
Biodegradable Polymer Composites Based on Polypropylene and Hybrid Fillers for Applications in the Automotive Industry

 ,
,  , ,
, ,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
- Polypropylene homopolymer PP J700 TEHNOLEN acquired by MONOFIL SRL, Săvineşti, Piatra Neamț, Romania from ROMPETROL RAFINARIE SA, Năvodari, Constanța, Romania. The characteristics of the PP used are presented in Table 1;
- Wood powder, obtained from industrial waste, specifically beech, poplar, and pine wood residues. These waste materials, used in a weight ratio of 1:1:1, were dried at 40 °C, ground, and sieved to achieve a particle size of up to 200 μm;
- Short (chopped) flax fibers (MONOFIL SRL, Săvineşti, Piatra Neamț, Romania) with an outer diameter of about 10–30 μm and an average length of 2–4 mm, a density of 1.4 ± 0.1 g/cm3, a modulus of elasticity of 60 ± 3 GPa, a tensile strength of 1.2 ± 0.2 GPa, and an elongation at fracture of 2.5 ± 0.5%;
- Carbon black (CB) powder of Fast Extruding Furnace (FEF) type, with an average specific surface area of 45 m2/g (SC Arpechim SA, Piteşti-, Argeș, Romania).
2.2. Methods and Equipment
2.2.1. Obtaining Polymer Composite Materials
2.2.2. Characterization Methods
- − Optical Microscopy
- − X-Ray Diffraction (XRD) Analysis
- − Thermal Analysis
- − Density
- − Mechanical Tests
- − Dielectric Tests
- − Deterioration Tests Due to the Action of Fungi
3. Results and Discussion
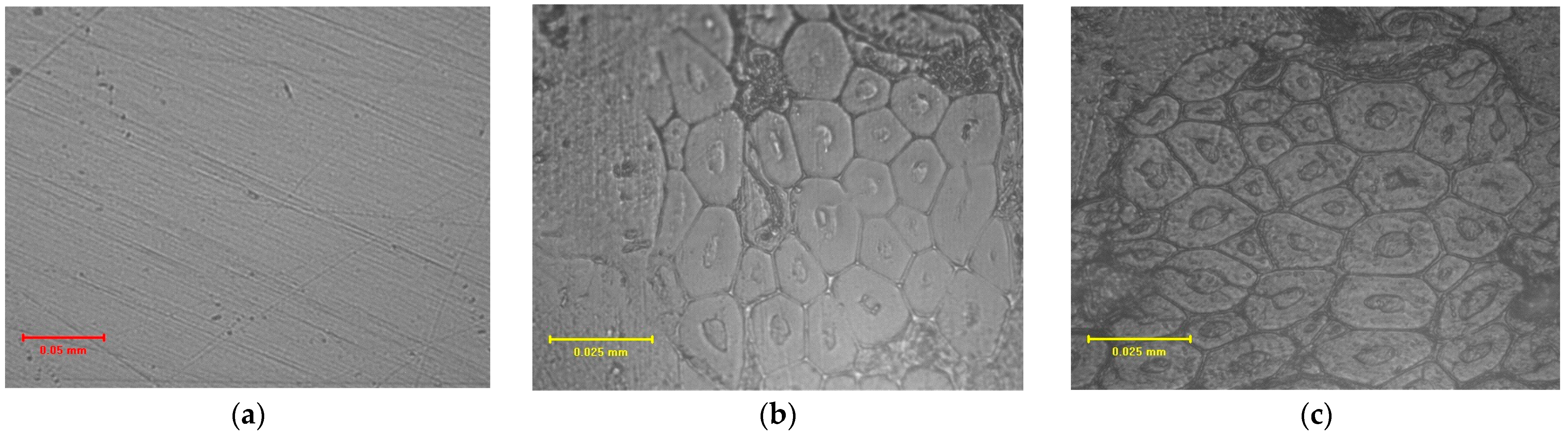
3.1. Optical Microscopy
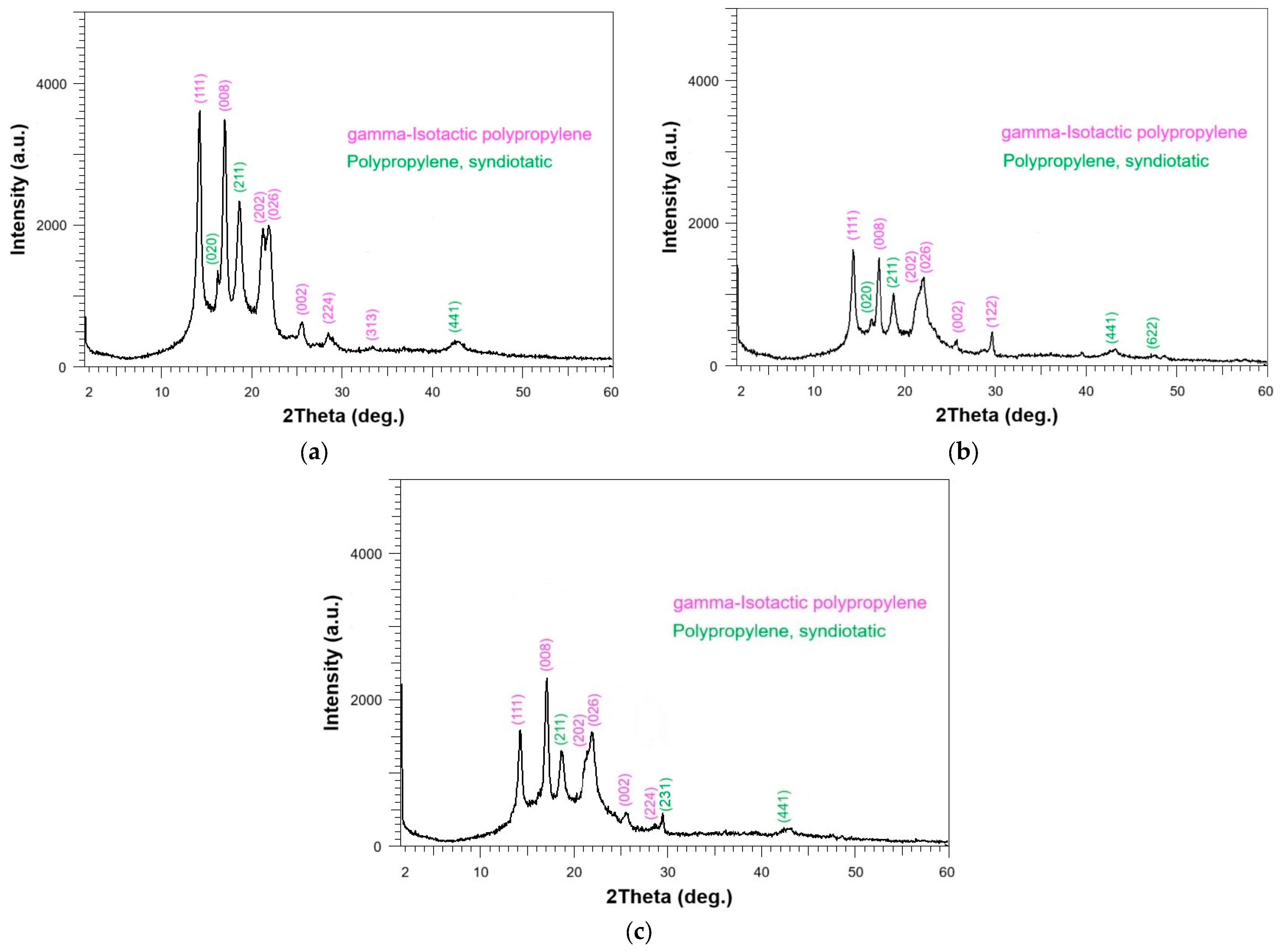
3.2. XRD Analysis
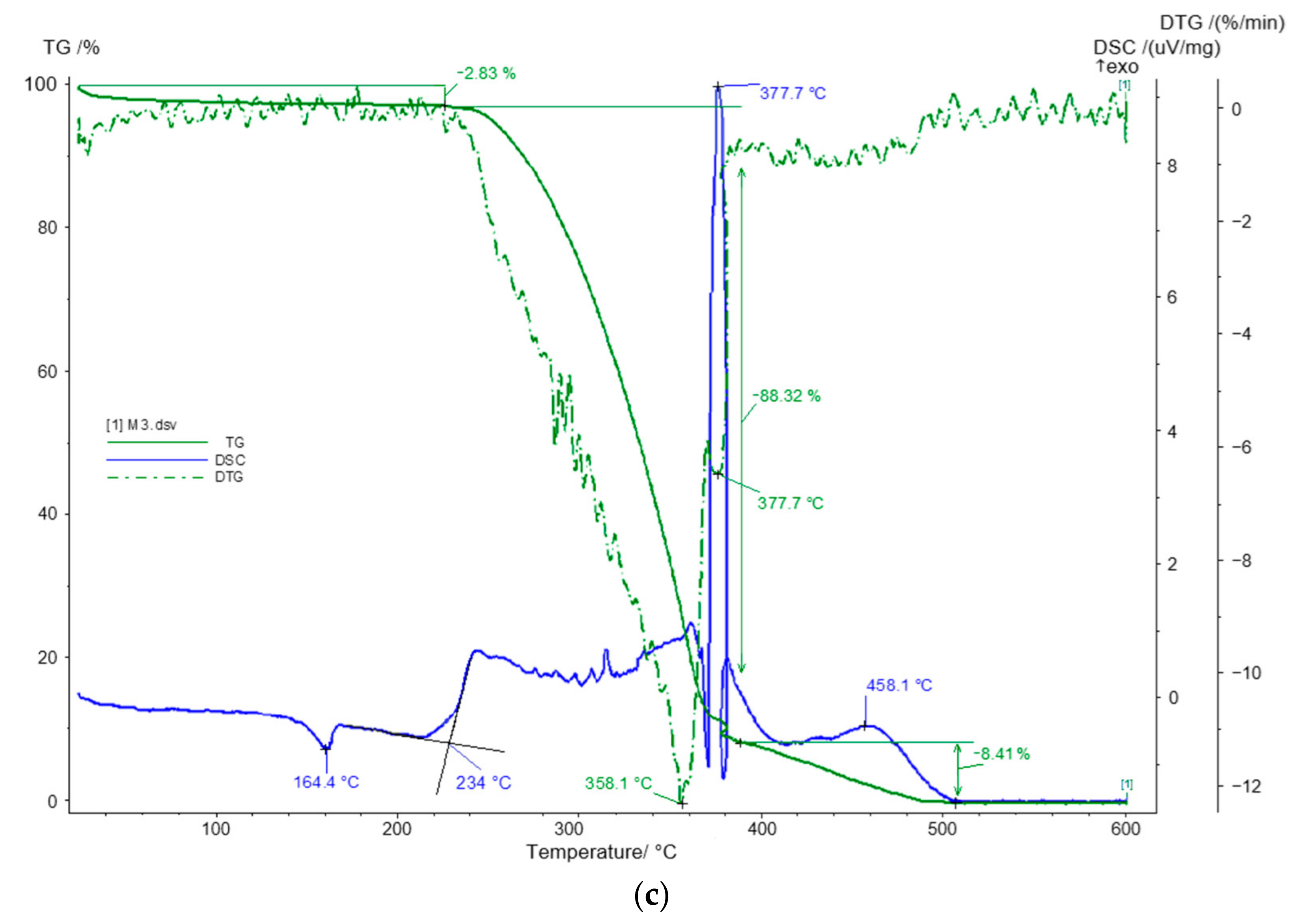
3.3. Thermal Analysis
- Process I—Water loss occurs in the M2 and M3 polymer composite materials.
- Process II—Melting (Tmin DSC) occurs in all the analyzed polymer materials. It is noted that the M2 and M3 composites have a melting point close to that of pure PP (M1). The melting point increased in the following order: M2 (162.7 °C) < M3 (164.4 °C) < M1 (168.3 °C). The slight differences in these melting points are attributed to the hybrid fillers used and the small amount of carbon black (CB) pigment, which lowered the melting points of the PP/FF/WF composites, as also noted by Povacz et al. for CB-pigmented PP materials [49].
- Process III—Thermal oxidation with the formation of solid products. During thermal oxidation, polymer materials react with oxygen, leading to the formation of hydroperoxides (-OOH) as primary degradation products [50]. The initial temperature of the first oxidation process (TIN) with the formation of solid hydroperoxides indicates the stability of the materials to oxidation. The stability to thermal oxidation increases as the initial temperature (TIN) of the process rises with the formation of solid hydroperoxides. The thermal stability increased with higher TIN in the following order: M1 (215.0 °C) < M3 (234.0 °C) < M2 (234.7 °C). However, it remained similar for both polymer composites.
- Process IV—Thermal oxidation with decomposition driven by radicals and volatile oxidation occurs in all the analyzed polymer materials above the temperature of 434 °C. This process is detected as exothermic peaks due to combustion-like reactions [50,51]. The presence of natural hybrid fillers and carbon black pigment did not significantly increase the thermal decomposition temperature of the PP component in either polymer composite.
3.4. Density
3.5. Mechanical Tests
3.6. Dielectric Tests
3.7. Deterioration Tests Due to the Action of Fungi
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suriani, M.J.; Ilyas, R.A.; Zuhri, M.Y.M.; Khalina, A.; Sultan, M.T.H.; Sapuan, S.M.; Ruzaidi, C.M.; Wan, F.N.; Zulkifli, F.; Harussani, M.M.; et al. Critical Review of Natural Fiber Reinforced Hybrid Composites: Processing, Properties, Applications and Cost. Polymers 2021, 13, 3514. [Google Scholar] [CrossRef]
- Seydibeyoğlu, M.Ö.; Dogru, A.; Wang, J.; Rencheck, M.; Han, Y.; Wang, L.; Seydibeyoğlu, E.A.; Zhao, X.; Ong, K.; Shatkin, J.A.; et al. Review on Hybrid Reinforced Polymer Matrix Composites with Nanocellulose, Nanomaterials, and Other Fibers. Polymers 2023, 15, 984. [Google Scholar] [CrossRef] [PubMed]
- Maurya, A.K.; Manik, G. Advances towards Development of Industrially Relevant Short Natural Fiber Reinforced and Hybridized Polypropylene Composites for Various Industrial Applications: A Review. J. Polym. Res. 2023, 30, 47. [Google Scholar] [CrossRef]
- Prem Kumar, R.; Muthukrishnan, M.; Felix Sahayaraj, A. Effect of Hybridization on Natural Fiber Reinforced Polymer Composite Materials—A Review. Polym. Compos. 2023, 44, 4459–4479. [Google Scholar] [CrossRef]
- Ismail, S.O.; Akpan, E.; Dhakal, H.N. Review on Natural Plant Fibres and Their Hybrid Composites for Structural Applications: Recent Trends and Future Perspectives. Compos. Part C Open Access 2022, 9, 100322. [Google Scholar] [CrossRef]
- Neto, J.; Queiroz, H.; Aguiar, R.; Lima, R.; Cavalcanti, D.; Doina Banea, M. A Review of Recent Advances in Hybrid Natural Fiber Reinforced Polymer Composites. J. Renew. Mater. 2022, 10, 561–589. [Google Scholar] [CrossRef]
- Caramitu, A.R.; Ciobanu, R.C.; Ion, I.; Marin, M.; Lungulescu, E.-M.; Marinescu, V.; Aflori, M.; Bors, A.M. Composites from Recycled Polypropylene and Carboxymethylcellulose with Potential Uses in the Interior Design of Vehicles. Polymers 2024, 16, 2188. [Google Scholar] [CrossRef]
- Patel, R.V.; Yadav, A.; Winczek, J. Physical, Mechanical, and Thermal Properties of Natural Fiber-Reinforced Epoxy Composites for Construction and Automotive Applications. Appl. Sci. 2023, 13, 5126. [Google Scholar] [CrossRef]
- Ibrahim, M.; Faruruwa, M.D.; Mohammed, Y.; Garba, M. Effect of Hybrid Filler Loading on Some Physicomechanical Properties of Waste Polypropylene. Dutse J. Pure Appl. Sci. 2025, 10, 166–175. [Google Scholar] [CrossRef]
- Elfaleh, I.; Abbassi, F.; Habibi, M.; Ahmad, F.; Guedri, M.; Nasri, M.; Garnier, C. A Comprehensive Review of Natural Fibers and Their Composites: An Eco-Friendly Alternative to Conventional Materials. Results Eng. 2023, 19, 101271. [Google Scholar] [CrossRef]
- Çavuş, V. Selected Properties of Mahogany Wood Flour Filled Polypropylene Composites: The Effect of Maleic Anhydride-Grafted Polypropylene (MAPP). BioResources 2020, 15, 2227–2236. [Google Scholar] [CrossRef]
- Parodo, G.; Sorrentino, L.; Turchetta, S.; Moffa, G. Manufacturing of Sustainable Composite Materials: The Challenge of Flax Fiber and Polypropylene. Materials 2024, 17, 4768. [Google Scholar] [CrossRef] [PubMed]
- Thakur, V.K.; Thakur, M.K. Processing and Characterization of Natural Cellulose Fibers/Thermoset Polymer Composites. Carbohydr. Polym. 2014, 109, 102–117. [Google Scholar] [CrossRef] [PubMed]
- Sharma, A.; Venkatesh, R.; Chaturvedi, R.; Kumar, R.; Vivekananda, P.K.K.; Mohanavel, V.; Soudagar, M.E.M.; Al Obaid, S.; Salmen, S.H. Polypropylene Matrix Embedded with Curaua Fiber through Hot Compression Processing: Characteristics Study. J. Polym. Res. 2024, 31, 260. [Google Scholar] [CrossRef]
- Rahman, M.M.; Maniruzzaman, M.; Yeasmin, M.S. A State-of-the-Art Review Focusing on the Significant Techniques for Naturally Available Fibers as Reinforcement in Sustainable Bio-Composites: Extraction, Processing, Purification, Modification, as Well as Characterization Study. Results Eng. 2023, 20, 101511. [Google Scholar] [CrossRef]
- Aravindh, M.; Sathish, S.; Ranga Raj, R.; Karthick, A.; Mohanavel, V.; Patil, P.P.; Muhibbullah, M.; Osman, S.M. A Review on the Effect of Various Chemical Treatments on the Mechanical Properties of Renewable Fiber-Reinforced Composites. Adv. Mater. Sci. Eng. 2022, 2022, 2009691. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, Q.; McNabb, H.S. Chemical Coupling in Wood Fiber and Polymer Composites: A Review of Coupling Agents and Treatments. Wood Fiber Sci. 2000, 32, 88–104. [Google Scholar]
- Sobczak, L.; Brüggemann, O.; Putz, R.F. Polyolefin Composites with Natural Fibers and Wood-modification of the Fiber/Filler–Matrix Interaction. J. Appl. Polym. Sci. 2013, 127, 1–17. [Google Scholar] [CrossRef]
- Jenny, M.P.; Kabecha, W.W. Advantages and Challenges of Implementing Lightweight Materials in Automobiles: A Review. Int. J. Sci. Res. Publ. 2023, 13, 91–98. [Google Scholar] [CrossRef]
- Stojanović, B.Ž.; Milojević, S.T. Characterization, Manufacturing and Application of Metal Matrix Composites. In Advances in Materials Science Research; Wythers, M.C., Ed.; Nova Science Publishers: New York, NY, USA, 2017; Volume 30, pp. 83–113. [Google Scholar]
- Hossain, M.T.; Shahid, M.A.; Mahmud, N.; Habib, A.; Rana, M.M.; Khan, S.A.; Hossain, M.D. Research and Application of Polypropylene: A Review. Discov. Nano 2024, 19, 2. [Google Scholar] [CrossRef]
- Le Duigou, A.; Davies, P.; Baley, C. Environmental Impact Analysis of the Production of Flax Fibres to Be Used as Composite Material Reinforcement. J. Biobased Mater. Bioenergy 2011, 5, 153–165. [Google Scholar] [CrossRef]
- Goyal, A.; Sharma, V.; Upadhyay, N.; Gill, S.; Sihag, M. Flax and Flaxseed Oil: An Ancient Medicine & Modern Functional Food. J. Food Sci. Technol. 2014, 51, 1633–1653. [Google Scholar] [CrossRef] [PubMed]
- Romhány, G.; Karger-Kocsis, J.; Czigány, T. Tensile Fracture and Failure Behavior of Technical Flax Fibers. J. Appl. Polym. Sci. 2003, 90, 3638–3645. [Google Scholar] [CrossRef]
- Charlet, K.; Beakou, A. Interfaces within Flax Fibre Bundle: Experimental Characterization and Numerical Modelling. J. Compos. Mater. 2014, 48, 3263–3269. [Google Scholar] [CrossRef]
- Mattrand, C.; Béakou, A.; Charlet, K. Numerical Modeling of the Flax Fiber Morphology Variability. Compos. Part Appl. Sci. Manuf. 2014, 63, 10–20. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Barczewski, M.; Czarnecka-Komorowska, D.; Rydzkowski, T.; Gawdzińska, K.; Thakur, V.K. Manufacturing and Characterization of Sustainable and Recyclable Wood-Polypropylene Biocomposites: Multiprocessing-Properties-Structure Relationships. Ind. Crops Prod. 2024, 207, 117710. [Google Scholar] [CrossRef]
- Bakar, M.B.A.; Ishak, Z.A.M.; Taib, R.M.; Rozman, H.D.; Jani, S.M. Flammability and Mechanical Properties of Wood Flour-filled Polypropylene Composites. J. Appl. Polym. Sci. 2010, 116, 2714–2722. [Google Scholar] [CrossRef]
- Caramitu, A.R.; Avadanei, L.; Mitrea, S.; Sbarcea, G.; Budrugeac, P. New Composites Based on Polypropylene Reinforced with Biodegradable Fibres for Automotive Applications. Mater. Plast. 2011, 48, 255–258. [Google Scholar]
- Caramitu, A.R.; Banciu, C.; Mitrea, S.; Avadanei, L.; Nicolae, V. New Composites Based on Polypropylene Reinforced with Biodegradable Fibres for Automotive Applications. II. Mater. Plast. 2012, 49, 198–200. [Google Scholar]
- Zhang, J.; Wang, H.; Ou, R.; Wang, Q. The Properties of Flax Fiber Reinforced Wood Flour/High Density Polyethylene Composites. J. For. Res. 2018, 29, 533–540. [Google Scholar] [CrossRef]
- Pant, M.; Palsule, S. Comparative Performance of Flax Fibers and Ramie Fibers Reinforced Functionalized Polypropylene Composites. Fibers Polym. 2025. [Google Scholar] [CrossRef]
- Miled, B.; Kammoun, S.; Belyamani, I.; Cauret, L. Manufacturing, Characterization, and Macromechanical Modeling of Short Flax/Hemp Fiber-Hybrid Reinforced Polypropylene. Forces Mech. 2024, 15, 100269. [Google Scholar] [CrossRef]
- SR EN ISO 1133-1:2022; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics. Part 1: Standard Method. International Organization for Standardization (ISO): Geneva, Switzerland, 2022.
- SR EN ISO 1183-1:2019; Plastics—Methods for Determining the Density of Non-Cellular Plastics. Part 1: Immersion Method, Liquid Pycnometer Method and Titration Method. International Organization for Standardization (ISO): Geneva, Switzerland, 2019.
- SR EN ISO 306:2023; Plastics—Thermoplastic Materials. Determination of Vicat Softening Temperature (VST). International Organization for Standardization (ISO): Geneva, Switzerland, 2023.
- SR EN ISO 527-1:2020; Plastics. Determination of Tensile Properties Part 1: General Principles. International Organization for Standardization (ISO): Geneva, Switzerland, 2020.
- SR EN ISO 527-2:2012; Plastics. Determination of Tensile Properties Part 2: Test Conditions for Moulding and Extrusion Plastics. International Organization for Standardization (ISO): Geneva, Switzerland, 2012.
- SR EN ISO 14125:2000/AC:2003; Fibre-Reinforced Plastic Composites. Determination of Flexural Properties. International Organization for Standardization (ISO): Geneva, Switzerland, 2003.
- SR EN ISO 178:2019; Plastics. Determination of Flexural Properties. International Organization for Standardization (ISO): Geneva, Switzerland, 2019.
- SR EN ISO 6507-1:2023; Metallic Materials—Vickers Hardness Test. Part 1: Test Method. International Organization for Standardization (ISO): Geneva, Switzerland, 2023.
- IEC 62631-3-1:2023; Dielectric and Resistive Properties of Solid Insulating Materials. Part 3-1: Determination of Resistive Properties (DC Methods)—Volume Resistance and Volume Resistivity—General Method. International Electrotechnical Commission (IEC): Geneva, Switzerland, 2023.
- IEC 62631-3-2:2023; Dielectric and Resistive Properties of Solid Insulating Materials. Part 3-2: Determination of Resistive Properties (DC Methods)—Surface Resistance and Surface Resistivity. International Electrotechnical Commission (IEC): Geneva, Switzerland, 2023.
- SR EN 60068-2-10:2006/A1:2019; Environmental Testing. Part 2–10: Tests—Test J and Guidance: Mould Growth. International Electrotechnical Commission (IEC): Geneva, Switzerland, 2019.
- SR EN ISO 846:2019; Plastics—Evaluation of the Action of Microorganisms. International Organization for Standardization (ISO): Geneva, Switzerland, 2019.
- Spahr, M.E.; Rothon, R. Carbon Black as a Polymer Filler. In Polymers and Polymeric Composites: A Reference Series; Palsule, S., Ed.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1–31. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Balaji, K.V.; Yadav, R.; Zabihi, O.; Ahmadi, M.; Adetunji, P.; Naebe, M. Balancing the Toughness and Strength in Polypropylene Composites. Compos. Part B Eng. 2021, 223, 109121. [Google Scholar] [CrossRef]
- Murmu, U.K.; Adhikari, J.; Naskar, A.; Dey, D.; Roy, A.; Ghosh, A.; Ghosh, M. Mechanical Properties of Crystalline and Semicrystalline Polymer Systems. In Encyclopedia of Materials: Plastics and Polymers; Elsevier: Amsterdam, The Netherlands, 2022; pp. 917–927. [Google Scholar] [CrossRef]
- Povacz, M.; Wallner, G.M.; Lang, R.W. Black-Pigmented Polypropylene Materials for Solar Thermal Absorbers—Effect of Carbon Black Concentration on Morphology and Performance Properties. Sol. Energy 2014, 110, 420–426. [Google Scholar] [CrossRef]
- Gijsman, P. Review on the Thermo-Oxidative Degradation of Polymers during Processing and in Service. E-Polymers 2008, 8, 065. [Google Scholar] [CrossRef]
- Mentes, D.; Nagy, G.; Szabó, T.J.; Hornyák-Mester, E.; Fiser, B.; Viskolcz, B.; Póliska, C. Combustion Behaviour of Plastic Waste—A Case Study of PP, HDPE, PET, and Mixed PES-EL. J. Clean. Prod. 2023, 402, 136850. [Google Scholar] [CrossRef]
- Zommere, G.; Vilumsone, A.; Kalnina, D.; Solizenko, R.; Stramkale, V. Comparative Analysis of Fiber Structure and Cellulose Contents in Flax and Hemp Fibres. Mater. Sci. Text. Cloth. Technol. 2013, 8, 96–104. [Google Scholar] [CrossRef]
- Seddiqi, H.; Oliaei, E.; Honarkar, H.; Jin, J.; Geonzon, L.C.; Bacabac, R.G.; Klein-Nulend, J. Cellulose and Its Derivatives: Towards Biomedical Applications. Cellulose 2021, 28, 1893–1931. [Google Scholar] [CrossRef]
- Leontiadis, K.; Achilias, D.S.; Tsivintzelis, I. Effect of the Filler Modification on the Thermal and Mechanical Properties of Composite Polypropylene/Wollastonite Drawn Fibers. Polymers 2023, 15, 2986. [Google Scholar] [CrossRef]
- Tajvidi, M.; Takemura, A. Recycled Natural Fiber Polypropylene Composites: Water Absorption/Desorption Kinetics and Dimensional Stability. J. Polym. Environ. 2010, 18, 500–509. [Google Scholar] [CrossRef]
- Zhang, M.; Jia, L.; Li, M.; Yoo, C.G.; Peng, H.; Arvelli, S.; Zhao, J. Challenges and Perspectives in Lignin-Derived Polyurethane Foam Synthesis. Adv. Sustain. Syst. 2025, 2401054. [Google Scholar] [CrossRef]
- Ladaci, N.; Saadia, A.; Belaadi, A.; Boumaaza, M.; Chai, B.X.; Abdullah, M.M.S.; Al-Khawlani, A.; Ghernaout, D. ANN and RSM Prediction of Water Uptake of Recycled HDPE Biocomposite Reinforced with Treated Palm Waste W. filifera. J. Nat. Fibers 2024, 21, 2356697. [Google Scholar] [CrossRef]
- Mohammed, M.; Jawad, A.J.M.; Mohammed, A.M.; Oleiwi, J.K.; Adam, T.; Osman, A.F.; Dahham, O.S.; Betar, B.O.; Gopinath, S.C.B.; Jaafar, M. Challenges and Advancement in Water Absorption of Natural Fiber-Reinforced Polymer Composites. Polym. Test. 2023, 124, 108083. [Google Scholar] [CrossRef]
- Milojevic, S.; Pešić, R.; Lukić, J.; Taranović, D.; Skrucany, T.; Stojanović, B. Vehicles Optimization Regarding to Requirements of Recycling Example: Bus Dashboard. IOP Conf. Ser. Mater. Sci. Eng. 2019, 659, 012051. [Google Scholar] [CrossRef]
- Nuñez, A.J.; Sturm, P.C.; Kenny, J.M.; Aranguren, M.I.; Marcovich, N.E.; Reboredo, M.M. Mechanical Characterization of Polypropylene–Wood Flour Composites. J. Appl. Polym. Sci. 2003, 88, 1420–1428. [Google Scholar] [CrossRef]
- Stark, N.; Rowlands, R. Effects of Wood Fiber Characteristics on Mechanical Properties of Wood/Polypropylene Composites. Wood Fiber Sci. J. Soc. Wood Sci. Technol. 2003, 35, 167–174. [Google Scholar]
- Gozdecki, C.; Wilczynski, A.; Kociszewski, M.; Tomaszewska, J.; Zajchowski, S. Mechanical Properties of Wood-Polypropylene Composites with Industrial Wood Particles of Different Sizes. Wood Fiber Sci. 2012, 44, 14–21. [Google Scholar]
- Arbelaiz, A.; Fernández, B.; Cantero, G.; Llano-Ponte, R.; Valea, A.; Mondragon, I. Mechanical Properties of Flax Fibre/Polypropylene Composites. Influence of Fibre/Matrix Modification and Glass Fibre Hybridization. Compos. Part Appl. Sci. Manuf. 2005, 36, 1637–1644. [Google Scholar] [CrossRef]
- Moser, A.; Feuchter, M. Mechanical Properties of Composites Used in High-Voltage Applications. Polymers 2016, 8, 260. [Google Scholar] [CrossRef]
- Haque, S.M.; Ardila-Rey, J.A.; Umar, Y.; Mas’ud, A.A.; Muhammad-Sukki, F.; Jume, B.H.; Rahman, H.; Bani, N.A. Application and Suitability of Polymeric Materials as Insulators in Electrical Equipment. Energies 2021, 14, 2758. [Google Scholar] [CrossRef]
- Chen, Q.; Yang, K.; Feng, Y.; Liang, L.; Chi, M.; Zhang, Z.; Chen, X. Recent Advances in Thermal-Conductive Insulating Polymer Composites with Various Fillers. Compos. Part Appl. Sci. Manuf. 2024, 178, 107998. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Lucka, M.; Al Mamun, A.; Michalski, J. Biological and Electrical Resistance of Acetylated Flax Fibre Reinforced Polypropylene Composites. BioResources 2008, 4, 111–125. [Google Scholar] [CrossRef]
- Włodarczyk-Fligier, A.; Polok-Rubiniec, M. Studies of Resistance of PP/Natural Filler Polymer Composites to Decomposition Caused by Fungi. Materials 2021, 14, 1368. [Google Scholar] [CrossRef] [PubMed]
- Bernardi, C.; Toury, B.; Chefdeville, E.; Galipaud, J.; Salvia, M.; Contraires, E.; Virelizier, F.; Ourahmoune, R.; Surowiec, B.; Benayoun, S. Chemical Surface Treatment Mechanisms Involved in a Flamed Polypropylene/Polyurethane Bonded Interface: Toward a Treatment by Nitrogen Plasma. Appl. Surf. Sci. 2022, 593, 153475. [Google Scholar] [CrossRef]
- Ondiek, W.; Kondo, M.; Adachi, M.; Macadre, A.; Goda, K. Effect of Surface Coating and Plasma Treatment on Mechanical Properties of Wood Plastic Composites. J. Compos. Sci. 2023, 7, 296. [Google Scholar] [CrossRef]
- Azman, M.A.; Asyraf, M.R.M.; Khalina, A.; Petrů, M.; Ruzaidi, C.M.; Sapuan, S.M.; Wan Nik, W.B.; Ishak, M.R.; Ilyas, R.A.; Suriani, M.J. Natural Fiber Reinforced Composite Material for Product Design: A Short Review. Polymers 2021, 13, 1917. [Google Scholar] [CrossRef]
- Ray, S.K.; Banerjee, A.; Bhangi, B.K.; Pyne, D.; Dutta, B. Tribological Analysis—General Test Standards. In Tribology of Polymers, Polymer Composites, and Polymer Nanocomposites; Elsevier: Amsterdam, The Netherlands, 2023; pp. 17–50. [Google Scholar] [CrossRef]
- Maniraj, J.; Arockiasamy, F.S.; Kumar, C.R.; Kumar, D.A.; Jenish, I.; Suyambulingam, I.; Rangappa, S.M.; Siengchin, S. Machine Learning Techniques for the Design and Optimization of Polymer Composites: A Review. E3S Web Conf. 2023, 428, 02013. [Google Scholar] [CrossRef]
- Champa-Bujaico, E.; Díez-Pascual, A.M.; Lomas Redondo, A.; Garcia-Diaz, P. Optimization of Mechanical Properties of Multiscale Hybrid Polymer Nanocomposites: A Combination of Experimental and Machine Learning Techniques. Compos. Part B Eng. 2024, 269, 111099. [Google Scholar] [CrossRef]
- Sharma, A.; Mukhopadhyay, T.; Rangappa, S.M.; Siengchin, S.; Kushvaha, V. Advances in Computational Intelligence of Polymer Composite Materials: Machine Learning Assisted Modeling, Analysis and Design. Arch. Comput. Methods Eng. 2022, 29, 3341–3385. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Unit | Determination Method |
|---|---|---|---|
| Melt flow index (230 °C, 2.16 kg) | 9.96 | g/10 min | SR EN ISO 1133-1:2022 B [34] |
| Density (23 °C) | 0.905 | g/cm3 | SR EN ISO 1183-1:2019 [35] |
| Vicat softening temperature—load 50 N | 163 | °C | SR EN ISO 306:2023 [36] |
| Tensile flow strength | 39.5 | MPa | SR EN ISO 527-1:2020 [37] SR EN ISO 527-2:2012 [38] |
| Tensile breaking strength | 25.6 | MPa | |
| Tensile elongation at break | 10.52 | % | |
| Tensile modulus of elasticity | 1923.73 | MPa | |
| Maximum flexural stress | 53 | MPa | SR EN ISO 14125:2000/AC:2003 [39] |
| Flexural modulus | 1782.3 | MPa | SR EN ISO 178:2019 [40] |
| Material Type | Sample Code | PP/Flax Fiber/Wood Flour (wt.%) |
|---|---|---|
| PP | M1 | 100/0/0 |
| PP + 5 wt.% flax fiber + 25 wt.% wood flour | M2 | 70/5/25 |
| PP + 10 wt.% flax fiber + 20 wt.% wood flour | M3 | 70/10/20 |
| Sample Code | Process I Water Loss | Process II Melting | Process III Oxidation | Process III Thermal Oxidation | Process IV Thermal Oxidation | Δm Total (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tmin DSC (°C) | TDTG (°C) | Δm (%) | Tmin DSC (°C) | TIN (°C) | Tmax DSC (°C) | TDTG (°C) | Δm (%) | Tmax DSC (°C) | TDTG (°C) | Δm (%) | ||
| M1 | 46.8 | - | - | 168.3 | 215.0 | 257.0 285.2 | 249.0 | 96.66 | 434.1 455.9 495.7 | 491.1 | 3.34 | 100.00 |
| M2 | - | - | 2.79 | 162.7 | 234.7 | 373.0 445.8 452.6 | 358.5 | 81.96 | 452.6 | 445.8 | 15.72 | 100.47 |
| M3 | - | - | 2.83 | 164.4 | 234.0 | 377.7 | 358.1 | 88.32 | 458.1 | - | 8.41 | 99.55 |
| Sample Code | Density (g/cm3) |
|---|---|
| M1 | 0.879 ± 0.040 |
| M2 | 0.945 ± 0.046 |
| M3 | 0.906 ± 0.050 |
| Sample Code | Vickers Hardness HV 0.05 | Flexural Strength Rm (N/mm2) |
|---|---|---|
| M1 | 6.90 ± 0.11 | 112.97 ± 1.58 |
| M2 | 6.47 ± 0.29 | 78.52 ± 1.28 |
| M3 | 7.55 ± 0.59 | 89.60 ± 1.52 |
| Sample Code | Volume Resistivity, ρv (Ω·m) | Measurement Uncertainty for ρv (Ω·m) | Surface Resistivity, ρs (Ω) | Measurement Uncertainty for ρs (Ω) |
|---|---|---|---|---|
| M1 | 4.67 × 1014 | 1.41 × 1014 | 4.70 × 1015 | 0.98 × 1015 |
| M2 | 1.71 × 1014 | 0.77 × 1014 | 7.76 × 1015 | 4.26 × 1015 |
| M3 | 1.50 × 1014 | 0.49 × 1014 | 11.20 × 1015 | 5.76 × 1015 |
| Sample Code | Grades: 0–5 (According to Method B of [45]) | Observations | ||
|---|---|---|---|---|
| 45 Days | 90 Days | 180 Days | ||
| M1 | 01, 01, 01–1, 01–1 | 1, 1–2, 1–2, 2 | 1, 1, 1, 1–2 | Myrothecium verrucaria, Trichoderma viride, Aspergillus flavus, Paecilomyces variotii |
| M2 | 3, 3–4, 4, 4–5 | 3, 3, 3–4, 3–4 | 4–5, 4–5, 5, 5 | Sporodochia of Myrothecium verrucaria, Trichoderma viride, Paecilomyces variotii, and Chaetomium globosum, along with cracks |
| M3 | 1–2, 2–3, 3, 3–4 | 3–4, 3–4, 4, 4–5 | 5, 5, 5, 5 | Sporodochia of Myrothecium verrucaria, and Chaetomium globosum, along with cracks |
| Sample Code | Weight Loss (%) | ||
|---|---|---|---|
| 45 Days | 90 Days | 180 Days | |
| M1 | 0.61 | 0.69 | 0.81 |
| M2 | 2.89 | 4.73 | 7.58 |
| M3 | 4.82 | 6.91 | 12.58 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Caramitu, A.R.; Lungu, M.V.; Ciobanu, R.C.; Ion, I.; Pătroi, D.; Sbârcea, B.G.; Marinescu, V.E.; Constantinescu, D. Biodegradable Polymer Composites Based on Polypropylene and Hybrid Fillers for Applications in the Automotive Industry. Processes 2025, 13, 1078. https://doi.org/10.3390/pr13041078
Caramitu AR, Lungu MV, Ciobanu RC, Ion I, Pătroi D, Sbârcea BG, Marinescu VE, Constantinescu D. Biodegradable Polymer Composites Based on Polypropylene and Hybrid Fillers for Applications in the Automotive Industry. Processes. 2025; 13(4):1078. https://doi.org/10.3390/pr13041078
Chicago/Turabian StyleCaramitu, Alina Ruxandra, Magdalena Valentina Lungu, Romeo Cristian Ciobanu, Ioana Ion, Delia Pătroi, Beatrice Gabriela Sbârcea, Virgil Emanuel Marinescu, and Doina Constantinescu. 2025. "Biodegradable Polymer Composites Based on Polypropylene and Hybrid Fillers for Applications in the Automotive Industry" Processes 13, no. 4: 1078. https://doi.org/10.3390/pr13041078
APA StyleCaramitu, A. R., Lungu, M. V., Ciobanu, R. C., Ion, I., Pătroi, D., Sbârcea, B. G., Marinescu, V. E., & Constantinescu, D. (2025). Biodegradable Polymer Composites Based on Polypropylene and Hybrid Fillers for Applications in the Automotive Industry. Processes, 13(4), 1078. https://doi.org/10.3390/pr13041078