Abstract
Zero Liquid Discharge (ZLD) is a wastewater management strategy that eliminates liquid waste while maximizing water use efficiency. This article reviews the primary ZLD technologies used for desulfurization wastewater (DWW) treatment in coal-fired power plants. These technologies include the thermal process and the membrane process. The thermal process includes “concentrated crystallization” technology and “gas evaporation and drying” technology. The paper also highlights recent advances in membrane technology for power plant wastewater treatment. The advantages and limitations of each technique are discussed. Membrane technology is considered a promising solution for wastewater recycling, while thermal technology offers easy operation and maintenance without the need for pretreatment. Finally, the paper outlines possible future directions for the treatment of DWW.
1. Introduction
Coal is a significant source of energy in industrial processes and is often used in power plant boilers. However, burning coal releases large amounts of carbon dioxide and harmful gases. Among them, sulfur compounds (SO2) contribute significantly to environmental problems such as haze and acid rain [1]. Flue gas desulfurization is therefore essential to decrease pollutant emissions. Currently, the primary flue gas desulfurization technology is the wet desulfurization process based on the limestone–gypsum process [2,3]. However, this plant produces large amounts of desulfurization wastewater (DWW) during operation. DWW is characterized by low acidity, suspended solids, high heavy metal ion content, high hardness, and high chemical oxygen demand (COD) [4,5]. The detailed basic characteristics of DWW are shown in Table 1 [6,7,8]. Due to its complex composition, treatment is difficult.

Table 1.
The basic characteristics of DWW.
Recently, the concept of ZLD (Zero Liquid Discharge) has gained considerable attention in the treatment of DWW [9,10]. This is due to the increasing scarcity of water resources and the tightening of pollutant discharge regulations worldwide. The ZLD concept originated from the industrial high-salt wastewater treatment in the 1970s. Its core goal is to recover >95% of the water resources through a multi-stage process (pretreatment, concentration, crystallization) and convert dissolved solids into reusable salts (e.g., NaCl, CaSO4) or stabilizing residues, completely eliminating liquid waste [11,12]. ZLD technology uses a closed water cycle, minimizing wastewater disposal and environmental risks. It also reduces pressure on ecosystems by reducing the need for freshwater extraction. ZLD has emerged as a crucial strategy for sustainable wastewater management. It has been successfully used in industries such as pharmaceuticals, oil refining, and textiles and has achieved promising results. It is also strongly promoted by the Clean Water Act in the United States and the Industrial Discharge Directive in the European Union [13]. However, despite the rapid development of ZLD technology, there are limited reports on its application in coal-fired power plants (CFPPs). It is therefore necessary to examine its applications in a timely manner. Moreover, the economic viability of the ZLD system remains a bottleneck for its promotion, as its high initial investment and operational costs need to be balanced through technological innovations (such as waste heat recovery and the development of anti-pollution membrane materials) and policy subsidies [14,15,16].
This article reviews the latest developments in ZLD technology for desulfurization of CFPPs’ wastewater, including the thermal membrane process like concentrated crystallization, flue gas evaporation, as well as membrane separation. The literature reviewed is listed in the References section. The advantages and limitations of new ZLD technologies are discussed. Finally, the paper outlines possible future directions for the treatment of DWW.
2. ZLD Technology for the Recovery and Reuse of DWW
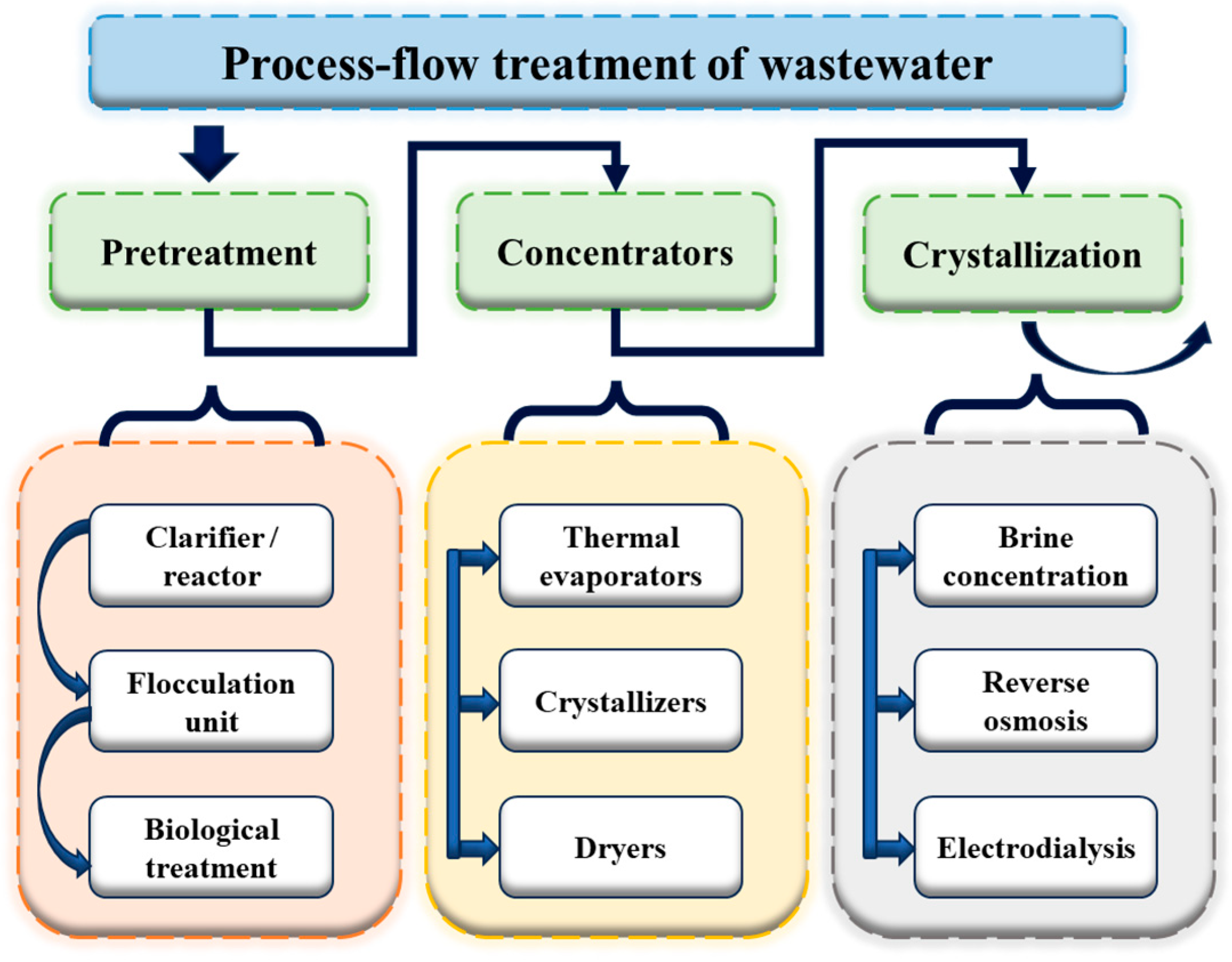
A typical ZLD system consists of three main components: pretreatment, concentration, and crystallization [17,18,19] (see Figure 1). Pretreatment uses traditional physical and chemical methods to adjust the inflow for the next processing step. This stage includes a reactor or clarifier that removes metals, silica, toxins, and large suspended solids by adding chemical reagents to facilitate precipitation and solidification. In some cases, the pH value is adjusted to support the solidification process. The wastewater then flows into a flocculation system, where solidified particles are changed into precipitable particles. Then, the wastewater enters a settling chamber in which the flocculated particles are taken away. Depending on the specific properties of the wastewater, additional treatment units may be required to remove toxins and metals.
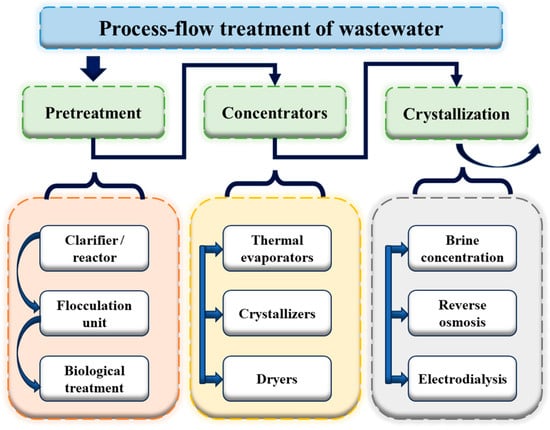
Figure 1.
Wastewater treatment process.
The next step is the process of concentration. This process concentrates the wastewater to a high salt content while recycling a large portion of the wastewater for reuse. The dissolved salts are taken away from the wastewater through a combination of electrodialysis, brine concentration, and reverse osmosis techniques [20,21].
The final stage of the ZLD process is evaporation and crystallization. In this phase, highly mineralized wastewater undergoes solid phase conversion, salt recovery, and final treatment. This process is achieved through heat evaporators, crystallizers, and dryers, all of which consume energy. To decrease the energy consumption, a combination of solar-powered systems, as well as vacuum crystallizers and vacuum evaporator technologies, have proven successful [22].
ZLD systems are mainly realized through thermal engineering methods and membrane-based technologies.
2.1. Thermal Process Method
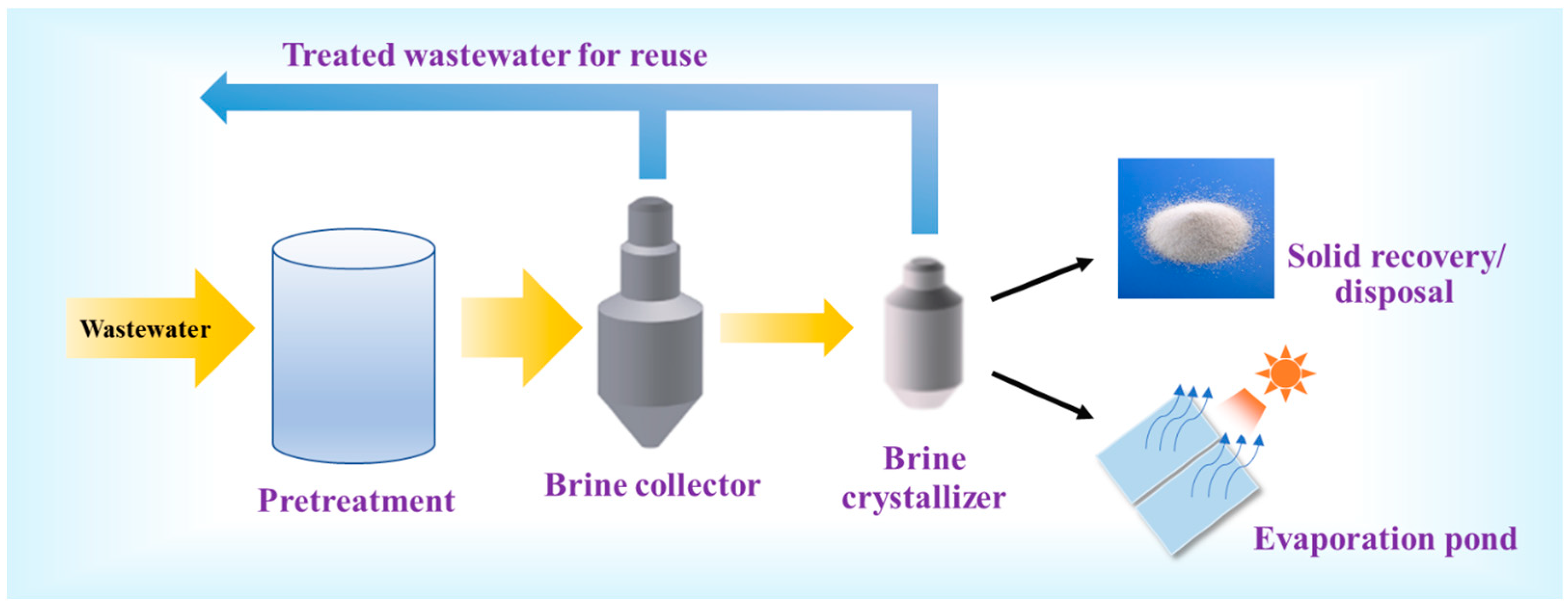
The traditional ZLD system is based on thermal processes, with the majority of energy consumption occurring during the brine concentration and evaporation–crystallization stages. During the treatment process, the distillate is collected and recovered as clean water. The simultaneous production of solid waste is considered a valuable by-product because it contains usable minerals and salts. A thermal ZLD system typically contains a pretreatment unit, a brine concentrator, a crystallizer, a solids recovery unit, and an evaporation tank [22,23,24] (see Figure 2). The system essentially includes two key technologies: “thermal concentration–crystallization” and “flue gas evaporation–drying”.
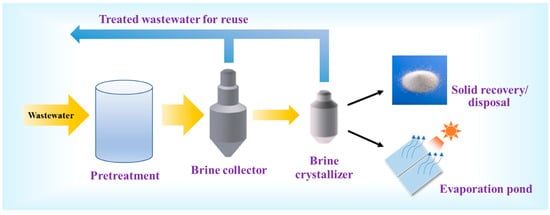
Figure 2.
Schematic diagram of the thermal ZLD system [22].
2.1.1. Thermal Concentration–Crystallization Technology
Thermal concentration–crystallization technology plays a crucial role in the emission-free treatment of DWW. This process involves heating the wastewater using an external heat source to initiate crystallization once the concentration exceeds saturation. Based on the rule that the solubility of substances in solution changes with temperature, when a solute’s concentration exceeds its saturation point, the excess solute crystallizes to form solid particles. This process effectively separates pollutants from wastewater and facilitates recovery [25]. Pollutants in DWW will be removed through heating, evaporation, concentration, and subsequent crystallization upon cooling.
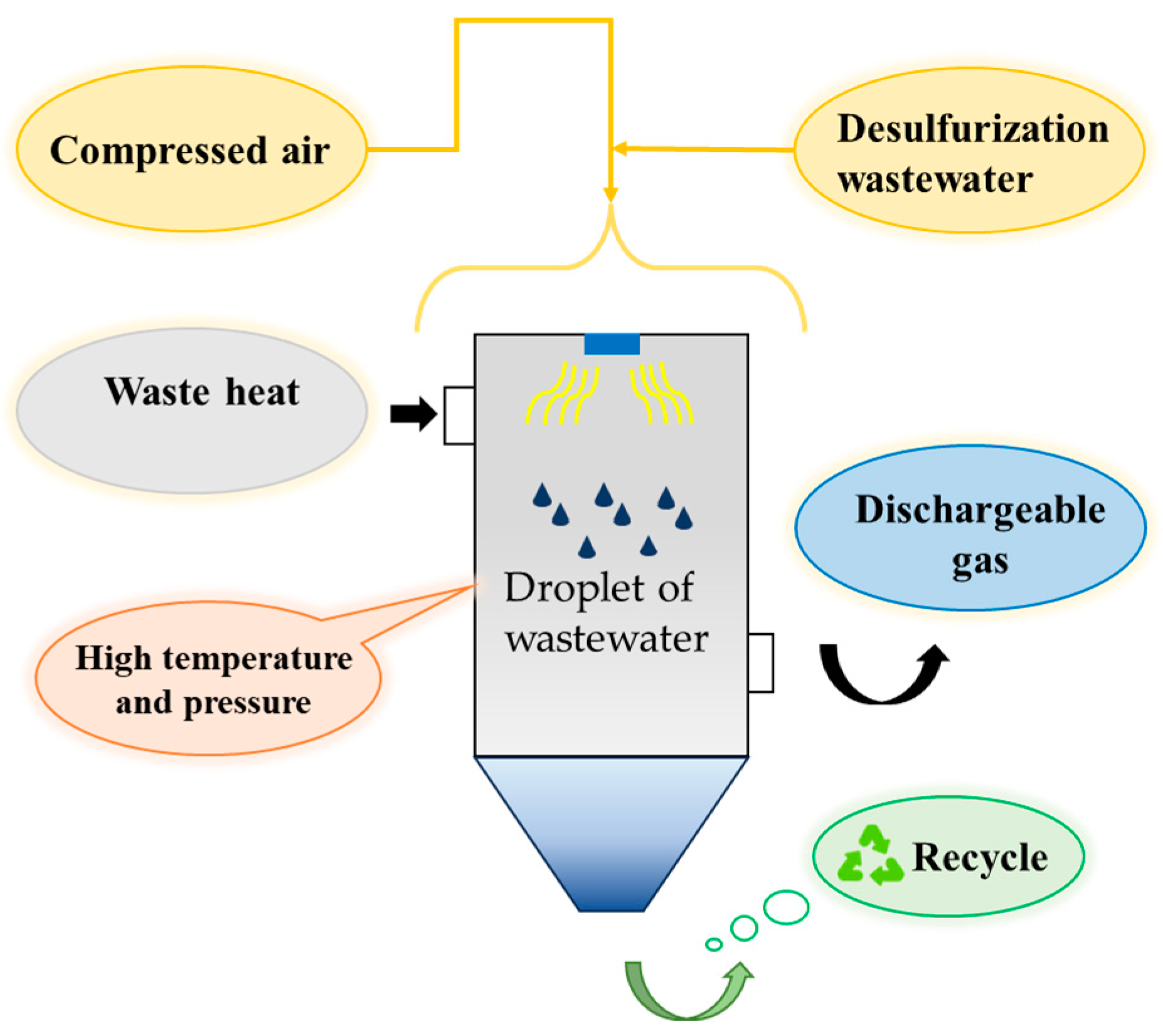
2.1.2. Flue Gas Evaporation–Drying (FGED) Technology
The technology of FGED works under humid conditions and high temperature [26,27]. DWW is mixed with compressed air and introduced into the flue gas as liquid droplets. The water in the wastewater evaporates quickly and diffuses into the boiler flue, effectively separating pollutants. The dried, solidified material resulting from evaporation typically ends up in the dust collector, where it is collected along with the dust. This process achieves “zero discharge” of DWW. A diagram illustrating this technique is displayed in Figure 3 [25].
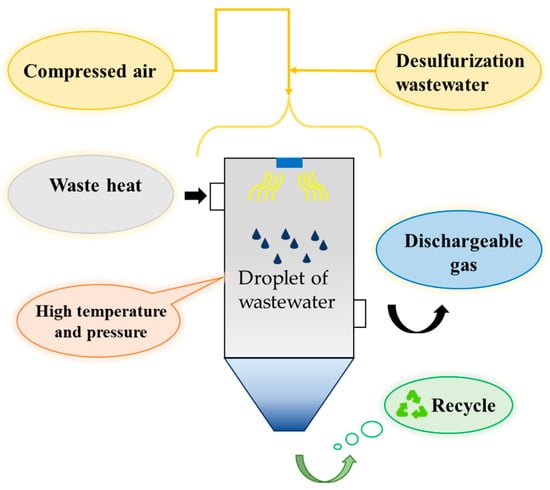
Figure 3.
Flue gas evaporation and drying (FGED) [25].
2.2. Membrane Method
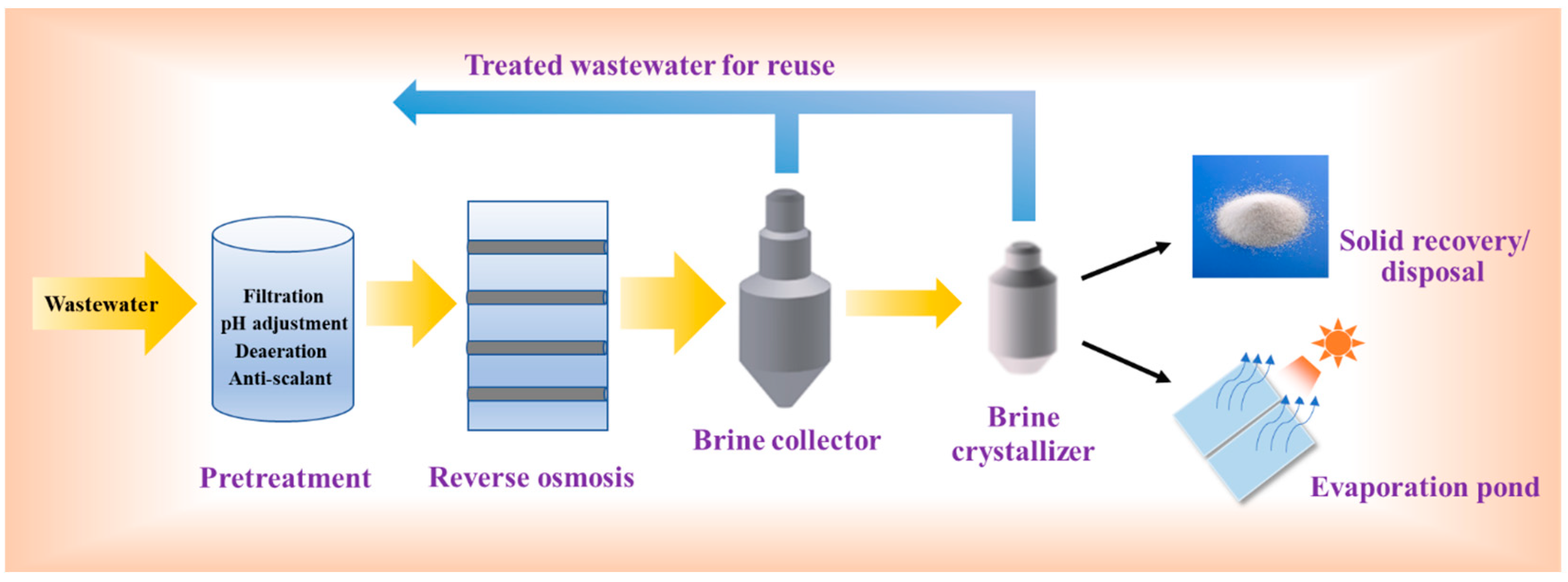
Membrane technology is a proven method for seawater desalination. It is often used to concentrate wastewater in brine enrichment plants prior to heat treatment [22] (see Figure 4). Unlike thermal processes, the membrane process does not cause phase changes in wastewater, which reduces treatment costs (by 48–67%) and energy consumption (by 58–75%) when replacing the brine concentration and evaporation stages in thermal systems [28].
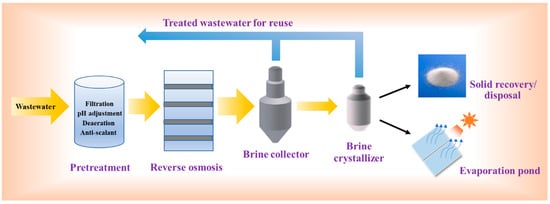
Figure 4.
Schematic diagram of the membrane method.
Although the membrane method has lower energy requirements, it is limited by the upper salinity threshold of the wastewater (<7000 mg/L). This method is also susceptible to membrane contamination and has a relatively low efficiency (approx. 50–60%) [29,30]. Membrane contamination often results from the existence of particles in wastewater. Pretreatment methods can reduce contaminants, but they can increase operating costs. In recent years, advanced membrane technologies, e.g., high efficiency reverse osmosis (HERO), forward osmosis (FO), membrane distillation (MD), as well as electrodialysis (ED), have been developed for ZLD applications.
2.2.1. High Efficiency Reverse Osmosis (HERO)
HERO is an advanced wastewater treatment technology that is widely applied in fields such as wastewater treatment in CFPPs. This technology relies on the collaborative effect of ultrafiltration pretreatment as well as pH adjustment to achieve a higher clean water recovery rate and reduce membrane fouling. Ultrafiltration pretreatment can remove impurities such as macromolecular organic matter, colloids, bacteria, and suspended particles from wastewater, reducing the risk of subsequent reverse osmosis membrane fouling. Precise pH adjustment optimizes the charge distribution on the membrane surface, further alleviating membrane fouling [31]. Currently, HERO has been successfully applied in field-scale wastewater treatment projects, demonstrating excellent performance in treating high-salinity wastewater. For example, in CFPPs, it can effectively treat DWW, recycle clean water, reduce the consumption of fresh water resources, and reduce environmental pollution [32]. HERO is successfully used worldwide in on-site wastewater treatment. It effectively reduces membrane contamination and treats wastewater with high salinity (close to or more than 100,000 mg/L) [12]. However, the HERO technology also faces some challenges, such as its secondary deposition of inorganic substances and its complex cleaning requirements.
2.2.2. Forward Osmosis (FO)
Forward osmosis works based on osmotic pressure differences across a semi-permeable membrane. This allows freshwater molecules to pass through while blocking salts [33]. Compared with HERO, the FO method is a cost-effective alternative for treating wastewater with high salinity (~200,000 mg/L). A limitation of this method is that water purification molecules are separated from the extract. However, FO membranes are less susceptible to contamination than reverse osmosis membranes, which reduces maintenance costs. In addition, FO is more energy efficient and economical compared with thermal desalination technologies.
2.2.3. Membrane Distillation (MD)
MD combines thermal separation and membrane filtration. It concentrates feed water on a hydrophobic microporous membrane and creates water vapor based on partial vapor pressure gradients. MD operates at low temperatures (60–90 °C) and low pressures and has a reduced tendency for membrane fouling [34,35]. However, the presence of volatile compounds or surfactants in the feed water can affect the qualities of the water. Most MD research has been conducted in laboratory settings. Further studies are needed to assess the potential for large-scale applications.
2.2.4. Electrodialysis (ED)
ED uses an electrical potential to eliminate dissolved ions (DI) from wastewater. The membrane selectively allows counterions to pass through while inhibiting other ions. This selective ion movement reduces salinity and creates concentrated brine. ED is suitable for pretreatment and brine concentration prior to evaporation and crystallization in a ZLD system. Compared with reverse osmosis, electrodialysis can concentrate the feed water to a larger salt content (>100,000 mg/L) [36].
Table 2 summarizes the advantages and disadvantages of different technologies in ZLD systems.
Table 2.
Technologies involved in ZLD.
3. ZLD in DWW Recovery Applications
3.1. Thermal Examples
3.1.1. Thermal Concentration–Crystallization Technology
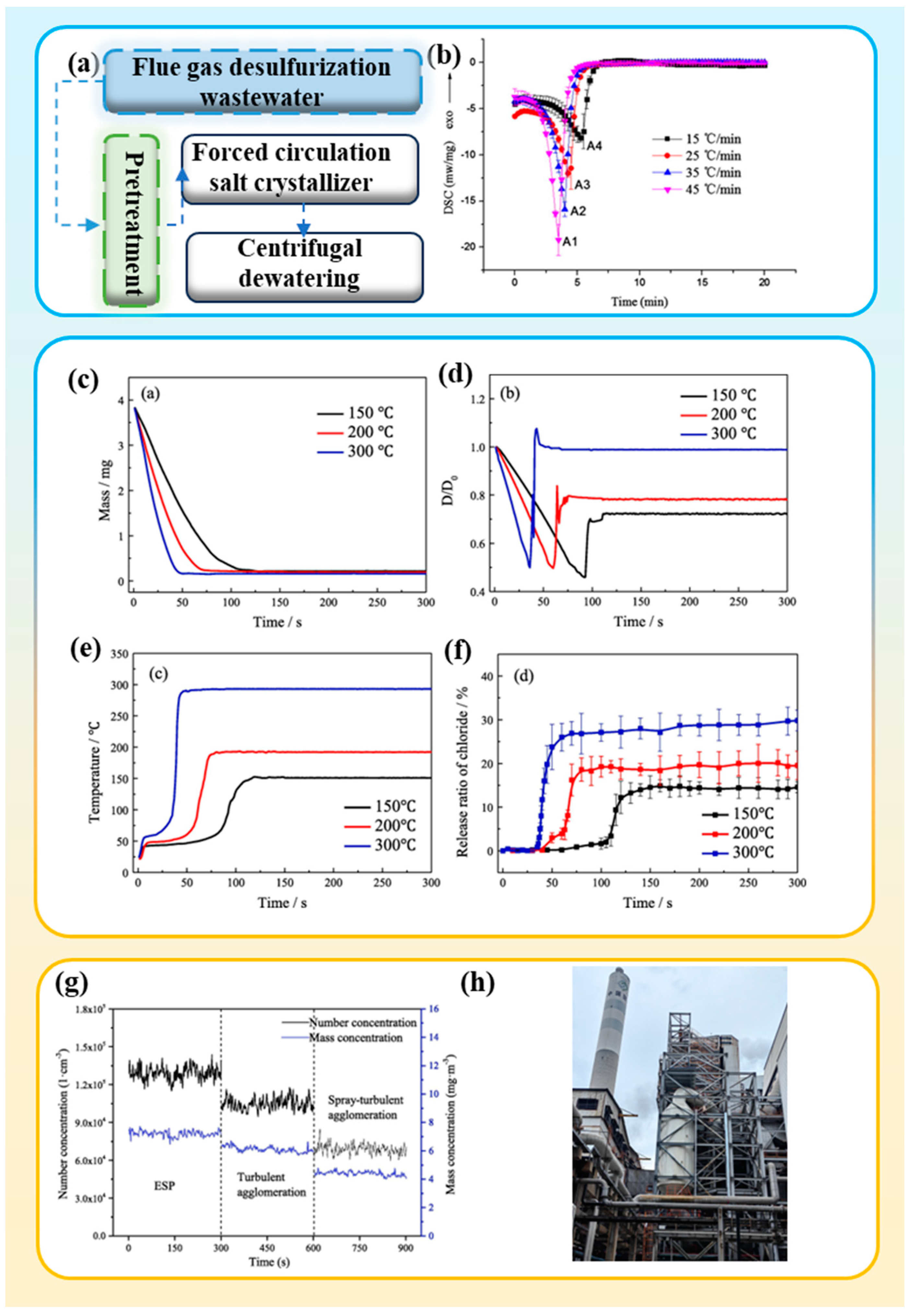
Two new gas-FPPs in Texas have implemented GE’s ZLD system to deal with circulating cooling water in accordance with the Environmental Protection Agency standards in the U.S. The system primarily uses thermal concentration and crystallization processes of the brine and achieves a 98% reuse rate [45]. Li et al. [46] conducted experimental studies on DWW from CFPPs, focusing on the combination of wastewater pretreatment and concentrated crystallization (see Figure 5a). In the pretreatment phase, the NaSO4 is added to the wastewater, which is then pumped into the crystallization unit. The results show that the ZLD system is effective for treating DWW and enables the recovery of high-purity chlorination crystals. The purity of the sodium chloride crystals is over 99.10.
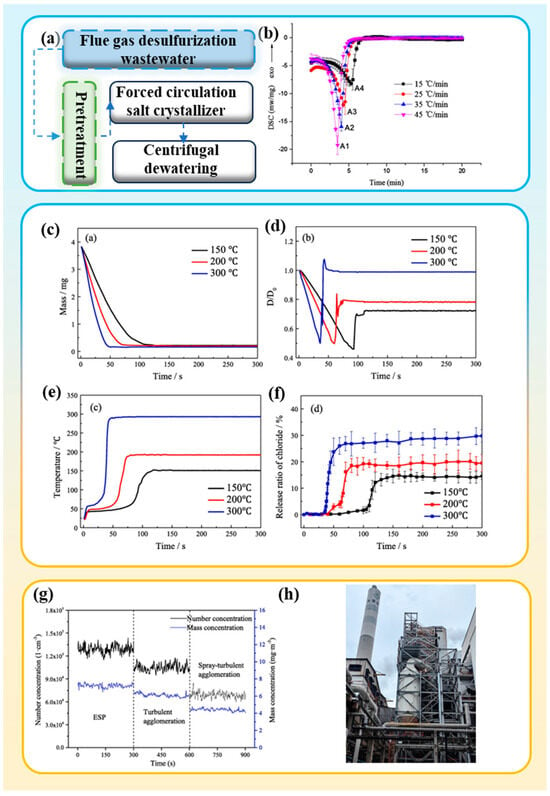
Figure 5.
(a) Diagram of an experimental system [46]. (b) DSC curves for increasing evaporation time and temperature rates [47]. Evaporation characteristic curve and chloride release at different evaporation temperatures [48]: (c) temperature; (d) quality; (e) diameter; (f) chloride release ratio. (g) Quantity and mass concentration after ESP spraying [49]. (h) Liquid zero discharge program carried out by Guoneng Jiujiang Power Generation Co., Ltd. [25].
3.1.2. Flue Gas Evaporation–Drying Technology
Liang et al. [47] investigated the evaporation and crystallization properties of droplets from DWW in CFPPs under different operating conditions. Their results show that in the 15–45 °C/min range, a higher heating rate leads to a faster evaporative crystallization rate. During crystallization, a faster SO42− concentration accelerates evaporation because an increased SO42− concentration increases the vapor pressure. The study also found that Mg2⁺ concentration had little influence on the evaporation rate, but higher Mg2⁺ levels increased the crystallization rate (see Figure 5b).
Chen et al. [48] investigated the release of chloride during evaporation using the single drop drying approach. Based on the chloride release rate and wastewater droplet properties such as mass, temperature, and diameter, they identified three distinct chloride release periods. Almost no chloride was released during the evaporation of free water. In the instable shell phase, 19.8% of the chloride was released, primarily because of the elevated temperature of the droplet. The chloride release rate rises from 14.56% to 29.8% when the temperature is increased from 150 °C to 300 °C. This occurs due to the destruction of the shell and the increasing hydrolysis at higher temperatures (see Figure 5c–f). Therefore, it is crucial in technical applications to balance the release of chloride ions with the evaporation efficiency.
Conventional evaporation processes involve high investment and energy costs, low flue gas and droplet contact efficiency, and a lack of cost control. To meet the demands for lower investment and energy consumption, more efficient and energy-saving wastewater evaporation and crystallization technologies need to be developed.
Furthermore, a new technique for treating DWW via spray evaporation, as well as turbulent agglomeration, was proposed by Sun et al. [49] They experimentally examined the removal effect of spray DWW on fine particles. The spray turbulent agglomeration system can effectively promote the agglomeration and remove fine particles. This was achieved by the adhesion of precipitated crystals and capillary force in the wastewater droplets. Treatment with an electrostatic precipitator (ESP) increased the efficiency of fine particle agglomeration to 39.3%, which is 10.9% higher than that of single turbulent agglomeration (see Figure 5g).
However, flue gas evaporation technology has a limited agglomeration efficiency and a small evaporation rate in removing fine particles from DWW. This limits its application for this purpose. To address this problem, Guoneng Jiujiang Power Generation Co., Ltd. (Jiujiang, China) introduced a “flash-concentrated high-temperature flue gas bypass evaporation technology” for fluid-free delivery of DWW (Figure 5h). A combination of waste gas heating, as well as flash evaporation, is used to warm the wastewater [25]. This approach not only utilizes waste energy, but also lowers the temperature of the flue gas that is fed into the desulfurization system, thereby reducing water consumption in the systems. The reported recovery rate of DWW after evaporation treatment is 97%. The quality of the treated water is suitable for reuse as boiler water.
This method has several advantages: ease of operation, low investment in equipment, low energy consumption, and high-quality wastewater. In addition, supporting products can be tailored to meet the specific requirements. However, there are some problems with flue gas evaporation technology. If the DWW does not completely evaporate, or if the ESP does not fully capture the condensate, the highly corrosive chlorine-containing material will damage the stack and downstream systems. Furthermore, the complex composition of DWW, which contains heavy metals and other pollutants, may hinder the extensive use of fly ash. Furthermore, there is a lack of theoretical research on the mechanisms of product transformation and migration during evaporation. The heat transfer process between flue gas and wastewater could be better understood through numerical simulation and high-fit dynamic modeling, which would serve as a guide for practical engineering applications.
3.2. Membrane Method Example
3.2.1. FO Method
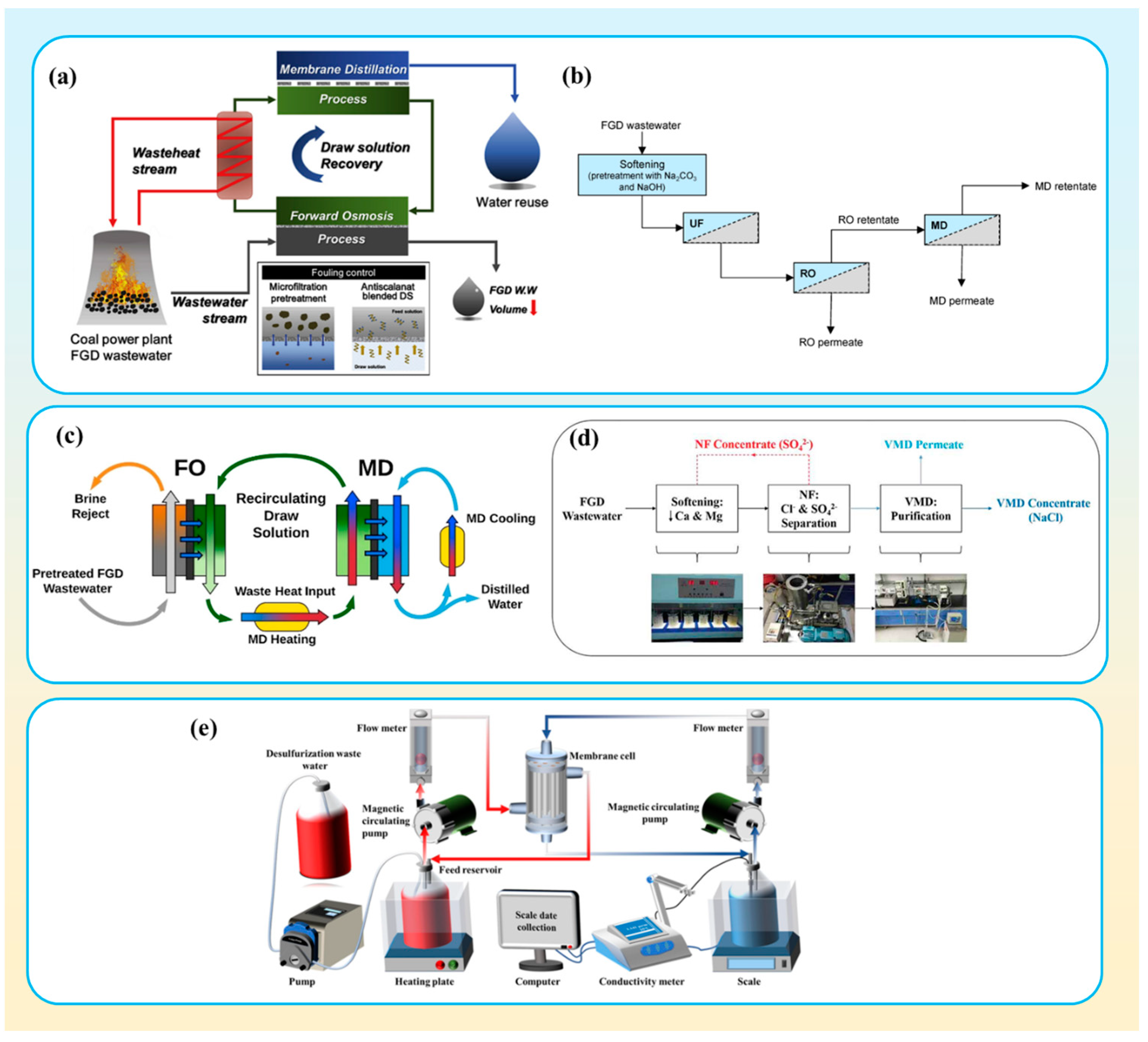
Lee et al. [50] has developed a hybrid FO and MD technology (FO–MD) to treat DWW under high pollution conditions. This innovation successfully addressed the challenges of treating DWW using membrane distillation (Figure 6a). Anderson et al. [51] employed a permeable FO–MD system to evaluate its effectiveness on waste salt removal, water recovery, as well as its thermal requirements for DWW (Figure 6c). The FO–MD system achieved a water recovery rate of up to 89%, removed 99.7% of the ions, and produced low conductivity distilled water, making it suitable for field use or discharge. By capitalizing on on-site exhaust heat, the FO–MD method could be an affordable and sustainable alternative for treating DWW. Ma et al. [52] used FO technology combined with soda ash (SA) or scale inhibitor (FOSI) to treat DWW. The total dissolved solids (TDS) of the influent were concentrated from about 820 mg/L to more than 120,000 mg/L (concentrated nearly 8 times), and the removal rates of Cl-, Mg2+, and Ca2+ were more than 99%. The system recovery rate was 73.02–85.38% and the operating cost was 21.77–25 yuan/ton, which verified the high efficiency and economic feasibility of the technology. Despite these successes, scalability and long-term economic viability remain critical hurdles, particularly due to membrane fouling and dependency on policy subsidies.
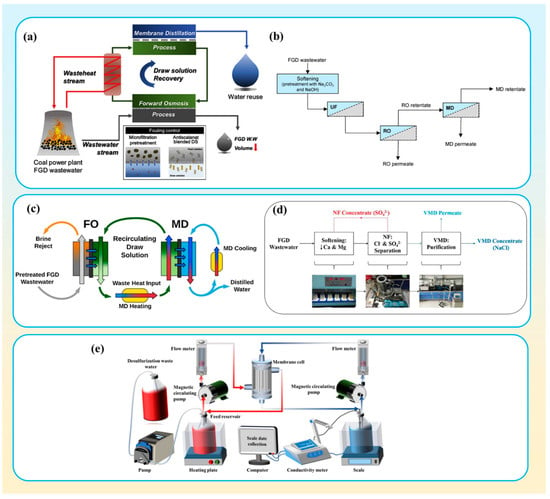
Figure 6.
(a) Industrial wastewater treatment by the FO–MD hybrid systems [50]. (b) Integrated RO–MD desulfurization process for wastewater [53]. (c) FO–MD DWW treatment system [51]. (d) Flow diagram of the integrated FGD wastewater treatment system without discharge [54]. (e) Schematic representation of a direct contact MD system [55].
3.2.2. RO Method
Conidi et al. [53] also used an integrated membrane treatment technology that combines RO and MD to treat DWW (Figure 6b). The process includes ultrafiltration (UF) and chemical softening as pretreatment steps to remove Mg2⁺ ions, Ca2⁺ ions, and organic chemicals. The properties of the RO and MD membranes were assessed based on desalination rate, osmotic flow, water recovery rate, and pollution index. The combined system achieved an overall recovery rate of approximately 94%, reducing the amount of FGD wastewater. The conductivity of the MD permeate was 80 μS/cm, making it suitable for reuse in power plants and reducing the need for fresh water. Chen et al. [56] treated DWW through the integration of reverse osmosis (RO) membranes with low-frequency, high-intensity ultrasonic cleaning technology. This approach effectively inhibited membrane fouling, restoring permeation flux by 49% within 10 min and doubling membrane lifespan. However, broader implementation of this method requires cost-effective fouling mitigation strategies, reduced energy demands, and validation under variable wastewater compositions and long-term operational conditions.
3.2.3. MD Method
Jia et al. [54] studied a near-zero discharge process employing a combined nanofiltration MD method (Figure 6d). The desalination rate of the system exceeded 99.99% and the water recycling rate exceeded 92%. The salt content of the MD permeate was very low (SO42− ≤ 1 mg/L, Cl− ≤ 3 mg/L), making it suitable for recovery from thermal power plants. After MD concentration, highly pure brine (≥97%, 10% NaCl) could be produced. Chemical softening and nanofiltration pretreatment significantly reduced the contamination of the MD membrane. Li et al. [55] used the direct contact MD method with softening pretreatment for DWW treatment (Figure 6e), and they successfully recycled the wastewater. The results showed that impurities caused by Mg–Si complexes, CaSO4, organic crystals, and Al colloids reduced the generated water flow. Qian et al. [57] used mixed denitrification (MD) technology to treat wet DWW and freshwater wastewater through the MD–SANI process: 80% COD removal rate was achieved in the sulfate–sulfite reduction reactor, and complete denitrification was completed in the anoxic reactor through the synergistic effect of autotrophic and heterotrophic denitrification. Microbial analysis showed that the up-flow sludge bed was dominated by sulfate–sulfite reducing bacteria. The process reduces sludge production by 90% and reduces energy consumption by 35%, which verifies the high efficiency and feasibility of the sulfur cycle coupled with mixed denitrification technology.
To sum up, membrane separation technologies for DWW treatment provide high efficiency in heat transfer, excellent sulfide removal, a small footprint, easy operation, minimal waste generation, and permeate recycling. However, these technologies come with high costs, stringent water quality requirements, and possible membrane contamination. Therefore, both economic and technical feasibility should be carefully considered when selecting an appropriate treatment method.
3.3. Technical Comparison
3.3.1. Comparison with Traditional Techniques
ZLD technologies have demonstrated significant advantages in achieving full wastewater recovery and resource utilization. However, their economic viability remains a core challenge that restricts their large-scale application. Compared with traditional wastewater treatment technologies, ZLD systems generally have higher initial investment and operating costs. Nevertheless, through the closed-loop water cycle, salt recovery, and implicit benefits brought by environmental compliance, their long-term economic feasibility is gradually emerging. Taking the DWW of CFPPs as an example, although the traditional chemical precipitation method has a relatively low cost per ton of wastewater treatment (about $4–6), it cannot avoid the continuous consumption of fresh water and the risk of sewage discharge. In contrast, the cost per ton of water for an integrated membrane-based ZLD system (such as the combined reverse osmosis–membrane distillation technology) is $10–15. However, it can offset more than 30% of the operating costs by recovering high-purity salts (such as sodium chloride and calcium sulfate), and at the same time avoid high-value environmental protection fines. Research shows that in water-scarce areas, the water-saving benefits of ZLD systems can reduce the cost of freshwater procurement by 40%, and that the Levelized Cost of Water (LCOW) is gradually approaching that of traditional technologies.
3.3.2. Comparison of Thermal and Membrane Techniques
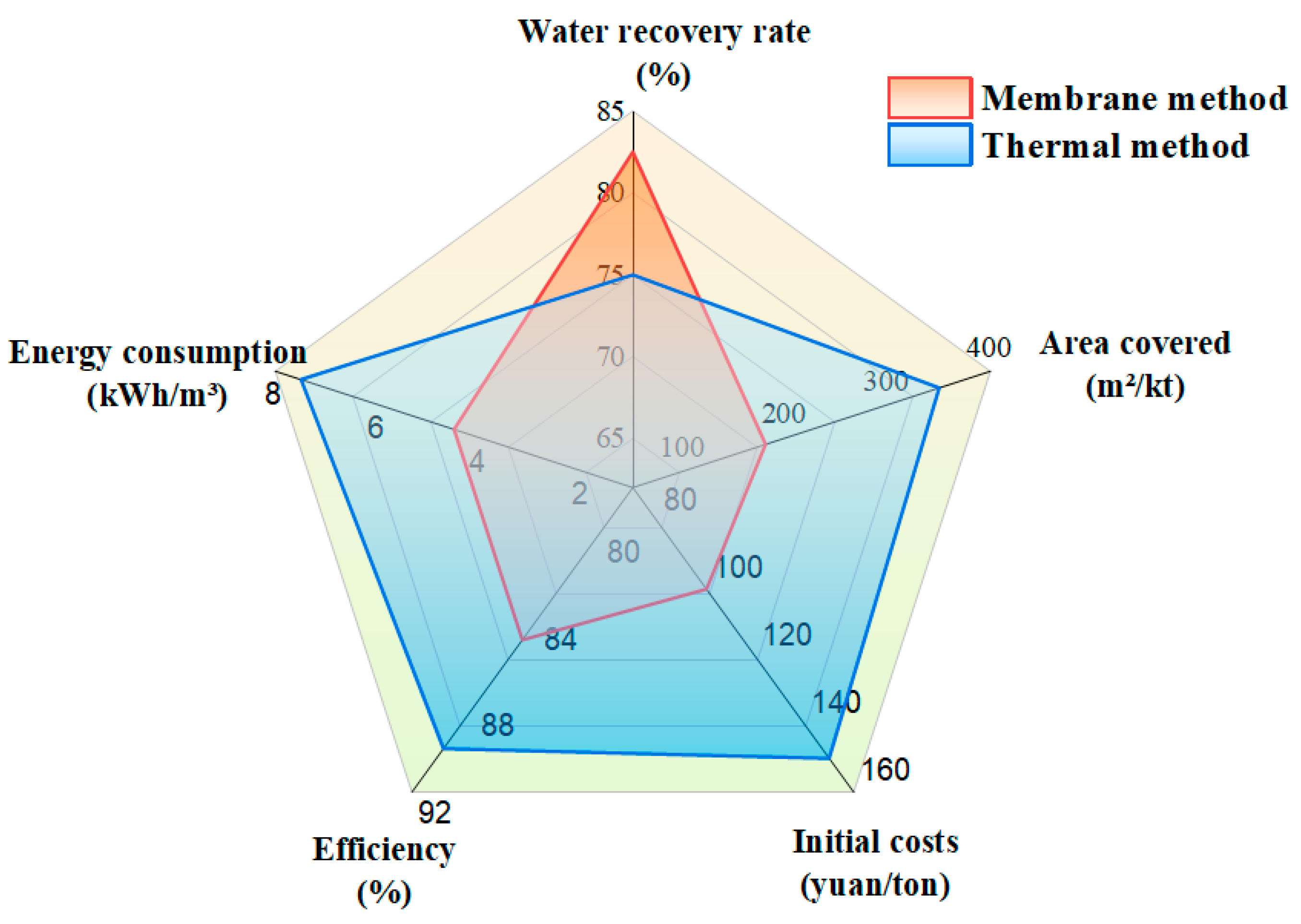
In zero-discharge wastewater treatment, reducing the concentration effectively decreases the treatment load on the evaporation and curing sections, thereby lowering overall operating costs. Figure 7 shows a comparison of the process routes between the thermal and membrane methods. No crystalline salts are formed during thermal treatment. Instead, the wastewater is dried and converted into fly ash. By using waste heat, energy efficiency is improved and the wastewater quality is excellent. In addition, this method offers low investment and operating costs. However, it requires multiple pieces of equipment, consumes a lot of energy, takes up a lot of space, and requires high operational precision. In addition, the inorganic salts resulting from the treatment are not recycled.
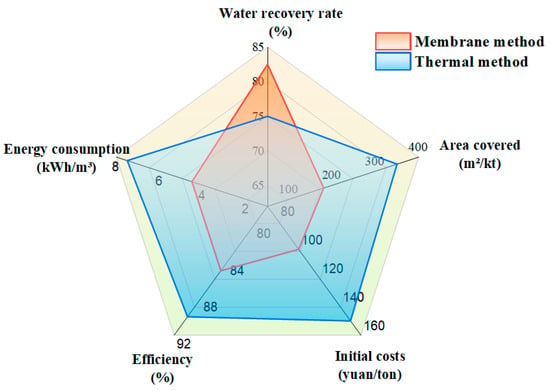
Figure 7.
Comparison of the process routes between the thermal and membrane methods.
In contrast, the membrane process requires less equipment, requires lower capital and operating costs, and takes up less space. Waste heat recovery reduces energy consumption to 15–30 kWh/m3 in thermal systems, but these systems incur higher initial costs (100,000–200,000 yuan/ton) compared with membrane-based forward osmosis–membrane distillation (FO–MD) systems (80,000–120,000 yuan/ton) [58,59]. The footprint of thermal systems is approximately 300–400 m2 per thousand tons of water, whereas membrane methods occupy only 100–200 m2 for the same capacity [60,61,62]. Energy consumption also differs significantly: thermal methods consume 7–12 kWh/m3, while membrane methods require 3–6 kWh/m3 [63,64]. Similarly, thermal systems achieve efficiencies of 85–95%, slightly higher than the 75–90% efficiency of membrane systems [65,66]. Membrane technologies demonstrate superior water recovery rates (70–90%) under low-salinity conditions (Cl− < 7000 mg/L) [67,68,69]. However, the pretreatment requirements of nanofiltration and reverse osmosis membranes are high, which makes the total investment and operating costs of the zero-discharge membrane process relatively high. Furthermore, the potential for recycling inorganic salts is still limited and membrane fouling remains a significant problem. Another challenge is that the economic viability of both thermal and membrane methods needs to be improved.
3.4. Challenges and Future Directions
Technical comparisons and literature analyses indicate that conventional thermal treatment methods, such as evaporation–crystallization, face significant limitations. Thermally driven processes require substantial heat energy, often relying on external sources (e.g., coal or electricity), resulting in poor economic viability. Additionally, high-concentration salts (e.g., CaSO4, CaCO3) in wastewater tend to crystallize and form scale during evaporation, which reduces heat transfer efficiency and increases maintenance costs. Furthermore, the recovered crystalline salts often exhibit low purity due to contamination by heavy metals and impurities, necessitating costly post-treatment modifications for resource utilization. In membrane-based treatment, operational challenges persist. Suspended solids, organic matter, and polyvalent ions (e.g., Ca2⁺, SO42−) in wastewater cause rapid membrane fouling, demanding frequent cleaning or replacement of membrane modules and elevating operational expenses. Both thermal and membrane methods also suffer from high initial capital investments, underscoring the need for technological optimization to reduce energy consumption and material costs.
Future breakthroughs in zero-discharge technologies for desalination of wastewater will focus on interdisciplinary technologies and integration of materials science. In thermal treatment, research should focus on enhancing energy efficiency and waste heat recovery. For instance, low-energy evaporation–crystallization systems driven by power plant waste heat or renewable energy (e.g., solar thermal) could reduce operational costs [70,71]. Concurrently, scaling inhibitors must be developed to minimize fouling during crystallization while enabling the recovery of high-purity salts (e.g., NaCl, CaSO4) [72,73]. Further improvements in wastewater atomization efficiency and flue gas mixing uniformity are also critical to mitigate adverse impacts on boiler performance [74,75]. These challenges may be addressed through multi-phase flow simulations and optimized nozzle designs. For membrane-based treatment, the development of advanced anti-fouling materials is essential. Novel composite membranes with high selectivity and chemical resistance—such as graphene oxide or metal–organic frameworks (MOFs)—could significantly reduce membrane contamination [76,77,78]. Integrated multi-stage systems combining high-pressure reverse osmosis (HPRO), electrodialysis (ED), as well as membrane distillation (MD) represent a promising direction for high-salinity wastewater treatment [79,80,81]. Techno-economic and life cycle analyses of ZLD recycling, reuse, and regeneration methods need to be revised to promote the practical application of ZLD technology [22,82,83]. Additionally, intelligent monitoring systems leveraging machine learning could predict scaling trends in thermal processes or membrane fouling, enabling dynamic adjustments to operational parameters (e.g., pressure, flow rate) and optimizing overall process efficiency [84,85,86].
4. Conclusions and Prospect
ZLD is a wastewater management solution designed to eliminate liquid waste from desulfurization processes in CFPPs while maximizing water efficiency. This article reviews the main ZLD technologies for desulfurization of wastewater, including concentrated crystallization in thermal processes, gas evaporation and drying, as well as high efficiency reverse osmosis (HERO), membrane distillation (MD), forward osmosis (FO), and electrodialysis (ED) technologies, which are used in power plants. Membrane-based technologies are considered a promising strategy for future wastewater recycling. Thermal processes, on the other hand, require no pretreatment and are easier to operate and maintain. Integrating these technologies into ZLD systems can help achieve complete reuse, recycling, and regeneration of wastewater. However, both thermal and membrane methods suffer from high initial capital investments, underscoring the need for technological optimization to reduce energy consumption and material costs.
Future efforts should include the introduction of numerical simulation methods and additional research to reduce the capital and operating costs of these technologies and make them more cost-effective. It is also important to explore sustainable models that use waste heat from facilities and renewable energy sources to power these treatment processes. In addition, techno-economic and life cycle analyses of ZLD recycling, reuse, and regeneration methods need to be revised to promote the practical application of ZLD technology. Additionally, intelligent monitoring systems leveraging machine learning could predict scaling trends in thermal processes or membrane fouling, enabling dynamic adjustments to operational parameters and optimizing overall process efficiency.
Author Contributions
Writing—original draft preparation, B.L. (Binsheng Liao); writing—review and editing, X.Z.; investigation, Z.L.; project administration, S.Z.; conceptualization, B.L. (Bin Li); resources, X.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the “Pioneer” and “Leading Goose” R&D Program of Zhejiang grant number (2023C01124)
Data Availability Statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Conflicts of Interest
Author Binsheng Liao was employed by Guoneng Jiujiang Power Generation Co., Ltd. Author Sanmei Zhao and Author Bin Li were employed by Nanjing Yitao Environmental Protection Technology Co., Ltd. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest. Guoneng Jiujiang Power Generation Co., Ltd. and Nanjing Yitao Environmental Protection Technology Co., Ltd. had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Sivalingam, S.; Vishal, G.; Anush, B. Chapter 4—Environmental and health effects of acid rain. In Health and Environmental Effects of Ambient Air Pollution; Dehghani, M.H., Karri, R.R., Vera, T., Hassan, S.K.M., Eds.; Academic Press: Cambridge, MA, USA, 2024; pp. 91–107. [Google Scholar]
- Li, W.; Wu, H.; Tong, H.; Du, Z.; Wang, H.; Zhou, C.; Zhang, Z.; Yang, H. Formation and migration of soluble ions in condensable particulate matter in limestone-gypsum wet flue gas desulfurization system. Fuel 2024, 357, 129807. [Google Scholar]
- Han, Y.; Zhu, Y. SO3 removal rate and emission test of the limestone-gypsum wet desulfurization system for coal-fired power plants. J. Phys. Conf. Ser. 2023, 2598, 012014. [Google Scholar] [CrossRef]
- Yin, T.; Zhang, Y.; Dong, D.; Wang, T.; Wang, J. Highly efficient capacitive removal of Cd2+ over MoS2-Carbon framework composite material in desulphurisation wastewater from coal-fired power plants. J. Cleaner Prod. 2022, 355, 131814. [Google Scholar]
- Sun, Z.; Zhao, N.; Feng, Y.; Liu, F.; Cai, C.; Che, G.; Zhang, Y.; Wu, H.; Yang, L. Experimental study on the treatment of desulfurization wastewater from coal-fired power plant by spray evaporation. Environ. Sci. Pollut. Res. 2022, 29, 90791–90802. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Chen, H.; Zhan, L.; Zheng, S.; Wu, H.; Yang, L. Review of Migration, Transformation, and Control of Volatile Components during Desulfurization Wastewater Evaporation: Advances and Perspectives. Energy Fuels 2023, 37, 15248–15266. [Google Scholar]
- Zhang, B.; Guo, X.; Sun, H.; Mao, Z.; Wang, X.; Wang, X. Zero discharge advanced treatment control system for wet desulfurization wastewater in power plant adapted to water quality fluctuation. Desalin. Water Treat. 2025, 321, 100985. [Google Scholar]
- Cattaneo, C.R.; Muñoz, R.; Korshin, G.V.; Naddeo, V.; Belgiorno, V.; Zarra, T. Biological desulfurization of biogas: A comprehensive review on sulfide microbial metabolism and treatment biotechnologies. Sci. Total Environ. 2023, 893, 164689. [Google Scholar] [CrossRef]
- Pundir, A.; Thakur, M.S.; Radha; Goel, B.; Prakash, S.; Kumari, N.; Sharma, N.; Parameswari, E.; Senapathy, M.; Kumar, S.; et al. Innovations in textile wastewater management: A review of zero liquid discharge technology. Environ. Sci. Pollut. Res. 2024, 31, 12597–12616. [Google Scholar]
- Zhang, H.; Zhao, H.; Feng, B.; Wang, X.; Liu, X.; Dong, Y. Solvent extraction desalination applied to desulphurization wastewater towards zero liquid discharge: Parameters analysis and energy evaluation. J. Cleaner Prod. 2024, 441, 140961. [Google Scholar]
- Buyukada-Kesici, E.; Topuz, E.; Pala, B.; Koseoglu-Imer, D.Y.; Aydiner, C. 10—Implementation of zero liquid discharge policy in industrial water management. In Resource Recovery in Industrial Waste Waters; Sillanpää, M., Khadir, A., Gurung, K., Eds.; Elsevier: Amsterdam, The Netherlands, 2023; pp. 199–228. [Google Scholar]
- Abdelfattah, I.; El-Shamy, A.M. Review on the escalating imperative of zero liquid discharge (ZLD) technology for sustainable water management and environmental resilience. J. Environ. Manag. 2024, 351, 119614. [Google Scholar]
- Florides, F.; Giannakoudi, M.; Ioannou, G.; Lazaridou, D.; Lamprinidou, E.; Loukoutos, N.; Spyridou, M.; Tosounidis, E.; Xanthopoulou, M.; Katsoyiannis, I.A. Water Reuse: A Comprehensive Review. Environments 2024, 11, 81. [Google Scholar] [CrossRef]
- Yang, J.; Hou, Z.; Meng, F.; Qi, J.; Zhu, Z.; Wang, Y.; Gao, J.; Cui, P. Sustainability Analysis for the Wastewater Treatment Technical Route for Coal-to-Synthetic Natural Gas Industry through Zero Liquid Discharge Versus Standard Liquid Discharge. ACS Sustain. Chem. Eng. 2020, 8, 8425–8435. [Google Scholar] [CrossRef]
- Prado de Nicolás, A.; Molina-García, Á.; García-Bermejo, J.T.; Vera-García, F. Desalination, minimal and zero liquid discharge powered by renewable energy sources: Current status and future perspectives. Renew. Sustain. Energy Rev. 2023, 187, 113733. [Google Scholar] [CrossRef]
- Jensen, F.; Whitfield, L. Leveraging participation in apparel global supply chains through green industrialization strategies: Implications for low-income countries. Ecol. Econ. 2022, 194, 107331. [Google Scholar] [CrossRef]
- Xiong, R.; Wei, C. Current status and technology trends of zero liquid discharge at coal chemical industry in China. J. Water Process Eng. 2017, 19, 346–351. [Google Scholar] [CrossRef]
- Yadav, A.; Labhasetwar, P.K.; Shahi, V.K. Membrane distillation crystallization technology for zero liquid discharge and resource recovery: Opportunities, challenges and futuristic perspectives. Sci. Total Environ. 2022, 806, 150692. [Google Scholar] [CrossRef] [PubMed]
- Moltedo, J.J.; Schwarz, A.; Gonzalez-Vogel, A. Evaluation of percrystallization coupled with electrodialysis for zero liquid discharge in the pulping industry. J. Environ. Manag. 2022, 303, 114104. [Google Scholar] [CrossRef]
- Arola, K.; Van der Bruggen, B.; Mänttäri, M.; Kallioinen, M. Treatment options for nanofiltration and reverse osmosis concentrates from municipal wastewater treatment: A review. Crit. Rev. Environ. Sci. Technol. 2019, 49, 2049–2116. [Google Scholar] [CrossRef]
- Azerrad, S.P.; Isaacs, M.; Dosoretz, C.G. Integrated treatment of reverse osmosis brines coupling electrocoagulation with advanced oxidation processes. Chem. Eng. J. 2019, 356, 771–780. [Google Scholar] [CrossRef]
- Date, M.; Patyal, V.; Jaspal, D.; Malviya, A.; Khare, K. Zero liquid discharge technology for recovery, reuse, and reclamation of wastewater: A critical review. J. Water Process Eng. 2022, 49, 103129. [Google Scholar] [CrossRef]
- Panagopoulos, A. Techno-economic assessment of zero liquid discharge (ZLD) systems for sustainable treatment, minimization and valorization of seawater brine. J. Environ. Manag. 2022, 306, 114488. [Google Scholar] [PubMed]
- Shetty Kodialbail, V.; Sophia, S. Chapter 1—Concept of zero liquid dischare—Present scenario and new opportunities for economically viable solution. In Concept of Zero Liquid Discharge; Hussain, C.M., Kodialbail, V.S., Eds.; Elsevier: Amsterdam, The Netherlands, 2023; pp. 3–31. [Google Scholar]
- Xu, F.; Zhao, S.; Li, B.; Li, H.; Ling, Z.; Zhang, G.; Liu, M. Current Status of Zero Liquid Discharge Technology for Desulfurization Wastewater. Water 2024, 16, 900. [Google Scholar] [CrossRef]
- Liu, X.; Yang, B.; Li, R. Flue Gas Treatment of Desulphurization Wastewater. IOP Conf. Ser. Earth Environ. Sci 2021, 634, 012022. [Google Scholar]
- Shuangchen, M.; Jin, C.; Gongda, C.; Weijing, Y.; Sijie, Z. Research on desulfurization wastewater evaporation: Present and future perspectives. Renew. Sustain. Energy Rev. 2016, 58, 1143–1151. [Google Scholar]
- Elimelech, M.; Phillip, W.A. The Future of Seawater Desalination: Energy, Technology, and the Environment. Science 2011, 333, 712–717. [Google Scholar]
- Ahmed, S.F.; Mehejabin, F.; Momtahin, A.; Tasannum, N.; Faria, N.T.; Mofijur, M.; Hoang, A.T.; Vo, D.-V.N.; Mahlia, T.M.I. Strategies to improve membrane performance in wastewater treatment. Chemosphere 2022, 306, 135527. [Google Scholar] [PubMed]
- Muhammad, Y.; Lee, W. Zero-liquid discharge (ZLD) technology for resource recovery from wastewater: A review. Sci. Total Environ. 2019, 681, 551–563. [Google Scholar]
- Nazmkhah, A.; Oghyanous, F.A.; Etemadi, H.; Yegani, R. Optimizing dose of coagulant and pH values for membrane fouling control in a submerged membrane bioreactor. J. Chem. Technol. Biotechnol. 2022, 97, 2794–2804. [Google Scholar]
- Subramani, A.; Jacangelo, J.G. Treatment technologies for reverse osmosis concentrate volume minimization: A review. Sep. Purif. Technol. 2014, 122, 472–489. [Google Scholar]
- Valladares Linares, R.; Li, Z.; Sarp, S.; Bucs, S.S.; Amy, G.; Vrouwenvelder, J.S. Forward osmosis niches in seawater desalination and wastewater reuse. Water Res. 2014, 66, 122–139. [Google Scholar]
- Kiss, A.A.; Kattan Readi, O.M. An industrial perspective on membrane distillation processes. J. Chem. Technol. Biotechnol. 2018, 93, 2047–2055. [Google Scholar] [CrossRef]
- Abdel-Karim, A.; Leaper, S.; Skuse, C.; Zaragoza, G.; Gryta, M.; Gorgojo, P. Membrane cleaning and pretreatments in membrane distillation—A review. Chem. Eng. J. 2021, 422, 129696. [Google Scholar] [CrossRef]
- Loganathan, K.; Chelme-Ayala, P.; Gamal El-Din, M. Treatment of basal water using a hybrid electrodialysis reversal–reverse osmosis system combined with a low-temperature crystallizer for near-zero liquid discharge. Desalination 2015, 363, 92–98. [Google Scholar] [CrossRef]
- Liu, X.; Ma, J.; Li, E.; Zhu, J.; Chu, H.; Zhou, X.; Zhang, Y. Multistage membrane-integrated zero liquid discharge system for ultra-efficient resource recovery from steel industrial brine: Pilot-scale investigation and spatial membrane fouling. J. Membr. Sci. 2024, 699, 122655. [Google Scholar] [CrossRef]
- Shaffer, D.L.; Werber, J.R.; Jaramillo, H.; Lin, S.; Elimelech, M. Forward osmosis: Where are we now? Desalination 2015, 356, 271–284. [Google Scholar] [CrossRef]
- Patel, D.; Mudgal, A.; Patel, V.; Patel, J.; Park, K.; Davies, P.; Alegre, R.R. Energy, exergy, economic and environment analysis of standalone forward osmosis (FO) system for domestic wastewater treatment. Desalination 2023, 567, 116995. [Google Scholar] [CrossRef]
- Curcio, E.; Drioli, E. Membrane Distillation and Related Operations—A Review. Sep. Purif. Rev. 2005, 34, 35–86. [Google Scholar] [CrossRef]
- He, C.; Xu, D.; Luo, C.; Liu, Z. Review on wastewater treatment technology in coal-fired power plants towards zero liquid discharge in China. Desalination 2025, 601, 118520. [Google Scholar] [CrossRef]
- Sun, B.; Zhang, M.; Huang, S.; Cao, Z.; Lu, L.; Zhang, X. Study on mass transfer performance and membrane resistance in concentration of high salinity solutions by electrodialysis. Sep. Purif. Technol. 2022, 281, 119907. [Google Scholar] [CrossRef]
- Wang, J.; Liu, M.; Feng, Z.; Liu, J.; Li, X.; Yu, Y. Effects of di-ions structure of the core layer ionomer on anion exchange membrane characteristics of anti-protein fouling and electrodialysis desalination. Desalination 2024, 576, 117334. [Google Scholar]
- Nayar, K.G.; Fernandes, J.; McGovern, R.K.; Al-Anzi, B.S.; Lienhard, J.H. Cost and energy needs of RO-ED-crystallizer systems for zero brine discharge seawater desalination. Desalination 2019, 457, 115–132. [Google Scholar]
- EPA, U.S. Steam Electric Power Generating Point Source Category: Final Detailed Study Report; Environmental Protection Agency: Washington, DC, USA, 2009. [Google Scholar]
- Ruozheng, L.; Chong, Z.; Wanqiang, Y.; Wenming, M.; Zhilong, J.; Can, W.; Xuan, C.; Haibin, J. Experimental Study of Flue Gas Desulfurization Wastewater Zero Discharge from Coal-fired Power Plant. In Proceedings of the 2016 International Forum on Energy, Environment and Sustainable Development, Shenzhen, China, 16–17 April 2016. [Google Scholar]
- Liang, Z.; Zhang, L.; Yang, Z.; Qiang, T.; Pu, G.; Ran, J. Evaporation and crystallization of a droplet of desulfurization wastewater from a coal-fired power plant. Appl. Therm. Eng. 2017, 119, 52–62. [Google Scholar]
- Chen, H.; Zhan, L.; Gu, L.; Feng, Q.; Zhao, N.; Feng, Y.; Wu, H.; Yang, L. Chloride release characteristics of desulfurization wastewater droplet during evaporation process using the single droplet drying method. Fuel 2021, 305, 121551. [Google Scholar] [CrossRef]
- Sun, Z.; Yang, L.; Chen, S.; Bai, L.; Wu, X. Promoting the removal of fine particles and zero discharge of desulfurization wastewater by spray-turbulent agglomeration. Fuel 2020, 270, 117461. [Google Scholar]
- Lee, S.; Kim, Y.; Hong, S. Treatment of industrial wastewater produced by desulfurization process in a coal-fired power plant via FO-MD hybrid process. Chemosphere 2018, 210, 44–51. [Google Scholar]
- Anderson, W.V.; Cheng, C.-M.; Butalia, T.S.; Weavers, L.K. Forward Osmosis–Membrane Distillation Process for Zero Liquid Discharge of Flue Gas Desulfurization Wastewater. Energy Fuels 2021, 35, 5130–5140. [Google Scholar]
- Ma, C.; Li, Q.; Dai, C.; Wang, L.; Zhao, B.; Zhang, Z.; Xue, S.; Tian, W. Pilot-scale study of forward osmosis for treating desulfurization wastewater. Water Sci. Technol. 2020, 82, 2857–2863. [Google Scholar] [CrossRef]
- Conidi, C.; Macedonio, F.; Ali, A.; Cassano, A.; Criscuoli, A.; Argurio, P.; Drioli, E. Treatment of Flue Gas Desulfurization Wastewater by an Integrated Membrane-Based Process for Approaching Zero Liquid Discharge. Membranes 2018, 8, 117. [Google Scholar] [CrossRef]
- Jia, F.; Wang, J. Treatment of flue gas desulfurization wastewater with near-zero liquid discharge by nanofiltration-membrane distillation process. Sep. Sci. Technol. 2018, 53, 146–153. [Google Scholar]
- Li, B.; Yun, Y.; Liu, G.; Li, C.; Li, X.; Hilal, M.; Yang, W.; Wang, M. Direct contact membrane distillation with softening Pre-treatment for effective reclaiming flue gas desulfurization wastewater. Sep. Purif. Technol. 2021, 277, 119637. [Google Scholar]
- Chen, X.; Li, T.; Dou, X.; Meng, L.; Xu, S. Reverse Osmosis Membrane Combined with Ultrasonic Cleaning for Flue Gas Desulfurization Wastewater Treatment. Water 2022, 14, 875. [Google Scholar] [CrossRef]
- Qian, J.; Liu, R.; Wei, L.; Lu, H.; Chen, G.-H. System evaluation and microbial analysis of a sulfur cycle-based wastewater treatment process for Co-treatment of simple wet flue gas desulfurization wastes with freshwater sewage. Water Res. 2015, 80, 189–199. [Google Scholar]
- Panagopoulos, A.; Giannika, V. Techno-economic analysis (TEA) of zero liquid discharge (ZLD) systems for treatment and utilization of brine via resource recovery. Chem. Eng. Process. Process Intensif. 2024, 200, 109773. [Google Scholar]
- Tong, T.; Elimelech, M. The Global Rise of Zero Liquid Discharge for Wastewater Management: Drivers, Technologies, and Future Directions. Environ. Sci. Technol. 2016, 50, 6846–6855. [Google Scholar] [PubMed]
- Bernardo, P.; Drioli, E. Membrane gas separation progresses for process intensification strategy in the petrochemical industry. Pet. Chem. 2010, 50, 271–282. [Google Scholar]
- Al-Sahali, M.; Ettouney, H. Developments in thermal desalination processes: Design, energy, and costing aspects. Desalination 2007, 214, 227–240. [Google Scholar]
- Roy, S.; Ragunath, S. Emerging Membrane Technologies for Water and Energy Sustainability: Future Prospects, Constraints and Challenges. Energies 2018, 11, 2997. [Google Scholar] [CrossRef]
- Suwaileh, W.; Johnson, D.; Hilal, N. Membrane desalination and water re-use for agriculture: State of the art and future outlook. Desalination 2020, 491, 114559. [Google Scholar]
- Ahmed, F.E.; Lalia, B.S.; Hashaikeh, R.; Hilal, N. Alternative heating techniques in membrane distillation: A review. Desalination 2020, 496, 114713. [Google Scholar]
- Castel, C.; Favre, E. Membrane separations and energy efficiency. J. Membr. Sci. 2018, 548, 345–357. [Google Scholar]
- Radha; Sharma, N.; Prakash, S.; Kumari, N.; Sharma, D.; Laller, R.; Pundir, A.; Puri, S. From Challenges to Opportunities: Exploring Minimum Liquid Discharge and Zero Liquid Discharge Strategies for Wastewater Management and Resource Recovery. In Role of Science and Technology for Sustainable Future: Volume 2—Applied Sciences and Technologies; Sobti, R.C., Ed.; Springer Nature Singapore: Singapore, 2024; pp. 371–394. [Google Scholar]
- Turek, M.; Mitko, K.; Piotrowski, K.; Dydo, P.; Laskowska, E.; Jakóbik-Kolon, A. Prospects for high water recovery membrane desalination. Desalination 2017, 401, 180–189. [Google Scholar]
- Venzke, C.D.; Giacobbo, A.; Ferreira, J.Z.; Bernardes, A.M.; Rodrigues, M.A.S. Increasing water recovery rate of membrane hybrid process on the petrochemical wastewater treatment. Process Saf. Environ. Prot. 2018, 117, 152–158. [Google Scholar]
- Zhao, S.; Yan, S.; Wang, D.K.; Wei, Y.; Qi, H.; Wu, T.; Feron, P.H.M. Simultaneous heat and water recovery from flue gas by membrane condensation: Experimental investigation. Appl. Therm. Eng. 2017, 113, 843–850. [Google Scholar]
- Wu, Z.-W.; Yang, H.-C. Solar energy technologies for desalination and utilization of hypersaline brines. Sustain. Energy Fuels 2025, 9, 673–692. [Google Scholar]
- Lu, H.; Wang, J.; Wang, T.; Wang, N.; Bao, Y.; Hao, H. Crystallization techniques in wastewater treatment: An overview of applications. Chemosphere 2017, 173, 474–484. [Google Scholar]
- Nakhodazadeh, M.R.; Hashemifard, S.A.; Matsuura, T.; Abbasi, M.; Khosravi, A. Challenges and potentials of hybrid Membrane-crystallization processes in sustainable zero liquid discharge process and energy cost estimation. Sep. Purif. Technol. 2025, 354, 128644. [Google Scholar]
- Ting, W.H.T.; Tan, I.A.W.; Salleh, S.F.; Abdul Wahab, N.; Atan, M.F.; Abdul Raman, A.A.; Kong, S.L.; Lam, L.S. Sustainable saline wastewater treatment using eutectic freeze crystallization: Recent advances, challenges and future prospects. J. Environ. Chem. Eng. 2024, 12, 112919. [Google Scholar]
- Ye, X.; An, X.; Zhang, H.; Wang, S.; Guo, B.; Yu, A. Process simulation on atomization and evaporation of desulfurization wastewater and its application. Powder Technol. 2021, 389, 178–188. [Google Scholar]
- Wang, Y.; Zhan, L.; Luo, Q.; Chen, H.; Mao, J.; Wan, J.; Liu, C.; Chen, H.; Zheng, S.; Chen, Z.; et al. Investigation on the rotary atomization evaporation of high-salinity desulfurization wastewater: Performance and products insights. J. Environ. Manag. 2024, 371, 123044. [Google Scholar]
- Jafarian, H.; Dadashi Firouzjaei, M.; Aghapour Aktij, S.; Aghaei, A.; Pilevar Khomami, M.; Elliott, M.; Wujcik, E.K.; Sadrzadeh, M.; Rahimpour, A. Synthesis of heterogeneous metal organic Framework-Graphene oxide nanocomposite membranes for water treatment. Chem. Eng. J. 2023, 455, 140851. [Google Scholar]
- Rao, Z.; Feng, K.; Tang, B.; Wu, P. Surface Decoration of Amino-Functionalized Metal–Organic Framework/Graphene Oxide Composite onto Polydopamine-Coated Membrane Substrate for Highly Efficient Heavy Metal Removal. ACS Appl. Mater. Interfaces 2017, 9, 2594–2605. [Google Scholar] [CrossRef] [PubMed]
- Kamran, U.; Rhee, K.Y.; Lee, S.-Y.; Park, S.-J. Innovative progress in graphene derivative-based composite hybrid membranes for the removal of contaminants in wastewater: A review. Chemosphere 2022, 306, 135590. [Google Scholar] [CrossRef] [PubMed]
- Pasaoglu, M.E.; Kaya, R.; Koyuncu, I. Novel Membrane Technologies in the Treatment and Recovery of Wastewaters. In Wastewater Management and Technologies; Debik, E., Bahadir, M., Haarstrick, A., Eds.; Springer Nature: Cham, Switzerland, 2023; pp. 87–106. [Google Scholar]
- Rastgar, M.; Moradi, K.; Burroughs, C.; Hemmati, A.; Hoek, E.; Sadrzadeh, M. Harvesting Blue Energy Based on Salinity and Temperature Gradient: Challenges, Solutions, and Opportunities. Chem. Rev. 2023, 123, 10156–10205. [Google Scholar] [CrossRef]
- Osman, A.I.; Chen, Z.; Elgarahy, A.M.; Farghali, M.; Mohamed, I.M.A.; Priya, A.K.; Hawash, H.B.; Yap, P.-S. Membrane Technology for Energy Saving: Principles, Techniques, Applications, Challenges, and Prospects. Adv. Energy Sustain. Res. 2024, 5, 2400011. [Google Scholar] [CrossRef]
- Panagopoulos, A. Assessing the Energy Footprint of Desalination Technologies and Minimal/Zero Liquid Discharge (MLD/ZLD) Systems for Sustainable Water Protection via Renewable Energy Integration. Energies 2025, 18, 962. [Google Scholar] [CrossRef]
- Panagopoulos, A.; Giannika, V. Decarbonized and circular brine management/valorization for water & valuable resource recovery via minimal/zero liquid discharge (MLD/ZLD) strategies. J. Environ. Manag. 2022, 324, 116239. [Google Scholar] [PubMed]
- Krishnan, A.; Sundaram, T.; Nagappan, B.; Devarajan, Y.; Bhumika. Integrating artificial intelligence in nanomembrane systems for advanced water desalination. Results Eng. 2024, 24, 103321. [Google Scholar] [CrossRef]
- Osman, A.I.; Nasr, M.; Farghali, M.; Bakr, S.S.; Eltaweil, A.S.; Rashwan, A.K.; Abd El-Monaem, E.M. Machine learning for membrane design in energy production, gas separation, and water treatment: A review. Environ. Chem. Lett. 2024, 22, 505–560. [Google Scholar] [CrossRef]
- Ignacz, G.; Bader, L.; Beke, A.K.; Ghunaim, Y.; Shastry, T.; Vovusha, H.; Carbone, M.R.; Ghanem, B.; Szekely, G. Machine learning for the advancement of membrane science and technology: A critical review. J. Membr. Sci. 2025, 713, 123256. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).