
Post-Industrial Recycled Polypropylene for Automotive Application: Mechanical Properties After Thermal Ageing


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Thermal Ageing Test
2.3. Thermal Analysis
2.4. Fourier Transform Infrared (FT-IR) Analysis
2.5. Mechanical Characterization
2.6. Impact Behavior Test
3. Results and Discussion
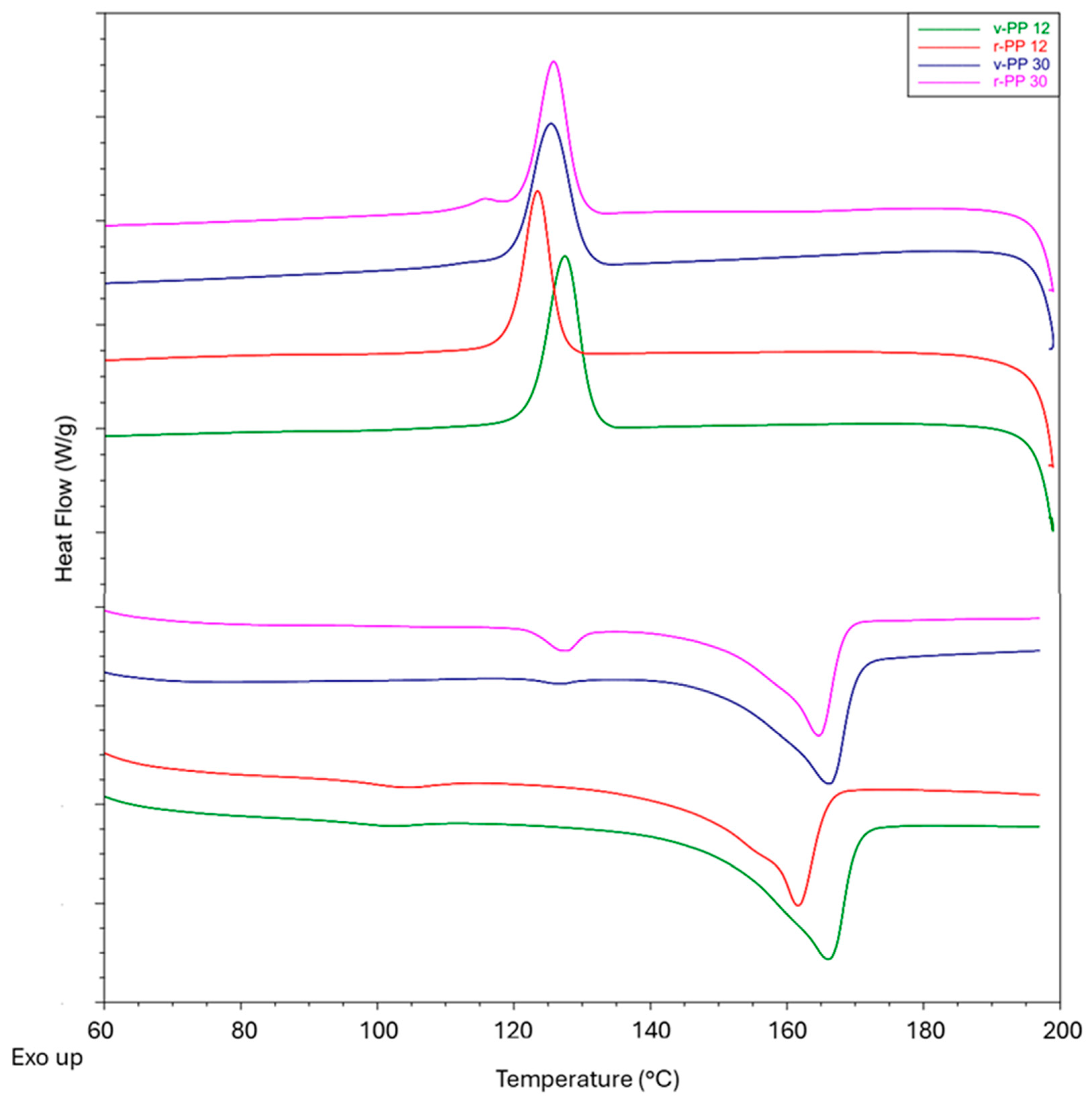
3.1. Thermal Analysis
3.2. FT-IR
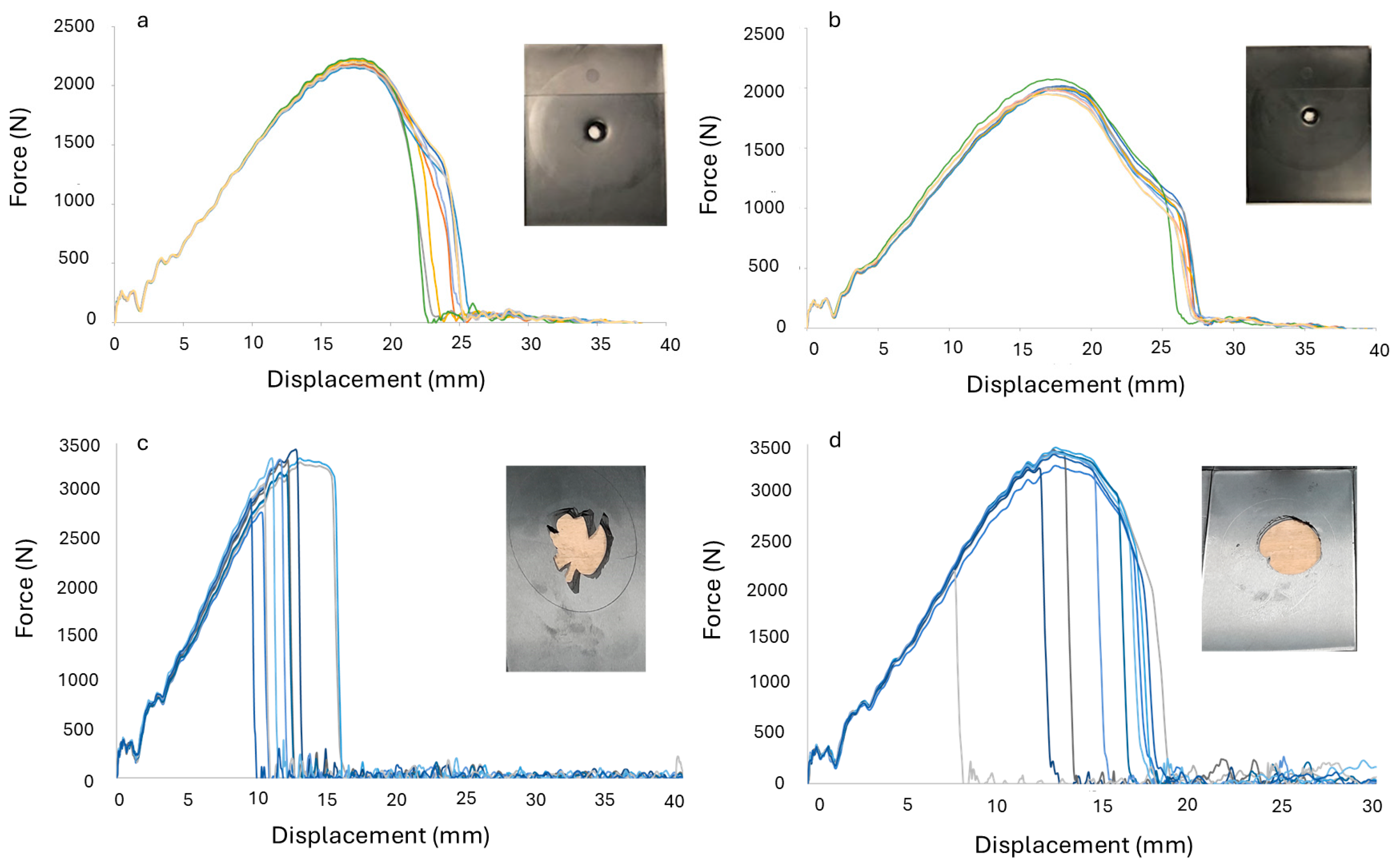
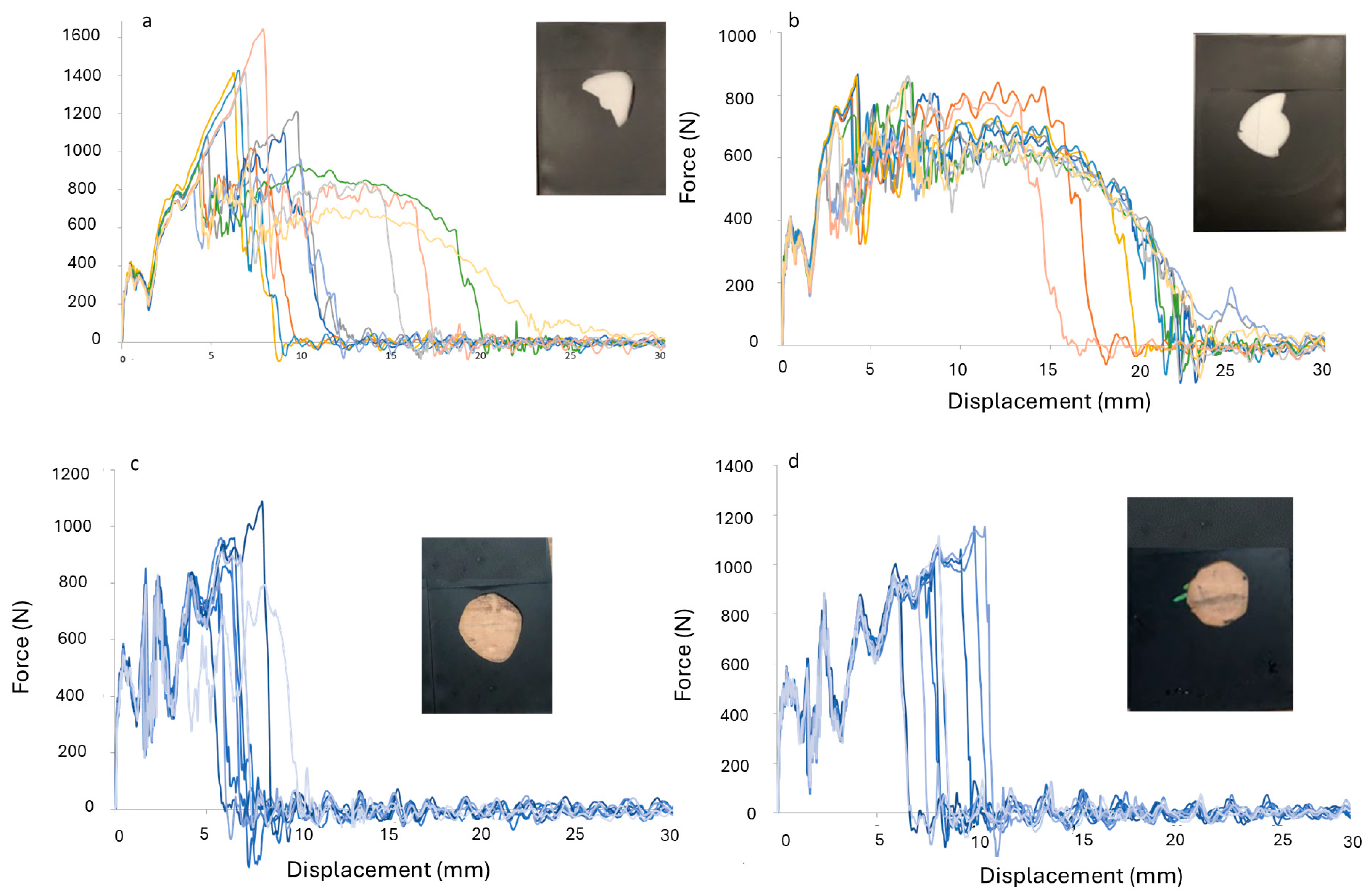
3.3. Impact Behavior
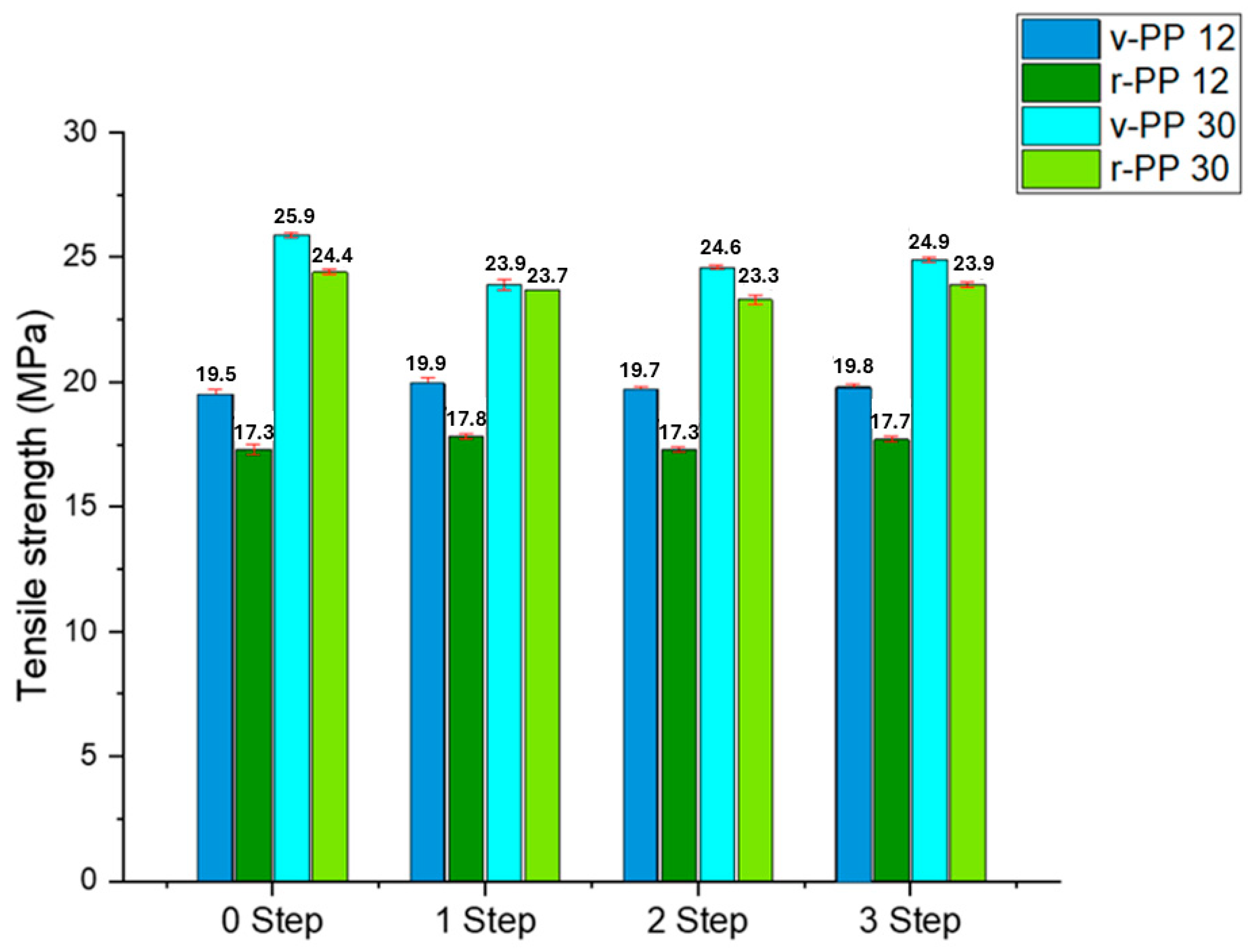
3.4. Mechanical Characterization
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lenort, R.; Wicher, P.; Zapletal, F. On Influencing Factors for Sustainable Development Goal Prioritisation in the Automotive Industry. J. Clean. Prod. 2023, 387, 135718. [Google Scholar] [CrossRef]
- Reimers, P. The Subsidized Green Revolution: The Impact of Public Incentives on the Automotive Industry to Promote Alternative Fuel Vehicles (AFVs) in the Period from 2010 to 2018. Energies 2021, 14, 5765. [Google Scholar] [CrossRef]
- Poschmann, J.; Bach, V.; Finkbeiner, M. Deriving Decarbonization Targets and Pathways—A Case Study for the Automotive Industry. J. Clean. Prod. 2023, 409, 137256. [Google Scholar] [CrossRef]
- Finkbeiner, M.; Bach, V. Life Cycle Assessment of Decarbonization Options—Towards Scientifically Robust Carbon Neutrality. Int. J. Life Cycle Assess. 2021, 26, 635–639. [Google Scholar] [CrossRef]
- Pulignano, V.; Hauptmeier, M.; Frans, D. Determinants of Union Strategies towards the Twin Digital and Green Transitions in the German and Belgian Automotive Industry. Transf. Eur. Rev. Labour Res. 2023, 29, 121–138. [Google Scholar] [CrossRef]
- Hallack, E.; Peris, N.M.; Lindahl, M.; Sundin, E. Systematic Design for Recycling Approach—Automotive Exterior Plastics. Procedia CIRP 2022, 105, 204–209. [Google Scholar] [CrossRef]
- Stoycheva, S.; Marchese, D.; Paul, C.; Padoan, S.; Juhmani, A.; Linkov, I. Multi-Criteria Decision Analysis Framework for Sustainable Manufacturing in Automotive Industry. J. Clean. Prod. 2018, 187, 257–272. [Google Scholar] [CrossRef]
- Ruffino, B.; Panepinto, D.; Zanetti, M. A Circular Approach for Recovery and Recycling of Automobile Shredder Residues (ASRs): Material and Thermal Valorization. Waste Biomass Valorization 2021, 12, 3109–3123. [Google Scholar] [CrossRef]
- Albini, G.; Brunella, V.; Placenza, B.; Martorana, B.; Guido Lambertini, V. Comparative Study of Mechanical Characteristics of Recycled PET Fibres for Automobile Seat Cover Application. J. Ind. Text. 2019, 48, 992–1008. [Google Scholar] [CrossRef]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics Recycling: Challenges and Opportunities. Phil. Trans. R. Soc. B 2009, 364, 2115–2126. [Google Scholar] [CrossRef]
- Hubo, S.; Ragaert, K.; Leite, L.; Martins, C. Evaluation of Post-Industrial and Post-Consumer Polyolefin-Based Polymer Waste Streams for Injection Moulding. In Proceedings of the 6th Polymers & Mould Innovations International Conference, Guimaraes, Portugal, 10–12 September 2014. [Google Scholar]
- Emilsson, E.; Dahllöf, L.; Söderman, M.L. Plastics in Passenger Cars A Comparison over Types and Time; IVL Swedish Environmental Research Institute: Stockholm, Sweden, 2019. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, M. Current Recycling Regulations and Technologies for the Typical Plastic Components of End-of-Life Passenger Vehicles: A Meaningful Lesson for China. J. Mater. Cycles Waste Manag. 2014, 16, 187–200. [Google Scholar] [CrossRef]
- Moffitt, M.; Rharbi, Y.; Chen, W.; Tong, J.; Winnik, M.A.; Thurman, D.W.; Oberhauser, J.P.; Kornfield, J.A.; Ryntz, R.A. Stratified Morphology of a Polypropylene/Elastomer Blend Following Channel Flow. J. Polym. Sci. B Polym. Phys. 2002, 40, 2842–2859. [Google Scholar] [CrossRef]
- Brunella, V.; Aresti, V.; Romagnolli, U.; Muscato, B.; Girotto, M.; Rizzi, P.; Luda, M.P. Recycling of EPDM via Continuous Thermo-Mechanical Devulcanization with Co-Rotating Twin-Screw Extruder. Polymers 2022, 14, 4853. [Google Scholar] [CrossRef]
- Matos, J.; Santos, S.; Simões, C.L.; Martins, C.I.; Simoes, R. Practical Application of Circularity Micro-Indicators to Automotive Plastic Parts in an Industrial Context. Sustain. Prod. Consum. 2023, 43, 155–167. [Google Scholar] [CrossRef]
- Baldassarre, B.; Maury, T.; Mathieux, F.; Garbarino, E.; Antonopoulos, I.; Sala, S. Drivers and Barriers to the Circular Economy Transition: The Case of Recycled Plastics in the Automotive Sector in the European Union. Procedia CIRP 2022, 105, 37–42. [Google Scholar] [CrossRef]
- Schulte, A.; Kampmann, B.; Galafton, C. Measuring the Circularity and Impact Reduction Potential of Post-Industrial and Post-Consumer Recycled Plastics. Sustainability 2023, 15, 12242. [Google Scholar] [CrossRef]
- Aurrekoetxea, J.; Sarrionandia, M.A.; Urrutibeascoa, I.; Maspoch, M.L. Effects of Recycling on the Microstructure and the Mechanical Properties of Isotactic Polypropylene. J. Mater. Sci. 2001, 36, 2607–2613. [Google Scholar] [CrossRef]
- Tokiwa, Y.; Calabia, B.; Ugwu, C.; Aiba, S. Biodegradability of Plastics. Int. J. Mol. Sci. 2009, 10, 3722–3742. [Google Scholar] [CrossRef]
- Ito, M.; Nagai, K. Degradation Issues of Polymer Materials Used in Railway Field. Polym. Degrad. Stab. 2008, 93, 1723–1735. [Google Scholar] [CrossRef]
- Brebu, M. Environmental Degradation of Plastic Composites with Natural Fillers—A Review. Polymers 2020, 12, 166. [Google Scholar] [CrossRef]
- Kiersnowska, A.; Fabianowski, W.; Koda, E. The Influence of the Accelerated Aging Conditions on the Properties of Polyolefin Geogrids Used for Landfill Slope Reinforcement. Polymers 2020, 12, 1874. [Google Scholar] [CrossRef]
- Grigoriadou, I.; Pavlidou, E.; Paraskevopoulos, K.M.; Terzopoulou, Z.; Bikiaris, D.N. Comparative Study of the Photochemical Stability of HDPE/Ag Composites. Polym. Degrad. Stab. 2018, 153, 23–36. [Google Scholar] [CrossRef]
- Meides, N.; Mauel, A.; Menzel, T.; Altstädt, V.; Ruckdäschel, H.; Senker, J.; Strohriegl, P. Quantifying the Fragmentation of Polypropylene upon Exposure to Accelerated Weathering. Micropl. Nanopl. 2022, 2, 23. [Google Scholar] [CrossRef]
- Hedir, A.; Slimani, F.; Moudoud, M.; Lamrous, O.; Diaham, S. Thermal Ageing Effects on Polypropylene Properties. In Proceedings of the 2019 IEEE Conference on Electrical Insulation and Dielectric Phenomena (CEIDP), Richland, WA, USA, 20–23 October 2019; pp. 130–133. [Google Scholar]
- Lajunen, A.; Yang, Y.; Emadi, A. Review of Cabin Thermal Management for Electrified Passenger Vehicles. IEEE Trans. Veh. Technol. 2020, 69, 6025–6040. [Google Scholar] [CrossRef]
- ISO 527:2019; Plastics—Determination of tensile properties. ISO: Geneva, Switzerland, 2019.
- ISO 178:2019; Plastics—Determination of flexural properties. ISO: Geneva, Switzerland, 2019.
- ISO 180:2023; Plastics—Determination of Izod impact strength. ISO: Geneva, Switzerland, 2023.
- ASTM D3763-18; Standard Test Method for High Speed Puncture Properties of Plastics Using Load and Displacement Sensors. ASTM: West Conshohocken, PA, USA, 2018.
- Navarro, R.; Torre, L.; Kenny, J.M.; Jiménez, A. Thermal Degradation of Recycled Polypropylene Toughened with Elastomers. Polym. Degrad. Stab. 2003, 82, 279–290. [Google Scholar] [CrossRef]
- Gaxiola-Cockburn, R.; Martínez-Romero, O.; Elías-Zúñiga, A.; Olvera-Trejo, D.; Reséndiz-Hernández, J.; Soria-Hernández, C. Investigation of the Mechanical Properties of Parts Fabricated with Ultrasonic Micro Injection Molding Process Using Polypropylene Recycled Material. Polymers 2020, 12, 2033. [Google Scholar] [CrossRef]
- Mihelčič, M.; Oseli, A.; Huskić, M.; Slemenik Perše, L. Influence of Stabilization Additive on Rheological, Thermal and Mechanical Properties of Recycled Polypropylene. Polymers 2022, 14, 5438. [Google Scholar] [CrossRef]
- Zhou, Y.; Rangari, V.; Mahfuz, H.; Jeelani, S.; Mallick, P.K. Experimental Study on Thermal and Mechanical Behavior of Polypropylene, Talc/Polypropylene and Polypropylene/Clay Nanocomposites. Mater. Sci. Eng. A 2005, 402, 109–117. [Google Scholar] [CrossRef]
- Wang, K.; Bahlouli, N.; Addiego, F.; Ahzi, S.; Rémond, Y.; Ruch, D.; Muller, R. Effect of Talc Content on the Degradation of Re-Extruded Polypropylene/Talc Composites. Polym. Degrad. Stab. 2013, 98, 1275–1286. [Google Scholar] [CrossRef]
- Wang, K.; Addiego, F.; Bahlouli, N.; Ahzi, S.; Rémond, Y.; Toniazzo, V.; Muller, R. Analysis of Thermomechanical Reprocessing Effects on Polypropylene/Ethylene Octene Copolymer Blends. Polym. Degrad. Stab. 2012, 97, 1475–1484. [Google Scholar] [CrossRef]
- Camacho, W.; Karlsson, S. Assessment of Thermal and Thermo-Oxidative Stability of Multi-Extruded Recycled PP, HDPE and a Blend Thereof. Polym. Degrad. Stab. 2002, 78, 385–391. [Google Scholar] [CrossRef]
- Baltes, L.; Costiuc, L.; Patachia, S.; Tierean, M. Differential Scanning Calorimetry—A Powerful Tool for the Determination of Morphological Features of the Recycled Polypropylene. J. Therm. Anal. Calorim. 2019, 138, 2399–2408. [Google Scholar] [CrossRef]
- Ajorloo, M.; Ghodrat, M.; Kang, W.-H. Incorporation of Recycled Polypropylene and Fly Ash in Polypropylene-Based Composites for Automotive Applications. J. Polym. Environ. 2021, 29, 1298–1309. [Google Scholar] [CrossRef]
- Stoian, S.A.; Gabor, A.R.; Albu, A.-M.; Nicolae, C.A.; Raditoiu, V.; Panaitescu, D.M. Recycled Polypropylene with Improved Thermal Stability and Melt Processability. J. Therm. Anal. Calorim. 2019, 138, 2469–2480. [Google Scholar] [CrossRef]
- Feng, Y.; Jin, X.; Hay, J.N. Evaluation of Multiple Melting Peaks of Propylene-Ethylene Copolymers. Polym. J. 1998, 30, 215–221. [Google Scholar] [CrossRef]
- Da Costa, H.M.; Ramos, V.D.; De Oliveira, M.G. Degradation of Polypropylene (PP) during Multiple Extrusions: Thermal Analysis, Mechanical Properties and Analysis of Variance. Polym. Test. 2007, 26, 676–684. [Google Scholar] [CrossRef]
- Sarrionandia, M.; Lopez-Arraiza, A.; Aurrekoetxea, J.; Arostegui, A. Structure and mechanical properties of a talc-filled polypropylene/ethylene-propylene-diene composite after reprocessing in the melt state. J. Appl. Polym. Sci. 2009, 114, 1195–1201. [Google Scholar] [CrossRef]
- Wu, X.; Liu, P.; Wang, H.; Huang, H.; Shi, Y.; Yang, C.; Gao, S. Photo Aging of Polypropylene Microplastics in Estuary Water and Coastal Seawater: Important Role of Chlorine Ion. Water Res. 2021, 202, 117396. [Google Scholar] [CrossRef]
- Mylläri, V.; Ruoko, T.; Syrjälä, S. A Comparison of Rheology and FTIR in the Study of Polypropylene and Polystyrene Photodegradation. J. Appl. Polym. Sci. 2015, 132, 42246. [Google Scholar] [CrossRef]
- Nasir, A.; Yasin, T.; Islam, A. Thermo-oxidative Degradation Behavior of Recycled Polypropylene. J. Appl. Polym. Sci. 2011, 119, 3315–3320. [Google Scholar] [CrossRef]
- Grigoriadi, K.; Nooijens, M.; Vanhouttem, M.M.C.; Barthelemy, V.; Klemm, B.; Boersma, A. The Role of Recycling in UV and Thermal Ageing of Polypropylene Block Copolymer. Polym. Degrad. Stab. 2024, 222, 110693. [Google Scholar] [CrossRef]
- Jubinville, D.; Esmizadeh, E.; Tzoganakis, C.; Mekonnen, T. Thermo-Mechanical Recycling of Polypropylene for the Facile and Scalable Fabrication of Highly Loaded Wood Plastic Composites. Compos. Part B Eng. 2021, 219, 108873. [Google Scholar] [CrossRef]
- ISO 6603-2:2003; Plastics—Determination of Puncture Impact Behaviour of Rigid Plastics. Part 2: Instrumented Impact Testing. ISO: Geneva, Switzerland, 2003.
- Hyie, K.M.; Budin, S.; Martinus, N.; Salleh, Z.; Mohd Masdek, N.R.N. Tensile and Flexural Investigation on Polypropylene Recycling. J. Phys. Conf. Ser. 2019, 1174, 012005. [Google Scholar] [CrossRef]
- Mizera, A.; Mizera, M.; Navratil, M.; Sanda, S.; Opocensky, M. The Multiaxial Behavior of Filled Polypropylene Parts by Drop-Weight Impact Test. MATEC Web Conf. 2018, 210, 05013. [Google Scholar] [CrossRef]
- Ma, L.-F.; Wang, W.-K.; Bao, R.-Y.; Yang, W.; Xie, B.-H.; Yang, M.-B. Toughening of Polypropylene with β-Nucleated Thermoplastic Vulcanizates Based on Polypropylene/Ethylene–Propylene–Diene Rubber Blends. Mater. Des. 2013, 51, 536–543. [Google Scholar] [CrossRef]
- Aurrekoetxea, J.; Sarrionandia, M.A.; Urrutibeascoa, I.; Maspoch, M.L. Fracture Behaviour of Virgin and Recycled Isotactic Polypropylene. J. Mater. Sci. 2001, 36, 5073–5078. [Google Scholar] [CrossRef]
- Gustavo Barbosa, L.; Piaia, M.; Henrique Ceni, G. Analysis of Impact and Tensile Properties of Recycled Polypropylene. Int. J. Mater. Eng. 2017, 7, 117–120. [Google Scholar] [CrossRef]
- Morales, E.; White, J.R. Effect of Ageing on the Mechanical Properties and the Residual Stress Distribution of Hybrid Clay–Glass Fibre–Polypropylene Injection Mouldings. J. Mater. Sci. 2009, 44, 4734–4742. [Google Scholar] [CrossRef]
- Bouakkaz, A.; Albedah, A.; Bouiadjra, B.B.; Khan, S.M.; Benyahia, F.; Elmeguenni, M. Effect of Temperature on the Mechanical Properties of Polypropylene–Talc Composites. J. Thermoplast. Compos. Mater. 2018, 31, 896–912. [Google Scholar] [CrossRef]
- Jose, J.; Nag, A.; Nando, G.B. Environmental Ageing Studies of Impact Modified Waste Polypropylene. Iran. Polym. J. 2014, 23, 619–636. [Google Scholar] [CrossRef]
- Satya, S.K.; Sreekanth, P.S.R. An Experimental Study on Recycled Polypropylene and High-Density Polyethylene and Evaluation of Their Mechanical Properties. Mater. Today Proc. 2020, 27, 920–924. [Google Scholar] [CrossRef]
- Gu, F.; Hall, P.; Miles, N.J. Experimental Investigating Effect of Reprocessing on Properties of Composites Based on Recycled Polypropylene. In Proceedings of the 2015 International Conference on Power Electronics and Energy Engineering, Hong Kong, China, 19–20 April 2015. [Google Scholar]
- Deshmukh, K.A.; Pode, G.R.; Roy, S.R.; Gupte, B.K.; Deshmukh, A.D.; Chopra, S.; Peshwe, D.R. Effect of Cryo-Ageing at Liquid Nitrogen Temperature and Subsequent Thermal-Annealing on the Interface of Talc Filled Polypropylene with Different Particle Size. Trans. Indian Inst. Met. 2018, 71, 403–409. [Google Scholar] [CrossRef]
- Teodorescu, G.M.; Vuluga, Z.; Ion, R.M.; Fistoș, T.; Ioniță, A.; Slămnoiu-Teodorescu, S.; Paceagiu, J.; Nicolae, C.A.; Gabor, A.R.; Ghiurea, M. The Effect of Thermoplastic Elastomer and Fly Ash on the Properties of Polypropylene Composites with Long Glass Fibers. Polymers 2024, 16, 1238. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Material Code | Talc (%) | PIR (wt.%) | MFR (g/10 min) |
|---|---|---|---|---|
| 1 | V-PP12 | 12 | - | 23 |
| 2 | R-PP12 | 12 | 25 | 24 |
| 3 | V-PP30 | 30 | - | 7 |
| 4 | R-PP30 | 30 | 100 | 9 |
| Material | Degradation Onset Temperature [°C] | % Polymer [w/w] | % Carbon Black [w/w] | % Talc [w/w] |
|---|---|---|---|---|
| V-PP 12 | 437 | 85.1 | 1.8 | 13.1 |
| R-PP 12 | 450 | 84.4 | 3.5 | 12.1 |
| V-PP 30 | 441 | 68.9 | 0.4 | 30.8 |
| R-PP 30 | 445 | 69.2 | 1.4 | 29.4 |
| Sample | Step | Tm PP [°C] | Tc PP [°C] | Tm PE [°C] | Tc PE [°C] |
|---|---|---|---|---|---|
| V-PP 12 | 0 | 166 | 127 | - | - |
| 1 | 166 | 127 | - | - | |
| 2 | 165 | 128 | - | - | |
| 3 | 166 | 127 | - | - | |
| R-PP 12 | 0 | 162 | 123 | - | - |
| 1 | 162 | 122 | - | - | |
| 2 | 161 | 122 | - | - | |
| 3 | 162 | 121 | - | - | |
| V-PP 30 | 0 | 166 | 125 | 127 | 113 |
| 1 | 165 | 125 | 128 | 114 | |
| 2 | 166 | 125 | 127 | 113 | |
| 3 | 166 | 125 | 127 | 113 | |
| R-PP 30 | 0 | 166 | 126 | 127 | 115 |
| 1 | 166 | 125 | 127 | 114 | |
| 2 | 166 | 125 | 128 | 115 | |
| 3 | 166 | 126 | 128 | 115 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arese, M.; Bolliri, I.; Ciaccio, G.; Brunella, V. Post-Industrial Recycled Polypropylene for Automotive Application: Mechanical Properties After Thermal Ageing. Processes 2025, 13, 315. https://doi.org/10.3390/pr13020315
Arese M, Bolliri I, Ciaccio G, Brunella V. Post-Industrial Recycled Polypropylene for Automotive Application: Mechanical Properties After Thermal Ageing. Processes. 2025; 13(2):315. https://doi.org/10.3390/pr13020315
Chicago/Turabian StyleArese, Matilde, Ilaria Bolliri, Gabriele Ciaccio, and Valentina Brunella. 2025. "Post-Industrial Recycled Polypropylene for Automotive Application: Mechanical Properties After Thermal Ageing" Processes 13, no. 2: 315. https://doi.org/10.3390/pr13020315
APA StyleArese, M., Bolliri, I., Ciaccio, G., & Brunella, V. (2025). Post-Industrial Recycled Polypropylene for Automotive Application: Mechanical Properties After Thermal Ageing. Processes, 13(2), 315. https://doi.org/10.3390/pr13020315