
Finite Element Simulation of Injection Mold Design Integrating Different Structures of Conformal Cooling Channels

Abstract
1. Introduction
2. Materials and Methods
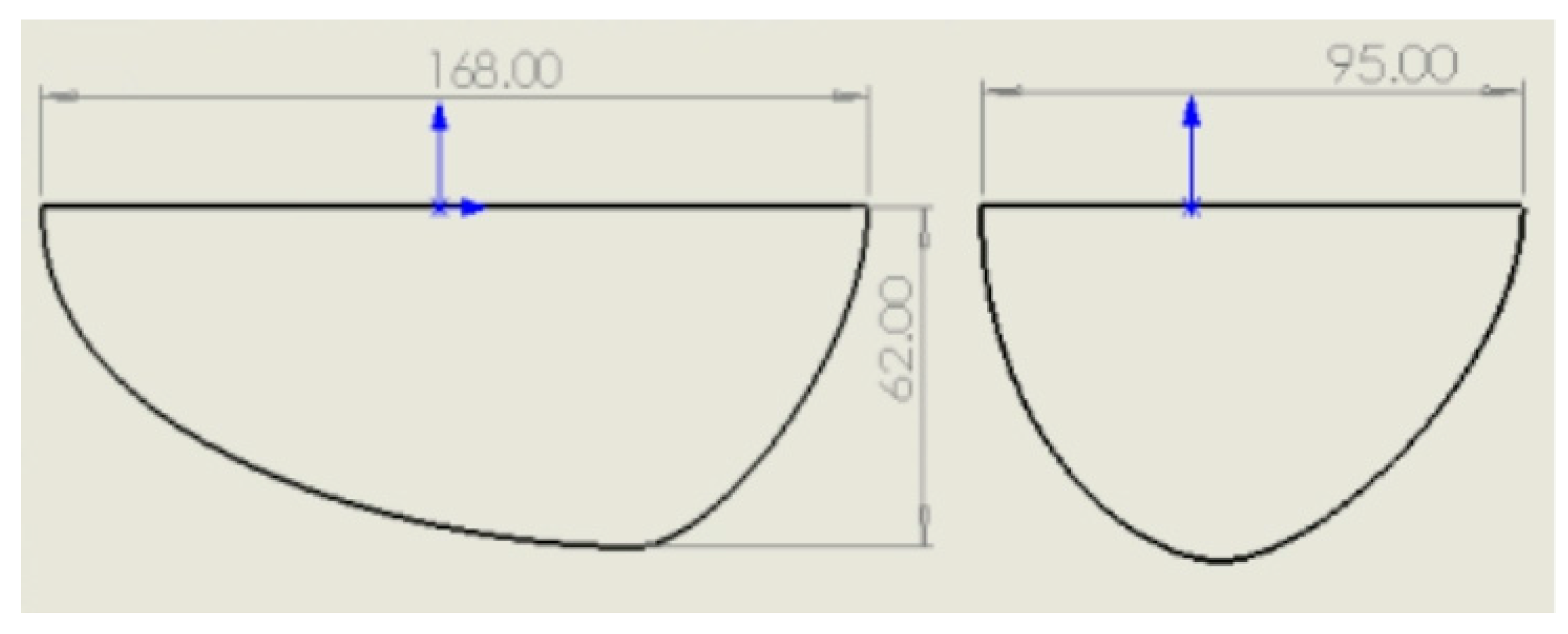
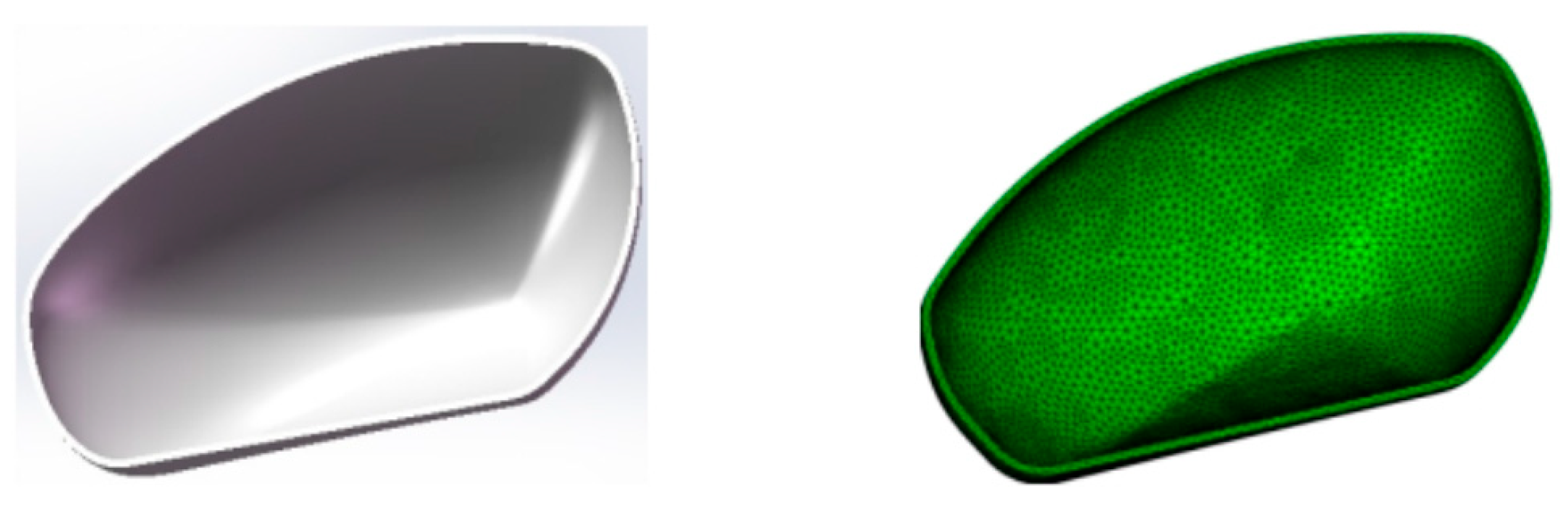
2.1. Establishment and Analysis of Plastic Part Models
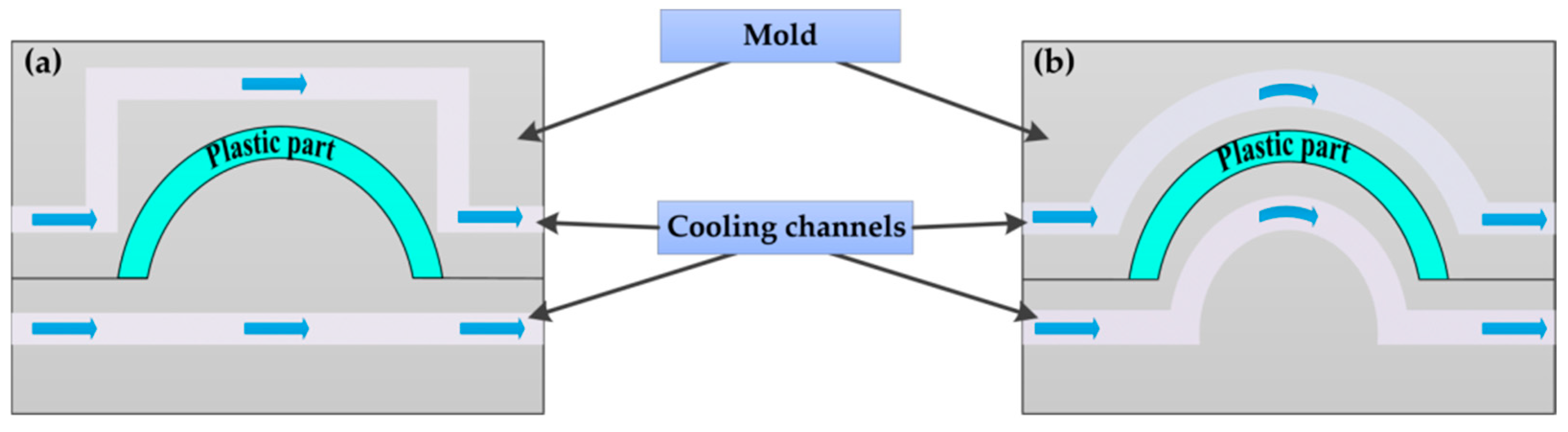
2.2. Design Scheme of Cooling Channels
2.2.1. Cooling Scheme for the Cavity
2.2.2. Cooling Scheme for the Core
3. Results
3.1. Hotspot Analysis
3.2. Comparison of Different Cooling Channel System Designs
3.3. Orthogonal Experimental Design Analysis of Process Parameters
3.4. Analysis of Experimental Design for Coolant Temperature
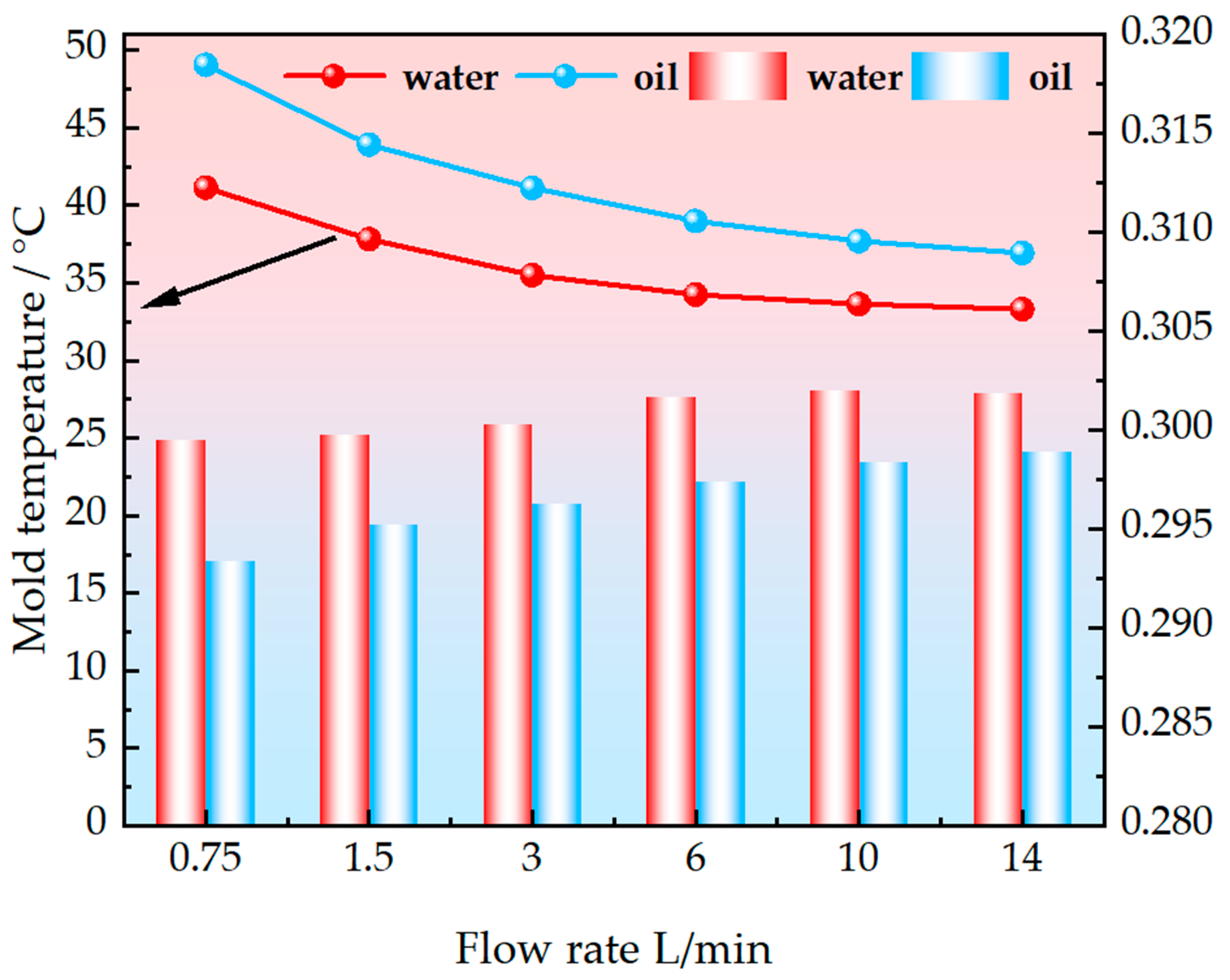
3.5. Analysis of the Influence of Different Cooling Medium and Flow Rates on Mold Temperature
4. Conclusions
- This study conducts numerical simulation studies using several different configurations of cavities and cores with conformal cooling channels. The findings can provide a reference for designing cooling components and practical mold production applications in mold manufacturing enterprises.
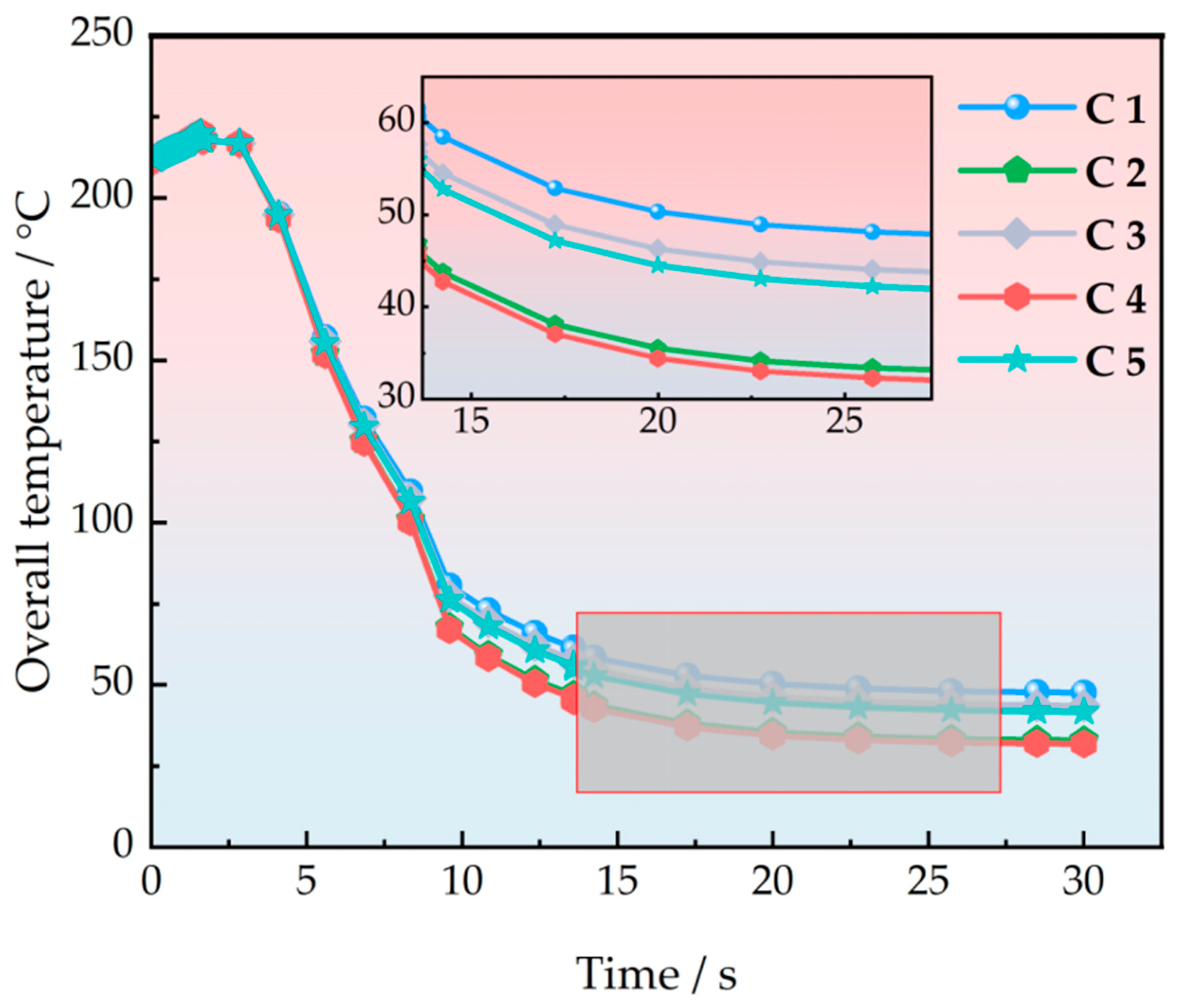
- The cooling time difference between C2 and C4 is relatively small, around 7.9 s. Among them, C4 takes the shortest time, C1 takes the longest, and C4 is 4.371 s shorter than C1. Compared to C1, C4 has improved cooling efficiency by 35.48 %.
- It is worth noting that when the cooling water channel of the injection mold core changes with the shape, the total warping deformation can be significantly reduced, while only changing the cavity water channel has almost no significant effect on the total warping deformation.
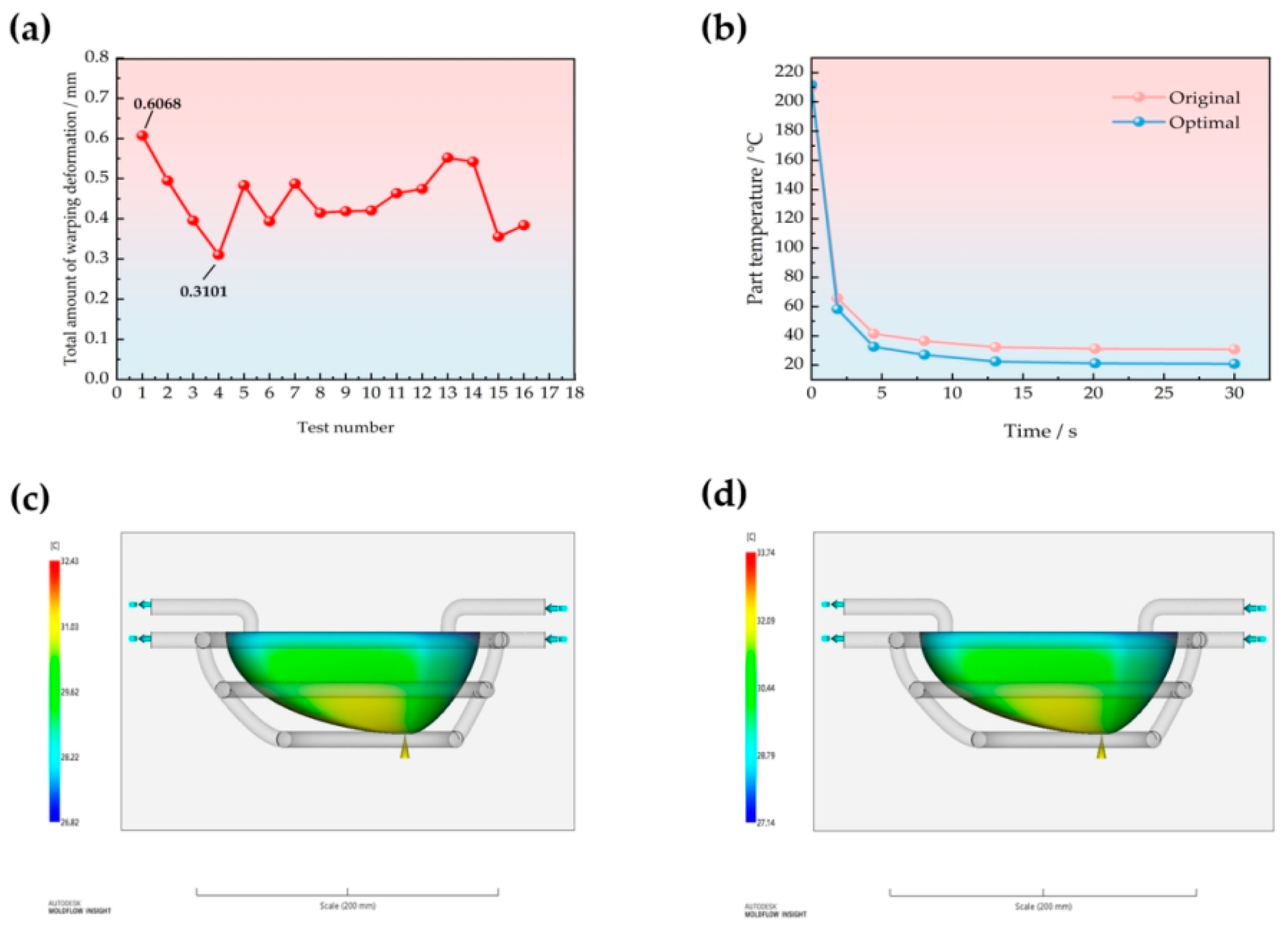
- The total amount of warping deformation is the lowest when the injection molding process parameters are A1B4C4D4E4 where A1 is the mold temperature (60 °C), B4 is the melt temperature (240 °C), C4 is the injection time (3.0 s), D4 is the holding pressure (100 MPa), and E4 is the holding time (18 s).
- When the temperature of the cavity coolant is 25 °C, and the temperature of the core coolant is 23 °C, 24 °C, 25 °C, and 26 °C, respectively, the total amount of warping deformation of the plastic part decreases with the increase in the core coolant temperature. When the temperature of the core coolant is 25 °C, and the temperature of the cavity coolant is 23 °C, 24 °C, 25 °C, and 26 °C, the total amount of warping deformation of the plastic part increases with the increase in the cavity coolant temperature.
- Under other constant process conditions, there are significant differences in the influence of different cooling media and fluid flow rates on mold temperature, with cooling water having a significantly better effect than cooling oil. Increasing the cooling fluid flow rate can bring about a faster mold temperature drop when the fluid flow rate is low. When the flow rate exceeds a specific value, the cooling effect of the mold cavity wall temperature is not significant with the increase in fluid flow rate.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, Y.; Lee, C. Design and Optimization of Conformal Cooling Channels for Increasing Cooling Efficiency in Injection Molding. Appl. Sci. 2023, 13, 7437. [Google Scholar] [CrossRef]
- Silva, H.M.; Noversa, J.T.; Fernandes, L.; Rodrigues, H.L. Design, simulation and optimization of conformal cooling channels in injection molds: A review. Int. J. Adv. Manuf. Technol. 2022, 120, 4291–4305. [Google Scholar] [CrossRef]
- Shinde, M.S.; Ashtanker, K.M. Additive manufacturing-assisted conformal cooling channels in mold manufacturing processes. Adv. Mech. Eng. 2017, 9, 1–14. [Google Scholar] [CrossRef]
- Wang, J.; Xuan, J.; Ni, Y.Y. Automatic design of conformal cooling channels of injection mold based on lotus root model. Int. J. Adv. Manuf. Technol. 2023, 125, 1879–1892. [Google Scholar] [CrossRef]
- Park, H.S.; Dang, X.P. Optimization of conformal cooling channels with array of baffles for plastic injection mold. Int. J. Precis. Eng. Manuf. 2010, 11, 879–890. [Google Scholar] [CrossRef]
- Gotlih, J.; Karner, T.; Belšak, R.; Ficko, M.; Berus, L.; Brajlih, T.; Pal, S. Design and manufacturing of conformal cooling channels for injection molding: A review. Int. J. Adv. Manuf. Technol. 2023, 687, 156–169. [Google Scholar] [CrossRef]
- Shinde, M.S.; Ashtanker, K.M.; Kuthe, A.M.; Dahake, S.W.; Mawale, M.B. Direct rapid manufacturing of molds with conformal cooling channels. Rapid Prototyp. J. 2018, 24, 1347–1364. [Google Scholar] [CrossRef]
- Wei, Z.; Wu, J.; Shi, N.; Li, L. Review of conformal cooling system design and additive manufacturing for injection molds. Math. Biosci. Eng. 2020, 17, 5414–5431. [Google Scholar] [CrossRef]
- Arman, S.; Lazoglu, I. A comprehensive review of injection mold cooling by using conformal cooling channels and thermally enhanced molds. Int. J. Adv. Manuf. Technol. 2023, 127, 2035–2106. [Google Scholar] [CrossRef]
- Zheng, Z.; Zhang, H.O.; Wang, G.L.; Qian, Y.P. Finite Element Analysis on the Injection Molding and Productivity of Conformal Cooling Channel. J. Shanghai Jiaotong Univ. 2021, 16, 231–235. [Google Scholar] [CrossRef]
- Kuo, C.C.; Qiu, S.X.; Lee, G.Y.; Zhou, J.; He, H.-Q. Characterizations of polymer injection molding tools with conformal cooling channels fabricated by direct and indirect rapid tooling technologies. Int. J. Adv. Manuf. Technol. 2021, 117, 343–360. [Google Scholar] [CrossRef]
- Chung, C.Y. Integrated Optimum Layout of Conformal Cooling Channels and Optimal Injection Molding Process Parameters for Optical Lenses. Appl. Sci. 2019, 9, 4341. [Google Scholar] [CrossRef]
- Feng, S.C.; Kamat, A.M.; Pei, Y.T. Design and fabrication of conformal cooling channels in molds: Review and progress updates. Int. J. Heat Mass Transf. 2021, 171, 121082. [Google Scholar] [CrossRef]
- Brooks, H.; Brigden, K. Design of conformal cooling layers with self-supporting lattices for additively manufactured tooling. Addit. Manuf. 2016, 11, 16–22. [Google Scholar] [CrossRef]
- Rocha, S.B.; Zhilsova, T.; Neto, V.; Oliveira, M.S.A. Optimization to assist design and analysis of temperature control strategies for injection molding-a review. Materials 2022, 15, 4048. [Google Scholar] [CrossRef] [PubMed]
- Torres-Albe, A.; Mercado-Colmenero, J.M.; Diaz-Perete, D.; Martin-Doñate, C. A new conformal cooling design procedure for injection molding based on temperature clusters and multidimensional discrete models. Polymers 2020, 12, 154. [Google Scholar] [CrossRef]
- Saifullah, A.B.M.; Masood, S.H.; Sbarski, I. Thermal-structural analysis of bi-metallic conformal cooling for injection moulds. Int. J. Adv. Manuf. Technol. 2012, 62, 123–133. [Google Scholar] [CrossRef]
- Rahim, S.Z.A.; Sharif, S.; Zain, A.M.; Nasir, S.M.; Saad, R.M. Improving the quality and productivity of molded parts with a new design of conformal cooling channels for the injection molding process. Adv. Polym. Technol. 2016, 35, 1–10. [Google Scholar] [CrossRef]
- Vojnová, E. The benefits of a conforming cooling systems the molds in injection moulding process. Procedia Eng. 2016, 149, 535–543. [Google Scholar] [CrossRef]
- Kuo, C.C.; Xu, Y.X. A simple method of improving warpage and cooling time of injection molded parts simultaneously. Int. J. Adv. Manuf. Technol. 2022, 122, 619–637. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Chen, W.-H. Improving Cooling Performance of Injection Molding Tool with Conformal Cooling Channel by Adding Hybrid Fillers. Polymers 2021, 13, 1224. [Google Scholar] [CrossRef] [PubMed]
- Mercado-Colmenero, J.M.; Torres-Alba, A.; Catalan-Requena, J.; Martin-Doñate, C. A new conformal cooling system for plastic collimators based on the use of complex geometries and optimization of temperature profiles. Polymers 2021, 13, 2744. [Google Scholar] [CrossRef] [PubMed]
- Kitayama, S.; Miyakawa, H.; Takano, M.; Aiba, S. Multi-objective optimization of injection molding process parameters for short cycle time and warpage reduction using conformal cooling channel. Int. J. Adv. Manuf. Technol. 2017, 88, 1735–1744. [Google Scholar] [CrossRef]
- Wang, X.Y.; Li, Z.; Gu, J.F.; Ruan, S.; Shen, C.; Wang, X. Reducing service stress of the injection-molded polycarbonate window by optimizing mold construction and product structure. Int. J. Adv. Manuf. Technol. 2016, 86, 1691–1704. [Google Scholar] [CrossRef]
- Kitayama, S. Process parameters optimization in plastic injection molding using metamodel-based optimization: A comprehensive review. Int. J. Adv. Manuf. Technol. 2022, 121, 7117–7145. [Google Scholar] [CrossRef]
- Yasin, S.B.M.; Mohd, N.F.; Mahmud, J.; Whashilah, N.S.; Razak, Z. A reduction of protector cover warpage via topology optimization. Int. J. Adv. Manuf. Technol. 2018, 98, 2531–2537. [Google Scholar] [CrossRef]
- Au, K.M.; Yu, K.M. Modeling of multi-connected porous passageway for mould cooling. Comput.-Aided Des. 2011, 43, 989–1000. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, K.M.; Wang, C.C.L.; Zhang, Y. Automatic design of conformal cooling circuits for rapid tooling. Comput.-Aided Des. 2011, 43, 1001–1010. [Google Scholar] [CrossRef]
- Kuo, C.C.; Qiu, S.X.; Yang, X.Y. A low-cost and highly efficient method of reducing coolant leakage for direct metal printed injection mold with cooling channels using optimum heat treatment process procedures. Int. J. Adv. Manuf. Technol. 2021, 115, 2553–2570. [Google Scholar] [CrossRef]
- Eiamsa-Ard, K.; Wannissorn, K. Conformal bubbler cooling for molds by metal deposition process. Comput.-Aided Des. 2015, 69, 126–133. [Google Scholar] [CrossRef]
- Dang, X.P.; Park, H.S. Design of U-shape milled groove conformal cooling channels for plastic injection mold. Int. J. Precis. Eng. Manuf. 2011, 12, 73–84. [Google Scholar] [CrossRef]
- Nagahanumaiah; Ravi, B. Effects of injection molding parameters on shrinkage and weight of plastic part produced by DMLS mold. Rapid Prototyp. J. 2009, 15, 179–186. [Google Scholar] [CrossRef]
- Venkatesh, G.; Kumar, Y.R. Thermal Analysis for Conformal Cooling Channel. Mater. Today Proc. 2017, 4, 2592–2598. [Google Scholar] [CrossRef]
- Abbes, B.; Abbes, F.; Abdessalam, H.; Upganlawar, A. Finite element cooling simulations of conformal cooling hybrid injection molding tools manufactured by selective laser melting. Int. J. Adv. Manuf. Technol. 2019, 103, 2515–2522. [Google Scholar] [CrossRef]
- He, B.; Ying, L.; Li, X.D.; Hu, P. Optimal design of longitudinal conformal cooling channels in hot stamping tools. Appl. Therm. Eng. 2016, 106, 1176–1189. [Google Scholar] [CrossRef]
- Huang, W.T.; Tsai, C.L.; Ho, W.H.; Chou, J. Application of Intelligent Modeling Method to Optimize the Multiple Quality Characteristics of the Injection Molding Process of Automobile Lock Parts. Polymers 2021, 13, 2515. [Google Scholar] [CrossRef]
- Au, K.M.; Yu, K.M. A scaffolding architecture for conformal cooling design in rapid plastic injection moulding. Int. J. Adv. Manuf. Technol. 2007, 34, 516. [Google Scholar] [CrossRef]
- Luh, Y.P.; Wang, H.L.; Iao, H.W. Effect of the layout design of hive-shaped conformal cooling channels on the deflection of family molds. Int. J. Adv. Manuf. Technol. 2023, 128, 1179–1198. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, K.M.; Wang, C.C.L. Spiral and conformal cooling in plastic injection molding. Comput.-Aided Des. 2015, 63, 1–11. [Google Scholar] [CrossRef]
- Kurtulud, K.; Bolatturk, A.; Coskun, A.; Gürel, B. An experimental investigation of the cooling and heating performance of a gravity die casting mold with conformal cooling channels. Appl. Therm. Eng. 2021, 194, 117105. [Google Scholar] [CrossRef]
- Yan, Z.; Qian, Y.; Huang, W.; Zhou, X.; Gong, X. Research on heat transfer enhancement of variable cross sectional conformal cooling of injection mold based on fluent. J. Mech. Eng. Res. 2018, 10, 7–20. [Google Scholar] [CrossRef]
- Jahan, S.A.; Wu, T.; Zhang, Y.; El-Mounayri, H.; Tovar, A.; Zhang, J.; Acheson, D.; Nalim, R.; Guo, X.; Lee, W.H. Implementation of Conformal Cooling & Topology Optimization in 3D Printed Stainless Steel Porous Structure Injection Molds. Procedia Manuf. 2016, 5, 901–915. [Google Scholar] [CrossRef]
- Choi, J.H.; Kim, J.S.; Han, E.S.; Park, H.P.; Rhee, B.O. Study on an optimized configuration of conformal cooling channel by branching law. In Proceedings of the ASME 2014 12th Biennial Conference on Engineering Systems Design and Analysis, Copenhagen, Denmark, 25–27 July 2014; Volume 1. [Google Scholar] [CrossRef]
- Kurtaran, H.; Erzurumlu, T. Efficient warpage optimization of thin shell plastic parts using response surface methodology and genetic algorithm. Int. J. Adv. Manuf. Technol. 2006, 27, 468–472. [Google Scholar] [CrossRef]
- Li, Z.; Wang, X.; Gu, J.; Ruan, S.; Shen, C.; Lyu, Y.; Zhao, Y. Topology optimization for the design of conformal cooling system in thin-wall injection molding based on BEM. Int. J. Adv. Manuf. Technol. 2018, 94, 1041–1059. [Google Scholar] [CrossRef]
- Kuo, C.C.; Jiang, Z.F.; Lee, J.H. Effects of cooling time of molded parts on rapid injection molds with different layouts and surface roughness of conformal cooling channels. Int. J. Adv. Manuf. Technol. 2019, 103, 2169–2182. [Google Scholar] [CrossRef]
- Xu, X.; Sachs, E.; Allen, S. The design of conformal cooling channels in injection molding tooling. Polym. Eng. Sci. 2001, 41, 1265–1279. [Google Scholar] [CrossRef]
- Dimla, D.E.; Camilotto, M.; Miani, F. Design and optimisation of conformal cooling channels in injection moulding tools. J. Mater. Process Technol. 2005, 164–165, 1294–1300. [Google Scholar] [CrossRef]
- Park, H.S.; Pham, N.H. Design of conformal cooling channels for an automotive part. Int. J. Automot. Technol. 2009, 10, 87–93. [Google Scholar] [CrossRef]
- Mercado-Colmenero, J.M.; Martin-Donate, C.; Rodriguez-Santiago, M.; Moral-Pulido, F.; Rubio-Paramio, M.A. A new conformal cooling lattice design procedure for injection molding applications based on expert algorithms. Int. J. Adv. Manuf. Technol. 2019, 102, 1719–1746. [Google Scholar] [CrossRef]
- Shayfull, Z.; Sharif, S.; Zain, A.M.; Ghazali, M.F.; Saad, R.M. Potential of conformal cooling channels in rapid heat cycle molding: A review. Adv. Polym. Technol. 2014, 33, 21381. [Google Scholar] [CrossRef]
- Kanbur, B.B.; Suping, S.; Duan, F. Design and optimization of conformal cooling channels for injection molding: A review. Int. J. Adv. Manuf. Technol. 2020, 106, 3253–3271. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | Numerical Value |
|---|---|
| Density (g/cm3) | 1.1859 |
| Poisson’s ratio | 0.4 |
| Modulus E (MPa) | 2780 |
| Shear modulus (MPa) | 992.9 |
| Process Parameters | Numerical Value |
|---|---|
| Melt temperature (°C) | 210 |
| Mold temperature (°C) | 60 |
| Injection time (s) | 1.5 |
| Holding time (s) | 12 |
| Holding pressure (MPa) | 70 |
| Coolant temperature (°C) | 25 |
| Flow rate (lit/min) | 10 |
| No. | Scheme Combination |
|---|---|
| Combination 1 (C1) | Conventional cooling channel |
| Combination 2 (C2) | Cavity insert with elliptical CCC and core insert with spiral CCC |
| Combination 3 (C3) | Cavity insert with spiral CCC and core insert with elliptical CCC |
| Combination 4 (C4) | Cavity insert with spiral CCC and core insert with spiral CCC |
| Combination 5 (C5) | Cavity insert with elliptical CCC and core insert with elliptical CCC |
| Control Factors | Level | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| A. Mold temperature (°C) | 60 | 65 | 70 | 75 |
| B. Melt Temperature (°C) | 210 | 220 | 230 | 240 |
| C. Injection time (s) | 1.5 | 2.0 | 2.5 | 3.0 |
| D. Holding pressure (MPa) | 70 | 80 | 90 | 100 |
| E. Holding time (s) | 12 | 14 | 16 | 18 |
| No | Control Factors | Quality Index | ||||
|---|---|---|---|---|---|---|
| Mold Temperature (°C) | Melt Temperature (°C) | Injection Time (s) | Holding Pressure (MPa) | Holding Time (s) | Total Amount of Warping Deformation (mm) | |
| 1 | 60 | 210 | 1.5 | 70 | 12 | 0.6068 |
| 2 | 60 | 220 | 2.0 | 80 | 14 | 0.4948 |
| 3 | 60 | 230 | 2.5 | 90 | 16 | 0.3958 |
| 4 | 60 | 240 | 3.0 | 100 | 18 | 0.3101 |
| 5 | 65 | 210 | 2.0 | 90 | 18 | 0.4834 |
| 6 | 65 | 220 | 1.5 | 100 | 16 | 0.3935 |
| 7 | 65 | 230 | 3.0 | 70 | 14 | 0.4875 |
| 8 | 65 | 240 | 2.5 | 80 | 12 | 0.4145 |
| 9 | 70 | 210 | 2.5 | 100 | 14 | 0.4192 |
| 10 | 70 | 220 | 3.0 | 90 | 12 | 0.4215 |
| 11 | 70 | 230 | 1.5 | 80 | 18 | 0.4640 |
| 12 | 70 | 240 | 2.0 | 70 | 16 | 0.4751 |
| 13 | 75 | 210 | 3.0 | 80 | 16 | 0.5536 |
| 14 | 75 | 220 | 2.5 | 70 | 18 | 0.5426 |
| 15 | 75 | 230 | 2.0 | 100 | 12 | 0.3555 |
| 16 | 75 | 240 | 1.5 | 90 | 14 | 0.3838 |
| K1 | 0.45188 | 0.51575 | 0.46203 | 0.52800 | 0.44958 | - |
| K2 | 0.44473 | 0.46310 | 0.45220 | 0.48173 | 0.44633 | - |
| K3 | 0.44495 | 0.42570 | 0.44303 | 0.42113 | 0.45450 | - |
| K4 | 0.45888 | 0.39588 | 0.44318 | 0.36958 | 0.45003 | - |
| R | 0.01415 | 0.11988 | 0.01900 | 0.15843 | 0.00818 | - |
| No. | Cavity Temperature (°C) | Core Temperature (°C) |
|---|---|---|
| 1 | 23 | 25 |
| 2 | 24 | |
| 3 | 25 | |
| 4 | 26 | |
| 5 | 25 | 23 |
| 6 | 24 | |
| 7 | 25 | |
| 8 | 26 |
| No. | Cooling Medium | Velocity (L/min) |
|---|---|---|
| 1 | Cooling water | 0.75 |
| 2 | Cooling oil | 0.75 |
| 3 | Cooling water | 1.5 |
| 4 | Cooling oil | 1.5 |
| 5 | Cooling water | 3 |
| 6 | Cooling oil | 3 |
| 7 | Cooling water | 6 |
| 8 | Cooling oil | 6 |
| 9 | Cooling water | 10 |
| 10 | Cooling oil | 10 |
| 11 | Cooling water | 14 |
| 12 | Cooling oil | 14 |
| Thermophysical Properties | Cooling Medium | |
|---|---|---|
| Cooling Water | Cooling Oil | |
| Density (g/cm3) | 0.988 | 0.836 |
| Specific heat (J/kg·C) | 4180 | 2250 |
| Thermal conductivity (W/m·C) | 0.643 | 0.136 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, M.; Tang, Z. Finite Element Simulation of Injection Mold Design Integrating Different Structures of Conformal Cooling Channels. Processes 2025, 13, 234. https://doi.org/10.3390/pr13010234
Zhao M, Tang Z. Finite Element Simulation of Injection Mold Design Integrating Different Structures of Conformal Cooling Channels. Processes. 2025; 13(1):234. https://doi.org/10.3390/pr13010234
Chicago/Turabian StyleZhao, Meiyun, and Zhengcheng Tang. 2025. "Finite Element Simulation of Injection Mold Design Integrating Different Structures of Conformal Cooling Channels" Processes 13, no. 1: 234. https://doi.org/10.3390/pr13010234
APA StyleZhao, M., & Tang, Z. (2025). Finite Element Simulation of Injection Mold Design Integrating Different Structures of Conformal Cooling Channels. Processes, 13(1), 234. https://doi.org/10.3390/pr13010234