
Temperature Field Simulation and Experimental Confirmation of Laser Cladding High-Entropy Alloy Coating on Cr12MoV



Abstract
1. Introduction
2. Materials and Methods
3. Establishment Method of Finite Element Model
- (1)
- The material is isotropic;
- (2)
- During the laser cladding process, both the substrate and powder remain stable without undergoing evaporation, and the volume loss of the material is disregarded;
- (3)
- The shape of the coating is semi-cylindrical and ignores the model fillet and other fine structures;
- (4)
- The powder particles do not affect each other and fully absorb the energy.
3.1. Heat Conduction Equation
3.2. Boundary Conditions
- (1)
- The rigid boundary condition is shown in Equation (3):
- (2)
- The heat transfer boundary condition is shown in Equation (4):
- (3)
- Heat flux boundary condition is shown in Equation (5):
- (4)
- The contact boundary condition, including laser radiation and the air convection generated during the laser cladding process, is shown in Equation (6):
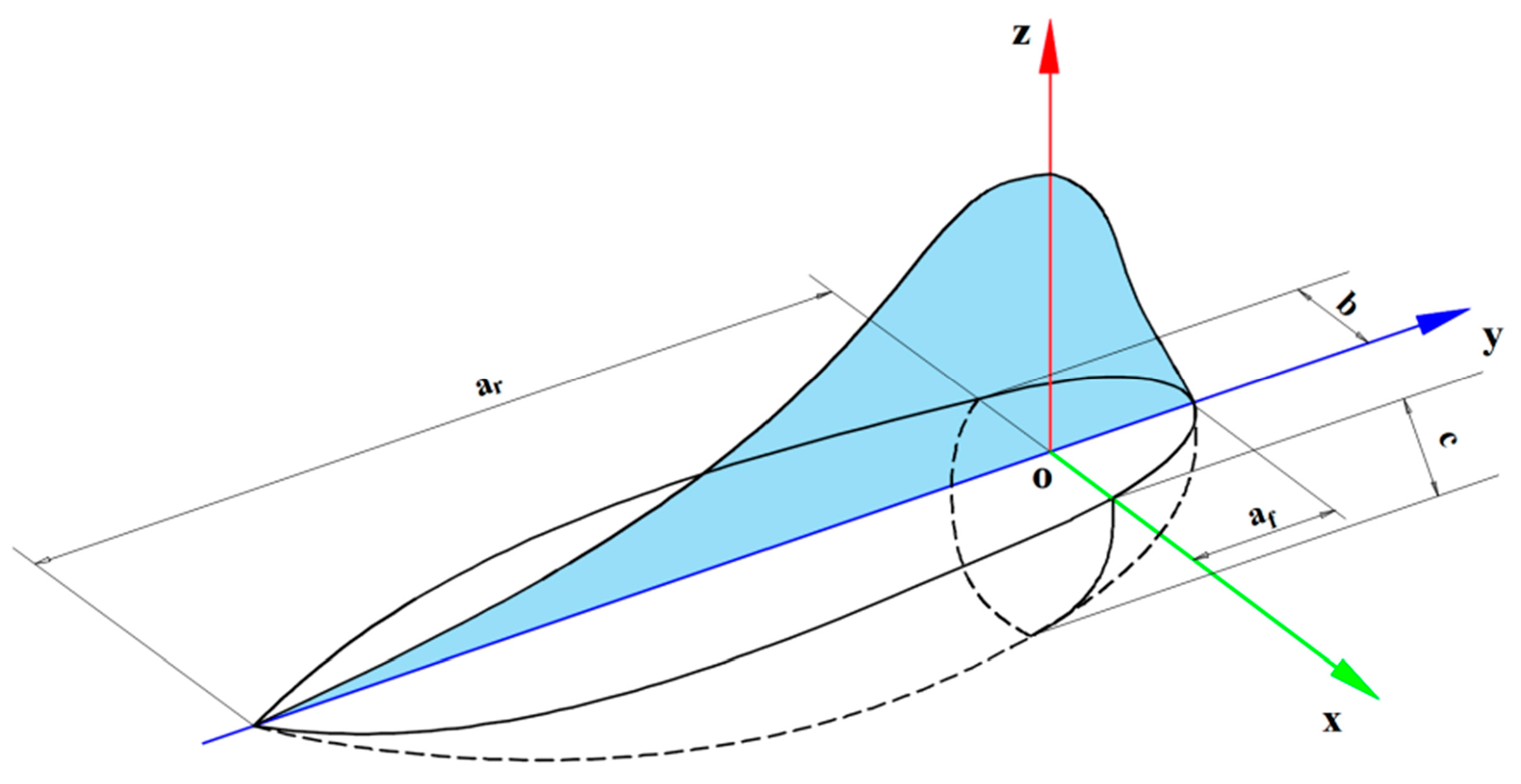
3.3. Heat Source Model
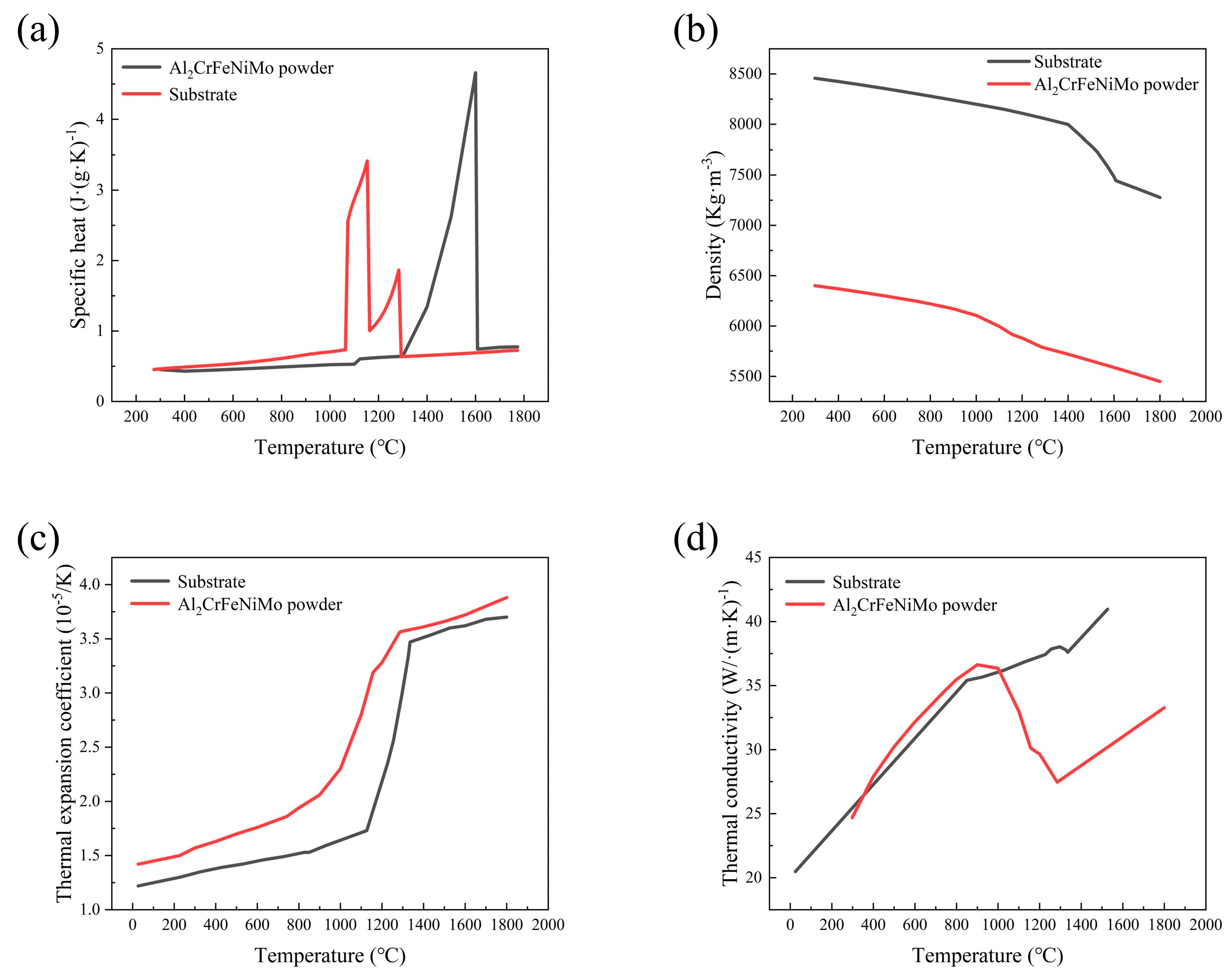
3.4. Thermophysical Parameters of Materials
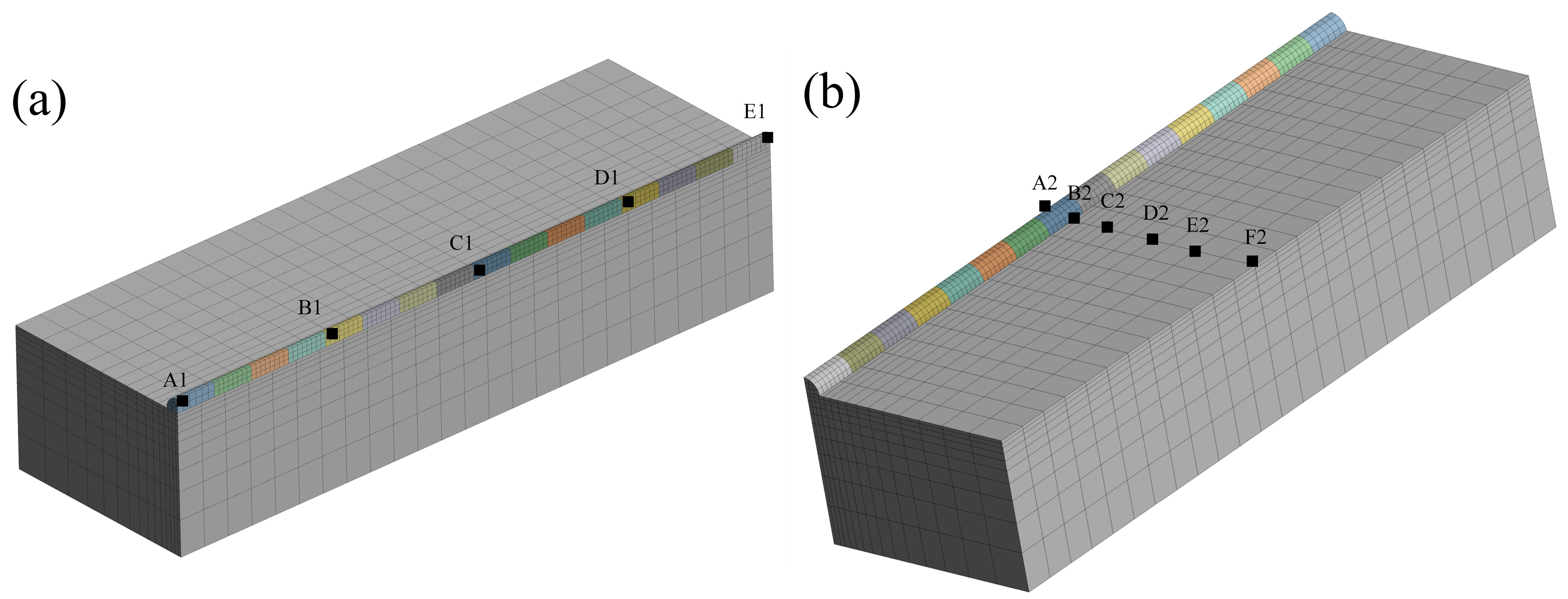
3.5. Establishment of the Finite Element Model
4. Results and Discussion
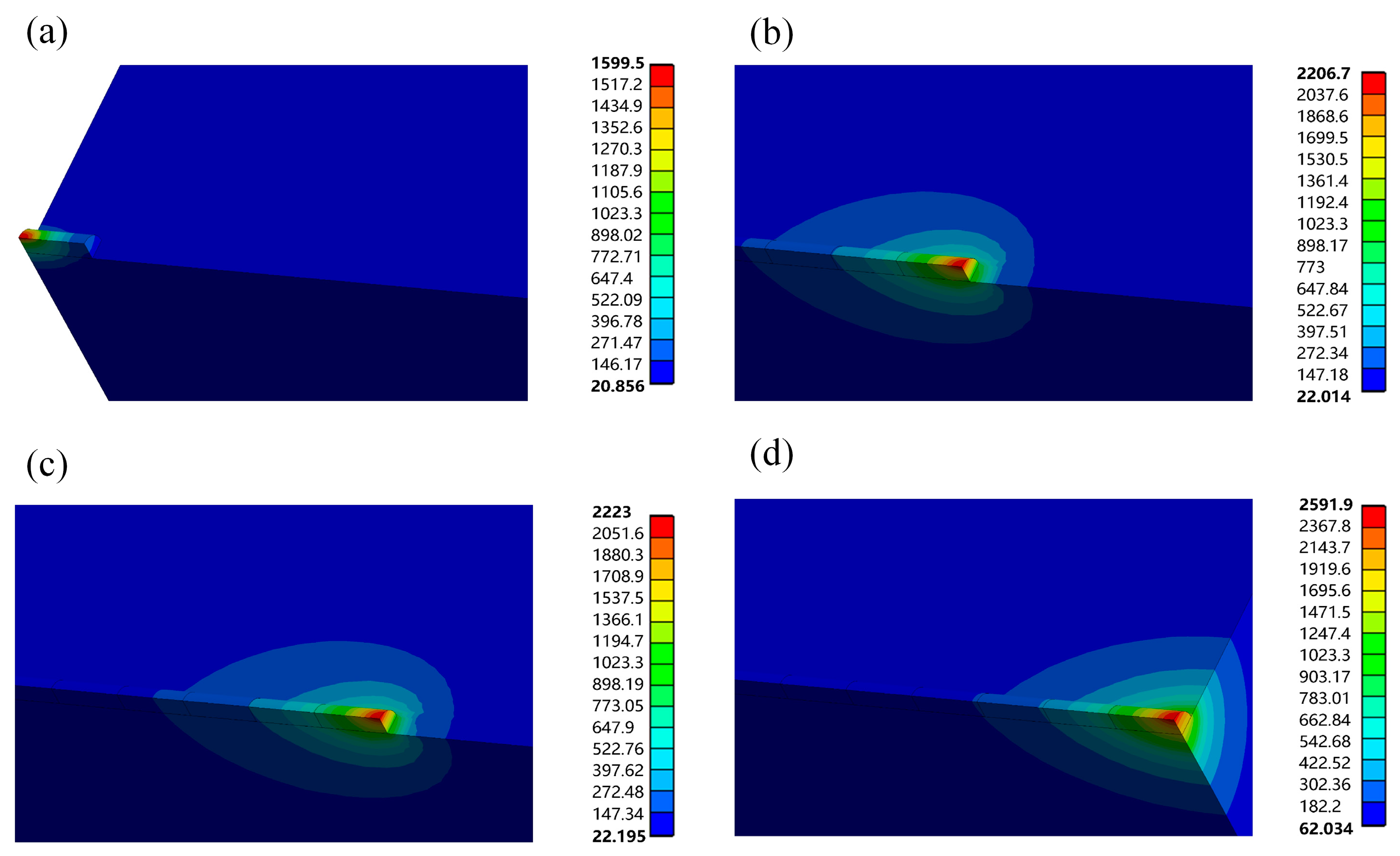
4.1. Distribution of Temperature Field under Different Laser Powers
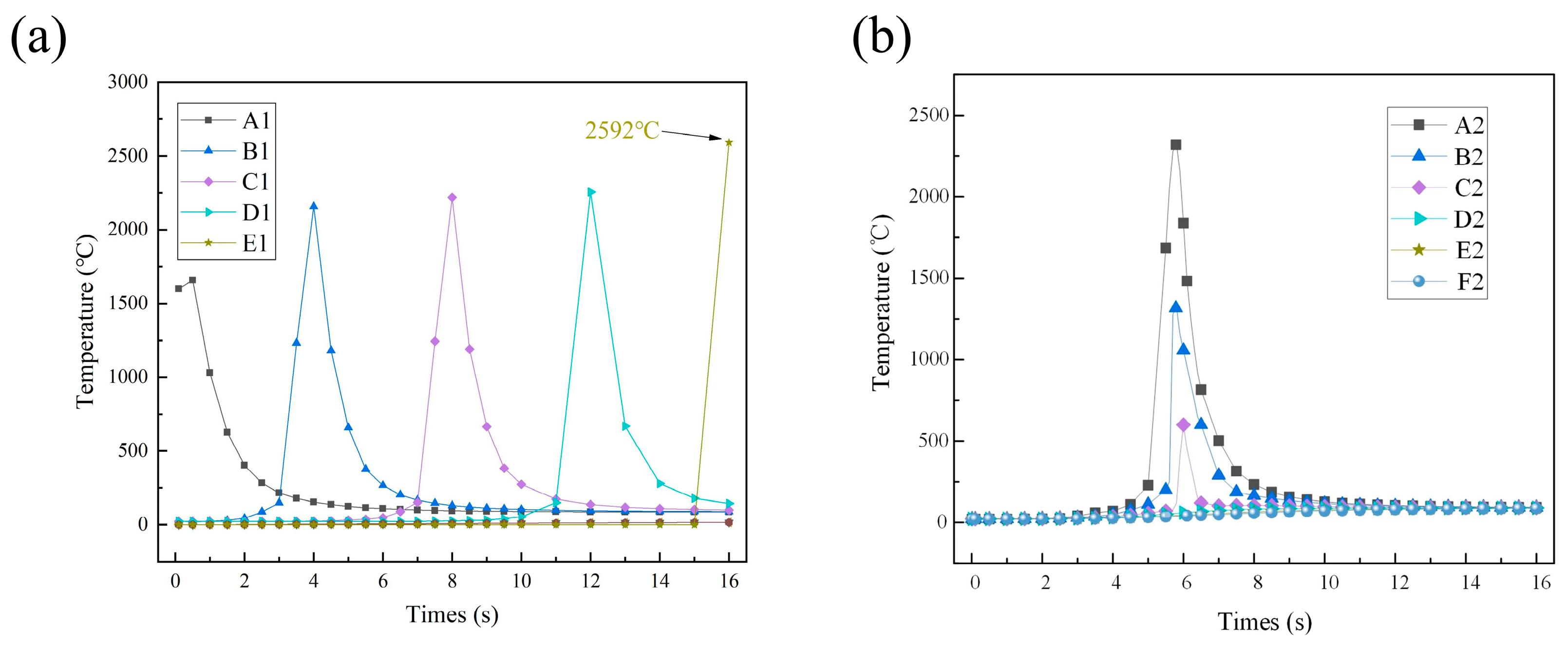
4.2. Distribution of Temperature Field under Power of 1600 W at Different Time
4.3. Macroscopic Morphology of the Coatings under Different Laser Powers
4.4. Phase Composition of the Coatings under Different Laser Powers
4.5. Microstructure of the Cladding Zone under Different Laser Powers
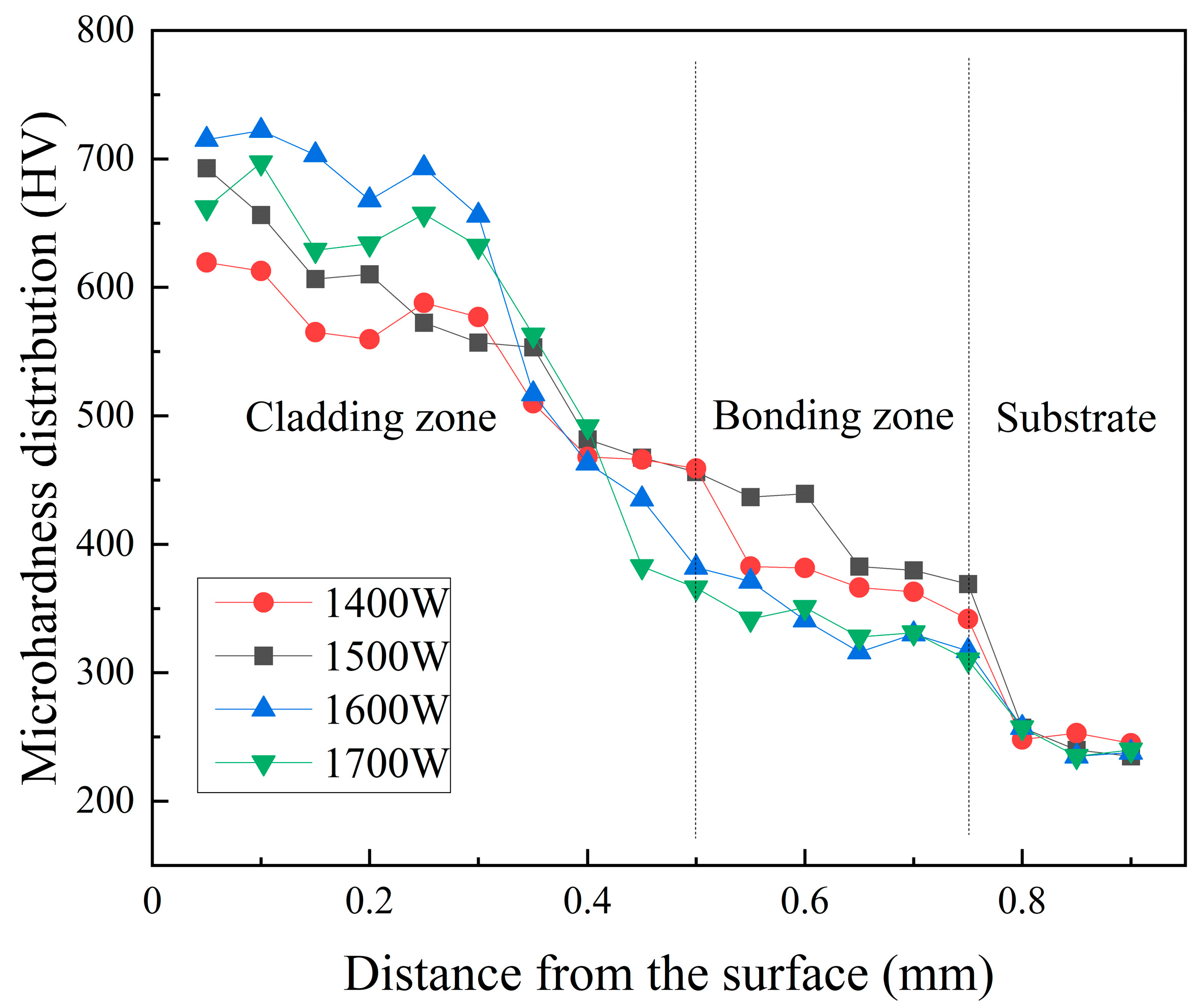
4.6. Hardness Analysis of Al2CrFeNiMo High-Entropy Cladding Layers under Different Laser Power
5. Conclusions
- (1)
- We used the double ellipsoidal heat source to establish a finite element model to simulate the process of laser cladding Al2CrFeNiMo on Cr12MoV. The optimal process parameters are obtained through the simulation, and are the power of 1600 W and the scanning speed of 180 mm/min. The simulated melt pool depth is 1.82 mm under these parameters.
- (2)
- The results of the temperature field simulation showed that the temperature field exhibited a elliptical distribution. The temperature on the horizontal and vertical tracking paths presented a periodic change. The quality of cladding layers was ensured due to the stable heat transfer during the laser cladding process, and the small range of the heat-affected zone.
- (3)
- Al2CrFeNiMo coatings under different powers ranging from1400 W to 1700 W were prepared. It was found that the coating morphology under the laser power of 1600 W was smoother and better than that of other powers. The result of XRD showed that the coatings under different powers were all composed of BCC, and had different degrees of lattice distortion. At the laser power of 1600 W, the lattice distortion value of the coating was the maximum, which was 2.43 × 10−2, and the solid solution strengthening effect was the best.
- (4)
- With the increase in laser power, the microstructure changed from a cellular crystal to equiaxed crystal, and the grain size gradually increased. The microhardness of the coatings is 127~150% higher than that of the substrate (240 HV). The coating with the power of 1600 W has a high microhardness; the highest hardness even reaches to 725 HV, which is 202% higher than that of the substrate.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sun, S.; Fu, H.; Ping, X.; Lin, J.; Lei, Y.; Wu, W.; Zhou, J. Reinforcing behavior and microstructure evolution of NbC in laser cladded Ni45 coating. Appl. Surf. Sci. 2018, 455, 160–170. [Google Scholar] [CrossRef]
- Huang, L.; Zhou, J.; Xu, J.; Huo, K.; He, W.; Meng, X.; Huang, S. Microstructure and wear resistance of electromagnetic field assisted multi-layer laser clad Fe901 coating. Surf. Coat. Technol. 2020, 395, 125876. [Google Scholar] [CrossRef]
- Yan, H.; Chen, Z.; Zhao, J.; Zhang, P.; Yu, Z.; Lu, Q. Enhancing tribological properties of WS2/NbC/Co-based self-lubricating coating via laser texturing and laser cladding two-step process. J. Mater. Res. Technol. 2020, 9, 9907–9919. [Google Scholar] [CrossRef]
- Shi, J.; Kong, D. Effects on Al2O3 and La2O3 additions on electrochemical performances of laser-cladded WC10Co4Cr coatings. Int. J. Appl. Ceram. Technol. 2021, 19, 436–450. [Google Scholar]
- Liu, M.; Duan, C.; Li, G.; Cai, Y.; Wang, F. Friction property and milling machinability of Ni60 cladding layer in hybrid additive-subtractive manufacturing. J. Manuf. Process. 2023, 93, 162–172. [Google Scholar] [CrossRef]
- Sun, S.; Fu, H.; Ping, X.; Guo, X.; Lin, J.; Lei, Y.; Wu, W.; Zhou, J. Effect of liquid nitrogen cooling on grain growth and properties of laser cladding in-situ (Ti, Nb)C/Ni composite coatings. Mater. Charact. 2019, 152, 115–129. [Google Scholar]
- Yang, C.; Liu, X.; Liu, Y.; Zhu, Z.; Meng, Y.; Zhou, H.; Zhang, S. Effect of Cu-doping on tribological properties of laser-cladded FeCoCrNiCux high-entropy alloy coatings. Tribol. Int. 2023, 188, 108868. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, W.; He, Y.; Li, M.; Guo, S. Formation of core–shell structure in high-entropy alloy coating by laser cladding. Appl. Surf. Sci. 2016, 363, 543–547. [Google Scholar] [CrossRef]
- Liu, Z.; Kong, D. Effects of TiC mass fraction on microstructure, corrosive–wear and electrochemical properties of laser cladded CoCrFeNiMo high–entropy alloy coatings. Tribol. Int. 2023, 186, 108640. [Google Scholar]
- Cai, Y.; Chen, Y.; Manladan, S.M.; Luo, Z.; Gao, F.; Li, L. Influence of dilution rate on the microstructure and properties of FeCrCoNi high-entropy alloy coating. Mater. Des. 2018, 142, 124–137. [Google Scholar] [CrossRef]
- Cai, Y.; Zhu, L.; Cui, Y.; Geng, K.; Han, T.; Manladan, S.M.; Luo, Z.; Han, J. Influence of high-temperature condition on the microstructure and properties of FeCoCrNiAl0.3 and FeCoCrNiAl0.7 high-entropy alloy coatings. Surf. Eng. 2020, 37, 179–187. [Google Scholar] [CrossRef]
- Cai, Y.; Zhu, L.; Cui, Y.; Geng, K.; Manladan, S.M.; Luo, Z.; Han, J. Strengthening mechanisms in multi-phase FeCoCrNiAl1.0 high-entropy alloy cladding layer. Mater. Charact. 2020, 159, 110037. [Google Scholar] [CrossRef]
- Li, C.; Yu, Z.; Gao, J.; Zhao, J.; Han, X. Numerical simulation and experimental study of cladding Fe60 on an ASTM 1045 substrate by laser cladding. Surf. Coat. Technol. 2019, 357, 965–977. [Google Scholar] [CrossRef]
- Gao, J.; Wu, C.; Hao, Y.; Xu, X.; Guo, L. Numerical simulation and experimental investigation on three-dimensional modelling of single-track geometry and temperature evolution by laser cladding. Opt. Laser Technol. 2020, 129, 106287. [Google Scholar] [CrossRef]
- Chai, Q.; Fang, C.; Qiu, X.; Xing, Y.; Sun, G. Modeling of temperature field and profile of Ni60AA formed on cylindrical 316 stainless steel by laser cladding. Surf. Coat. Technol. 2021, 428, 127865. [Google Scholar] [CrossRef]
- Yang, C.; Tan, Y.; Liu, Y.; Xia, P.; Cui, Y.; Zheng, B. Modeling and Optimization of Laser Cladding Fixation Process for Optical Fiber Sensors in Harsh Environments. Sensors 2022, 22, 2569. [Google Scholar] [CrossRef] [PubMed]
- Yao, F.; Fang, L. Thermal Stress Cycle Simulation in Laser Cladding Process of Ni-Based Coating on H13 Steel. Coatings 2021, 11, 203. [Google Scholar] [CrossRef]
- Chai, Q.; Zhang, H.; Fang, C.; Qiu, X.; Xing, Y. Numerical and experimental investigation into temperature field and profile of Stellite6 formed by ultrasonic vibration-assisted laser cladding. J. Manuf. Process. 2023, 85, 80–89. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, D.; Chen, C.; Fu, H.; Sun, X. Multi-physics field coupling and microstructure numerical simulation of laser cladding for engine crankshaft based on CA-FE method and experimental study. Surf. Coat. Technol. 2022, 438, 128396. [Google Scholar] [CrossRef]
- Yang, J.; Aiyiti, W.; Jiang, H.; Shan, J.; Zhang, Y. Evolution of molten pool morphology and prediction of inclined cladding layer morphology. Opt. Laser Technol. 2021, 142, 107164. [Google Scholar] [CrossRef]
- Bhowmik, A.; Yang, Y.; Zhou, W.; Chew, Y.; Bi, G. On the heterogeneous cooling rates in laser-clad Al-50Si alloy. Surf. Coat. Technol. 2021, 408, 126780. [Google Scholar] [CrossRef]
- Lee, Y.; Nordin, M.; Babu, S.; Farson, D. Effect of Fluid Convection on Dendrite Arm Spacing in Laser Deposition. Metall. Mater. Trans. B 2014, 45, 1520–1529. [Google Scholar] [CrossRef]
- He, F.; Zhou, H.; Li, K.; Zhu, Y.; Wang, Z. Numerical Analysis and Experimental Verification of Melt Pool Evolution during Laser Cladding of 40CrNi2Si2MoVA Steel. J. Therm. Spray Technol. 2023, 32, 1416–1432. [Google Scholar] [CrossRef]
- Zhang, D.; Hao, Y.; Li, J. Simulation and Verification of Temperature Field on Cr12MoV Laser Cladding. Hot Work. Technol. 2016, 45, 157–160+164. [Google Scholar]
- Hua, L.; Tian, W.; Liao, W.; Zeng, C. Numerical Simulation of Temperature Field and Residual Stress Distribution for Laser Cladding Remanufacturing. Adv. Mech. Eng. 2014, 6, 291615. [Google Scholar] [CrossRef]
- Liu, H.; Li, M.; Qin, X.; Huang, S.; Hong, F. Numerical simulation and experimental analysis of wide-beam laser cladding. Int. J. Adv. Manuf. Technol. 2018, 100, 237–249. [Google Scholar] [CrossRef]
- Li, C.; Liu, C.; Li, S.; Zhang, Z.; Zeng, M.; Wang, F.; Wang, J.; Guo, Y. Numerical Simulation of Thermal Evolution and Solidification Behavior of Laser Cladding AlSiTiNi Composite Coatings. Coatings 2019, 9, 391. [Google Scholar] [CrossRef]
- Meng, G.; Zhang, J.; Li, J.; Jiang, Z.; Gong, Y.; Zhao, J. Impact of pore defects on laser additive manufacturing of Inconel 718 alloy based on a novel finite element model: Thermal and stress evaluation. Opt. Laser Technol. 2023, 167, 109782. [Google Scholar] [CrossRef]
- Lou, X.; Liu, M.; Li, Z.; Li, H.; Shen, J. Effect of Different Heat-Source Models on Calculated Temperature Field of Selective Laser Melted 18Ni300. Chin. J. Lasers 2021, 48, 52–62. [Google Scholar]
- Song, M.; Wu, L.; Liu, J.; Hu, Y. Effects of laser cladding on crack resistance improvement for aluminum alloy used in aircraft skin. Opt. Laser Technol. 2021, 133, 106531. [Google Scholar] [CrossRef]
- Wu, S.; Liu, Z.; Gong, Y.; Liang, X.; Wu, Y.; Zhao, X. Analysis of the sequentially coupled thermal–mechanical and cladding geometry of a Ni60A-25 %WC laser cladding composite coating. Opt. Laser Technol. 2023, 167, 109595. [Google Scholar] [CrossRef]
- Sun, S.; Fu, H.; Chen, S.; Ping, X.; Wang, K.; Guo, X.; Lin, J.; Lei, Y. A numerical-experimental investigation of heat distribution, stress field and crack susceptibility in Ni60A coatings. Opt. Laser Technol. 2019, 117, 175–185. [Google Scholar] [CrossRef]
- Sun, J.; Klassen, J.; Nitschke-pagel, T.; Dilger, K. Effects of heat source geometric parameters and arc efficiency on welding temperature field, residual stress, and distortion in thin-plate full-penetration welds. J. Adv. Manuf. Technol. 2018, 99, 497–515. [Google Scholar] [CrossRef]
- Zhao, T.; Wang, L.; Zhang, S. Effect of synergistic cavitation erosion-corrosion on cavitation damage of CoCrFeNiMn high entropy alloy layer by laser cladding. Surf. Coat. Technol. 2023, 472, 129940. [Google Scholar] [CrossRef]
- Liu, X.; Lei, W.; Ma, L.; Liu, J.; Liu, J.L.; Cui, J. On the microstructures, phase assemblages and properties of Al0.5CoCrCuFeNiSix high-entropy alloys. J. Alloys Compd. 2015, 630, 151–157. [Google Scholar] [CrossRef]
- Zhu, J.; Fu, H.; Zhang, H. Synthesis and properties of multiprincipal component AlCoCrFeNiSix alloys. Mater. Sci. Eng. 2010, 527, 7210–7214. [Google Scholar] [CrossRef]
- Wang, C.; Li, J.; Wang, T.; Chai, L.; Deng, C.; Wang, Y.; Huang, Y. Microstructure and properties of pure titanium coating on Ti-6Al-4V alloy by laser cladding. Surf. Coat. Technol. 2021, 416, 127137. [Google Scholar] [CrossRef]
- Liu, A.; Jing, Y.; Cui, X.; Ding, Q.; Song, Y.; Jin, G. Influence of atomic size effect on the properties of high entropy alloy coatings. Mater. Today Commun. 2023, 37, 107150. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | Cr | Mo | V | Fe |
|---|---|---|---|---|---|---|---|
| Mass percentage | 1.4~1.70 | ≤0.4 | ≤0.4 | 11.0~12.5 | 0.4~0.6 | 0.2~0.3 | Bal. |
| Element | Al | Cr | Fe | Ni | Mo |
|---|---|---|---|---|---|
| Mass percentage | 17.05 | 16.43 | 17.65 | 18.55 | 30.32 |
| Power (P) | 1400 W | 1500 W | 1600 W | 1700 W |
|---|---|---|---|---|
| 2θ (°) | 43.537 | 43.406 | 43.408 | 43.592 |
| Lattice constant (Å) | 2.937 | 2.946 | 2.946 | 2.934 |
| Lattice distortion | 2.12 × 10−2 | 2.43 × 10−2 | 2.43 × 10−2 | 2.02 × 10−2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Y.; Jiang, S.; Tong, Y.; Bai, S.; Lu, P. Temperature Field Simulation and Experimental Confirmation of Laser Cladding High-Entropy Alloy Coating on Cr12MoV. Processes 2024, 12, 257. https://doi.org/10.3390/pr12020257
Gao Y, Jiang S, Tong Y, Bai S, Lu P. Temperature Field Simulation and Experimental Confirmation of Laser Cladding High-Entropy Alloy Coating on Cr12MoV. Processes. 2024; 12(2):257. https://doi.org/10.3390/pr12020257
Chicago/Turabian StyleGao, Yali, Shan Jiang, Yan Tong, Sicheng Bai, and Pengyong Lu. 2024. "Temperature Field Simulation and Experimental Confirmation of Laser Cladding High-Entropy Alloy Coating on Cr12MoV" Processes 12, no. 2: 257. https://doi.org/10.3390/pr12020257
APA StyleGao, Y., Jiang, S., Tong, Y., Bai, S., & Lu, P. (2024). Temperature Field Simulation and Experimental Confirmation of Laser Cladding High-Entropy Alloy Coating on Cr12MoV. Processes, 12(2), 257. https://doi.org/10.3390/pr12020257