples polished with the P180, P400, and P800 sandpapers decreases from the maximum values of 0.235 µm, 0.072 µm, and 0.037 µm to the minimum values of 0.105 µm, 0.049 µm, and 0.026 µm, respectively, with a decrease of 44.7%, 68.1%, and 70.3%.
The surface roughness of the sample gradually increases with the increase in feeding speed. When the feeding speed is 5 mm·s−1, the surface roughness of the sample is the smallest. The P180, P400, and P800 sandpapers can achieve a minimum surface roughness of 0.108 µm, 0.045 µm, and 0.023 µm, respectively. When the feeding speed increases to 25 mm·s−1, the surface roughness of the sample reaches the maximum values, which are 0.216 µm, 0.086 µm, and 0.035 µm, respectively, increasing by 100%, 91.1%, and 52.2%.
When polishing the samples with different parameters, the number of polishing cycles to achieve the minimum surface roughness varies significantly, ranging from 1 to 6. For instance,
Figure 3a reveals that the P180 sandpaper can attain its minimum roughness of 0.103 µm in one polishing cycle at 20 N while requiring four cycles at 5 N to reach a minimum roughness of 0.125 µm. As illustrated in
Figure 3b, five polishing cycles are necessary for the rotational speed of 2000 RPM to reach a minimum surface roughness of 0.235 µm, whereas at a rotational speed of 5000 RPM, a minimum surface roughness of 0.105 µm is obtained after polishing twice.
Figure 3c indicates that the feeding speed of 5 mm·s
−1 enables a minimum roughness of 0.108 µm in two cycles, whereas a feeding speed of 25 mm·s
−1 demands five cycles to achieve a minimum surface roughness of 0.216 µm; analysis of
Figure 4 and
Figure 5 yields the same conclusion. Therefore, to obtain the minimum surface roughness, the number of polishing cycles varies for different parameters. These findings indicate that parameter selection critically determines polishing efficiency, with the optimal parameters enabling the single-polishing achievement of the minimum surface roughness. Further analysis of
Figure 3,
Figure 4 and
Figure 5 shows that when the P180, P400, and P800 sandpapers are used to polish the sample, the smallest number of polishing times achieves the minimum surface roughness for any of the polishing parameters of polishing force, rotational speed, and feeding speed.
To further elucidate the parametric dependence of surface roughness, a mathematical relationship for the polishing process was derived, which relates the surface roughness Ra of the sample to the polishing force, rotational speed, and feeding speed of the AHP tool and clearly explains the variation in surface roughness with polishing parameters.
The polishing process using sandpaper is actually the result of collective cutting by a large number of individual abrasive grains [
28]. For analytical simplification, it is assumed that the sandpaper surface is a single layer of abrasives with uniform distribution, and each abrasive grain is perpendicular to the substrate, pointing outward at its tip, and has only one effective cutting edge. Thus, the number of effective cutting edges is equal to the number of abrasive grains on the surface.
According to the research results of Baidakova et al. [
29], spherical grain geometry provides a more realistic representation of abrasive grains.
Figure 6 schematically illustrates the indentation mechanism of a simplified spherical abrasive grain into the sample surface during polishing.
The indentation mechanism of a single spherical abrasive grain into the sample resembles Brinell hardness testing. Given the significant difference in Brinell hardness between the alumina abrasive and NAK80 mold steel, the Brinell test model was adopted to determine the indentation depth of a single abrasive grain. The Brinell hardness
HB of the sample can be calculated as the ratio of force
f acting on the spherical grain to the projected area
A of the spherical cap indentation:
where
ra denotes the radius of the spherical grain, and
h represents the indentation depth.
When external force
F is applied to the abrasive tool, the force per grain
f can be expressed as follows:
where
N indicates the total number of grains within the circular contact area of radius
R, and
N0 represents the grain density per unit area, calculated by the following [
30]:
where
Vg denotes the volume fraction of abrasive grains, which is related to the structural number
S of the abrasive tool [
31].
Combining Equations (1)–(3), the indentation depth
h can be derived as follows:
where
dm represents the mean grain diameter,
dm = 2
ra.
The relative linear velocity during polishing is governed by the rotational speed and feeding speed of the spindle. As shown in
Figure 7, during linear feed polishing along the X-direction, the instantaneous relative velocity
vt at any point P(
x,
y) within the circular polishing zone with the radius of
R can be expressed as follows:
where
vf is the robotic feeding speed, and
vs denotes the tangential velocity at point P, given by the following:
where
represents the rotational speed of the sandpaper.
Substituting Equation (6) into Equation (5) yields the following:
According to
Figure 7,
x can be represented by the product of feeding speed
and time
t. Substituting this into Equation (7) gives the following:
Considering
, Equation (8) simplifies to the following:
As shown in
Figure 7, the length
L of the polishing path between entry point P
1 and exit point P
2 can be calculated as follows:
Thus, the polishing duration
tp at point P becomes the following:
The actual polishing length
s at point P is obtained by integrating the relative velocity
vt over
tp, and it is expressed as follows:
The cumulative indentation depth
H(
y), equivalent to the surface roughness, results from integrating single-grain indentation
h over the polishing length
s:
Substituting Equations (4) and (12) into Equation (13) yields the following:
Surface roughness fundamentally arises from the irregular topography generated by abrasive material removal [
32]. In this study, there is a uniform initial surface roughness of
. As shown in
Figure 8a, it is assumed that the initial surface of the sample exhibits a semicircular contour with a height of 2
H0, where
H0 =
. When the sample is polished, the surface peaks progressively reduce under the cutting action of the abrasive grains, leading to a gradual decrease in surface roughness, as depicted in
Figure 8b. Once the surface peaks are completely removed, subsequent polishing creates new surface irregularities, as illustrated in
Figure 8c. Therefore, as the cutting depth increases, the surface roughness of the sample initially decreases and then increases.
After
n polishing cycles, the surface profile height becomes the following [
33]:
where 2
Hi and 2
Hk represent the height of the surface profile of the sample after polishing, and they are equal to the surface roughness R
a of the sample.
Substituting Equation (14) into Equation (15) gives the evolution model of the surface roughness as follows:
where
F represents the polishing force,
represents the rotational speed, and
vf denotes the feeding speed.
The model (16a) represents the process where the surface roughness gradually decreases before the peaks on the sample surface are completely removed, and the model (16b) expresses the process where the surface roughness gradually increases after the surface peaks are completely removed, also called over-polishing. Summarily, the model reveals that surface roughness decreases with increasing polishing force and rotational speed but increases with feeding speed before over-polishing. The inverse relationship holds after over-polishing. Notably, over-polishing initiates when the single-grain indentation depth exceeds the initial surface profile height.
In practical polishing, achieving the minimum surface roughness under given parameters typically requires multiple polishing cycles. When the sample undergoes repeated polishing, the surface roughness initially decreases, followed by stabilization or a subsequent increase, indicating the onset of over-polishing.
For
Figure 3a,
Figure 4a and
Figure 5a, the surface roughness progressively decreases with the increasing polishing force until reaching a minimum value. This is consistent with Equation (16a), confirming the absence of over-polishing. After reaching a minimum value, the surface roughness becomes proportional to the polishing force, with minimum roughness achieved in a single polishing cycle. This aligns with Equation (16b), demonstrating irreversible over-polishing where further polishing cannot reduce roughness below this limit.
Figure 3b,
Figure 4b and
Figure 5b indicate that the surface roughness of the samples continuously decreases with the increase in rotational speed, and the number of polishing cycles is greater than 1, which remains consistent with Equation (16a), confirming no over-polishing occurrence. Similarly,
Figure 3c,
Figure 4c and
Figure 5c demonstrate gradual roughness elevation with higher feeding speeds, also adhering to Equation (16a) without over-polishing.
3.2. Orthogonal Test Results and the Surface Roughness Prediction Model
The initial surface roughness of the samples for the P180, P400, and P800 sandpapers was controlled within 0.35–0.40 µm, 0.07–0.08 µm, and 0.040–0.045 µm, respectively. The orthogonal experimental results for the P180 and P400 sandpapers are summarized in
Table 4.
Range analysis was conducted to identify the influence of the process parameters, the optimal combinations, and the corresponding minimum roughness values. For the P180 sandpaper, the optimal parameter combination yielding the minimum Ra of 0.08 µm was determined as a 20 N polishing force, a 5000 RPM rotational speed, and a 5 mm·s−1 feeding speed, with factor significance ranked as C₁₈₀ (feeding speed) > B₁₈₀ (rotational speed) > A₁₈₀ (polishing force). For the P400 sandpaper, the optimal parameters achieving Ra = 0.044 µm were a 10 N polishing force, a 4000 RPM rotational speed, and a 5 mm·s −1 feeding speed, with a significance order of C₄₀₀ > A₄₀₀ > B₄₀₀.
Analysis of variance (ANOVA) is primarily used to assess the fitting accuracy of a model. Larger F-values and smaller p-values indicate superior model significance. The ANOVA results for the orthogonal experiments using the P180 and P400 sandpapers are presented in
Table 5 and
Table 6, respectively.
As shown in
Table 5 and
Table 6, at a significance level of α = 0.05, the models for P180 and P400 exhibit F-values of 84.129 and 106.167, respectively, which are greater than the critical value F
0.05 = 4.459. Moreover, the
p-values are 0.012 and 0.009, respectively, both of which are less than 0.05, confirming that the models have high significance. Furthermore, all three factors in both orthogonal experiments have F-values greater than F
0.05, indicating that all of them are also significant.
The results of the central composite design (CCD) for the P800 sandpaper are presented in
Table 7, where the number of central experiments is three.
Given the coupled effects of the polishing parameters on surface roughness, a quadratic regression was used to derive a prediction model for surface roughness. To improve the reliability of the prediction model, it is necessary to eliminate nonsignificant factors in the model via stepwise selection, thus obtaining a refined prediction model. The ANOVA results for the P800 sandpaper is shown in
Table 8.
At a significance level of α = 0.05, the regression model yields a statistical F-value of 23.21, which exceeds the critical value F0.05 = 4.459, indicating the model is highly significant. The lack-of-fit test produces an F-value of 2.33, confirming that the lack-of-fit of the model is not significant. Combined, these statistical evaluations demonstrate that the regression model not only aligns well with the experimental data at the tested points but also maintains good predictive capability across the entire experimental range. The coefficient of determination (R2 = 0.976) signifies that 97.6% of the experimental variability is explained by the model, leaving only 2.07% unexplained. The predicted R2 = 0.951 indicates that the model can account for 95.1% of variability when applied to new observations. Furthermore, the ratio of adequacy to precision is 16.203, which is much bigger than the threshold of 4. Therefore, these collectively validate the model’s reliability for predicting surface roughness within the defined parameter space.
If the p-value of partial regression coefficients in the model exceeds 0.05, it is deemed statistically nonsignificant to the predictive model. As shown in
Table 8, the partial regression coefficients for polishing force A
800, rotational speed B
800, feeding speed C
800, and the interaction term A
800C
800 and
demonstrate that the p-values are below 0.05, indicating significant effects on the response variable. These terms were retained. Conversely, the interaction terms A
800B
800, B
800C
800,
, and
demonstrate that the p-values are above 0.05, showing that they are not significant and should be excluded. The finalized predictive model after eliminating nonsignificant factors is expressed as follows:
Based on the experimental results in
Table 8 and the roughness prediction model, response surfaces for the polishing parameters were generated, as illustrated in
Figure 9.
Figure 9a demonstrates that surface roughness decreases with increasing feeding speed and rotational speed, though the rate of reduction diminishes progressively. These trends align with the single-factor experimental results. The minimum surface roughness of 0.017 µm is achieved at a 5000 RPM rotational speed and a 5 mm·s
−1 feeding speed.
Figure 9b reveals that the roughness decreases with a higher rotational speed and polishing force, reaching its minimum value of 0.017 µm at a 20 N polishing force and a 5000 RPM rotational speed. Consequently, the optimal polishing parameters for the P800 sandpaper are identified as a 20 N polishing force, a 5000 RPM rotational speed, and a 5 mm·s
−1 feeding speed, yielding the minimum surface roughness of 0.017 µm.
To validate the accuracy of the surface roughness prediction model, five randomly selected polishing parameters were tested, and the results are shown in
Table 9. The relative errors range from 3.70% to 7.14%, all within acceptable limits, demonstrating the reliability of the surface roughness prediction model.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}