Study on the Mechanism of High-Pressure Spraying of Water-Based Release Agent by External Mixing


Abstract
1. Introduction
2. Model Establishment
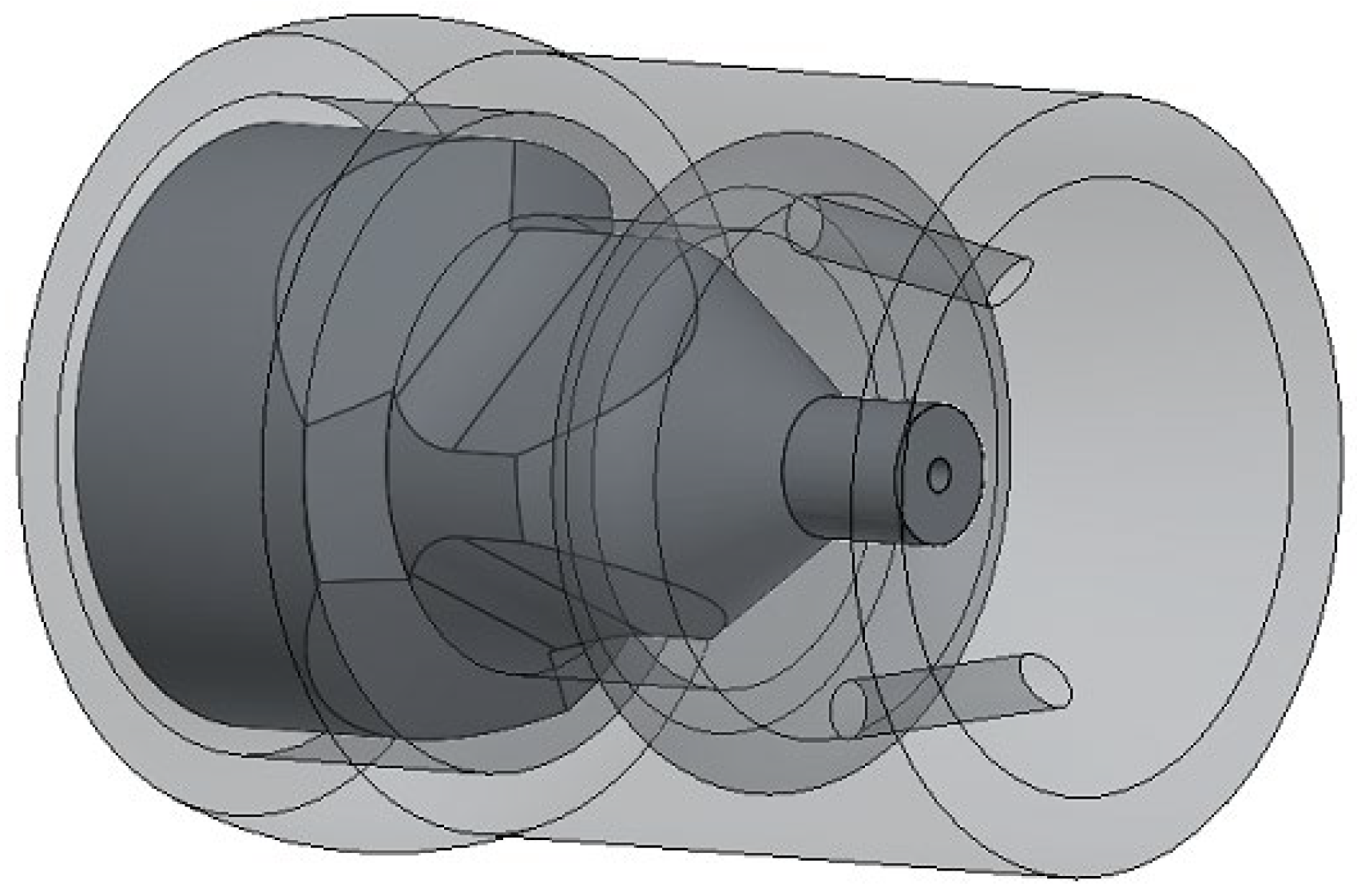
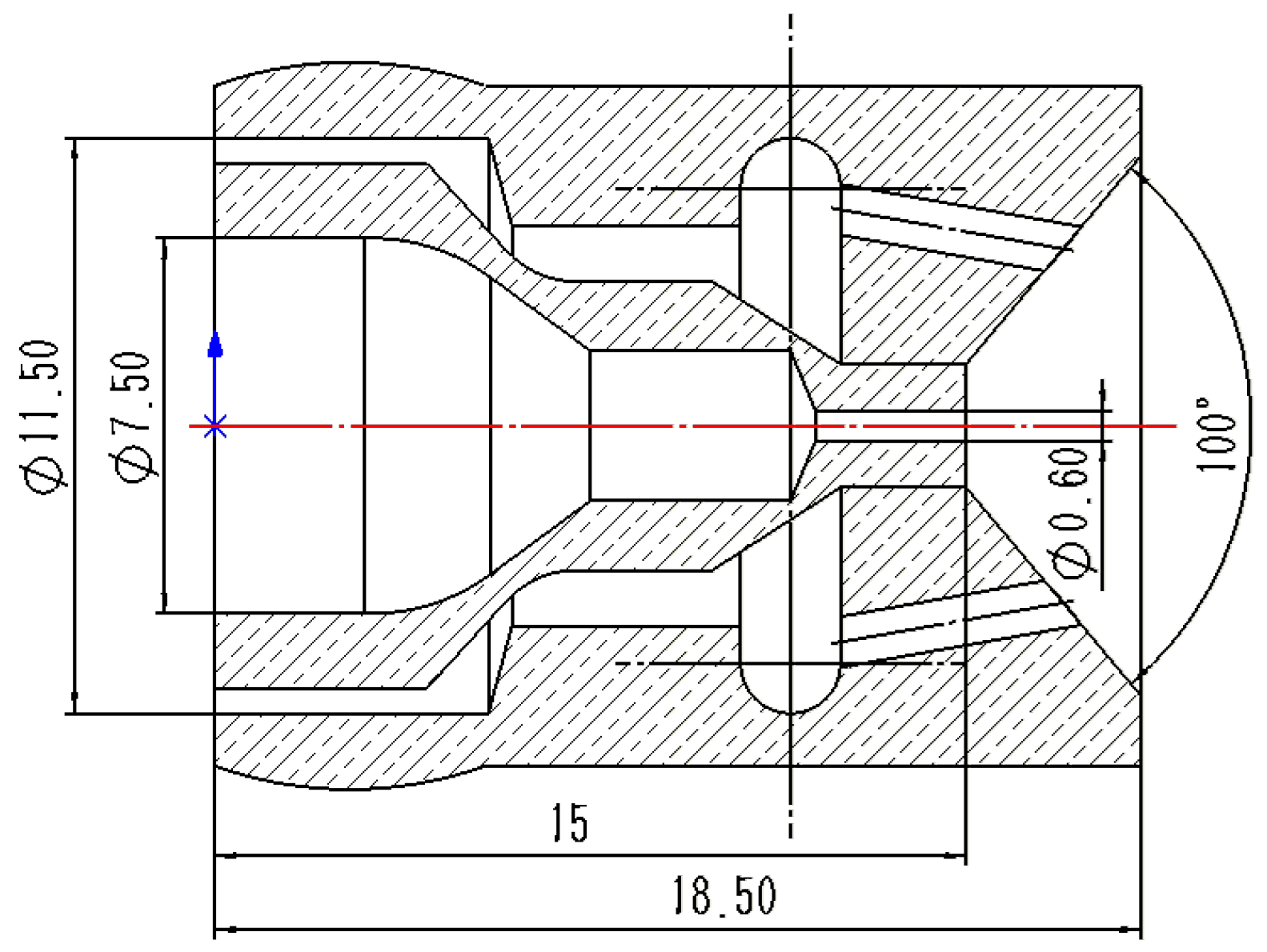
2.1. Three-Dimensional Structure Model
2.2. Fluid Computational Model
3. Computing Domain and Grid Independence Test
3.1. Fluid Computing Domain Selection
3.2. Grid Independence Test
4. Effect of Gas–Liquid Pressure Ratio on Atomization Quality
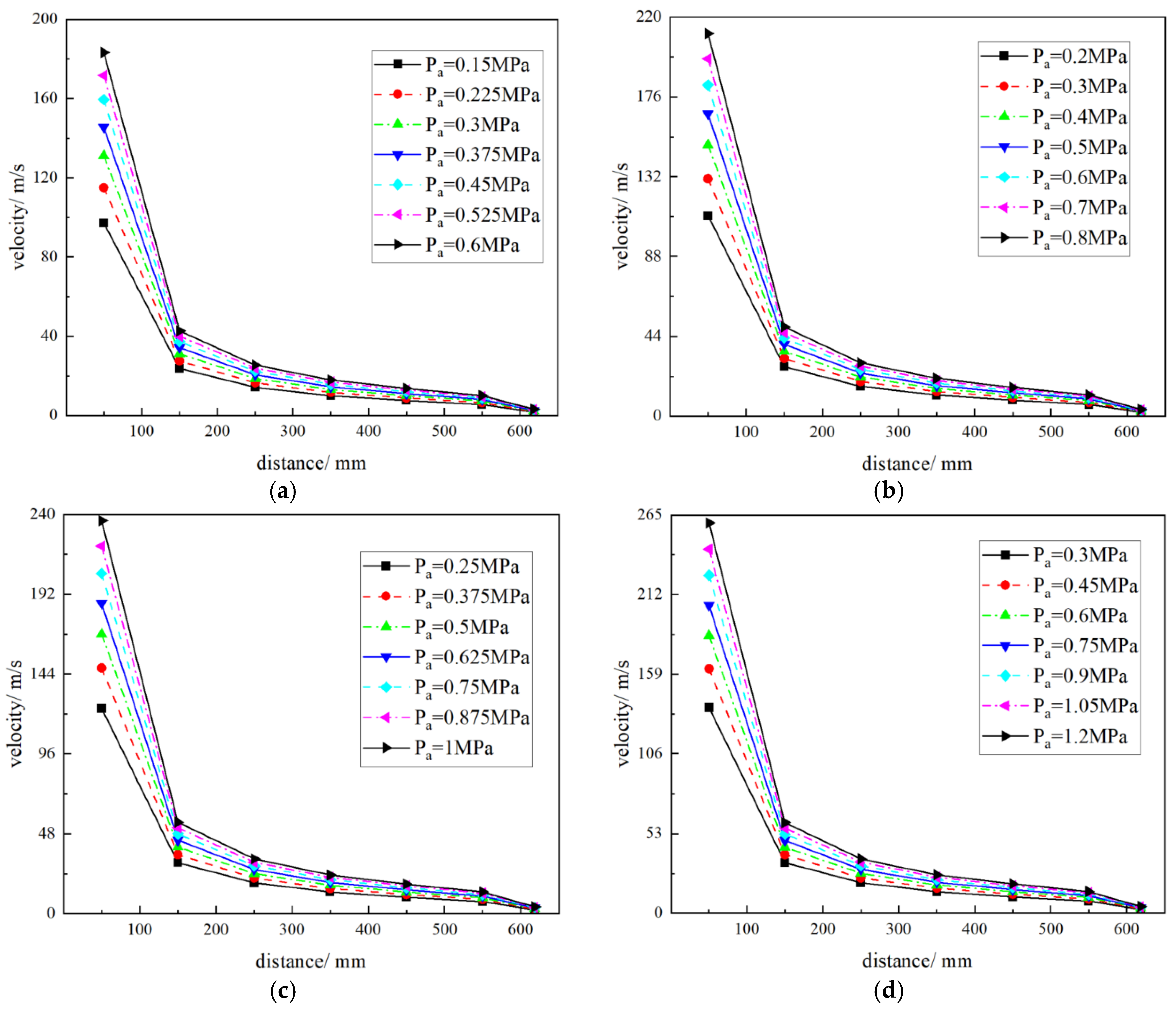
4.1. Influence of Pressure Ratio on Velocity Field
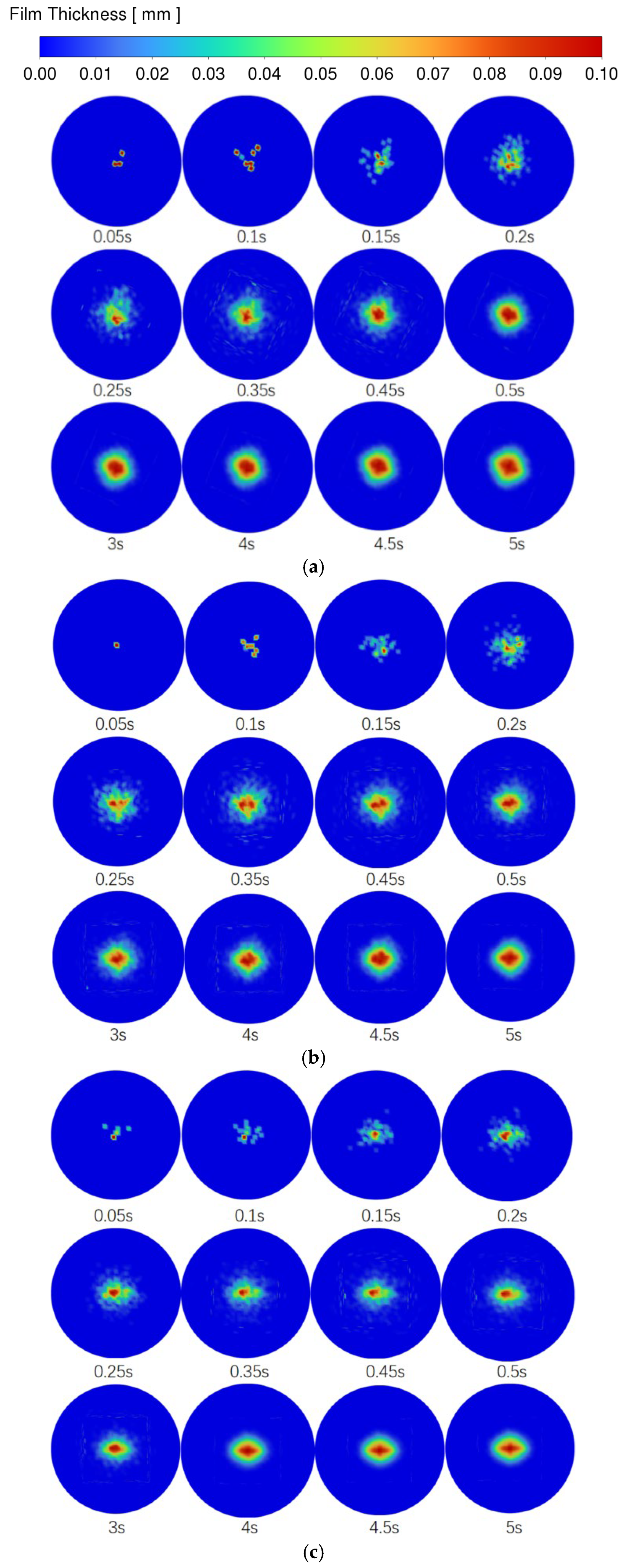
4.2. Influence of Pressure Ratio on Liquid Film
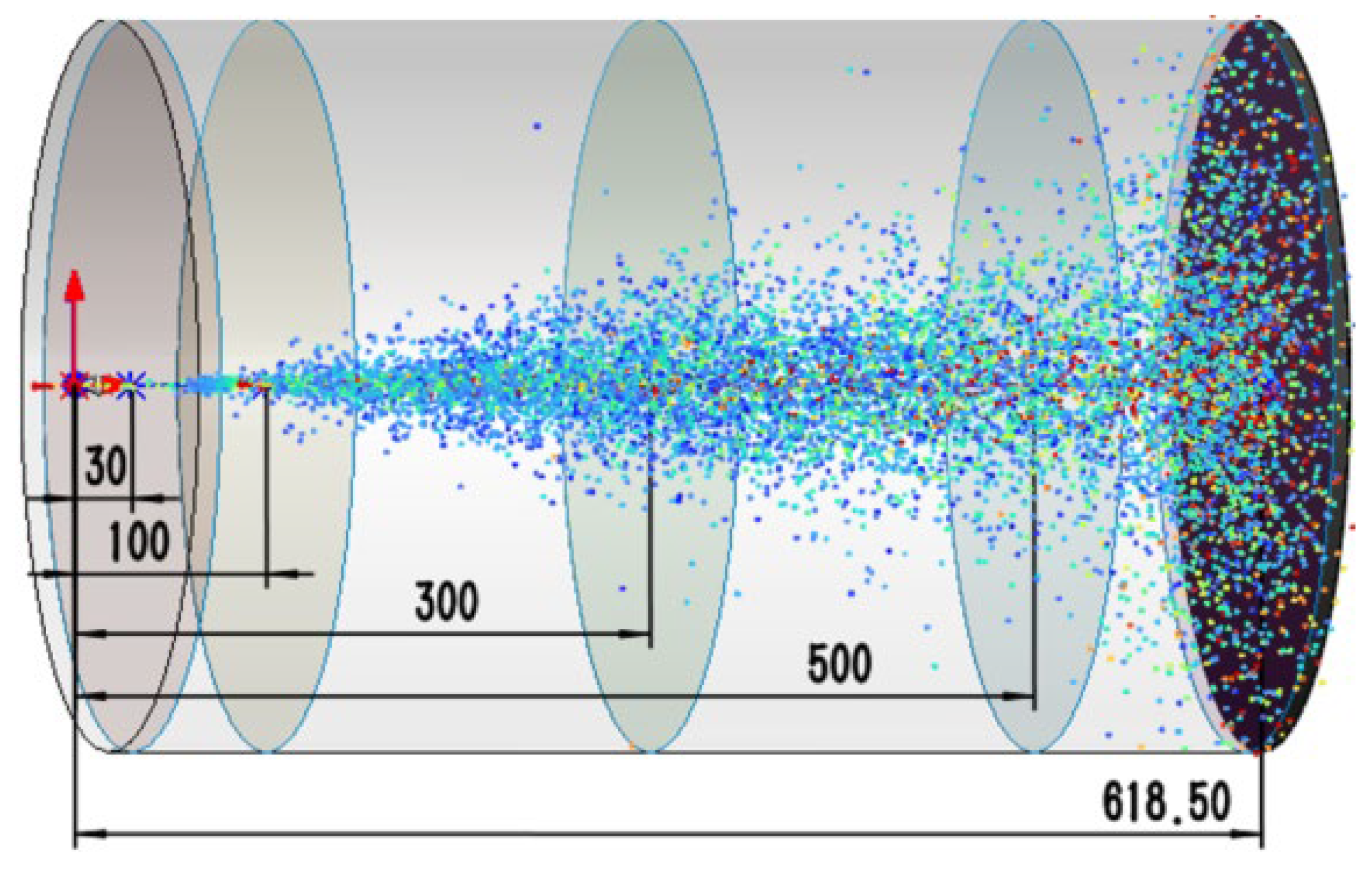
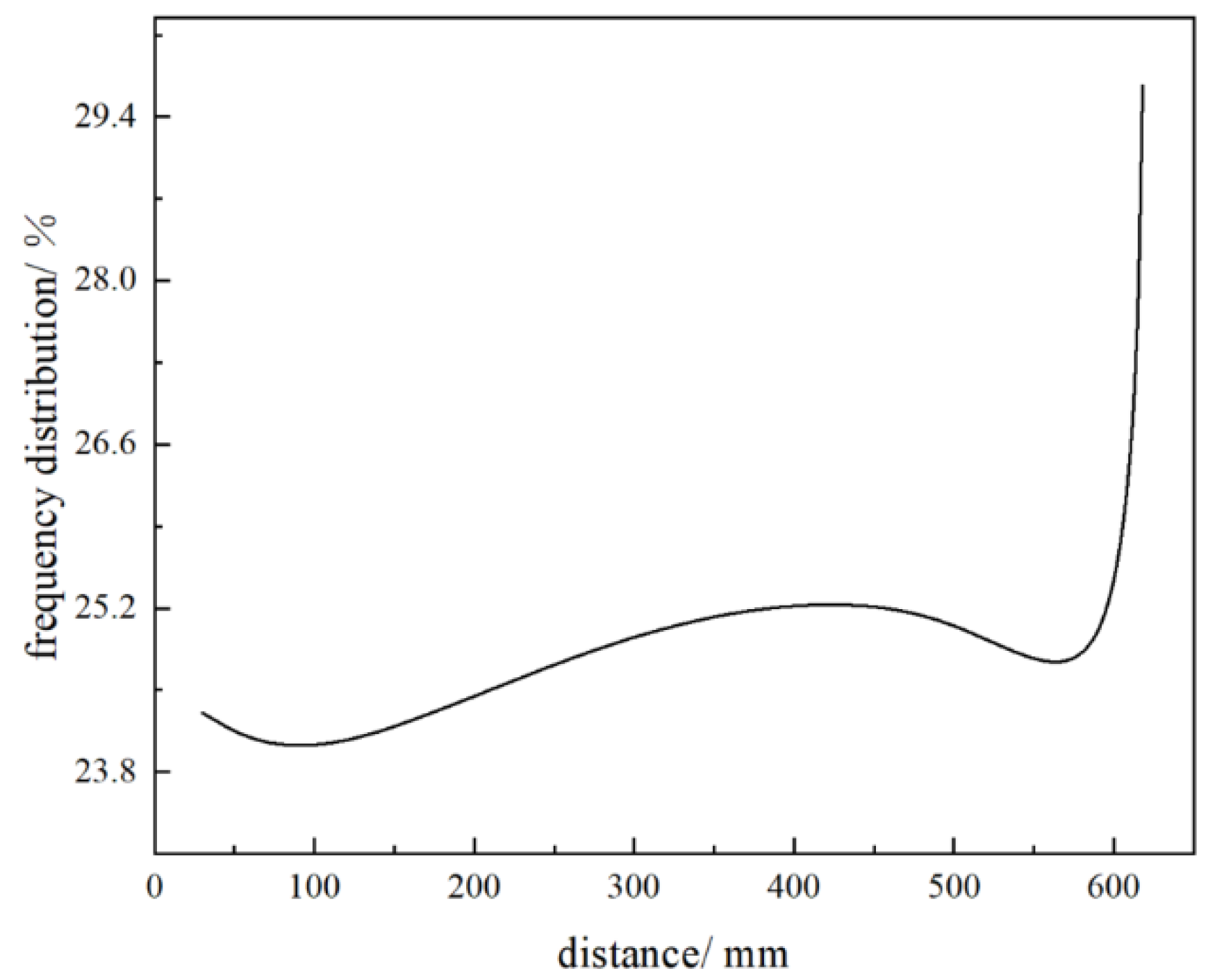
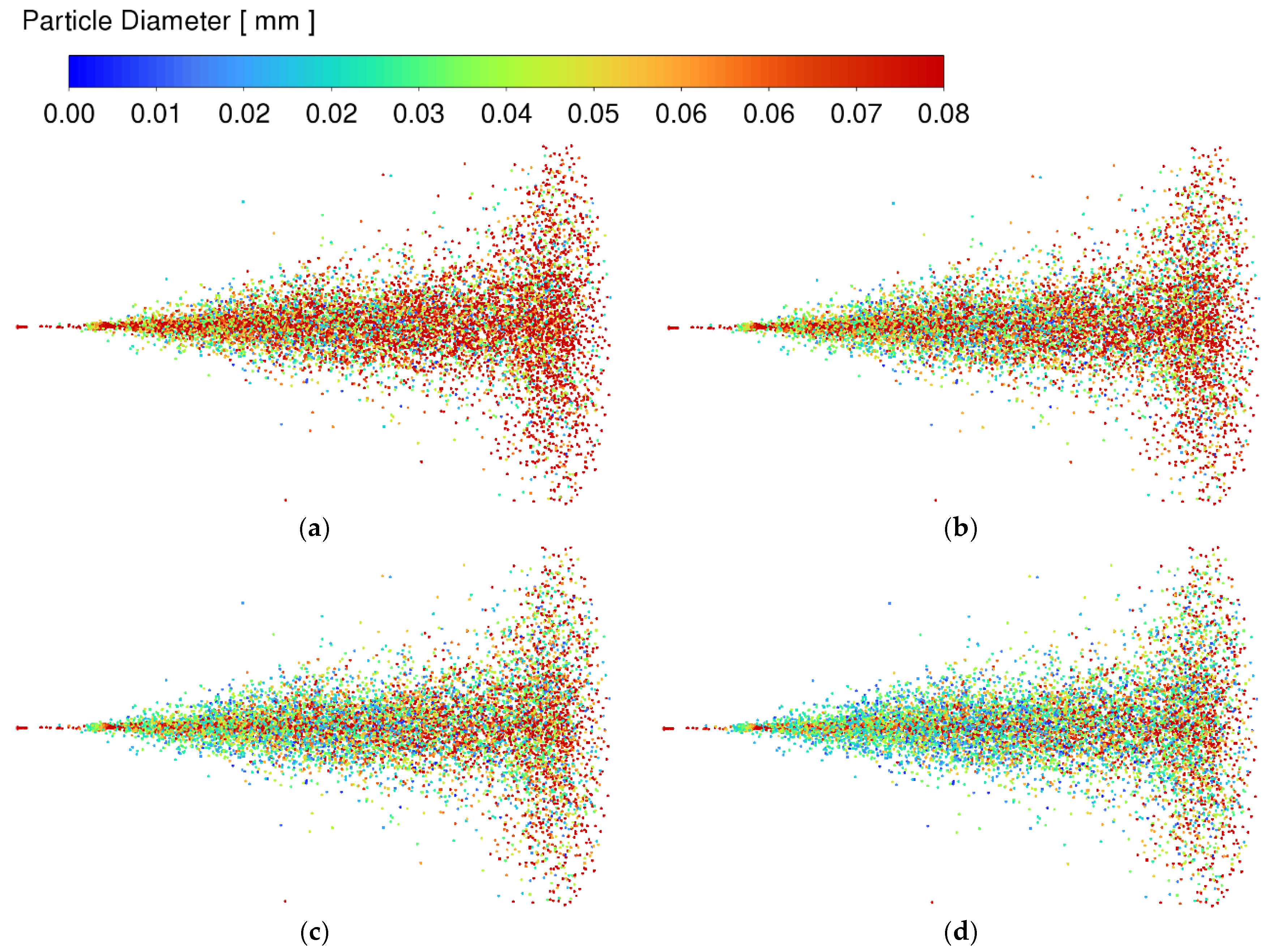
4.3. Influence of Pressure Ratio on Particle Distribution
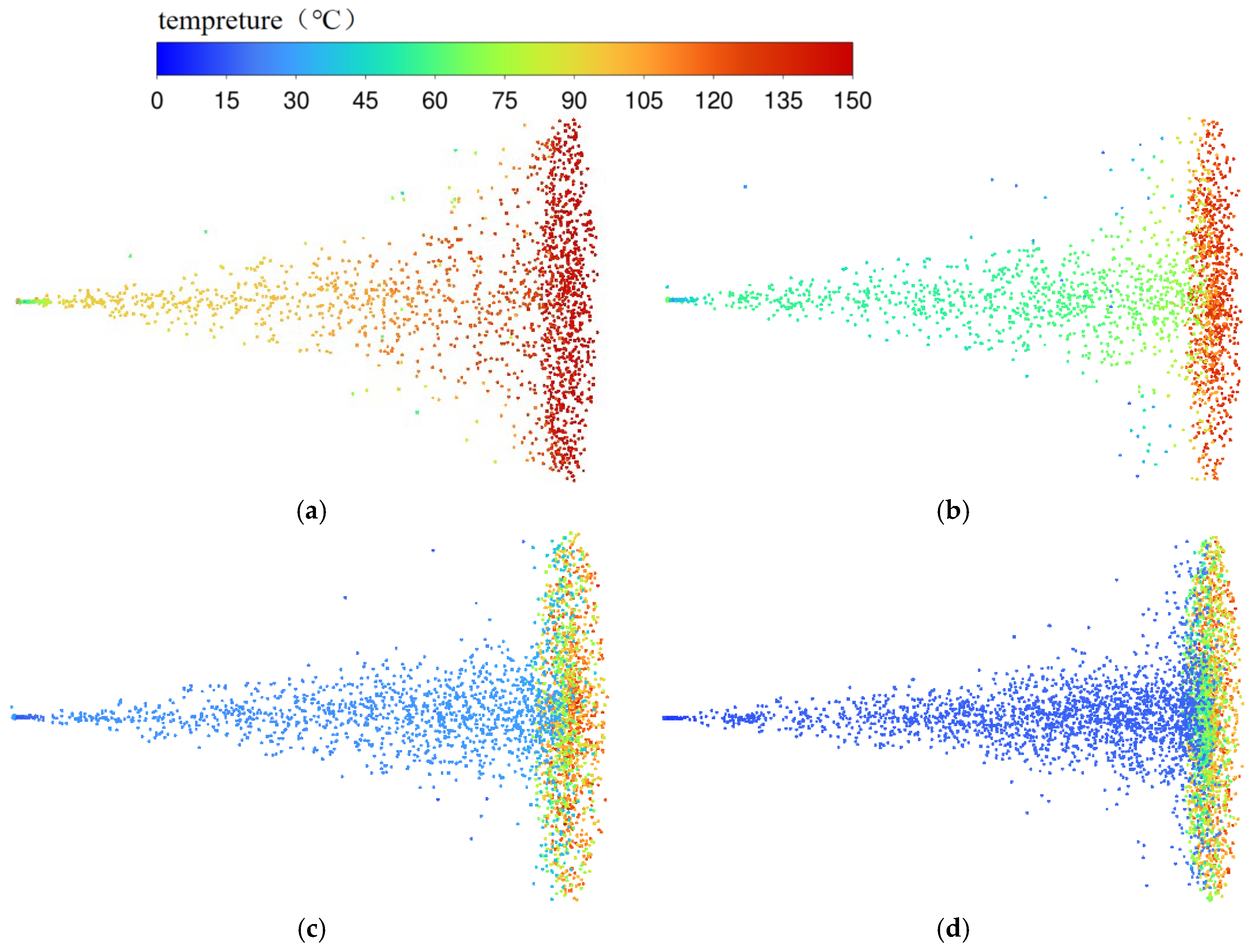
4.4. Influence of Pressure Ratio on Temperature
5. Analysis of Experimental Results on Cooling Amount Based on K Value
5.1. Building an Experimental Platform
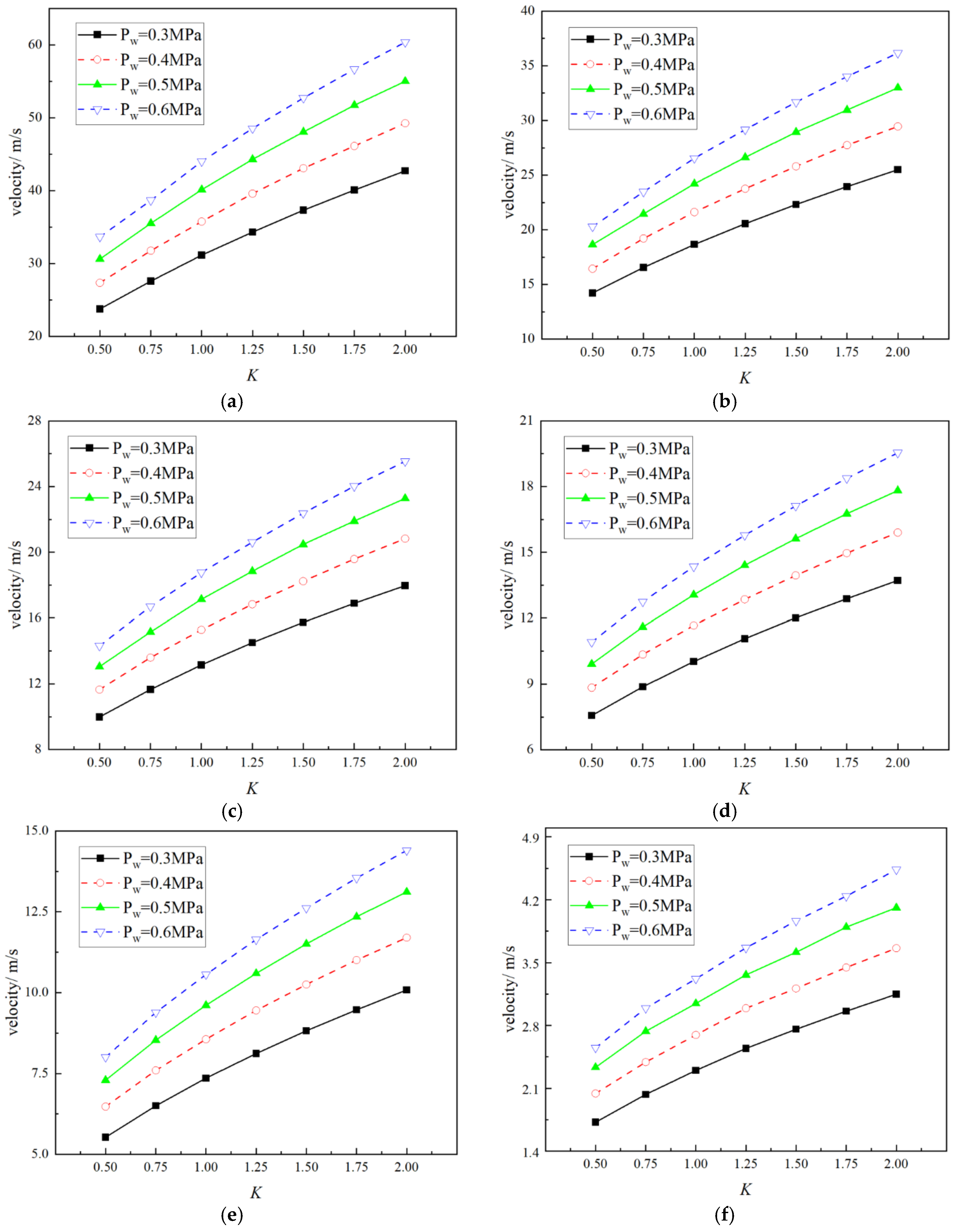
5.2. Data Analysis
6. Conclusions
- (1)
- With the increase in the pressure ratio of the gas phase to the liquid phase, the droplets with a certain kinetic energy encounter the high-pressure gas with a higher kinetic energy, the atomized particle velocity increases gradually, and the velocity variation range increases gradually. When K = 2, the ion velocity reaches its peak, and the influence of gas pressure on atomized particle velocity is greater than that of liquid pressure.
- (2)
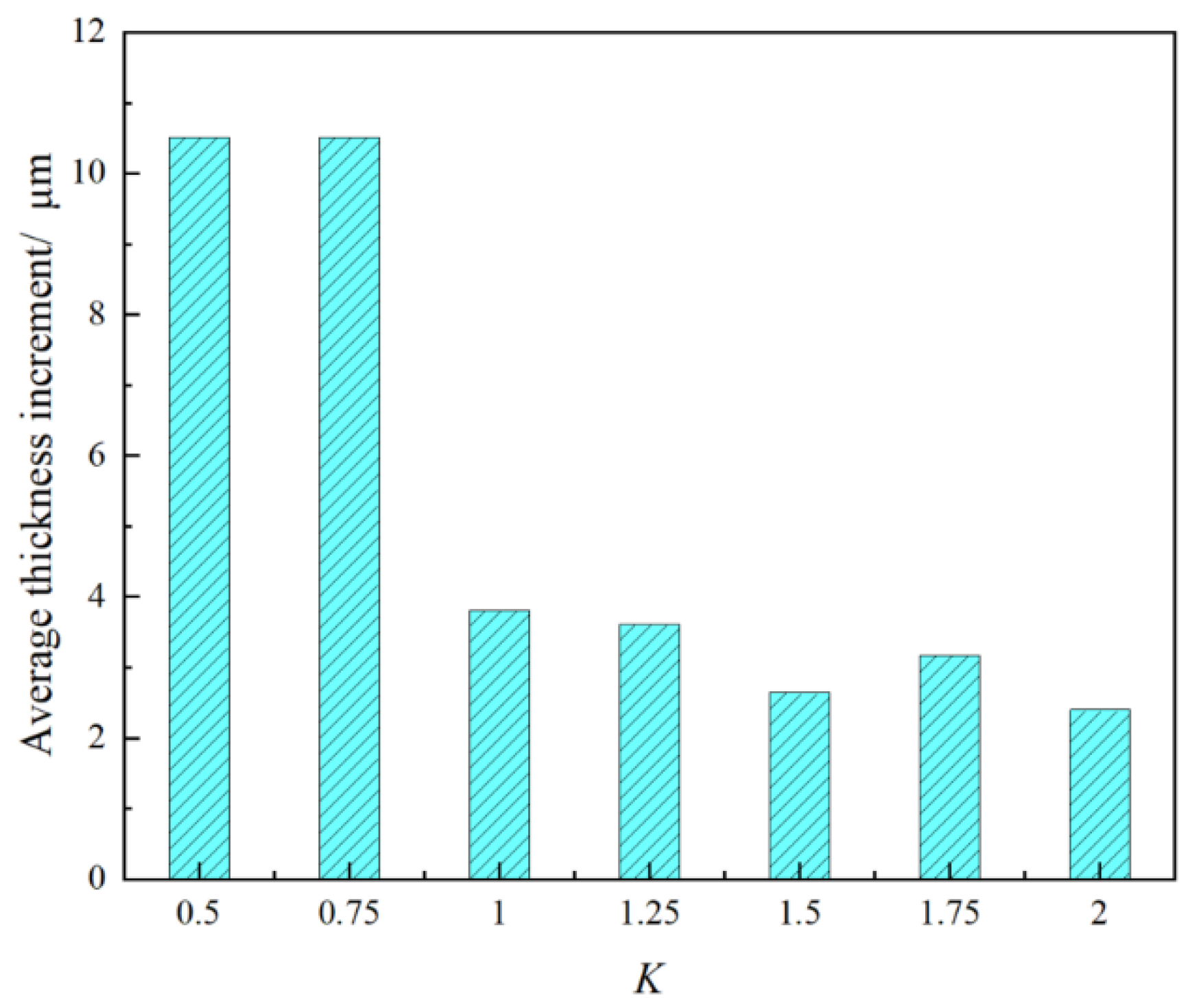
- When the liquid phase pressure is determined, with the increase in K value and the increase in air pressure, the particles overcome the shear force and tear into atomized particles with a smaller diameter. The liquid film thickness on the iron plate gradually tends to saturation, and the liquid film thickness increases first and then flattens. After the liquid phase pressure reaches 0.4 MPa, the influence of gas phase pressure on liquid film thickness is greater than that of liquid phase pressure. When K = 1.5, the absolute liquid film average thickness increment is small, which has the best effect on the formation of liquid film thickness.
- (3)
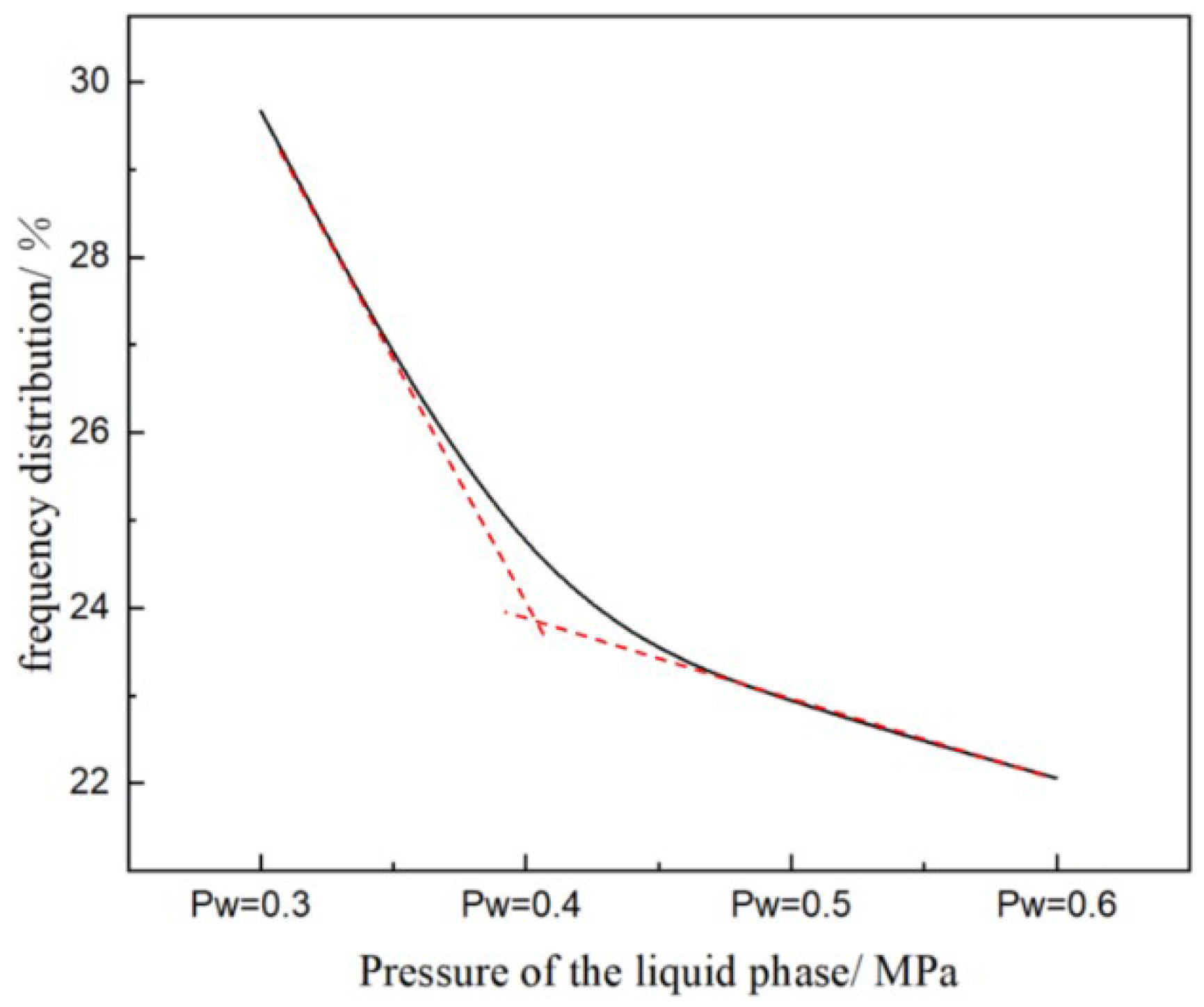
- At a normally distributed particle size, the peak of about 65 microns, the D60–70 frequency distribution on the surface of the iron plate reached 29%, and the K value has little effect on the particle size distribution. As K increases, the frequency distribution of D60–70 decreases. When K = 1.5, the atomized particle size changes the least, the frequency distribution of D65 is approximately the same, and the atomization effect is the most stable.
- (4)
- When K is from 0.5 to 2, the flow field velocity changes continuously increase, the liquid film thickness decreases and becomes stable, and the distribution of D60–70 is almost unchanged and stable by 24.3%. Therefore, the pressure ratio has the greatest effect on the flow field velocity distribution, the second on the atomized particle size distribution, and the least effect on the liquid film thickness.
- (5)
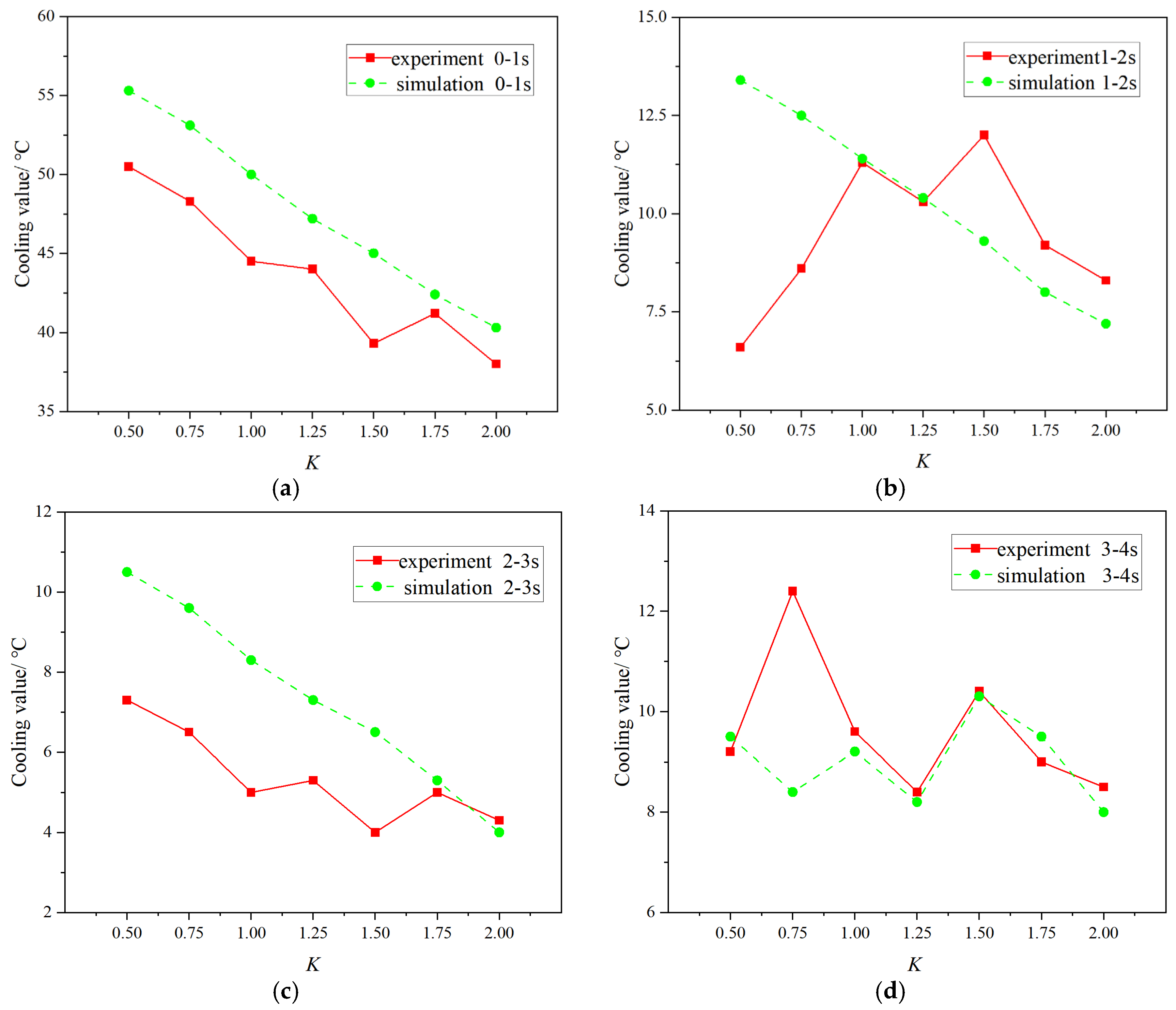
- The analysis of the experimental data shows that the temperature of the iron plate drops the most when the time of spraying the release agent is 1 s, and the lower the K value is, the greater the cooling amount. After 2 s, the temperature change is less than 15 °C, and the change in K value has little effect on the temperature drop.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dong, W.Q.; Yao, L.G.; Luo, W.L. Numerical Simulation of Flow Field of Submerged Angular Cavitation Nozzle. Appl. Sci. 2023, 13, 613. [Google Scholar] [CrossRef]
- Zhang, H.C.; Liu, Y.P.; Chen, Q. Analysis and Research on Oil Injection Lubrication of Variable Tooth Thickness Gear Based on CFD Method. Appl. Sci. 2025, 15, 297. [Google Scholar] [CrossRef]
- Vankeswaram, S.K.; Maly, M.; Jedelsky, J. Understanding the fuel spray characteristics in the near-nozzle region for a pressure swirl atomizer. J. Aerosol Sci. 2024, 178, 106350. [Google Scholar] [CrossRef]
- Chen, B.; Xu, J.H.; Li, Y.Y.; Lu, Y.J.; Zhong, Y.L.; Zhang, Z.Y.; Li, Y.B. Optimization of particle removal characteristics and efficiency of two-fluid nozzle based on CFD-DEM. Chin. High Technol. Lett. 2024, 34, 895–904. [Google Scholar]
- Wang, Z.; Han, M.; Zhu, Z.; Jiang, Y.; Jiang, L. Atomization mass transfer in two-phase nozzle flow employing numerical and experimental analyses for a solar energy storage system. J. Energy Storage 2022, 48, 104021. [Google Scholar] [CrossRef]
- Tong, L.Q.; Guo, Y.H.; Jia, X.; Lei, M.; Shi, D.M.; Zhang, T. Influence of various factors on the atomization and dust suppression characteristics of internal mixing pneumatic atomization nozzles. J. Saf. Environ. 2024, 24, 4724–4733. [Google Scholar]
- Yu, H.M.; Jin, Y.C.; Cheng, W.M.; Yang, X.Y.; Peng, X.L.; Xie, Y. Multiscale simulation of atomization process and droplet particles diffusion of pressure-swirl nozzle. Powder Technol. 2021, 379, 127–143. [Google Scholar] [CrossRef]
- Fang, Z.Y.; Qian, L.Y.; Zhu, C.L.; Qiao, W.T. Optimization of Flow Channel Structure in Air Atomization Nozzle Based on Response Surface Method. Chin. J. Hydrodyn. 2024, 39, 788–800. [Google Scholar]
- Zheng, Y.Y.; Li, W.P.; Shao, H.; Wang, X.; Cao, Y.R.; Cheng, X. Experimental and simulation study on the influencing factors of atomization of internal mixing air atomizing nozzles. Fluid Mach. 2024, 52, 39–47. [Google Scholar]
- Liu, H.Y.; Feng, S.K.; Li, B.K.; Tan, Y.H.; Yu, Y.S. Atomization performance of Y-jet nozzle based on VOF-DPM coupling method. Chem. Eng. 2024, 52, 78–83. [Google Scholar]
- Xue, S.S.; Han, J.L.; Xi, X.; Lan, Z.; Wen, R.F.; Ma, X.H. Coordination of distinctive pesticide adjuvants and atomization nozzles on droplet spectrum evolution for spatial drift reduction. Chin. J. Chem. Eng. 2024, 66, 250–262. [Google Scholar] [CrossRef]
- Liu, X.R.; Liu, T.; Guo, X.L.; Luo, X.G.; Dai, H.L. Numerical Simulation of the Flow Field Inside the Air Atomization Nozzle in the Normalized Cooling Section of Oriented Silicon Steel. Sci. Technol. Eng. 2024, 24, 12095–12104. [Google Scholar]
- Liu, T.; Chen, X.Y.; Zhang, J.; Feng, L.L.; Liu, X.W.; Hao, C. Structural optimization design of ice abrasive water jet nozzle based on multi-objective algorithm. Flow Meas. Instrum. 2024, 97, 102586. [Google Scholar] [CrossRef]
- Yang, X.; Long, X.; Yao, X. Numerical investigation on the mixing process in a steam ejector with different nozzle structures. Int. J. Therm. Sci. 2012, 56, 95–106. [Google Scholar] [CrossRef]
- Li, J.H.; Wang, P.F.; Sun, S.B.; Wang, X.Z. Design and Application of Outer Spray Device for Coal Mine Boring Machine. Miner. Eng. Res. 2024, 39, 72–78. [Google Scholar]
- Liu, L.; Li, G.Z.; Wang, S.J.; Cui, L.Y. Study on atomization performance of pipe catalytic cracking feedstock nozzles. Pet. Refin. Eng. 2024, 54, 33–36. [Google Scholar]
- Barbieri, M.R.; Achelis, L.; Fritsching, U. Effect of Y-jet nozzle geometry and operating conditions on spray characteristics and atomizer efficiency. Int. J. Multiph. Flow 2023, 168, 104585. [Google Scholar] [CrossRef]
- Cao, H.; Fan, Y.S.; Ma, C.Y.; Li, P.; Zhan, W.; Cao, Y.B.; Duan, F.Y. The simulation and analysis of the spraying status of large sprinkler machines loaded with atomizing micro-sprinklers. Alex. Eng. J. 2024, 106, 467–473. [Google Scholar] [CrossRef]
- Cardona, S.; Guiberti, T.F. Effects of boundary conditions on flash boiling ammonia sprays from a twin-fluid atomizer. Int. Commun. Heat Mass Transf. 2024, 159, 107978. [Google Scholar] [CrossRef]
- Fröde, F.; Desjardins, O.; Bieber, M.; Reddemann, M.; Kneer, R.; Pitsch, H. Multiscale simulation of spray and mixture formation for a coaxial atomizer. Int. J. Multiph. Flow 2025, 182, 104971. [Google Scholar] [CrossRef]
- Rostami, E.; Mahdavy, M.M. Distribution function and atomization parameters of petroleum fuels sprays: An experimental and numerical study. Results Eng. 2024, 21, 101692. [Google Scholar] [CrossRef]
- Canado, A.; Lemen, C.; Pages, M.; Violleau, F.; Dietrich, N.; Hébrard, G. Gas-liquid mass transfer characterization in a thin shrinking film at an atomization nozzle. Int. J. Heat Mass Transf. 2022, 189, 122672. [Google Scholar] [CrossRef]
- Zerwas, A.A.; Silva, F.C.; Guardani, R.; Achelis, L.; Fritsching, U. Impact of the gas atomizer nozzle configuration on metal powder production for additive manufacturing. Powder Technol. 2024, 443, 119974. [Google Scholar] [CrossRef]
- Li, W.J.; Zhou, W.; Wang, J.Y.; Zhang, K.; Zhu, B.Y. Effect of water flow on atomization performance of air atomizer based on numerical simulation. Min. Technol. 2024, 24, 259–264. [Google Scholar]
- Ibrahim, I.A.; Elzallat, A.M.; Elsakka, M.M.; Farag, T.M.; Gad, H.M. Effect of atomizing gas type on kerosene spray combustion using gas-blast atomizer: A comparative numerical study. Appl. Therm. Eng. 2024, 239, 121996. [Google Scholar] [CrossRef]
- Matsushita, Y.; Katayama, T.; Saito, Y.; Matsukawa, Y.; Okabe, T.; Shirota, M.; Inamura, T.; Daikoku, M.; Fukuno, J.; Aoki, H. A spray painting simulation using high-speed rotary Atomizer—Model development and comparison of LES and RANS—. Results Eng. 2024, 21, 101697. [Google Scholar] [CrossRef]
- Navarro, P.; Ruiz, J.; Martínez, P.; Lucas, M. Numerical study of an ultrasonic spray atomiser as an evaporative cooler. Appl. Therm. Eng. 2024, 236, 121455. [Google Scholar] [CrossRef]
- Rajendram Soundararajan, P.; Durox, D.; Renaud, A.; Candel, S. Impact of spray dynamics on combustion instabilities investigated by changing the atomizer recess in a swirl combustor. Combust. Flame 2023, 252, 112757. [Google Scholar] [CrossRef]
- Shadrin, E.Y.; Anufriev, I.S.; Butakov, E.B.; Kopyev, E.P.; Alekseenko, S.V.; Maltsev, L.I.; Sharypov, O.V. Coal-water slurry atomization in a new pneumatic nozzle and combustion in a low-power industrial burner. Fuel 2021, 303, 121182. [Google Scholar] [CrossRef]
- Xie, Z.; Zhao, Z.; Li, D.; Li, F.; Zhang, C.J.; Huang, C.; Xiao, Y.M. Experimental study on the atomization characteristics and dust removal efficiency of a fan-shaped nozzle for purifying working environment. Sci. Total Environ. 2023, 894, 164994. [Google Scholar] [CrossRef]
- Urionabarrenetxea, E.; Martín, J.M.; Avello, A.; Rivas, A. Simulation and validation of the gas flow in close-coupled gas atomisation process: Influence of the inlet gas pressure and the throat width of the supersonic gas nozzle. Powder Technol. 2022, 407, 117688. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pressure Ratio | Liquid Phase Pressure (MPa) |
|---|---|
| 0.5 | 0.3 |
| 0.75 | 0.4 |
| 1 | 0.5 |
| 1.25 | 0.6 |
| 1.5 | |
| 1.75 | |
| 2 |
| Parameters | Remarks |
|---|---|
| Ingredient | Methyl silicone oil |
| Character | Milky white viscous liquid |
| Density | 0.96–1.04 g/mL |
| Specific heat capacity | 4.18 ± 0.2 J/(g·°C) |
| PH value | 6–8 |
| Solid content | 30 ± 2% |
| Parameters | Remarks |
|---|---|
| Indoor temperature | 27 °C |
| Humidity | 30% |
| Voltage | 380 v |
| Hydraulic pressure | 0.4 MPa |
| Air pressure | 0.6 MPa |
| Diaphragm pump rated power | 7.5 kw |
| Diaphragm pump rated flow rate | 10 m3/h |
| Flowmeter measuring range | 0.1–200 L/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Q.; Liu, Z.; Xu, Y.; Huang, L.; Wang, D.; Chen, L.; Chen, S. Study on the Mechanism of High-Pressure Spraying of Water-Based Release Agent by External Mixing. Processes 2025, 13, 1224. https://doi.org/10.3390/pr13041224
Zhang Q, Liu Z, Xu Y, Huang L, Wang D, Chen L, Chen S. Study on the Mechanism of High-Pressure Spraying of Water-Based Release Agent by External Mixing. Processes. 2025; 13(4):1224. https://doi.org/10.3390/pr13041224
Chicago/Turabian StyleZhang, Qian, Ziyang Liu, Yuhan Xu, Lei Huang, Dagui Wang, Liai Chen, and Song Chen. 2025. "Study on the Mechanism of High-Pressure Spraying of Water-Based Release Agent by External Mixing" Processes 13, no. 4: 1224. https://doi.org/10.3390/pr13041224
APA StyleZhang, Q., Liu, Z., Xu, Y., Huang, L., Wang, D., Chen, L., & Chen, S. (2025). Study on the Mechanism of High-Pressure Spraying of Water-Based Release Agent by External Mixing. Processes, 13(4), 1224. https://doi.org/10.3390/pr13041224