
A Fast Simulation Method for Predicting the Production Behavior of Artificial Fractures Based on Diffusive Time of Flight

 and
and
Abstract
1. Introduction
2. Methodology
2.1. Drainage Volume Calculation Using DTOF
2.2. Production Rate Calculation with Geometric Approximation
2.3. Framework of the Proposed Method
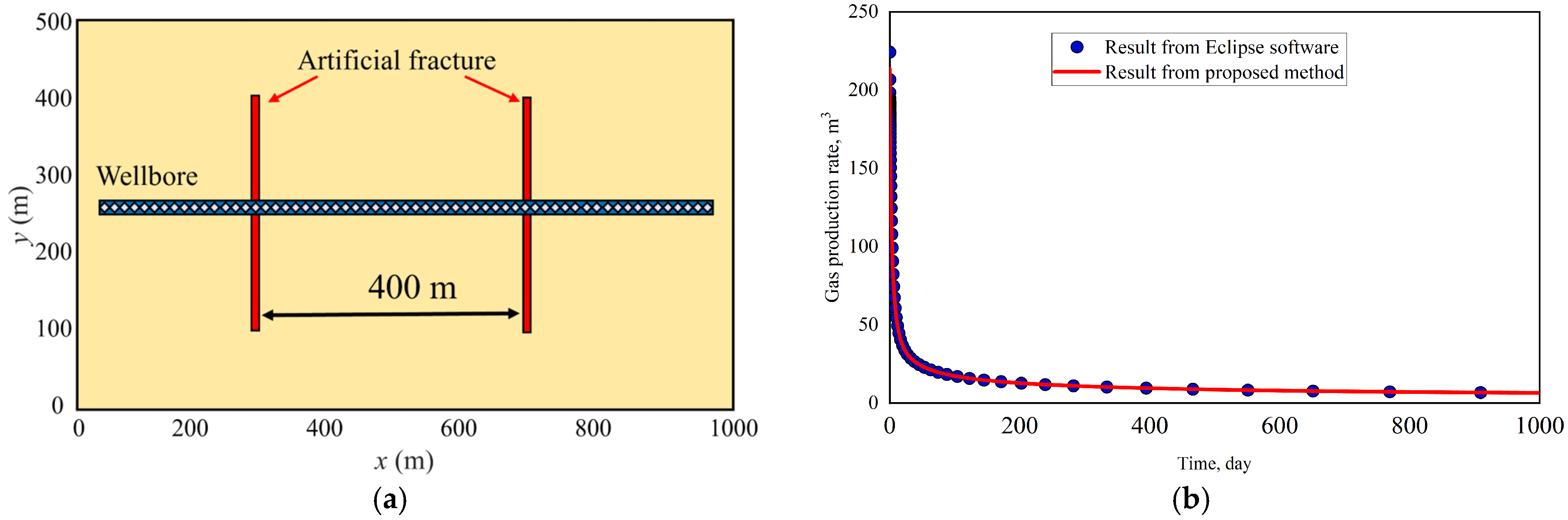
3. Validation
4. Result and Discussion
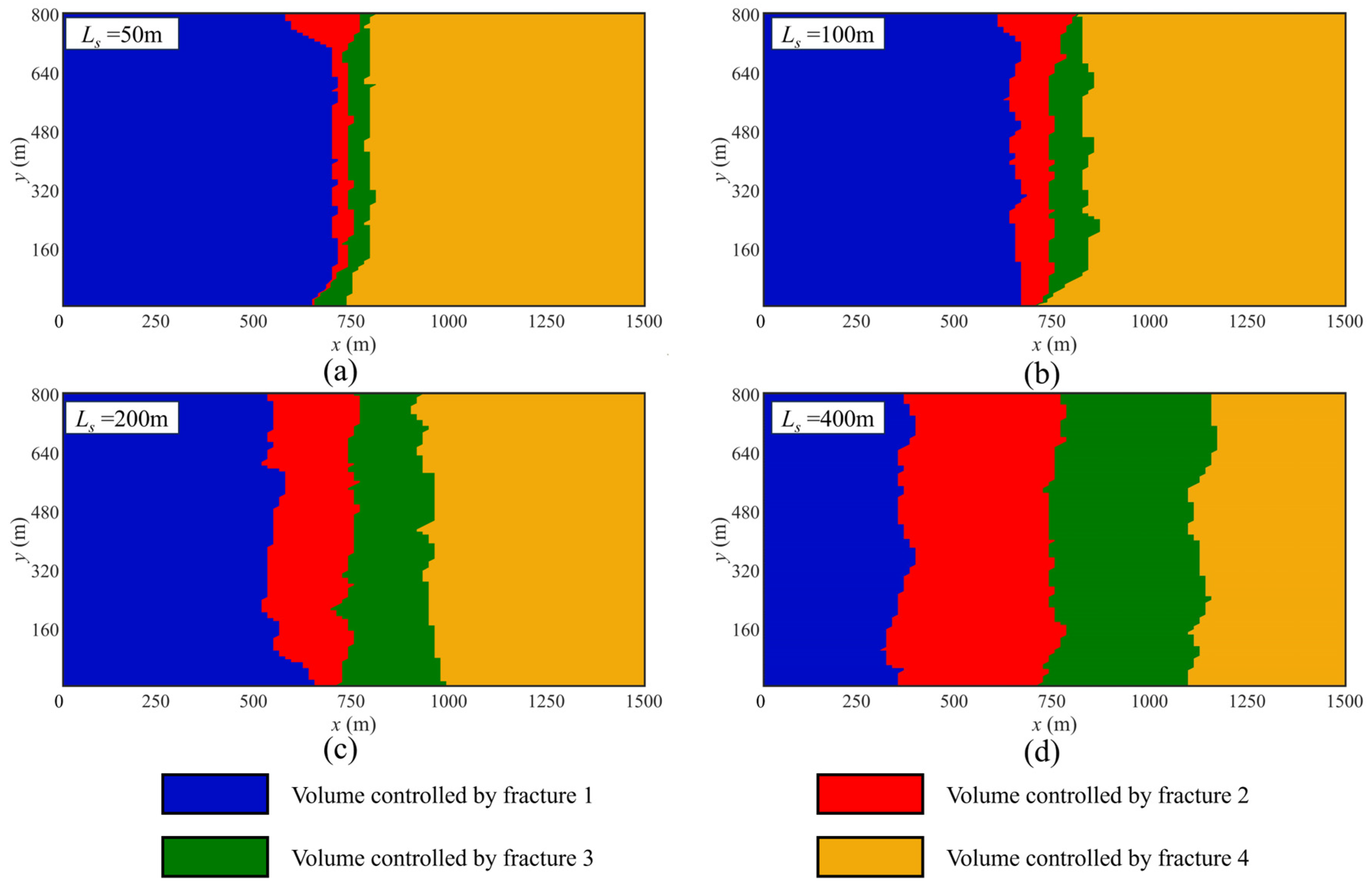
4.1. Artificial Fracture Spacing
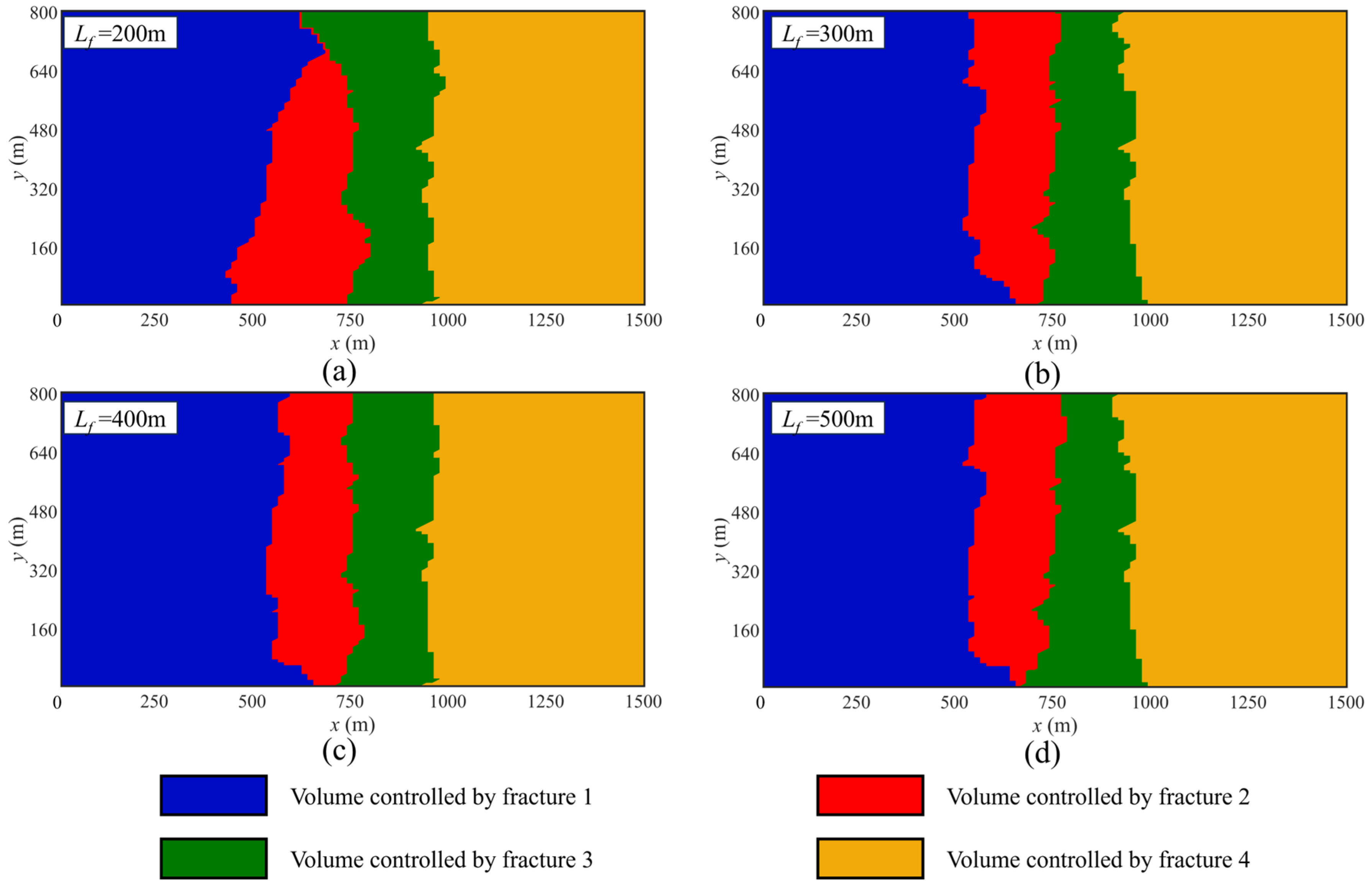
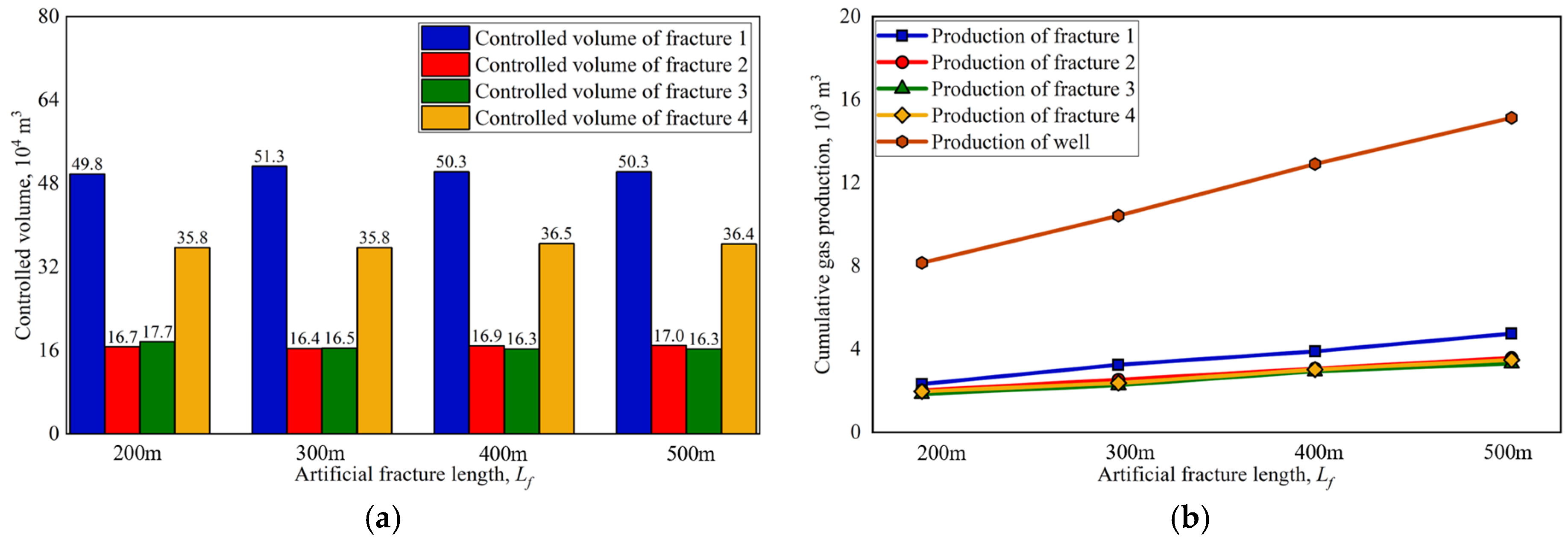
4.2. Artificial Fracture Length
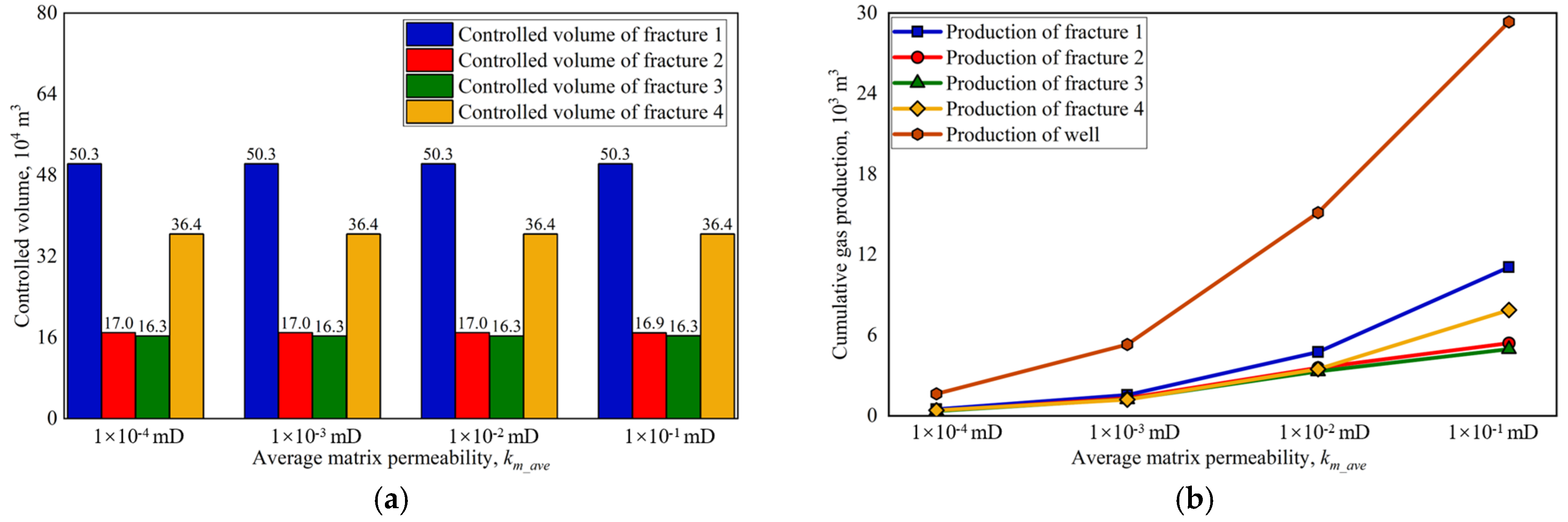
4.3. Average Matrix Permeability
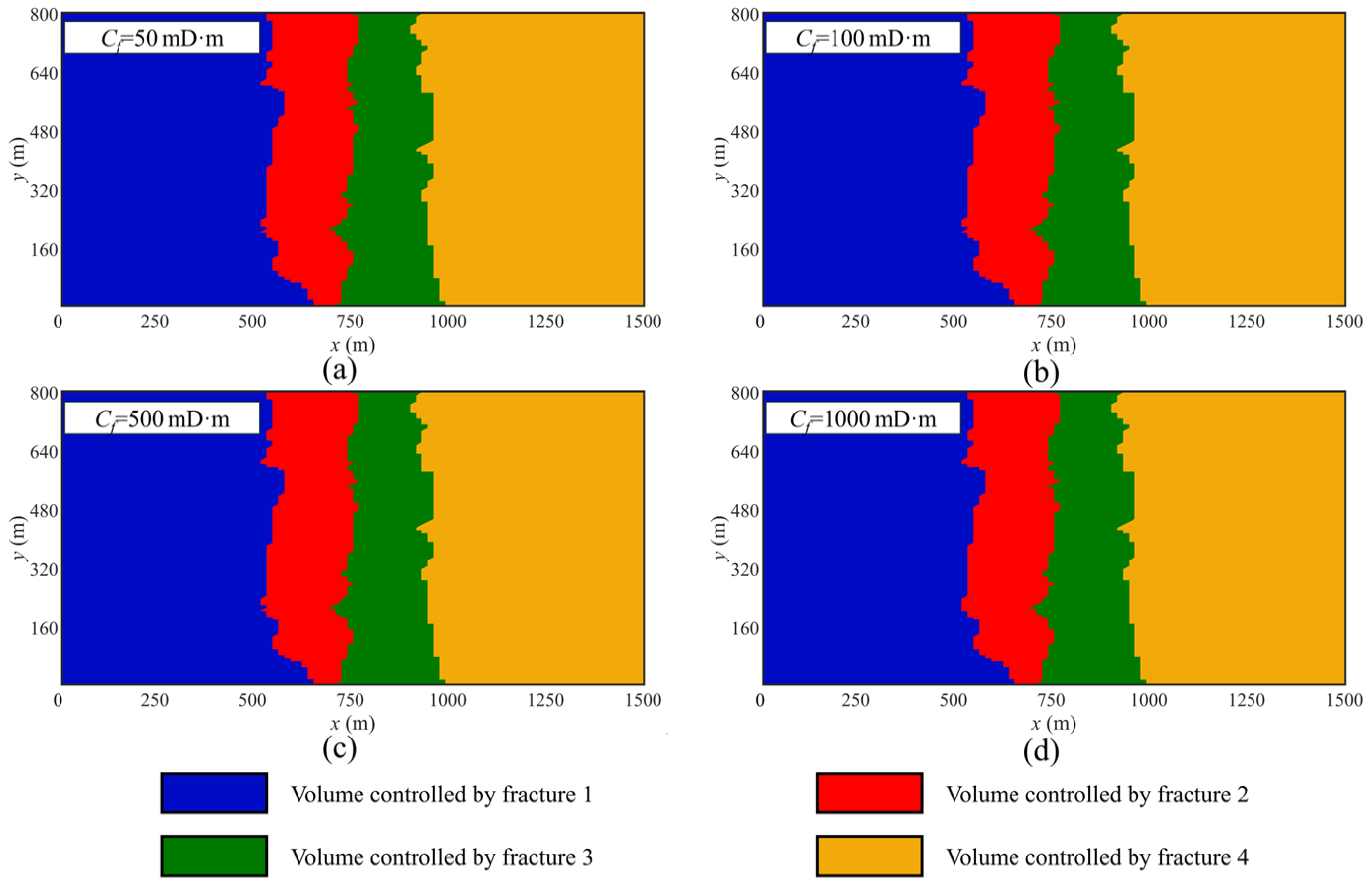
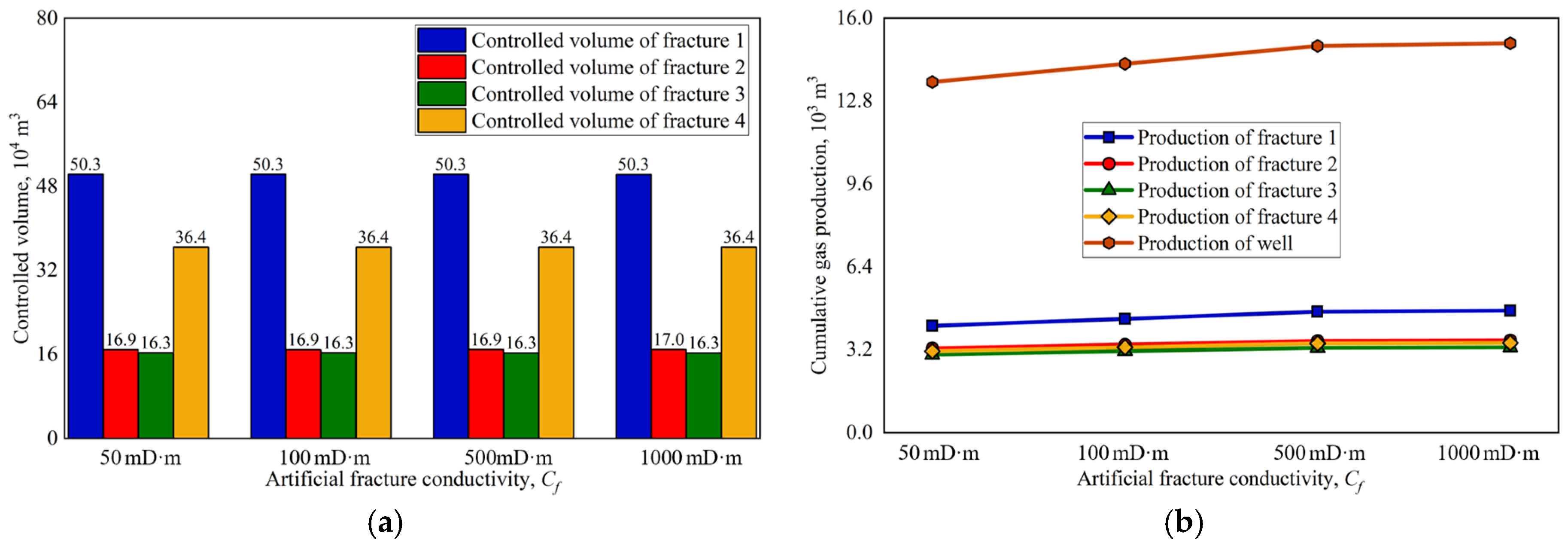
4.4. Artificial Fracture Conductivity
5. Conclusions
- The proposed method provides a computationally efficient approach to simulate the production behavior of each artificial fracture in shale gas reservoirs without simulating the production process of the entire reservoir.
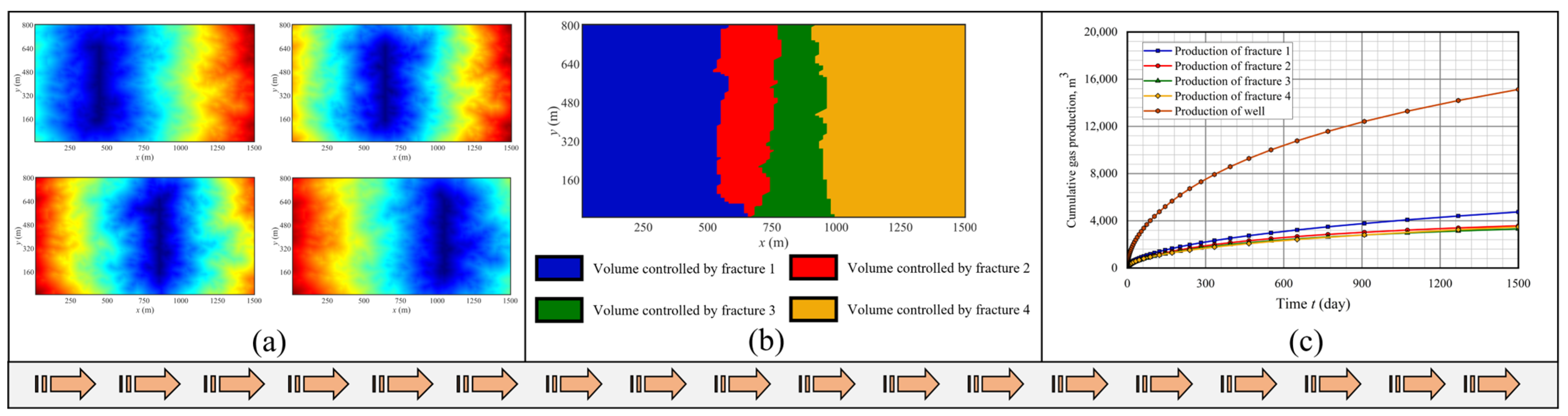
- The controlled volume directly determines the production of each artificial fracture, with a greater controlled volume leading to higher gas production.
- Fracture parameters, including the length and spacing of artificial fractures, significantly influence the distribution and volume of the controlled area for each fracture within the reservoir, thereby affecting the production performance of artificial fractures. In contrast, the conductivity of artificial fractures has little impact on the distribution and volume of the controlled area but plays a crucial role in enhancing production performance. Specifically, longer artificial fractures, wider fracture spacing, and higher fracture conductivity result in increased gas production from the gas well.
- The matrix permeability has a minimal impact on the distribution of the controlled volume of artificial fractures, but it significantly influences the gas production from these fractures. Specifically, a higher matrix permeability leads to increased production from artificial fractures, especially those with large, controlled volumes.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| A | flow area |
| B | volume factor |
| ct | total compressibility |
| L | length |
| p | pressure |
| t | time |
| T | reservoir temperature |
| tf | pseudo-front time |
| Z | compressibility factor |
| ρg | gas density |
| v | flow rate |
| Vp | drainage volume |
| ϕ | porosity |
| μg | gas viscosity |
| β | time conversion factor |
| qm | gas mass flow rate |
| qr | production mass rate |
| qD | dimensionless mass flow rate |
| r | the distance from the wellbore |
| Subscripts and superscripts | |
| af | artificial fracture |
| i | initial state |
| nf | natural fracture |
| pn | normalized pseudo |
| wf | wellbore |
| s | spacing |
| sc | under standard conditions |
Appendix A
References
- Omari, A.; Wang, C.; Li, Y.; Xu, X. The progress of enhanced gas recovery (EGR) in shale gas reservoirs: A review of theory, experiments, and simulations. J. Pet. Sci. Eng. 2022, 213, 110461. [Google Scholar] [CrossRef]
- Hu, P.; Geng, S.; Liu, X.; Li, C.; Zhu, R.; He, X. A three-dimensional numerical pressure transient analysis model for fractured horizontal wells in shale gas reservoirs. J. Hydrol. 2023, 620, 129545. [Google Scholar] [CrossRef]
- Jiang, C.; Lu, T.; Zhang, D.; Li, G.; Duan, M.; Chen, Y.; Liu, C. An experimental study of deformation and fracture characteristics of shale with pore-water pressure and under triaxial cyclic loading. R. Soc. Open Sci. 2018, 5, 180670. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Sun, S.; Song, H. Flow mechanism and simulation approaches for shale gas reservoirs: A review. Transp. Porous Media 2019, 126, 655–681. [Google Scholar] [CrossRef]
- Iferobia, C.C.; Ahmad, M. A review on the experimental techniques and applications in the geomechanical evaluation of shale gas reservoirs. J. Nat. Gas Sci. Eng. 2020, 74, 103090. [Google Scholar] [CrossRef]
- Ren, L.; Lin, R.; Zhao, J. Stimulated reservoir volume estimation and analysis of hydraulic fracturing in shale gas reservoir. Arabian J. Sci. Eng. 2018, 43, 6429–6444. [Google Scholar] [CrossRef]
- Zhang, H.; Sheng, J. Optimization of horizontal well fracturing in shale gas reservoir based on stimulated reservoir volume. J. Pet. Sci. Eng. 2020, 190, 107059. [Google Scholar] [CrossRef]
- Hou, P.; Liang, X.; Zhang, Y.; He, J.; Gao, F.; Liu, J. 3D multi-scale reconstruction of fractured shale and influence of fracture morphology on shale gas flow. Nat. Resour. Res. 2021, 30, 2463–2481. [Google Scholar] [CrossRef]
- Rahmanifard, H.; Plaksina, T. Application of fast analytical approach and AI optimization techniques to hydraulic fracture stage placement in shale gas reservoirs. J. Nat. Gas Sci. Eng. 2018, 52, 367–378. [Google Scholar] [CrossRef]
- Wang, L.; Yao, Y.; Zhao, G.; Adenutsi, C.D.; Wang, W.; Lai, F. A hybrid surrogate-assisted integrated optimization of horizontal well spacing and hydraulic fracture stage placement in naturally fractured shale gas reservoir. J. Pet. Sci. Eng. 2022, 216, 110842. [Google Scholar] [CrossRef]
- Xu, Y.; Cavalcante Filho, J.S.; Yu, W.; Sepehrnoori, K. Discrete-fracture modeling of complex hydraulic-fracture geometries in reservoir simulators. SPE Reserv. Eval. Eng. 2017, 20, 403–422. [Google Scholar]
- Hosseini, S.A.; Kang, S.; Datta-Gupta, A. Qualitative well placement and drainage volume calculations based on diffusive time of flight. J. Pet. Sci. Eng. 2010, 75, 178–188. [Google Scholar] [CrossRef]
- Datta-Gupta, A.; Xie, J.; Gupta, N.; King, M.J.; Lee, W.J. Radius of investigation and its generalization to unconventional reservoirs. J. Pet. Technol. 2011, 63, 52–55. [Google Scholar] [CrossRef]
- Sethian, J.A. A fast marching level set method for monotonically advancing fronts. Proc. Natl. Acad. Sci. USA 1996, 93, 1591–1595. [Google Scholar]
- Zhang, Y.; Bansal, N.; Fujita, Y.; Datta-Gupta, A.; King, M.J.; Sankaran, S. From streamlines to fast marching: Rapid simulation and performance assessment of shale gas reservoirs using diffusive time of flight as a spatial coordinate. In Proceedings of the SPE Unconventional Resources Conference, The Woodlands, TX, USA, 1–3 April 2014. Paper SPE-168997. [Google Scholar]
- Teng, B. Simulation model size reduction using volume of investigation by fast marching method. J. Pet. Sci. Eng. 2020, 191, 107183. [Google Scholar]
- Lu, C.; Chen, L.; Wang, X.; Luo, W.; Peng, Y.; Cui, Y.; Wang, L.; Teng, B. A New Approach for Determining the Control Volumes of Production Wells considering Irregular Well Distribution and Heterogeneous Reservoir Properties. Geofluids 2021, 2021, 6666831. [Google Scholar]
- Chen, H.; Li, A.; Terada, K.; Datta-Gupta, A. Rapid simulation of unconventional reservoirs by multidomain multiresolution modeling based on the diffusive time of flight. SPE J. 2023, 28, 1083–1096. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, C.; King, M.J.; Datta-Gupta, A. Fast-marching methods for complex grids and anisotropic permeabilities: Application to unconventional reservoirs. Paper SPE-163637. In Proceedings of the SPE Reservoir Simulation Symposium, The Woodlands, TX, USA, 18–20 February 2013. [Google Scholar]
- Fujita, Y.; Datta-Gupta, A.; King, M.J. A comprehensive reservoir simulator for unconventional reservoirs that is based on the Fast Marching method and diffusive time of flight. SPE J. 2016, 21, 2276–2288. [Google Scholar]
- Iino, A.; Jung, H.Y.; Onishi, T.; Datta-Gupta, A. Rapid simulation accounting for well interference in unconventional reservoirs using fast marching method. Paper URTEC-2020-2468-MS. In Proceedings of the SPE/AAPG/SEG Unconventional Resources Technology Conference, Virtual, 20–22 July 2020. [Google Scholar]
- Al-Hussainy, R.; Ramey, H.J., Jr.; Crawford, P.B. The flow of real gases through porous media. J. Pet. Technol. 1966, 18, 624–636. [Google Scholar]
- Darcy, H. Dalmont; Les Fontaines Publiques De La Ville De Dijon: Paris, France, 1856. [Google Scholar]
- Lee, W.J.; Holditch, S.A. Application of pseudotime to buildup test analysis of low-permeability gas wells with long-duration wellbore storage distortion. J. Pet. Technol. 1982, 34, 2877–2887. [Google Scholar]
- Xie, J.; Yang, C.; Gupta, N.; King, M.J.; Datta-Gupta, A. Depth of investigation and depletion in unconventional reservoirs with fast-marching methods. SPE J. 2015, 20, 831–841. [Google Scholar] [CrossRef]
- Kim, J.U.; Datta-Gupta, A.; Brouwer, R.; Haynes, B. Calibration of high-resolution reservoir models using transient pressure data. Paper SPE-124834-MS. In Proceedings of the SPE Annual Technical Conference and Exhibition, New Orleans, LO, USA, 4–7 October 2009. [Google Scholar]
- Zeng, H.; Fan, D.; Yao, J.; Sun, H. Pressure and rate transient analysis of composite shale gas reservoirs considering multiple mechanisms. J. Nat. Gas Sci. Eng. 2015, 27, 914–925. [Google Scholar] [CrossRef]
- Zeng, F.; Peng, F.; Guo, J.; Xiang, J.; Wang, Q.; Zhen, J. A transient productivity model of fractured wells in shale reservoirs based on the succession pseudo-steady state method. Energies 2018, 11, 2335. [Google Scholar] [CrossRef]
- Winestock, A.; Colpitts, G.P. Advances in estimating gas well deliverability. J. Can. Pet. Technol. 1965, 4, 111–119. [Google Scholar]
- Agarwal, R.G. Direct method of estimating average reservoir pressure for flowing oil and gas wells. Paper SPE-135804-MS. In Proceedings of the SPE Annual Technical Conference and Exhibition, Florence, Italy, 19–22 September 2010. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Property | Value |
|---|---|---|---|
| Initial reservoir pressure pini (MPa) | 25 | Wellbore pressure pw (MPa) | 5 |
| Temperature of the reservoir T (°C) | 125 | Gas molar mass Mmg (g/mol) | 16 |
| Permeability of artificial fracture kaf (mD) | 1 × 106 | Permeability of natural fracture knf (mD) | 1 × 104 |
| Porosity of artificial fracture ϕaf | 0.5 | Porosity of natural fracture ϕnf | 0.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Chang, C.; Dai, D.; Hu, H.; Lin, S.; Chen, Y.; Li, Q.; Teng, B. A Fast Simulation Method for Predicting the Production Behavior of Artificial Fractures Based on Diffusive Time of Flight. Processes 2025, 13, 984. https://doi.org/10.3390/pr13040984
Yang X, Chang C, Dai D, Hu H, Lin S, Chen Y, Li Q, Teng B. A Fast Simulation Method for Predicting the Production Behavior of Artificial Fractures Based on Diffusive Time of Flight. Processes. 2025; 13(4):984. https://doi.org/10.3390/pr13040984
Chicago/Turabian StyleYang, Xuefeng, Cheng Chang, Dan Dai, Haoran Hu, Shengwang Lin, Yizhao Chen, Qingquan Li, and Bailu Teng. 2025. "A Fast Simulation Method for Predicting the Production Behavior of Artificial Fractures Based on Diffusive Time of Flight" Processes 13, no. 4: 984. https://doi.org/10.3390/pr13040984
APA StyleYang, X., Chang, C., Dai, D., Hu, H., Lin, S., Chen, Y., Li, Q., & Teng, B. (2025). A Fast Simulation Method for Predicting the Production Behavior of Artificial Fractures Based on Diffusive Time of Flight. Processes, 13(4), 984. https://doi.org/10.3390/pr13040984