Abstract
Electrocoagulation (EC) is a sustainable strategy for wastewater treatment, but the role of hydrodynamics and impeller design remains underexplored. This study assessed the impacts of electrode type (Al, Fe), impeller type (SBT, PBT), treatment time, and the inclusion of zeolite (ECZ) on the efficacy of compost wastewater treatment. The results obtained were also compared with those obtained in the EC treatment of the same wastewater in a reactor equipped with a folding paddle impeller. Key performance indicators included a decrease in chemical oxygen demand (COD), residual turbidity, electrode mass loss, energy consumption, pH, temperature, and settling behaviour. Al electrodes achieved higher COD removal (80–92%) but consumed more energy, while Fe electrodes showed slightly higher electrode mass loss. Zeolite increased residual turbidity but improved the settling behaviour during longer treatments. Fe electrodes led to larger pH shifts, whereas Al electrodes caused higher temperature increases. Compared with the folding paddle impeller, SBT and PBT promoted more favourable pH evolution, slightly higher COD removal, and lower residual turbidity. These advantages could be attributed to enhanced turbulence, mass transfer, and solid–liquid interactions, which enhance coagulant formation and dispersion. L8 Taguchi optimisation identified the addition of zeolite as the main factor influencing COD reduction, while treatment time was key for minimising electrode consumption. The findings demonstrate that impeller selection, combined with process optimisation, contributes to the mechanical process intensification of EC, improving treatment efficiency, electrode durability, and cost-effectiveness.
1. Introduction
Recently, process intensification has been recognised as a promising approach in the chemical engineering field, aiming to develop more material/energy-efficient, safer, and more sustainable technologies [1,2]. In the context of wastewater treatment, process intensification refers to the integration of innovative methods and technologies to enhance treatment efficiency, reduce energy and chemical consumption, and minimise waste generation. By combining or optimising physical, chemical, and/or biological processes, intensification enables the development of more cost-effective and sustainable treatment solutions [3]. In recent years, numerous researchers have explored the potential of integrating electrocoagulation technology into wastewater treatment systems to enhance their efficiency [4,5]. Electrocoagulation (EC) has gained attention as an advanced electrochemical method for removing pollutants from wastewater. It offers fast treatment times, operational simplicity, and improved efficiency in wastewater management [6,7,8]. It has emerged as a promising and versatile technique applicable to various industrial and municipal effluents, particularly effective in targeting contaminants such as suspended solids, heavy metals, and organic compounds [9,10,11,12]. The underlying mechanism of EC involves the in situ generation of coagulants by electrolytic dissolution of sacrificial electrodes, typically composed of aluminium or iron. When an electric current is applied, metal ions (e.g., Al3+, Fe2+/Fe3+) are released from the anode and form hydroxide flocs and polymeric complexes, which further destabilise colloidal and dissolved contaminants, and are removed by sedimentation or filtration. This process reduces the need for chemical additives and minimises secondary pollution, while often producing less sludge compared to conventional coagulation methods [13,14].
Despite their advantages, EC systems still face certain operational limitations, including electrode passivation, energy demands, and the need for optimised process control. The energy requirements can be compensated by renewable energy sources [15]; therefore, scientific studies have increasingly focused on intensifying electrocoagulation processes through hybridisation and process optimisation, aiming to improve pollutant removal efficiency while reducing operational costs and enhancing sustainability [10,16,17]. In particular, the integration of EC with other technologies has demonstrated significant promise. Recent reports have highlighted a wide range of hybrid EC configurations, including EC coupled with membrane processes such as microfiltration, ultrafiltration, nanofiltration, and reverse osmosis, as well as with advanced oxidation processes like ozonation, peroxi-electrocoagulation, and electro-oxidation, all of which have been shown to enhance pollutant removal, improve energy efficiency, and extend the operational stability of EC systems [10]. The combination of EC with sorption has gained attention, as sorption is a versatile and powerful method for purifying water, enabling the removal of various contaminants, including metals, organics, and microbial species, via accumulation on solid sorbent materials [16,18]. Zeolites, due to their high surface area, sorption capacity, and porous structure, are widely recognised as effective sorbents for wastewater treatment [19,20]. Their ability to capture and immobilise contaminants not only enhances pollutant removal efficiency but also contributes to stabilising flocs and improving sludge properties in EC-based systems [21,22]. Furthermore, the incorporation of zeolites into EC systems can help mitigate electrode passivation, one of the major challenges limiting the long-term stability and practical application of electrocoagulation [23]. Thus, EC coupled with zeolite (ECZ) can improve floc stability, enhance removal efficiency, and reduce electrode wear and energy input, contributing to more circular and resource-efficient wastewater treatment approaches [21,24,25,26].
The use of different impellers, such as Straight Blade Turbine (SBT) or Pitched Blade Turbine (PBT), is a form of mechanical process intensification that contributes to more efficient coagulant generation and dispersion, enhanced solid–liquid separation dynamics, and improved electrode performance and lifetime. The PBT impeller generates a mixed flow with both axial and radial components, where the dominant component depends on the impeller off-bottom clearance, blade inclination, impeller-to-vessel diameter ratio, and the presence of baffles. In contrast, the SBT impeller generates predominantly a radial flow oriented perpendicular to the vessel shaft. However, this radial flow pattern is not always fully developed. When the impeller is positioned close to the bottom of the reactor, deviations from the characteristic radial flow may occur. The two large recirculation loops typical of radial flow systems become asymmetric, and importantly, the lower loop is significantly weakened or even lost [27]. The study by Ducoste and Clark has shown that the impeller type has a significant influence on flocculation performance, primarily through its effect on turbulence intensity in the impeller discharge zone. According to the flocculation results, a smaller particle size distribution is observed with the Rushton turbine (radial) than with the A310 foil (axial) [28].
While many studies have focused on operational parameters such as current density, electrode material, or the pH value, the role of hydrodynamics and reactor configuration in EC has been relatively underexplored. The design of the EC reactor, including impeller geometry, can influence floc formation, flotation efficiency, and treatment time. It is expected that proper reactor and impeller design can improve treatment efficiency and contribute to process intensification [29,30].
Previous studies have mainly referred to mixing as a general factor without comparing different impeller types [31,32,33]. The current study aims to contribute to the investigation of the hydrodynamic effects in the EC by studying the effect of impeller type (SBT, PBT and folding paddle impeller—from a previous study) under identical operating conditions [34]. This approach can be used to evaluate whether specific impeller geometries can provide measurable benefits in the EC process. Moreover, the effects of four key parameters: impeller type (PBT or SBT), electrode material (Al or Fe), process duration (10–30 min), and zeolite addition were evaluated in terms of treatment efficiency, electrode loss and surface changes, energy consumption, solid–liquid separation, EC sludge properties, and Faraday efficiency, thereby contributing to an overall understanding of the process. Additionally, a Taguchi L8 orthogonal array was employed to identify critical parameters for optimising EC-based hybrid technologies. By including the folding paddle impeller as a benchmark, this work highlights the potential of impeller geometry as a tool for process intensification, providing new insights into EC reactor design and hybrid process optimisation.
2. Materials and Methods
2.1. Materials
The physico-chemical properties of the initial compost-derived wastewater prepared from commercial Agro compost were as follows: pH 3.95, electrical conductivity 1.90 mS/cm, turbidity 251.67 NTU, chemical oxygen demand (COD) 1642.06 mg O2/dm3, and total solids (TS) concentration of 3.08 g/dm3 [34]. Compost-derived wastewater was chosen due to its complex composition and its increasing relevance, with the growing number of composting facilities. Its acidity presents a challenging matrix for EC/ECZ, influencing electrode dissolution, metal speciation, floc formation, and energy demand. The electrodes used in this study were made of aluminium alloy AA2007 (2000 series), predominantly composed of aluminium (92.58%) and copper (3.84%), and carbon steel, predominantly composed of iron and copper (Fe = 98.27%, Cu = 1.17%). A detailed elemental composition of the aluminium alloy and carbon steel has previously been published [21]. Electrode alloys are used in EC to enable controlled anodic dissolution, improving coagulant release, and overall process performance compared to pure metals. The Zeolite (Z) used was synthetic, labelled as NaX, originating from Alfa Aesar. It was crushed and sieved to particles sizes smaller than 40 μm. XRD analysis confirmed that the material belongs to the faujasite framework. A comprehensive characterisation, including PXRD and SEM-EDS, was previously reported [21]. SEM/EDS elemental mapping showed that the zeolite was mainly composed of silicon, aluminium, and oxygen, with exchangeable cations such as sodium, potassium, calcium, and magnesium, resulting in a Si/Al ratio of ~2.07 [21]. The estimated cation exchange capacity (CEC) was approximately 6.22 meq/g. The material density was determined to be 2.0605 g/cm3 using a gas pycnometer (Anton Paar Ultrapyc 5000, Graz, Austria) based on helium displacement and Boyle’s law [35].
2.2. Experimental Performance
The focus of the study was to evaluate the impact of process intensification in EC and ECZ by integrating two different impeller types: PBT and SBT. Two sets of experiments were conducted. The selection of reported setups was based on two criteria: the first one aimed to compare the effects of SBT and PBT impellers on the ECZ system over 30 min, while the second one was defined according to the L8 Taguchi optimisation to highlight the conditions most relevant for further analysis. A treatment duration of 30 min in the first set of experiments was selected to balance pollutant removal efficiency and energy consumption, a key consideration in practical applications. Previous studies on similar wastewater matrices indicated that extending the process beyond 30 min does not substantially improve performance, while increasing operational costs [26]. The second set is organised according to the L8 Taguchi optimisation, comparing the performance of the conventional EC and the ECZ under the same operating conditions and focusing on the influence of the impeller type (SBT and PBT), contact time (10 and 20 min), and electrode material (Al, Fe). An overview of the experimental conditions can be found in Table 1.

Table 1.
Overview of experimental condition.
The treatment of compost-derived wastewater was conducted in electrocoagulation cells using 600 cm3 glass reactors. The working volume of wastewater was 500 cm3 to allow proper electrode positioning and stirring while avoiding overflow. The experimental setup included the addition of synthetic zeolite (15.00 g/dm3), a fixed inter-electrode distance of 3 cm, constant current density of 0.0182 A/cm2, and no adjustment of the initial solution pH. This volume is suitable for lab tests, but scale-up may affect performance due to fluid flow and electrode geometry. A zeolite concentration of 15.00 g/dm3 was selected based on previous optimisation experiments, which showed optimal pollutant removal and process efficiency at this level [24].
Sodium chloride (NaCl) was added as a supporting electrolyte at a concentration of 0.50 g/dm3, while the stirring speed was maintained at 250 rpm, and the applied current density at 0.0182 A/cm2. The chosen current density of 0.0182 A/cm2 was selected to ensure effective coagulant generation while minimising excessive electrode wear and energy consumption, based on preliminary tests and literature references. It should also be noted that the electrode-to-volume ratio (A/V) differed between Al and Fe due to material properties (4.2 m2/m3 and 7.2 m2/m3 for Fe and Al electrodes, respectively), thus maintaining the same current density of 0.0182 A/cm2 ensures comparable EC conditions. A similar approach to compare the performance of Fe and Al electrodes under controlled current density conditions has been reported in previous studies [36].
The impeller was placed at an off-bottom clearance of 0.10. The off-bottom clearance is defined as the distance from the bottom of the reactor to the impeller (C, m) divided by the liquid height (H, m). The experimental setup and the reactor geometry are shown in Figure 1a. Figure 1b presents the SBT and PBT impellers used in this study alongside with the folding paddle impeller (FI) used in the previous study [34] as part of the results from the previous study are compared with the results obtained with turbine impellers to compare the performance of the impellers used.
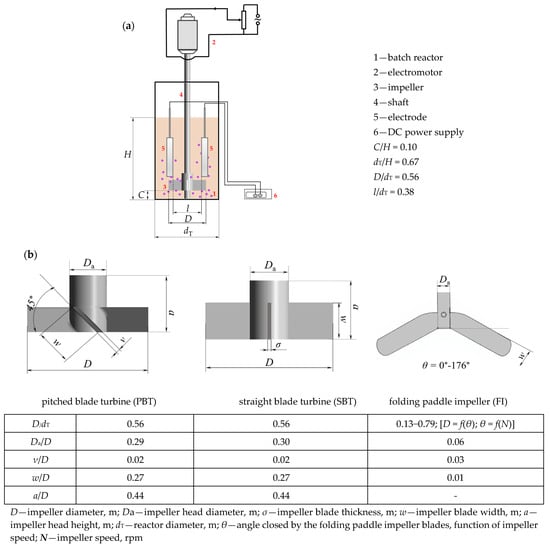
Figure 1.
(a) Experimental setup of ECZ; (b) Geometry of PBT, SBT, and FI with collapsible blades (used in Vukojević Medvidović at al. [34]).
During the first series of experiments, the main process parameters, including pH, electrical conductivity, and temperature, were monitored at 0, 5, 10, 15, 20, and 30 min. In the second series of experiments, the same parameters were measured at 0, 2, 5, 10, 15, and 20 min, depending on the total duration of each run. After treatment, settling tests of the resulting suspensions were performed using the Kynch method. A smaller volume of solution samples was collected from the supernatant after settling and filtered through qualitative filter paper to remove flocs. After sedimentation, the settled sludge was filtered, dried, and weighed using an analytical balance to determine the mass of sludge accumulated on the filter paper.
The temperature was measured using a Testo digital thermometer (Titisee-Neustadt, Germany), the electrical conductivity with a Mettler Toledo conductometer, and pH with a Mettler Toledo Seven Multi pH meter (Greifensee, Switzerland). Before and after each run, samples were analysed for COD using the dichromate method, turbidity using a Velp turbidimeter (Usmate Velate, Italy), and electrode mass is determined by gravimetric analysis at room temperature, while TS is determined gravimetrically by drying the sample at 376.15–378.15 K to constant weight. All analytical procedures were carried out by standardised methods [37].
2.3. Hybrid Process Efficiency Calculation
The percentage of COD and turbidity decrease were calculated using the following equation:
where ci stands for initial concentration (mg/dm3 or NTU) and cf for final concentration (mg/dm3 or NTU).
2.4. Electrode and Energy Consumption, Faradaic Efficiency Calculation
The actual electrode consumption was determined by gravimetric analysis, calculated by Equation (2) and compared with the theoretical value calculated by Faraday’s law, given by Equation (3):
where mactual is experimentally measured electrodes mass loss (kg) and Ve the effective volume of solution in reactor (m3).
where Ii is the current intensity (A), t the process duration (s), Mw the molar mass of metal (g/mol), z the number of electrons transferred per aluminium or iron ion (for Al, z = 3; for Fe, z = 2), F Faraday’s constant (96,487 C/mol).
The comparison between the actual and theoretical electrode consumption is known as Faraday efficiency and is calculated by Equation (4):
Faradaic efficiency values are usually lower than 100% but, in some cases, can be higher. Values above 100% indicate super-Faradaic dissolution, where additional electrode corrosion, beyond that predicted by Faraday’s law, is likely to be caused by local chemical or electrochemical processes. Conversely, efficiencies below 100% may result from electrode passivation or surface fouling, inhibiting the expected metal release. Based on Faraday’s law, the electrical energy consumption per unit volume is calculated as follows:
where U is the applied voltage (V).
2.5. Electrodes Surface Morphology Analysis
To examine surface changes occurring during each process, the electrodes were analysed using a light microscope (MXFMS-BD, Ningbo Sunny Instruments Co., Yuyao City, Zhejiang Province, China) at 200× magnification. A Canon EOS 1300D digital camera (Canon Inc., Tokyo, Japan) was used to capture the images. The analysis focused on identifying morphological changes, including surface corrosion, deposition, and passivation.
3. Results and Discussion
The main focus of this study was to analyse the influence of the impeller type on the performance of the EC and ECZ processes, considering different electrode materials (Fe vs. Al), contact times (10–30 min), and zeolite addition. The aim was to analyse how these factors affect treatment efficiency, electrode dissolution and surface changes, energy consumption, solid–liquid separation, EC sludge mass and settling properties, and Faradaic efficiency, thereby contribute to overall process intensification.
3.1. Analysis of Process Parameters
During the experiments, key operational parameters (pH, temperature, and electrical conductivity) were monitored. The treatment efficiency was evaluated by measuring the chemical oxygen demand, turbidity, and total solids before and after treatment. Obtained results reveal the influence of the process conditions on the final quality of the treated wastewater and emphasise the relationship between the process conditions and the overall material/energy cost-effectiveness.
3.1.1. Analysis of pH Variation
Figure 2 presents the pH variation observed during EC and ECZ treatments with SBT and PBT impellers for different electrode materials and contact times.
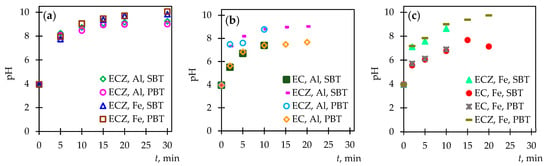
Figure 2.
pH variation during EC and ECZ processes using SBT and PBT impellers: (a) ECZ with Al and Fe electrodes over 30 min; (b) EC and ECZ with Al electrodes at 10 and 20 min, (c) EC and ECZ with Fe electrodes at 10 and 20 min. Note: standard deviation from the average value for pH is in range ± (0.04–0.39).
A sharp increase in pH was observed during the first 5 min in all experiments (Figure 1a), independent of the electrode material or impeller type. Following this initial increase, the pH continued to rise gradually, with slightly higher values observed when Fe electrodes were used compared to Al electrodes. The type of impeller has only a minimal influence on the pH evolution. The observed increase in pH is primarily attributed to the generation of hydroxide ions (OH−) at the cathode, according to the following reaction:
Additionally, the presence of zeolite, which contains alkali and alkaline earth metals with basic properties, can also contribute to an increase in pH through ion exchange and the adsorption of acidic species. The synthetic zeolite NaX used in this study contains Na+ as the main exchangeable cation. Upon contact with water at a lower pH (4–6), a partial exchange of Na+ with H+ ions may occur, resulting in Na+ release into the solution and a slight increase in pH. Thus, NaX acts as a buffer by mitigating changes in acidity—when the solution is acidic, H+ ions are incorporated into the structure, Na+ ions are released, and the pH increases or stabilises at a higher value than that of pure water [38,39].
The results in Figure 2b,c show that the presence of zeolite led to a higher pH value, regardless of electrode material, impeller type, or treatment time. The increase in pH was less pronounced with Al electrodes compared to Fe electrodes, which is consistent with previous studies [24]. This can be explained by the formation and subsequent hydrolysis of monomeric and polymeric Al species, which may locally acidify the vicinity of the anode, thereby moderating the overall pH increase. In contrast, experiments using Fe electrodes generally show a slightly higher pH rise, which can be attributed to the simpler hydrolysis behaviour of iron hydroxides and reduced acidifying effects near the anode. Under all conditions, the addition of zeolite led to a further increase in pH, emphasising its contribution through ion-exchange activity and its basic chemical nature. The comparison of the sludge in the EC process with and without zeolite published by Vukojević Medvidović et al. [21,40] revealed that the sludge in the electrocoagulation process without zeolite consists mainly of metals from electrodes with small amounts of Na, K, Ca, and Mg, while the addition of synthetic zeolite results in a Si, Al, and Na dominated solid with degradable contributions of Ca, Mg, and K.
It is interesting to compare the final pH values for the ECZ system under different mixing conditions. As can be seen in Figure 2a, the experiments using SBT and PBT impellers yielded final pH values of 9.00–9.24 for Al electrodes and 9.84–10.05 for Fe electrodes, which are slightly different from those obtained with a folding paddle impeller under identical conditions, as previously reported (9.35 for Al and 10.29 for Fe) [34]. These results suggest that the hydrodynamic effects of the impeller design can modulate the local electrochemical conditions, thereby influencing pH evolution and, consequently, the overall ECZ efficiency.
3.1.2. Analysis of Temperature Variation
Figure 3 presents the temperature variation observed during EC and ECZ treatments with SBT and PBT impellers under different electrode materials and contact times.
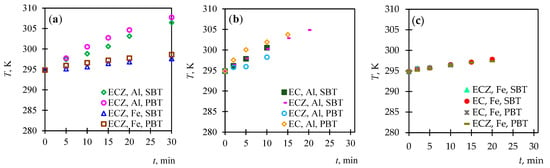
Figure 3.
Temperature variation during EC and ECZ processes with SBT and PBT impellers: (a) ECZ with Al and Fe electrodes over 30 min; (b) EC and ECZ with Al electrodes at 10 and 20 min, (c) EC and ECZ with Fe electrodes at 10 and 20 min. Note: standard deviation from the average value for temperature is in range ± (0.35–1.90) K.
In the experiments with the Al electrode, a more pronounced temperature increase was observed, while the impeller type had only a minor influence on the temperature change (Figure 3a). This temperature increase is primarily due to the heat generated at the electrodes by the applied electric current. The heated electrodes subsequently transfer thermal energy to the surrounding solution. According to Joule’s law, the heat generated (and therefore the increase in temperature) is directly proportional to the square of the applied current:
where Q is heat generated (J), R is the electrical resistance of the system (Ω), and t is the time of current application (s). Since a higher current was applied in the experiments with the Al electrodes (see Table 2), a greater temperature increase was recorded in the suspension under these conditions. The highest temperature was achieved in the ECZ process with an Al electrode in combination with the PBT impeller.
Table 2.
Energy consumption (kWh/m3), electrode mass loss expressed as actual and theoretical (kg/m3), and Faraday efficiency (%) in hybrid EC and ECZ experiments using SBT or PBT impellers for different contact times and electrode materials.
Figure 3b,c show the comparison between ECZ and EC processes (with and without zeolite), using Al and Fe electrodes, under SBT and PBT mixing, with a process duration of 10 and 20 min. The trend of a higher temperature increase with Al electrodes remains consistent across both time durations and impeller types.
3.1.3. Analysis of Electrical Conductivity
Figure 4 presents the variation in electrical conductivity (σ, mS/cm) observed during EC and ECZ treatment with SBT and PBT impellers under different electrode materials and contact times.
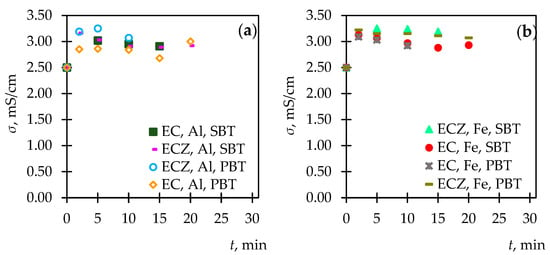
Figure 4.
Electrical conductivity variation during EC and ECZ processes using SBT and PBT impellers: (a) EC and ECZ with Al electrodes at 10 and 20 min, (b) EC and ECZ with Fe electrodes at 10 and 20 min. Note: standard deviation from the average value for el. conductivity is in range ± (0.09–0.74) mS/cm.
An initial increase in conductivity is observed at the beginning of the process, followed by slight oscillations and a general downward trend, indicating the binding of present contaminants. Nevertheless, the final conductivity values remained higher than the initial values, suggesting the accumulation of ionic species released during the EC reactions. The data reveal that the presence of zeolite induces a slightly more pronounced initial increase in conductivity, almost independently of the impeller type and process duration. This behaviour is consistent across both Al and Fe electrodes. The observed increase in conductivity with zeolite addition may be attributed to the release of exchangeable cations (e.g., Na+, K+, Ca2+) from the zeolite structure, as well as the formation of soluble ionic species during EC.
3.1.4. Analysis of Chemical Oxygen Demand
Figure 5 shows the reduction in COD values following ECZ and EC processes at various time intervals, using Al and Fe electrodes and different impeller types.
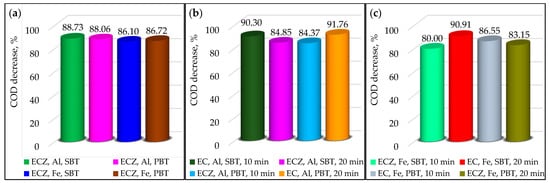
Figure 5.
COD reduction during EC and ECZ processes using SBT and PBT impellers: (a) ECZ process (30 min) with Al and Fe electrodes; (b) EC and ECZ (10 and 20 min) with Al electrodes; (c) EC and ECZ (10 and 20 min) with Fe electrodes. Note: COD removal is expressed as percentages of mean COD values. Standard deviation from the average value for COD is in range ± (10.30–40.20) mg O2/dm3.
As shown in Figure 5a, the COD reduction was satisfactory, ranging from 86.10% to 88.73%, with the Al electrodes generally achieving a slightly higher efficiency compared to Fe electrodes. The influence of impeller type was also evident; the SBT impeller performed better in combination with Al electrodes at 30 min of experiment, while the PBT impeller showed a slightly higher efficiency with Fe electrodes. Compared to the results obtained with the folding paddle impeller reported previously (87.21% for Al and 85.28% for Fe) [34], the use of SBT and PBT impellers resulted in slightly better COD removal. This suggests that turbine impellers enhance floc formation and mixing efficiency, thus justifying their application in ECZ processes.
Figure 5b,c provide additional insight into the COD decrease during the EC and ECZ processes after 10 and 20 min. The results show a COD decrease ranging from 84.37% to 91.76% for Al electrodes and 80.00% to 90.91% for Fe electrodes when treating initial wastewater with a very high organic load (>1600.00 mg O2/dm3). The best COD reduction was observed after 20 min of the EC process with Al electrodes and the PBT impeller. These results confirm the effectiveness of both the EC and ECZ processes in reducing the organic load of the wastewater, with slightly better performance trends observed for Al electrodes, depending on the impeller type.
A comparison with more recent studies on electrocoagulation using magnetic stirrers also shows that the COD removal rates achieved in this work (>80%) exceed those previously reported in the literature. For example, COD removal efficiencies of 66.7–76.9% with Fe anodes and 76.3–77.4% with Al anodes were achieved when treating wastewater from the dairy industry with EC [41]. Similarly, when poultry slaughterhouse wastewater was treated with EC and a magnetic stirrer, COD removal efficiencies of 76.3% were achieved with Fe electrodes and 82.2% with Al electrodes [42].
Although the compost-derived wastewater showed substantial COD removal, it is important to evaluate the final COD concentrations in relation to applicable regulatory standards [43], especially if high initial COD is considered (COD0 = 1642.00 ± 105.00 mg O2/dm3). The measured COD after treatment ranged from 135.30 ± 12.30 to 328.40 ± 24.50 mg O2/dm3. These values surpass the limit for direct discharge into surface waters (125.00 mg O2/dm3) yet remain within the permissible range for discharge into the public sewer system (700.00 mg O2/dm3). Consequently, although the treatment is effective for discharge into the sewerage system, it does not achieve compliance with the limit values for discharge into surface waters.
3.1.5. Analysis of Turbidity
Figure 6 shows the results of residual turbidity after the EC and ECZ processes at different time intervals on the Al and Fe electrodes and different impeller types. In general, the residual turbidity value after 30 min was significantly reduced compared to the initial value in almost all experiments, except in the experiment where ECZ was carried out with an Al electrode and with an SBT impeller. This can be attributed to the fact that the SBT impeller breaks up the resulting Al oxohydroxide flocs that remain in the solution, thereby increasing the turbidity. Comparison of residual turbidity under different mixing conditions may additionally highlight the influence of impeller type on ECZ performance. As illustrated in Figure 6a, the use of turbine impellers resulted in significantly lower residual turbidity values with Al electrodes (8.32–31.13 NTU) compared to the folding paddle impeller under identical conditions published previously (81.05 NTU). For Fe electrodes, residual turbidity ranged from 4.72 to 8.35 NTU with turbine impellers, while the folding paddle impeller yielded 3.90 NTU [34]. These results indicate that the type of impeller has a notable impact on the performance of the ECZ process with Al electrodes, whereas for Fe electrodes the effect is less pronounced. Therefore, optimising the mixing is crucial, particularly when using Al electrodes, to achieve efficient turbidity removal.
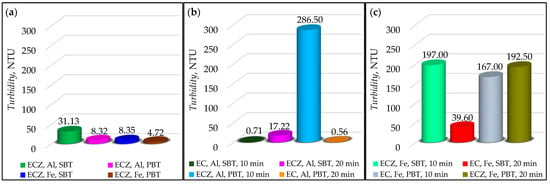
Figure 6.
Residual turbidity values during EC and ECZ processes using SBT and PBT impellers: (a) ECZ process (30 min) with Al and Fe electrodes; (b) EC and ECZ (10 and 20 min) with Al electrodes; (c) EC and ECZ (10 and 20 min) with Fe electrodes. Note: turbidity removal is expressed as percentages of mean turbidity values. Standard deviation from the average value for turbidity is in range ± (0.11–38.34) NTU.
When comparing experiment duration, impeller type, and electrode material, with and without zeolite (Figure 6b,c), a higher residual turbidity was observed in experiments with zeolite, independent of the process duration. One possible explanation for this is that although the presence of zeolite contributes to the removal of dissolved pollutants through sorption, it can also destabilise the flocs formed or hinder their coagulation, which leads to an increased amount of suspended solids in the solution and thus to higher turbidity values. Zeolite particles themselves, being solid and finely dispersed, can also contribute to residual turbidity if they do not effectively integrate into the larger flocs. Despite improved settling of the flocs, a fraction of very fine zeolite particles might remain dispersed, leading to the higher turbidity reading. Even if they are not pollutants in the traditional sense, their presence in the treated water will register as turbidity [21]. Additionally, zeolite can disrupt flocculation mechanisms by creating additional nucleation sites that do not achieve sufficient size and mass for effective sedimentation. Furthermore, in the EC experiment with iron electrodes and a PBT impeller, a particularly high turbidity was observed after 10 min, indicating that at shorter contact times, the hydrodynamic conditions generated by the PBT impeller may not be sufficient for effective floc settling. It is possible that the intense mixing in the initial phase disperses the newly formed flocs before they reach the critical size required for sedimentation, increasing the number of fine particles in the suspension. This effect is particularly pronounced with iron-based flocs, which are less stable than aluminium flocs due to their structure and higher density, and are more susceptible to mechanical breakage. This aspect should be investigated further by optimising the contact time, amount of sorbent and mixing conditions [44].
The comparison of final pH, COD removal, and residual turbidity under different hydrodynamic conditions demonstrates that impeller type significantly influences ECZ performance, with effects differing between Al and Fe electrodes. Turbine impellers generally promoted more favourable pH evolution, slightly higher COD reduction, and markedly lower residual turbidity for Al electrodes, while their effect on Fe electrodes was less pronounced. Mechanistically, these improvements can be attributed to the intriguing role of enhanced hydrodynamics: PBT and SBT impellers increase turbulence, improve mass transfer, and facilitate particle–zeolite interactions, leading to more efficient floc formation, ion transport, and adsorption processes. Therefore, careful selection and optimisation of impeller design are crucial for maximising ECZ efficiency, especially when using Al electrodes.
3.1.6. Analysis of Total Solids
Figure 7 presents the TS values after the EC and ECZ processes were conducted for different durations using Al and Fe electrodes with various impeller types. TS values decreased compared to the initial concentration (3.08 g/dm3), fluctuating between 1.50 and 2.42 g/dm3. In general, slightly higher TS values were observed in experiments involving zeolite and at shorter treatment times (10 and 20 min), while longer treatment durations (30 min) allowed more complete flocculation and sedimentation, resulting in lower TS. Furthermore, comparison with previously published results using a folding paddle impeller (2.06 g/dm3 for Al and 2.02 g/dm3 for Fe) [34] indicates that turbine impellers yielded slightly lower TS under identical conditions, likely due to improved hydrodynamic conditions and enhanced floc formation. The presence of powdered zeolite, well dispersed during mixing and remaining suspended after settling, also contributed to these trends.
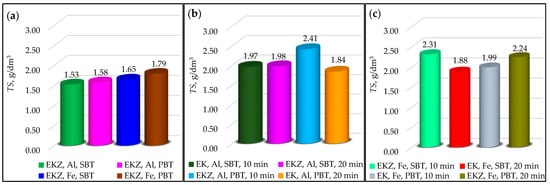
Figure 7.
Values of total solids (TS) after EC and ECZ processes using SBT and PBT impellers: (a) ECZ process (30 min) with Al and Fe electrodes; (b) EC and ECZ (10 and 20 min) with Al electrodes; (c) EC and ECZ (10 and 20 min) with Fe electrodes. Note: standard deviation from the average value for TS is in range ± (0.04–0.25) g/dm3.
3.2. Analysis of Settling Test Results and Sludge Mass
Figure 8 presents the results of the settling test after the ECZ and EC processes using Al or Fe electrodes with different impeller types and varying process durations. Analysis of the settling curves following the hybrid ECZ process (30 min) with Al and Fe electrodes and different impellers indicates good settling performance under almost all experimental conditions, except after the ECZ process using the Fe electrode and the SBT impeller, where settling was less effective.
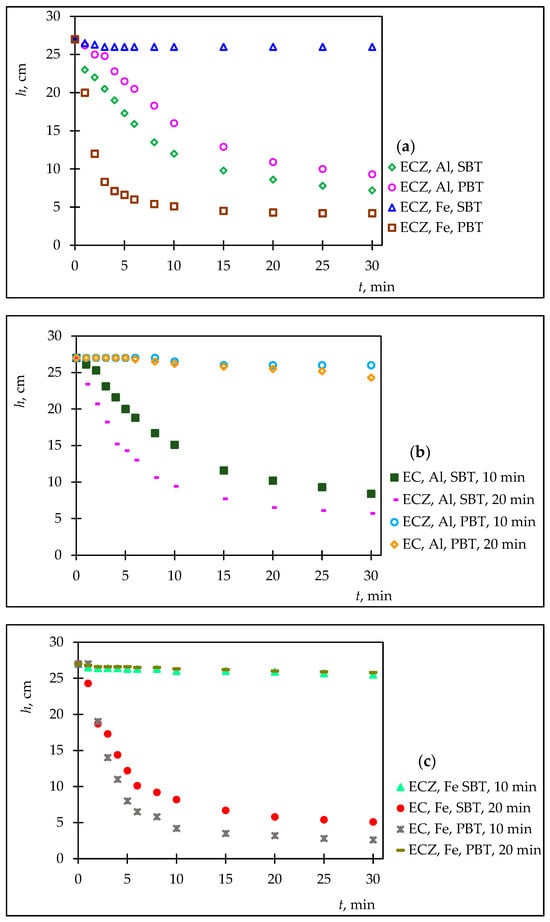
Figure 8.
Settling test results obtained after EC and ECZ processes using SBT and PBT impellers: (a) ECZ process (30 min) with Al and Fe electrodes; (b) EC and ECZ (10 and 20 min) with Al electrodes; (c) EC and ECZ (10 and 20 min) with Fe electrodes. The parameter h represents the height of the solid–liquid interface. Note: standard deviation from the average h values is in range ± (0.089–0.257) cm.
Conversely, analysis of the settling curves after the EC and ECZ processes at various durations and with different impeller types reveals improved settling performance when the SBT impeller was used, independent of treatment duration or zeolite addition, in the case of the Al electrode. In contrast, when using Fe electrodes, significantly better settling results were observed after the EC process without zeolite, independent of impeller type and contact time. This suggests that the presence of zeolite has a greater impact on the stability of Fe oxyhydroxo complexes compared to Al oxyhydroxo complexes.
Figure 9 presents the sludge mass results (ms/g) after the ECZ and EC processes using Al and Fe electrodes, with different impeller types and varying process durations. As expected, data show that higher EC sludge mass was obtained in experiments with zeolite addition and longer treatment durations (ECZ, 30 min). In experiments without zeolite, sludge mass values also increased with longer contact time. For experiments using Al electrodes, the sludge mass ranged from 0.6883 g to 6.7693 g, while for Fe electrodes, it ranged from 0.3331 g to 3.9873 g.
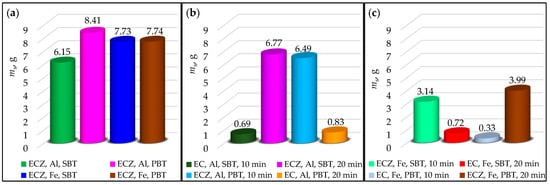
Figure 9.
Total EC sludge mass after EC and ECZ processes using SBT and PBT impellers: (a) ECZ process (30 min) with Al and Fe electrodes; (b) EC and ECZ (10 and 20 min) with Al electrodes; (c) EC and ECZ (10 and 20 min) with Fe electrodes. Note: standard deviation from the average value for EC sludge mass is in range ± (0.04–0.24) g.
To obtain a more systematic evaluation of EC/ECZ systems, the compressive analysis of three key parameters was performed: residual turbidity (Figure 6), settling behaviour (Figure 8) and total sludge mass (Figure 9). This triple analysis reveals important differences in the amount of coagulant, floc stability and final effluent quality, especially for systems treated with 15.00 g/dm3 zeolite. It was found that both the choice of electrode material and impeller type play a crucial role in the settling process. Namely, the results clearly show that Al and Fe electrodes require different mixing conditions: Al electrodes in combination with the SBT impeller performed well under all test conditions. The ECZ-SBT system showed a strong settling ability (68% volume reduction in 30 min) and acceptable turbidity values (17.22–31.13 NTU). In contrast, Al in combination with the PBT impeller typically resulted in poor turbidity values (e.g., 286.50 NTU in ECZ-PBT-10 min) unless an extended treatment time of 30 min was used (8.32 NTU; ECZ-PBT-30 min). Fe systems showed the opposite trend; the best results were achieved with PBT impellers and longer treatment times. ECZ-PBT-30 min, for example, achieved excellent settling (85% volume reduction) and the lowest observed turbidity (4.72 NTU). SBT impellers in Fe systems resulted in complete floc instability, no settling, and extremely high turbidity (197.00 NTU).
However, an interesting finding was observed: certain systems produced large amounts of sludge without achieving effective settling. This is particularly evident in the ECZ-Fe-SBT configuration after 30 min, where the zeolite hinders the formation of stable flocs. The resulting flocs are voluminous but fragile and only settle when mixing stops. In contrast, Al flocs show a higher tolerance to zeolite, especially when the SBT impeller is used, as zeolite particles integrate into the floc structure and contribute to its stabilisation.
The observed differences in settling behaviour and sludge properties highlight the importance of tailored sludge management strategies for EC/ECZ systems. Systems producing large amounts of fragile or poorly settling sludge, such as ECZ-Fe-SBT, may require post-treatment handling measures, including controlled sedimentation, sludge thickening, or floc stabilisation, to facilitate efficient dewatering and disposal. In contrast, Al-based systems, particularly with SBT impellers, generate more stable flocs that integrate zeolite particles, suggesting easier sludge handling and reduced operational challenges. Optimising impeller type and treatment time in relation to the electrode material is therefore critical not only for pollutant removal but also for minimising sludge volume and improving downstream sludge management efficiency. Moreover, in ECZ processes where zeolite is added, the zeolite can be regenerated and reused, further contributing to resource efficiency and reducing operational costs.
3.3. Analysis of Electrode Mass Loss and Surface Changes
Figure 10 shows the electrode mass loss results (mel/g) after the EC and ECZ processes carried out at different time intervals using Al and Fe electrodes and in the presence of different impeller types, while Figure 11 shows a microscopic view of the anode and cathode surfaces after each experimental treatment.
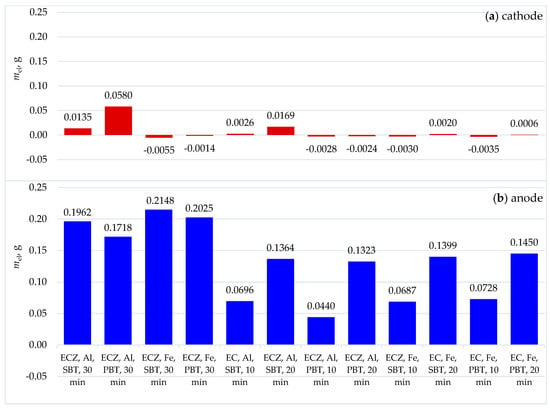
Figure 10.
(a) Cathode and (b) anode mass loss after EC and ECZ processes using SBT and PBT impeller. Note: standard deviation from the average value for electrode loss for anode is in range ± (0.0029−0.0225) g, while for cathode is in range ± (0.0005−0.0098) g, respectively.
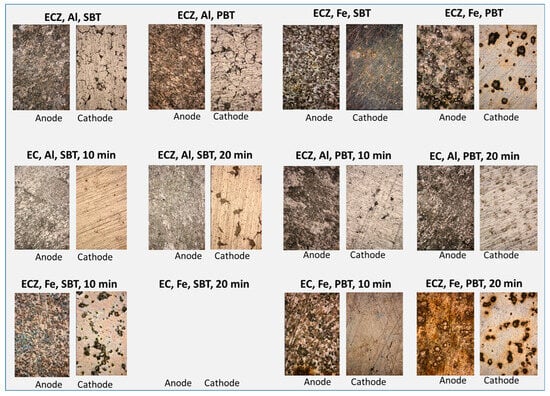
Figure 11.
Electrode microscopic surface analysis (at magnifications 200×, in bright field) carried out after EC and ECZ processes at different time intervals using Al and Fe electrodes and in the presence of different impeller types.
Electrocoagulation is based on the sacrificial dissolution of anodes to produce coagulating species (Al3+ or Fe2+/Fe3+), while cathodes are primarily used for water reduction and hydrogen evolution. This fundamental electrochemical principle explains the significantly higher mass loss observed in anodes compared to cathodes under all experimental conditions. Analysis of the data from the 30 min process reveals a predominant mass loss of the anode, which is to be expected, as the anode acts as a sacrificial electrode. However, cathode consumption is also observed (increases with Al, but decreases with the Fe electrode), and was particularly more pronounced in the experiment with the Al electrode and the PBT impeller. Results also show that greater anode consumption is generally noted for the longer treatment time (20 min) compared to the shorter one (10 min), confirming contact time as major influencing factor.
In experiments conducted for 10 min, the lowest electrode consumption was recorded during the ECZ process with the Al electrode and PBT impeller. However, for experiments with 20 min’ duration, the lowest electrode consumption occurred during the EC process, also with the Al electrode and PBT impeller. These findings suggest that the presence of zeolite, impeller configuration, and treatment time do not consistently work in a complementary way, but that their influence on electrode consumption varies depending on the process setup.
The data analysis also showed that Fe electrodes consistently lose 1.09–1.56 times more mass than Al electrodes under identical conditions, with this ratio increasing with more intense process parameters. Al electrodes showed linear degradation, with mass loss increasing proportionally with time (ECZ, PBT: 0.0440 g at 10 min → 0.1718 g at 30 min). This linear behaviour enables predictive modelling, as it follows standard electrochemical principles without autocatalytic effects. In contrast, the Fe electrodes dissolved non-linearly, possibly even exponentially. A disproportionately high mass loss (ECZ, SBT: 0.0687 g at 10 min → 0.2148 g at 30 min) indicates self-accelerating corrosion mechanisms.
The microscopic surface analysis of electrodes after EC and ECZ processes performed under varying working conditions (Figure 11) showed visible differences depending on the electrode material (Al, Fe), impeller type (SBT vs. PBT), treatment duration (10–30 min), and whether zeolite was present or not. The influence of impeller configuration on electrode degradation results from local changes in mass transfer and mechanical forces at the electrode surface.
The SBT impeller enabled uniform mass transfer without excessive mechanical erosion. Under these conditions, the Al electrodes showed a gradual, controlled roughening of the surface, while the Fe electrodes maintained some integrity despite accelerated corrosion. The PBT impeller caused mechanical erosion of the protective oxide layers. For the Al electrodes, this led to increased surface structuring while maintaining integrity. For Fe electrodes, the PBT conditions were catastrophic—the continuous removal of corrosion products completely prevented the formation of a protective layer, leading to rapid dissolution of the metal.
The addition of zeolite increased the corrosion rate of the Al electrode by 2–3 times under the same/similar conditions without zeolite. Despite this acceleration, the corrosion remained largely controllable and predictable. For the Fe electrodes, the addition of zeolite resulted in a significant increase in the dissolution rate of the electrode, transitioning from controlled corrosion to catastrophic degradation. Obviously, the addition of zeolite lead to more pronounced changes on both anode and cathode surfaces—such as increased roughness, deposition of coagulation products, and signs of corrosion—especially evident on anodes. This is attributed to the zeolite’s role in enhancing the physical adsorption of pollutants onto its surface, as well as ion-exchange processes, in which cations in the solution are exchanged with ions in the zeolite structure. These mechanisms improve the coagulation efficiency but can also accelerate the electrode degradation [19].
When comparing electrode materials, aluminium surfaces exhibit finer degradation features, including cracking and oxidation zones, whereas iron electrodes show rougher textures with visible dark corrosion spots and iron oxide deposits, particularly under PBT mixing conditions. The type of impeller also significantly influences the surface condition: the SBT provides more uniform wear, while PBT causes more intensive mechanical erosion and uneven deposition of products—most notably on Fe electrodes. Treatment duration plays a critical role, with longer processes (20 and 30 min) leading to deeper corrosion, more severe surface cracking, and increased accumulation of reaction products.
In brief, the most severe surface changes were observed under the conditions: ECZ process, Fe electrodes, PBT impeller, and 20 and 30 min of treatment—marked by extensive corrosion, dark oxide deposits, and roughened surfaces. In contrast, the mildest changes were observed in the EC process with the Al electrodes, SBT impeller, and a 10 min duration—here the surfaces remained relatively smooth, with minimal signs of oxidation or damage.
3.4. Analysis of Energy and Electrode Consumption and Faraday Efficiency
Although the operational costs of the EC and ECZ process generally include expenses related to electrode material, electrical energy, zeolite, sludge disposal, and impeller electricity consumption, in this study, the focus will be placed solely on the evaluation of electricity and electrode consumption. Electrode consumption was assessed both theoretically, using Faraday’s law, and experimentally, by measuring the mass loss of electrodes before and after the EC and ECZ hybrid treatments. Based on these measurements, the key parameters—energy consumption (kWh/m3), electrode loss expressed as actual and theoretical (kg/m3), and Faraday efficiency (%), were calculated in accordance with Equations (1) and (2) to (1)–(5). Table 2 provides a summary of the obtained results.
The analysis of results from EC and ECZ experiments, with or without zeolite, under varying process durations and different mixing conditions, revealed that energy consumption values vary significantly (ranging from 1.460 to 18.020 kWh/m3), depending on the experimental setup. According to Arbabi et al. [45], who investigated the effect of energy consumption for current densities in the range of 60–120 A/cm2 and process durations of 15–60 min for the treatment of baker’s-yeast-industry wastewater using aluminium electrodes, energy consumption ranged from 3.12 to 35.51 kWh/m3. Notably, the higher values observed in our study are consistent with those reported by Arbabi et al. [45]. Additionally, for the EC treatment of wastewater from a tannery, the energy consumption was 33.33 kWh/m3 [46]. In contrast, for wastewater from the pulp and paper industry, the energy consumption ranged from 10.10 to 12.90 kWh/m3 [47], which aligns with our results.
In the first set of experiments (ECZ, 30 min, SBT or PBT mixing), a notably higher energy consumption was observed when using aluminium electrodes compared to iron electrodes, due to higher current and voltage values used. Specifically, energy consumption for aluminium electrodes ranged from 16.60 kWh/m3 to 18.02 kWh/m3, while for iron electrodes it was significantly lower, ranging from 4.32 kWh/m3 to 5.75 kWh/m3. To obtain better insight into the influence of impeller type, the comparison of anode mass loss and energy consumption of turbine impellers, with a folding paddle impeller published previously [34], highlights differences between Al and Fe electrodes. For Al electrodes, SBT provided a high anode mass loss (0.390 kg/m3) with the lowest energy consumption (16.60 kWh/m3), while PBT showed slightly lower anode loss (0.340 kg/m3) and higher energy use, and the folding paddle impeller (reported previously) consumed the most energy (18.78 kWh/m3) with comparable anode loss. For Fe electrodes, SBT also achieved the highest anode mass loss (0.430 kg/m3) with the lowest energy use (4.32 kWh/m3), whereas PBT and the folding paddle impeller exhibited similar anode losses (~0.41 kg/m3) but required more energy. These results indicate that SBT offers the most energy-efficient operation while maintaining effective anode utilisation, particularly for Al electrodes. The result also indicates that impeller design plays a more critical role in optimising energy efficiency and electrode utilisation for Al than for Fe electrodes.
In the second set of experiments (ECZ or EC processes conducted for 10 or 20 min with either SBT or PBT mixing), the highest energy consumption was again recorded in experiments involving aluminium electrodes, ranging from 6.11 kWh/m3 to 10.04 kWh/m3. The most pronounced energy consumption (10.04 kWh/m3) was observed during the EC process with a contact time of 20 min and PBT mixing.
Electrode consumption results consistently showed slightly greater material loss when using iron electrodes compared to aluminium electrodes, which is opposite to the observed energy consumption trend. This difference can likely be attributed to variations in the electrochemical dissolution behaviour and the physical properties of the electrode materials. The comparison between the actual electrode mass loss measured during the experiments and the theoretically calculated values using Faraday’s law revealed that actual electrode consumption was generally higher, indicating Faraday efficiencies exceeding 100%. This phenomenon can be attributed to additional electrode material dissolution caused by side reactions, such as localised corrosion, pitting, or enhanced anodic dissolution and chemical dissolution of the cathode (due to a local increase in pH), which are not accounted for in the theoretical Faraday calculation. A similar result was observed in previous findings with Al electrodes, known as super-faradaic efficiency [48,49,50,51], while this effect is less pronounced when using Fe electrodes [52].
To evaluate the economic aspects of the studied treatments, the operating costs were estimated based on the measured energy consumption and electrode usage, following the equation:
where Cenergy and Celectrode represent the energy consumption (kWh/m3) and electrode mass consumed per cubic metre of wastewater (kg/m3), respectively, while the coefficients ac and b correspond to the electricity price and approximate cost of electrode materials. Although we are aware that current prices are significantly higher, the electricity price (0.1025 €/kWh) and the approximate electrode costs for aluminium sheets (2.24 €/kWh) and low-carbon steel (0.90 €/kWh) were kept the same to enable comparison with our previous results [34].
The calculated operational costs for aluminium electrodes with SBT and PBT impellers are 2.60 and 2.63 €/m3, respectively, while for iron electrodes they are 0.83 and 0.96 €/m3, respectively. These values are consistent with previously reported results obtained using a folding paddle impeller under identical operational conditions [34] (2.820 €/m3 for Al and 0.977 €/m3 for Fe). The results also indicate potential operational cost savings when using SBT and PBT impellers, with the SBT impeller achieving the lowest cost. Moreover, the obtained values fall within the ranges reported in the literature for EC treatment of domestic wastewater with Al electrodes (0.03–3.85 US $/m3, depending on current density and electrocoagulation time [49]. For the treatment of waste metal cutting fluids under optimal operating conditions, the operating costs were reported as 0.497 US $/m3 for Fe electrodes and 0.768 US $/m3 for Al electrodes [53], while for cattle slaughterhouse wastewater, operational costs of about 1.5 US $/m3 have been reported [54]. Although the reported operational costs vary depending on the type of wastewater, they are generally in good agreement with our results.
3.5. Taguchi Approach for Identifying Critical Parameters for Optimising EC Technologies with Different Impellers
The Taguchi method is considered a proficient approach to the design of experiments (DOE), as it enables substantial reductions in both study costs and duration [55]. In this study, the Taguchi L8 (24) experimental design was applied, with four parameters examined at two levels each. The selected factors were electrode material, impeller type, process time, and zeolite addition. The experimental factors and their corresponding levels are listed in Table 3.
Table 3.
Operating factors and their levels.
In Taguchi design, the signal-to-noise (S/N) ratio is used to assess performance measurements. The commonly used S/N ratio functions include “smaller the better,” “larger the better,” and “nominal is best”. “Smaller the better” means that the optimal outcome of the process is the minimum value. [56]. The signal-to-noise ratio for this function is computed using Equation (9).
subscript SB represents the smaller the better, n is the number of repetitions under the same experimental conditions, and y is the measured response value (COD), and difference in electrode mass).
The “smaller the better” approach was used to evaluate the process’ performance based on the lowest values of COD, and electrode consumption at the end of the process. Apart from the calculation of optimal factor levels, an analysis of variance was applied in order to define the importance and significance of each factor.
The present study applied the Taguchi approach for parametric optimisation. The Taguchi methodology identifies the parameters that influence the system’s response, and which parameter has the greatest impact on the response, as well as determining the optimal values for all evaluated parameters [57,58]. Similar screening approaches using Taguchi L8 or L9 design have been applied in wastewater treatment studies to evaluate the influence of multiple operational parameters and identify optimal conditions [59,60].
The response table for Signal-to-Noise Smaller the Better (S/NSB) assesses the effect of four parameters (M—electrode material, I—impeller type, t—electrocoagulation time (min), and Z—zeolite addition) on COD and electrode consumption. The experimental design based on the L8 experimental plan was conducted, and the obtained results and calculated S/NSB for COD and electrode consumption are presented in Table 4.
Table 4.
Results of the L8 Experimental Design: S/N Ratios for COD and Electrode Consumption.
In Figure 12 the means and S/N ratios obtained for each level are presented. The optimal value is the one with the highest value of mean S/N.
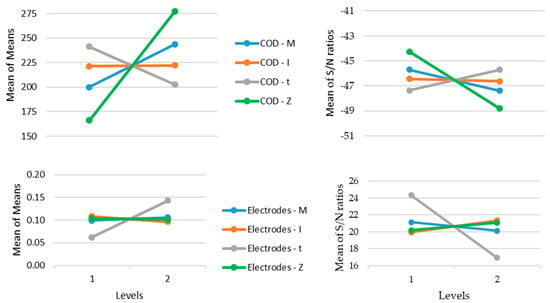
Figure 12.
Means and S/N analysis for factor levels.
The importance of each controllable factor may be defined by the delta value of the S/N ratio (the difference between the highest and the lowest S/N ratios). Table 5 ranks the influence of the tested factors on COD, and electrode consumption, applying the “smaller the better” approach. Higher delta values correspond to greater impact on the response. The Rank assigns importance, with Rank 1 being the most influential factor.
Table 5.
Ranking the influence of tested factors on COD and electrode consumption using the ‘smaller-the-better’ criterion.
Analysis of variance was used to calculate the percentage contribution of each controllable factor and its significance. The results are presented in Table 6.
Table 6.
Analysis of variance for S/N ratios.
The response and analysis of variance of S/N ratios results for COD removal in the electrocoagulation process highlight zeolite addition as the most influential factor in COD reduction. The response table indicates that adding 7.5 g of zeolite negatively affects COD removal (with Level 1 performing better than Level 2), as can be seen in Figure 12 and Table 5. Analysis of variance confirms this substantial impact, showing zeolite addition contributes ~75% and is statistically highly significant (p value: means = 0.005, S/N = 0.006). The addition of zeolite could affect COD removal due to its sorptive capacity and its ability to enhance flocculation and coagulation. However, according to the results, the addition of zeolite and its particle size has an interfering effect on wastewater treatment. A possible problem could be particle size smaller than 40 μm, as a very fine fraction can lower the effective density and increase the porosity of the final aggregates [61]. The electrode material has a moderate effect, with aluminium outperforming iron, contributing ~11%, although this difference is marginally statistically significant (p value: means = 0.058, S/N = 0.076). Similarly, electrocoagulation time has a moderate effect contributing ~9%, (p value: means = 0.079, S/N = 0.084), suggesting that 20 min is more effective than 10 min. In contrast, the impeller type has a negligible impact, and it is not significant. To optimise COD reduction, zeolite addition is the most critical factor, followed by electrode material and time, which have a lower but still relevant effect.
The electrocoagulation time is the most influential factor in electrode consumption. Analysis showed that electrocoagulation time has high significance and contribution (pC over 86% and 93%), with longer treatment times leading to significantly higher electrode consumption. Similarly, Taguchi optimisation ranks electrocoagulation time as the most critical factor (highest delta, Rank 1). The impeller type has a moderate influence in the Taguchi analysis (Rank 2), with PBT impeller performing better than SBT. However, its contribution to electrode consumption is low (pC: mean = 2.00%; S/N = 3.13%) and its p-values indicate no statistically significant effect. The electrode material shows a small impact, with aluminium slightly outperforming iron (Rank 3), as can be seen in Table 5, and does not significantly affect electrode consumption. Zeolite addition has the least influence (Rank 4), contributing just around 1% to electrode consumption.
The findings of the Taguchi L8 experimental design point to a compromise between COD removal effectiveness and electrode durability. While longer electrocoagulation times (t2) further enhanced COD removal, these conditions simultaneously led to higher electrode consumption. The importance of optimising the EC process extends beyond efficiency improvements. It could involve wider environmental and economic factors. For example, reducing electrode consumption not only lowers operational costs (where electrode costs can account for up to 99% of total expenses in certain contexts) but also diminishes the environmental impacts associated with electrode production and disposal [62].
4. Conclusions
This study systematically evaluated the effects of electrode material, impeller type, treatment time, and zeolite addition on the performance of electrocoagulation and hybrid EC–zeolite systems for compost-derived wastewater treatment. The findings have significant practical implementations, including the role of impeller design in enhancing hydrodynamics, the influence of zeolite addition on COD and turbidity reduction, and the critical balance between treatment efficiency, electrode consumption, and settling ability. In comparison with the folding paddle impeller, turbine impellers (SBT and PBT) promoted more favourable pH evolution, slightly higher COD reduction, and markedly lower residual turbidity in Al-based systems. These improvements are closely linked to hydrodynamic effects: both impellers enhance turbulence, mass transfer, and solution–particle interactions, which support efficient floc formation, ion transport, and adsorption. Thus, the inclusion of SBT and PBT impellers can be regarded as a form of mechanical process intensification, contributing to more efficient coagulant generation and dispersion, enhanced solid–liquid separation dynamics, and improved electrode performance and lifetime.
The Taguchi optimisation identified factors affecting COD reduction and electrode consumption. The addition of zeolite was the most significant factor in reducing COD followed by electrode material and electrocoagulation time, with impeller type having minimal impact. The ideal configuration for reducing COD is M1I1t2Z1 (aluminium, SBT impeller, 20 min, without zeolite). Conversely, to reduce electrode consumption, electrocoagulation time is the most influential factor. Other factors had a negligible influence. The ideal combination for reducing electrode consumption is M1I2t1Z2 (aluminium, PBT, 10 min, and with zeolite). The optimal parameter combinations for COD and electrode consumption are not the same; however, time is the only parameter that is significant (or at least marginally significant) in both optimisations. The Taguchi L8 analysis revealed a trade-off between COD removal and electrode consumption, indicating that optimal conditions for one objective may increase the cost of the other. Practical implementation requires compromise strategies, such as adjusting process times, using hybrid electrode configurations, or integrating complementary treatment steps to achieve an effective and sustainable balance between pollutant removal and electrode longevity. For scaling-up, attention should be given to reactor hydrodynamics, electrode arrangement, and sludge management, since these factors often dictate the feasibility and operating costs at both the pilot and full scales.
Challenges and Further Perspective
ECZ systems face challenges such as the balance between COD removal efficiency and electrode wear, electrode passivation, and the influence of reactor hydrodynamics and impeller type. Sludge management, energy consumption, and complex interactions between zeolite, electrodes, and wastewater constituents also have an impact on process efficiency. Future work should explore hybrid ECZ processes, zeolite regeneration, and multi-objective optimisation using computational tools. Pilot- and full-scale studies, combined with techno-economic and life-cycle assessments, are essential to evaluate sustainability, cost-effectiveness, and competitiveness compared to conventional and hybrid wastewater treatment methods.
Author Contributions
N.V.M., L.V. and S.G.: formal analysis, conceptualization, methodology, investigation, validation, writing—original draft, supervision, writing, review and editing. S.S.: conceptualization, writing—original draft, methodology, software, modelling, supervision, writing, review and editing. A.B.: writing—original draft, methodology, supervision, writing, review and editing. K.D.: formal analysis, investigation. All authors have read and agreed to the published version of the manuscript.
Funding
The results presented in this paper were funded by the institutional funds of the Faculty of Chemistry and Technology, University of Split, Croatia, and are part of the Croatian–Slovenian bilateral project “Augmentation, Intensification, and Development of New Integrated Wastewater Treatment Processes”.
Data Availability Statement
The dataset analysed in the current study are available from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
The following abbreviations and symbols are used in this manuscript:
| a | impeller head height, m |
| A/V | the electrode-to-volume ratio |
| ac | electricity price, € |
| b | approximate cost of electrode materials, € |
| C | distance from the bottom of the reactor to the impeller, m |
| C/H | off-bottom clearance |
| Cactual_electrode | actual electrode consumption per cubic metre of wastewater, kg/m3 |
| Cactual_electrode | theoretical electrode consumption per cubic metre of wastewater, kg/m3 |
| Celectrode | electrode mass consumed per cubic metre of wastewater, kg/m3 |
| Cenergy | electrical energy consumption per cubic metre of wastewater, kWh/m3 |
| cf | final concentration, mg/dm3 or NTU |
| ci | initial concentration, mg/dm3 or NTU |
| COD | chemical oxygen demand, mg O2/dm3 |
| D | impeller diameter, m |
| Da | impeller head diameter, m |
| DF | degrees of freedom |
| DOE | design of experiments |
| dT | reactor diameter, m |
| EC | electrocoagulation |
| ECZ | electrocoagulation in combination with zeolite |
| F | Faraday’s constant, 96,487 C/mol |
| FE | Faraday efficiency |
| FI | folding paddle impeller |
| h | height of the solid–liquid interface, cm |
| H | liquid height, m |
| I | correspond to impeller type (SBT or PBT) |
| Ii | current intensity, A |
| L1 and L2 | condition in level 1 and 2 |
| M | electrodes material (Al or Fe) |
| mactual | experimentally measured electrodes mass loss, g |
| mel | electrode mass loss results, g |
| MS | mean squares |
| ms | sludge mass, g |
| Mw | metal molar mass (g/mol) |
| N | impeller speed, rpm |
| n | number of repetitions under the same experimental conditions |
| OC | operating cost, €/m3 |
| PBT | Pitched Blade Turbine |
| pC | percentage of contribution |
| Q | heat generated, J |
| R | electrical resistance of the system, Ω |
| S/N | signal-to-noise ratio |
| S/NSB | Signal-to-Noise Smaller the Better |
| SB | smaller the better function |
| SBT | Straight Blade Turbine |
| SS | sum of squares |
| t | time, min |
| TS | total solids, g/dm3 |
| U | voltage applied, V |
| Ve | effective reactor volume, m3 |
| w | impeller blade width, m |
| y | measured response value (COD, turbidity and difference in electrodes mass) |
| z | the number of electrons transferred per aluminium or iron ion |
| Z | zeolite |
| θ | angle closed by the folding impeller blades, function of impeller speed |
| ν | impeller blade thickness, m |
| σ | electrical conductivity, mS/cm |
References
- Cravotto, G. Reshaping Chemical Manufacturing Towards Green Process Intensification: Recent Findings and Perspectives. Processes 2025, 13, 459. [Google Scholar] [CrossRef]
- Sitter, S.; Chen, Q.; Grossmann, I. An overview of process intensification methods. Curr. Opin. Chem. Eng. 2019, 25, 87–94. [Google Scholar] [CrossRef]
- Xia, C.; Yuan, Y.; Mathimani, T.; Rene, E.; Brindhadevi, K.; Le, Q.; Pugazhendhi, A. Process intensification approaches in wastewater and sludge treatment for the removal of pollutants. J. Environ. Manag. 2023, 345, 118837. [Google Scholar] [CrossRef]
- AlJaberi, F.Y.; Alardhi, S.M.; Ahmed, S.A.; Salman, A.D.; Juzsakova, T.; Cretescu, I.; Le, P.-C.; Chung, W.J.; Chang, S.W.; Nguyen, D.D. Can electrocoagulation technology be integrated with wastewater treatment systems to improve treatment efficiency? Environ. Res. 2022, 214, 113890. [Google Scholar] [CrossRef]
- Medina Collana, J.T.; Ayllon Ormeño, M.; Julca Meza, C.; Moreyra Cuadros, G.; Carrasco Venegas, L.A.; Ancieta Dextre, C.A.; Rodríguez Taranco, O.J.; Avelino Carhuaricra, C.; Diaz Bravo, P.; Montaño Pisfil, J.A. Processes Coupled to Electrocoagulation for the Treatment of Distillery Wastewaters. Sustainability 2024, 16, 6383. [Google Scholar] [CrossRef]
- Boinpally, S.; Kolla, A.; Kainthola, J.; Kodali, R.; Vemuri, J. A state-of-the-art review of the electrocoagulation technology for wastewater treatment. Water Cycle 2023, 4, 26–36. [Google Scholar] [CrossRef]
- Tegladza, I.-D.; Xu, Q.; Xu, K.; Lv, G.; Lu, J. Electrocoagulation processes: A general review about role of electro-generated flocs in pollutant removal. Process Saf. Environ. Prot. 2021, 146, 169–189. [Google Scholar] [CrossRef]
- Mao, Y.; Zhao, Y.; Cotterill, S. Examining Current and Future Applications of Electrocoagulation in Wastewater Treatment. Water 2023, 15, 1455. [Google Scholar] [CrossRef]
- Mousazadeh, M.; Niaragh, E.K.; Usman, M.; Khan, S.U.; Sandoval, M.A.; Al-Qodah, Z.; Khalid, Z.B.; Gihotra, V.; Emamjimeh, M.M. A critical review of state-of-the-art electrocoagulation technique applied to COD-rich industrial wastewaters. Environ. Sci. Pollut. Res. 2021, 28, 43143–43172. [Google Scholar] [CrossRef]
- Das, P.P.; Sharma, M.; Purkait, M.K. Recent progress on electrocoagulation process for wastewater treatment: A review. Sep. Purif. Technol. 2022, 292, 121058. [Google Scholar] [CrossRef]
- Mousa, D.T.; El-Naas, M.H.; Nasser, M.; AL-Marri, M.J. A comprehensive review of electrocoagulation for water treatment: Potentials and challenges. J. Environ. Manag. 2017, 186, 24–41. [Google Scholar] [CrossRef]
- Bharath, M.; Krishna, B.M.; Manoj Kumar, B. A Review of Electrocoagulation Process for Wastewater Treatment. Int. J. Chem Tech Res. 2018, 11, 289–302. [Google Scholar] [CrossRef]
- Rajaniemi, K.; Tuomikoski, S.; Lassi, U. Electrocoagulation Sludge Valorization—A Review. Resources 2021, 10, 127. [Google Scholar] [CrossRef]
- Ammar, M.; Yousef, E.; Mahmoud, M.A.; Ashraf, S.; Baltrusaitis, J. A Comprehensive Review of the Developments in Electrocoagulation for the Removal of Contaminants from Wastewater. Separations 2023, 10, 337. [Google Scholar] [CrossRef]
- Millán, M.; Fernández-Marchante, C.M.; Lobato, J.; Cañizares, P.; Rodrigo, M.A. Management of solar energy to power electrochemical wastewater treatments. J. Water Process Eng. 2021, 41, 102056. [Google Scholar] [CrossRef]
- Twizerimana, P.; Wu, Y. Overview of integrated electrocoagulation-adsorption strategies for the removal of heavy metal pollutants from wastewater. Discov. Chem. Eng. 2024, 4, 14. [Google Scholar] [CrossRef]
- Tang, G. A literature review of electrocoagulation integrated systems on wastewater treatment. Theor. Nat. Sci. 2024, 47, 102–109. [Google Scholar] [CrossRef]
- Mirkhalafi, S.; Hashim, K.S.; Al-Hashimi, O.; Majdi, A. Hybrid Electrocoagulation–Adsorption Process for Montelukast Sodium Removal from Water. Clean Technol. 2024, 6, 1537–1564. [Google Scholar] [CrossRef]
- Perez-Botella, E.; Valencia, S.; Rey, F. Zeolites in Adsorption Processes: State of the Art and Future Prospects. Chem. Rev. 2022, 122, 17647–17695. [Google Scholar] [CrossRef]
- Wang, S.; Peng, Y. Natural zeolites as effective adsorbents in water and wastewater treatment. Chem. Eng. J. 2010, 156, 11–24. [Google Scholar] [CrossRef]
- Vukojević Medvidović, N.; Vrsalović, L.; Svilović, S.; Magaš, K.; Jozić, D.; Čović, A. Electrocoagulation Combined with Synthetic Zeolite—Does the Size of Zeolite Particles Matter? Minerals 2023, 13, 1141. [Google Scholar] [CrossRef]
- Cui, H.; Yin, L.; Huang, X.; Yu, Z.; Zhang, Z.; Dai, Z. Zeolite fly ash-enhanced coagulation treatment of oil recovery wastewater from polymer flooding. Environ. Sci. Pollut. Res. Int. 2022, 29, 90318–90327. [Google Scholar] [CrossRef]
- Kumari, S.; Chowdhry, J.; Kumar, M.; Garg, M.C. Zeolites in wastewater treatment: A comprehensive review on scientometric analysis, adsorption mechanisms, and future prospects. Environ. Res. 2024, 260, 119782. [Google Scholar] [CrossRef] [PubMed]
- Svilović, S.; Vukojević Medvidović, N.; Vrsalović, L.; Kulić, A. Combining natural zeolite and electrocoagulation with different electrode materials–electrode surface analysis and Taguchi optimization. Appl. Surf. Sci. Adv. 2022, 12, 100330. [Google Scholar] [CrossRef]
- Vukojević Medvidović, N.; Vrsalović, L.; Svilović, S.; Bobanović, A. Electrocoagulation vs. Integrate Electrocoagulation-Natural Zeolite for Treatment of Biowaste Compost Leachate—Whether the Optimum Is Truly Optimal. Minerals 2022, 12, 442. [Google Scholar] [CrossRef]
- Vrsalović, L.; Vukojević Medvidović, N.; Svilović, S.; Pavlinović, A. Taguchi method in the optimisation of municipal wastewater treatment by electrocoagulation integrated with zeolite. Energy Rep. 2023, 9, 59–76. [Google Scholar] [CrossRef]
- Bašić, A.; Penga, Ž.; Mužek, M.N.; Svilović, S. Impact of turbine impeller blade inclination on the batch sorption process. Results Eng. 2022, 16, 100554. [Google Scholar] [CrossRef]
- Ducoste, J.J.; Clark, M.M. The Influence of Tank Size and Impeller Geometry on Turbulent Flocculation: I. Experimental. Environ. Eng. Sci. 1998, 15, 215–224. [Google Scholar] [CrossRef]
- Song, P.; Yang, Z.; Zeng, G.; Yang, X.; Xu, H.; Wang, L.; Xu, R.; Xiong, W.; Ahmad, K. Electrocoagulation treatment of arsenic in wastewaters: A comprehensive review. Chem. Eng. J. 2017, 317, 707–725. [Google Scholar] [CrossRef]
- Fang, Y.; Huang, Y.; He, X.; Liu, H.; Ullah, Y.; Bilal, H.; Lu, J. Mass transfer and multi-phase fluid flow in electro-coagulation: A review. Water Res. 2025, 282, 123715. [Google Scholar] [CrossRef]
- Huerta-Chavez, O.; Rodriguez-Arias, Y.; Mendoza-Escamilla, V.X.; Mollinedo, H.; Morales-Mora, M.A.; Martinez-Delgadillo, S.A. The effect of internal impellers on mixing in an electrochemical reactor with rotating rings electrodes. Chem. Eng. Process. Process Intensif. 2015, 88, 37–46. [Google Scholar] [CrossRef]
- Nugroho, F.A.; Aryanti, P.T.P.; Dania, A.A.; Sari, F.F. The influence of mixing on electrocoagulation performance during soy sauce wastewater treatment. In Proceedings of the 7th International Conference on Industrial, Mechanical, Electrical and Chemical Engineering, Surakarta, Indonesia, 5 October 2021. [Google Scholar] [CrossRef]
- Nugroho, F.A.; Lestari, S.K.; Pebriani, W.; Aryanti, P.T.P. Hotel Wastewater Treatment by Integrating Mixing and Electrocoagulation Process. J. Phys. Conf. Ser. 2021, 1764, 012154. [Google Scholar] [CrossRef]
- Vukojević Medvidović, N.; Vrsalović, L.; Svilović, S.; Gudić, S.; Čule, I. Sono- and Zeolite-Assisted Electrocoagulation for Compost Wastewater Treatment: Does Ultrasound Power Make a Difference? Minerals 2024, 14, 1190. [Google Scholar] [CrossRef]
- Vukojević Medvidović, N.; Vrsalović, L.; Svilović, S.; Gudić, S.; Peran, L. Hybrid Electrocoagulation with Al Electrodes Assisted by Magnet and Zeolite: How Effective Is It for Compost Wastewater Treatment? Appl. Sci. 2025, 15, 8194. [Google Scholar] [CrossRef]
- Hashem, S.A.M.; Gaber, G.A.; Hussein, W.A.; Ahmed, A.S.I. Electrocoagulation process with Fe/Al electrodes to eliminate pollutants from real and synthetic wastewater. Results Mater. 2024, 23, 100606. [Google Scholar] [CrossRef]
- Eaton, A.D.; Clesceri, L.S.; Rice, E.W.; Greenberg, A.E.; Franson, M.A.H. Standard Methods for the Examination of Water and Wastewater, 21st ed.; American Public Health Association (APHA); American Water Works Association (AWWA); Water Environment Federation (WEF): Washington, DC, USA, 2005. [Google Scholar]
- Kyziol-Komosinska, J.; Pająk, M.; Dzieniszewska, A.; Panek, R. Comparative study on cadmium ion removal from acidic solutions using zeolites and bentonite. Sci. Rep. 2025, 15, 10125. [Google Scholar] [CrossRef]
- Fan, X.; Liu, H.; Anang, E.; Ren, D. Effects of Electronegativity and Hydration Energy on the Selective Adsorption of Heavy Metal Ions by Synthetic NaX Zeolite. Materials 2021, 14, 4066. [Google Scholar] [CrossRef]
- Vukojević Medvidović, N.; Vrsalović, L.; Svilović, S.; Bilušić, A.; Jozić, D. Electrocoagulation treatment of compost leachate using aluminium alloy, carbon steel and zinc anode. Appl. Surf. Sci. Adv. 2023, 15, 100404. [Google Scholar] [CrossRef]
- Reátegui-Romero, W.; Morales-Quevedo, S.E.; Huanca-Colos, K.W.; Figueroa-Gómez, N.M.; King-Santos, M.E.; Zaldivar-Alvarez, W.F.; Flores-Del Pino, L.V.; Yuli-Posadas, R.A.; Bulege-Gutiérrez, B. Effect of current density on COD removal efficiency for wastewater using the electrocoagulation process. Desalin. Water Treat. 2020, 184, 15–29. [Google Scholar] [CrossRef]
- Tanatti, N.P.; Sezer, M. Optimizing electrocoagulation for poultry slaughterhouse wastewater treatment: A fuzzy axiomatic design approach. Environ. Sci. Pollut. Res. 2024, 31, 31159–31173. [Google Scholar] [CrossRef]
- Croatian Regulation on Emission Limits Values in Wastewaeter, NN 26/2020. Available online: https://narodne-novine.nn.hr/clanci/sluzbeni/2020_03_26_622.html (accessed on 2 September 2025). (In Croatian).
- Syafalni, S.; Johari, N.A.; Satrio, S. Pre Treatment of River Water by Using Bentonite and Modified Zeolite. Int. J. Appl. Eng. Res. 2015, 10, 14515–14528. [Google Scholar]
- Arbabi, M.; Samaneh, S.; Sadeghi, M.; Abbas, K.; Ashkan, A.; Arman, A. Electrocoagulation Process Using Aluminum Electrodes for Treatment of Baker’s Yeast Industry Wastewater. Int. J. Environ. Health Eng. 2022, 11, 3. [Google Scholar] [CrossRef]
- Jallouli, S.; Wali, W.; Buonerba, A.; Zarra, T.; Belgiorno, V.; Naddeo, V.; Ksibi, M. Efficient and sustainable treatment of tannery wastewater by a sequential electrocoagulation-UV photolytic process. J. Water Process Eng. 2020, 38, 101642. [Google Scholar] [CrossRef]
- Sridhar, R.; Sivakumar, V.; Prince Immanuel, V.; Prakash Maran, J. Treatment of pulp and paper industry bleaching effluent by electrocoagulant process. J. Hazard. Mater. 2011, 186, 1495–1502. [Google Scholar] [CrossRef]
- Mechelhoff, M.; Kelsall, G.H.; Graham, N.J.D. Super-faradaic charge yields for aluminium dissolution in neutral aqueous solutions. Chem. Eng. Sci. 2013, 95, 353–359. [Google Scholar] [CrossRef]
- Ozyonar, F.; Karagozoglu, B. Operating cost analysis and treatment of domestic wastewater by electrocoagulation using aluminium electrodes. Pol. J. Environ. Stud. 2011, 20, 173–179. [Google Scholar]
- Kobya, M.; Hiz, H.; Senturk, E.; Aydiner, C.; Demirbas, E. Treatment of Potato Chips Manufacturing Wastewater by Electrocoagulation. Desalination 2006, 190, 201–211. [Google Scholar] [CrossRef]
- Eskibalci, M.F.; Ozkan, M.F. Comparison of conventional coagulation and electrocoagulation methods for dewatering of coal preparation plant. Miner. Eng. 2018, 122, 106–112. [Google Scholar] [CrossRef]
- Chow, H.; Ingelsson, M.; Roberts, E.P.L.; Pham, A.L. How does periodic polarity reversal affect the faradaic efficiency and electrode fouling during iron electrocoagulation? Water Res. 2021, 203, 117497. [Google Scholar] [CrossRef]
- Kobya, M.; Ciftci, C.; Bayramoglu, M.; Sensoy, M.T. Study on the treatment of waste metal cutting fluids using electrocoagulation. Sep. Purif. Technol. 2008, 60, 285–291. [Google Scholar] [CrossRef]
- Hellal, M.S.; Doma, H.S.; Abou-Taleb, E.M. Techno-economic evaluation of electrocoagulation for cattle slaughterhouse wastewater treatment using aluminum electrodes in batch and continuous experiment. Sustain. Environ. Res. 2023, 33, 2. [Google Scholar] [CrossRef]
- Özdemir, U.; Özbay, B.; Özbay, I.; Veli, S. Application of Taguchi L32 orthogonal array design to optimize copper biosorption by using Spaghnum moss. Ecotoxicol. Environ. Saf. 2014, 17, 229–235. [Google Scholar] [CrossRef]
- Ozyonar, F. Optimization of operational parameters of electrocoagulation process for real textile wastewater treatment using Taguchi experimental design method. Desalin. Water Treat. 2016, 57, 2389–2399. [Google Scholar] [CrossRef]
- Chen, W.-H.; Carrera Uribe, M.; Luo, D.; Jin, L.; Saw, L.H.; Lamba, R. Taguchi optimization and analysis of variance for thermoelectric generators with forced convection air cooling. Appl. Therm. Eng. 2023, 231, 120878. [Google Scholar] [CrossRef]
- Asgari, A.; Kamalabadi, M.; Farzinia, H. Electrochemical Removal of Methylene Blue from Aqueous Solutions Using Taguchi Experimental Design. Chem. Biochem. Eng. Q. 2012, 26, 145–154. [Google Scholar]
- Praful, N.K.; Pattnaik, B.K.; Das, S. Comparative evaluation between Taguchi method and response surface method for optimization of electrocoagulation process in the context of treatment of dairy industry wastewater. Environ. Monit. Assess. 2024, 196, 663. [Google Scholar] [CrossRef] [PubMed]
- Chanwala, J.; Kaushik, G.; Dar, M.A.; Upadhyay, S.; Agrawal, A. Process optimization and enhanced decolorization of textile effluent by Planococcus sp. isolated from textile sludge. Environ. Technol. Innov. 2019, 13, 122–129. [Google Scholar] [CrossRef]
- Lin, H.; Huang, X.; Chang, J.; Li, B.; Bai, Y.; Su, B.; Shi, L.; Dong, Y. Improving sludge settling performance of secondary settling tank and simultaneously adsorbing nitrate and phosphate with surfactant modified zeolite (SMZ) ballasted flocculation. J. Environ. Chem. Eng. 2023, 11, 109650. [Google Scholar] [CrossRef]
- Akarsu, C.; Deniz, F. Electrocoagulation/Electroflotation Process for Removal of Organics and Microplastics in Laundry Wastewater. Clean Soil Air Water 2020, 49, 2000146. [Google Scholar] [CrossRef]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).