1. Introduction
As noted in the article [
1] devoted to tungsten resources, the world production of tungsten in terms of WO
3 was estimated at 106 thousand tons, and proven world reserves were 3400 thousand tons in 2020. The main tungsten producers are China, Vietnam, Russia, Mongolia, Bolivia, Austria, and Rwanda, where the main tungsten deposits are concentrated [
2,
3,
4,
5,
6,
7]. At the present stage, tungsten is widely demanded in applications requiring hardness, high density, wear resistance, and high-temperature resistance [
8]. The strategic importance of this refractory metal is related to the ever-increasing application of both tungsten itself and its alloys and chemical compounds in the electronics, military engineering, aerospace, and nuclear industries [
3,
9,
10,
11,
12]. However, the authors [
1,
9] draw attention to the limited sources; therefore, many researchers work towards the processing of old deposits [
13], tungsten ore dressing tailings [
14], as well as other tungsten wastes [
5,
15,
16,
17], which have great potential for the exploration, mining, and additional extraction, not only of tungsten, but also other related valuable components [
5,
18].
The Akchatau molybdenum–tungsten deposit [
19,
20] is located in the Shet district of the Karaganda region, the Republic of Kazakhstan. This high-temperature hydrothermal tungsten–molybdenum deposit was developed until the 1990s of the 20th century to produce gravity tungsten concentrates. According to the standards, the content of WO
3 in the concentrates of the first grade was not lower than 65%, and in the second grade, not lower than 60%; the content of such impurities as P, S, As, Sn, Cu, Pb, Sb, and Bi were within the range from hundredths of a percent to 1.0%. Currently, the deposit is not mined, and the average tungsten grade in the deposit ore is tenths of a percent (0.1–0.3%).
The balance reserves of the major minerals approved by the State Committee of Mineral Resources include:
- -
Tungsten: 37,239 tons are under the C1 category, 8884 tons are under the C2 category, 18,228 tons are off-balance ones, 22,131 tons were mined since the beginning of development, and 17,279 tons are residuals of the C1 category;
- -
Beryllium: 6987 tons are under the C1 category, 1989 tons are under the C2 category, 5630 tons are off-balance ones, 3820 tons were produced since the beginning of development, and 4746 tons are residuals of the C1 category;
- -
Molybdenum: 8647 tons are under the C1 category, 1807 tons are under the C2 category, 7610 tons are off-balance ones, 3811 tons were mined since the beginning of development, and 4485 tons are C1 category residues.
The mineral composition of the ores includes mineral groups according to geological exploration data:
- -
Quartz, muscovite, topaz, and pyrite are the most common;
- -
Wolframite, molybdenite, and fluorite are moderately widespread;
- -
Tourmaline, biotite, feldspars, scheelite, bismuthite, sphalerite, chalcopyrite, cassiterite, and bismite are not very common.
Ore processing is profitable at a WO
3 content of 0.14% and higher [
3]. Wolframite ores are beneficiated with the use of the following methods—gravity, magnetic, and electrostatic separation [
4,
21,
22]. Beneficiation produces standard concentrates containing 55–65% WO
3. Concentrates are used to smelt ferrotungsten or to produce technical oxide WO
3, used as a feedstock for the production of tungsten carbide, or metallic tungsten by pyro- and hydrometallurgical technologies [
8].
All of the used methods of WO
3 production include the following technological stages: the decomposition of concentrates; the leaching of alloy or sinter; the purification of sodium tungstate solutions from impurities; obtaining technical tungstic acid; obtaining tungsten trioxide [
8,
23,
24,
25,
26,
27,
28,
29].
The autoclave–soda method is used to process scheelite concentrates and intermediate products. Currently, this method is used at a number of plants [
8,
23,
24]; however, the technology is associated with a large consumption of Na
2CO
3. A high concentration of excess soda in leaching solutions (80–120 g/dm
3) requires significant consumption of acids for the neutralization of sodium tungstate solutions during the purification from impurities that, accordingly, increases the cost of disposal of the discharge solutions.
Rich tungsten concentrates (65–70% WO
3) are decomposed by a 25–40% sodium hydroxide solution [
8,
23,
24] at 110–120 °C according to the reaction:
where, Me—Fe, Mn.
Complete decomposition (98–99%) is achieved by the treatment of a finely ground concentrate with a 25–40% sodium hydroxide solution at 110–120 °C. The required excess of alkali is 50% and higher.
The most widely used method to process tungsten concentrates is the technology that includes sintering with soda, leaching with water, the purification of solutions from impurities, and the separation of tungstic acid [
8,
23,
24,
30,
31].
Wolframite concentrate is sintered with soda in the presence of oxygen at 800–900 °C [
23,
24]. The main reactions occurring during sintering include:
The complete decomposition of the concentrate is achieved at an excess of Na2CO3 in the charge of 10–15% over the stoichiometric amount. A 1–4% nitrate is sometimes added to the charge to accelerate the oxidation of iron and manganese. Impurities of silicon, phosphorus, arsenic, and molybdenum minerals contained in the wolframite concentrate form soluble salts when they are sintered with Na2CO3: Na2SiO3, Na3PO4, Na3AsO4, and Na2MoO4.
Wolframite is sintered with Na2CO3 in tubular rotary furnaces lined with fireclay bricks. The furnace, with a length of 20 m and an external diameter of 2.2 m, at a rotation speed of 0.4 rpm and an inclination angle of 3°, has a charge capacity of 25 tons per day. To avoid the melting of the charge and the formation of crust, tailings from sintered mass leaching containing iron and manganese oxides are added to the charge, thus reducing the content of WO3 in the charge to 20–22%.
There is also known technology to produce liquid–fluid melts in a tubular rotary furnace from rich tungsten concentrates, where the initial charge is not diluted, with poor turnovers [
24]. However, the main disadvantage of this technology is the rapid wear of the furnace lining, and, if an unlined drum is used, there is rapid wear of the body, which is made of alloy steel, by the liquid alkali melt.
Sodium tungstate solutions containing 80–150 g/dm
3 WO
3 are obtained during the leaching of alkaline melts and sintered mass, as well as the autoclave leaching of concentrates with soda [
32]. The solutions are processed according to a diagram that includes the purification from impurities (Si, P, As, F, Mo); the precipitation of calcium tungstate (artificial scheelite), with its subsequent decomposition by acids and the obtainment of technical tungstic acid; the dissolution of tungstic acid in ammonia water, with the subsequent evaporation of the solution and the crystallization of ammonium paravolphramate (PVA); the calcination of PVA to obtain pure tungsten trioxide, so to produce tungsten trioxide [
32,
33]. The disadvantages of this technology are related to the presence of several operations in the process, the performance of the operations in a periodic mode, and their duration.
Extraction and ion-exchange technology to convert Na
2WO
4 solutions into (NH
4)
2WO
4 solutions have been developed and are used in some enterprises. However, the use of ammonia solutions and gaseous ammonia in these technologies requires the careful sealing of the equipment and the regeneration of the reagent that were used [
8].
The technology for sintering with soda, the subsequent leaching of the sintered mass with water, and the extraction of tungsten acid with the subsequent production of tungsten trioxide and tungsten carbide is the most acceptable for the wolframite concentrates in the Akchatau deposit. Some experiments with ore materials from the Akchatau deposit were performed to choose the tungsten concentrate processing technology. The pelletization of the charge with soda, as well as the thermodynamics and kinetics of the roasting process, were studied to improve the performance of the main process of the concentrate sintering. Exploratory technological experiments for the sintering of the charge, the leaching of the obtained sintered mass with water, and the purification of the sodium tungstate solutions from impurities, with the subsequent separation of tungstic acid, were performed to assess the possibility to reduce the consumption of inorganic acids through the use of the membrane processes of electrodialysis.
2. Materials and Methods
Ore beneficiation. Representatives of the company holding the license for the deposit took samples of the rich ore materials. The composition of the ore samples and the resulting products from the gravity concentration and pyritic flotation are summarized in
Table 1,
Table 2,
Table 3 and
Table 4.
The chemical analysis and determination of the tungsten in the samples and beneficiation products were performed by calorimetry using an FEC instrument.
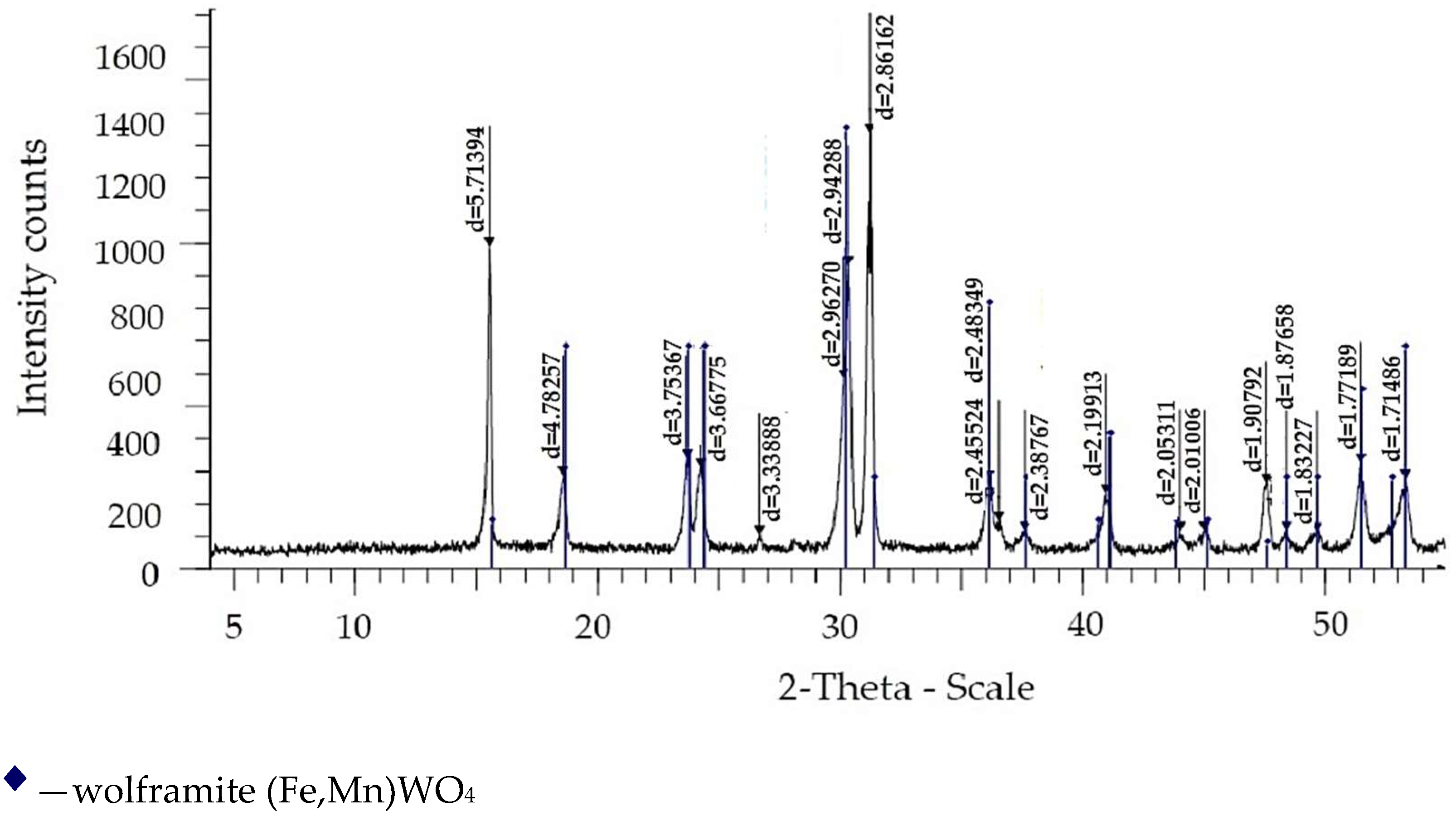
X-ray diffractometric analysis was performed with the help of an automated diffractometer, the DRON-3, with CuKα radiation and a β-filter. The conditions for obtaining the diffractograms include: U = 35 kV; I = 20 mA; imaging, θ-2θ; detector, 2 deg/min. The diffractograms were interpreted with the use of data from the ICDD card catalog: the PDF2 (Powder Diffraction File) database and diffractograms of impurity-free minerals.
The beneficiation results provided data on the distribution of the tungsten and other components.
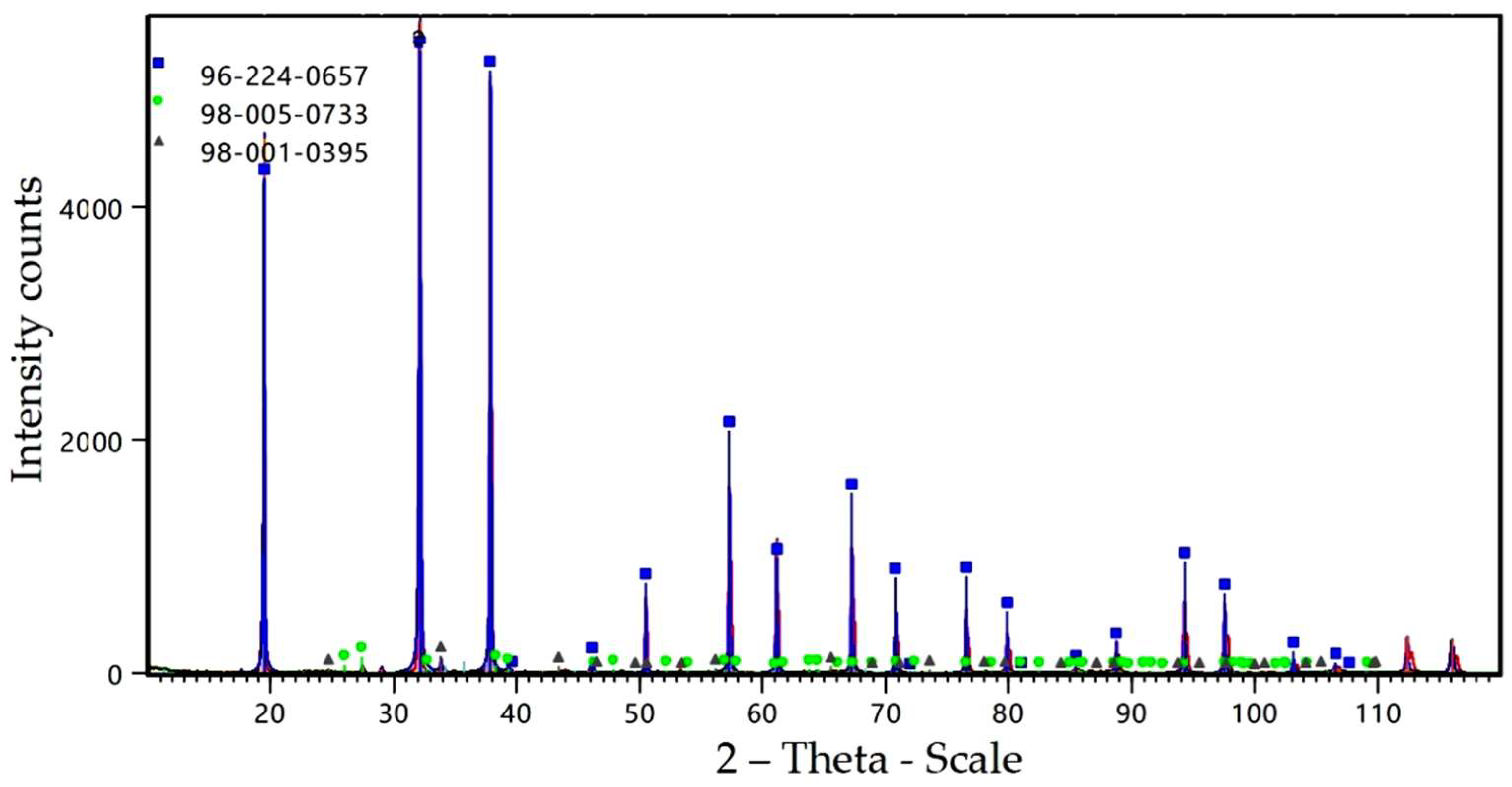
A mixture of three products with different contents of components was used for the experiments on the sintering kinetics. Its composition is shown in
Table 5 and
Figure 1.
It follows from the data of the X-ray phase analysis that tungsten is present mainly in the form of iron wolframate—FeWO4 (ferberite), manganese wolframate—MnWO4 (manganese wolframate), water, and anhydrous oxides—WO2·H2O, WO3·H2O, WO3, and WO2.
Calculations of the thermodynamic characteristics of the main sintering reactions were performed using the licensed program—HSChemisry 8.1.5.
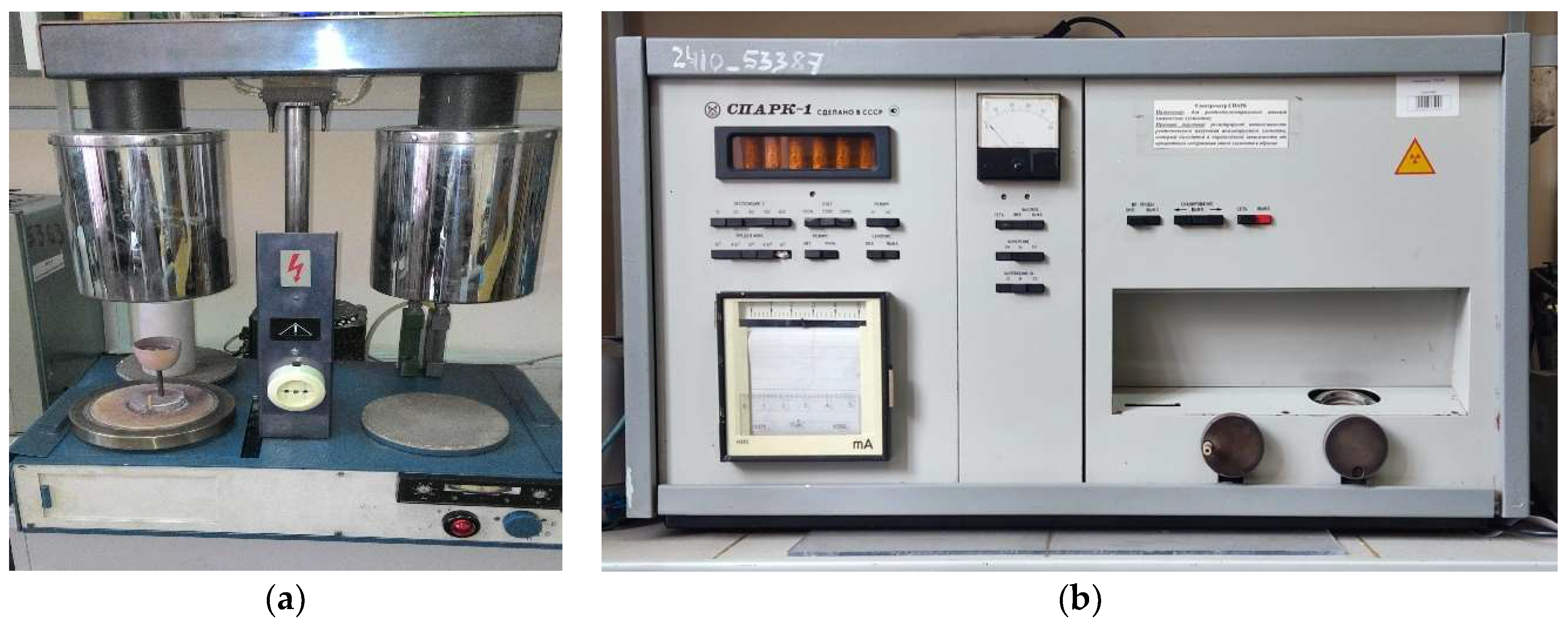
The sintering kinetics of the wolframite concentrate with soda was studied in a laboratory unit (
Figure 2) with two rotary electric furnaces and nichrome heaters. The temperature was measured and controlled by a Pt-Pt-Rh thermocouple and an IRT-2 electronic unit, with an accuracy of ±5 °C. The O
2, CO
2, and CO и SO
2 content was analyzed with a Gasochrom-1 chromatograph and a MAG-6T gas analyzer. The charge was placed in the crucible, and air was supplied under the charge layer through an inner tube.
The starting materials and products were analyzed for W, Fe, and Mn on the X-ray fluorescence analysis unit, the SPARK-1, with a Cu cathode at a voltage on the tube of U = 25 kV and an exposure of 40 s. The samples for the analysis were pressed into tablets at a pressure of P = 4.0 tons.
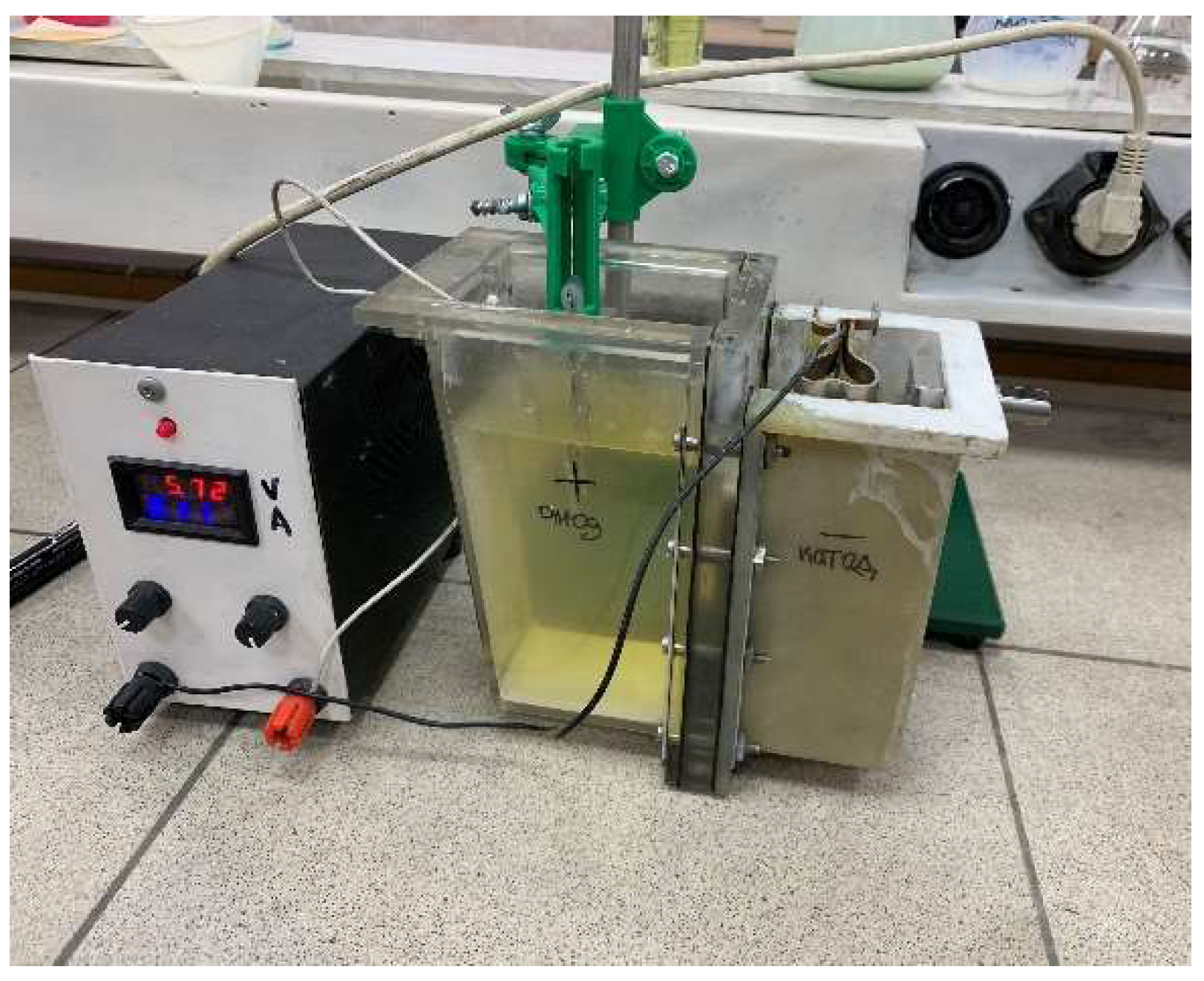
Enlarged suspensions of the wolframite concentrate charge in a mixture with soda in a SNOL muffle furnace were sintered to leach and obtain sodium tungstate solutions. A 6.0 kg charge was sintered in alundum crucibles with a 110 mm diameter and 150 mm height. The sintered mass was leached in porcelain beakers with the use of laboratory stirrers with thermostats. The electrodialysis of the solutions was performed in a 2-section electrodialyzer with a platinized anode and steel cathode using the MK-40 cation-exchange membrane (
Figure 3).
3. Results and Discussion
3.1. Thermodynamic Assessment of the Main Reactions
The calculations of the enthalpy, entropy, and Gibbs energy of the reactions of the components of the wolframite concentrate with soda were performed using the licensed program HSChemisry 8.1.5 by Outotec Technologies, taking into account the X-ray phase analysis. The results of the calculations for the temperatures of 500 °C and 800 °C, as provided in
Table 6, confirm the thermodynamic feasibility of the process. All reactions proceeded with the release of carbon dioxide and, therefore, the process could be controlled by analyzing the gases leaving the reactor for the CO
2 content. The reactions of the tungsten minerals with soda (WO
2, MnWO
4, FeWO
4) occurred in the presence of oxygen.
3.2. Kinetic Studies of the Wolframite Concentrate Sintering with Soda
The charge was pelletized on a plate pelletizer in order to improve the contact of the tungsten concentrate particles of a 0.1 mm size with soda. The character of the sintering kinetic curves changed, and a high transformation degree was achieved in a shorter process duration during the pellet firing.
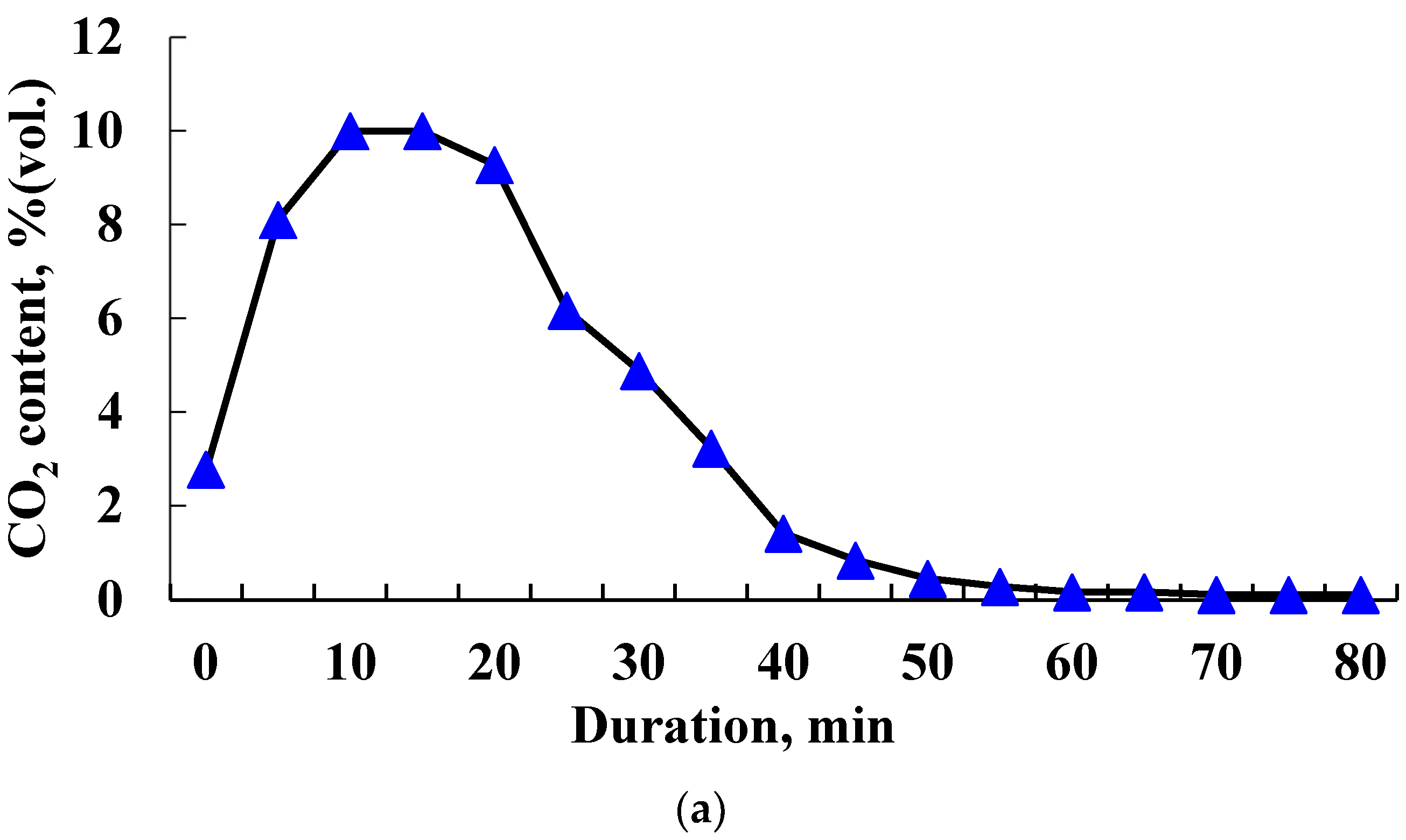
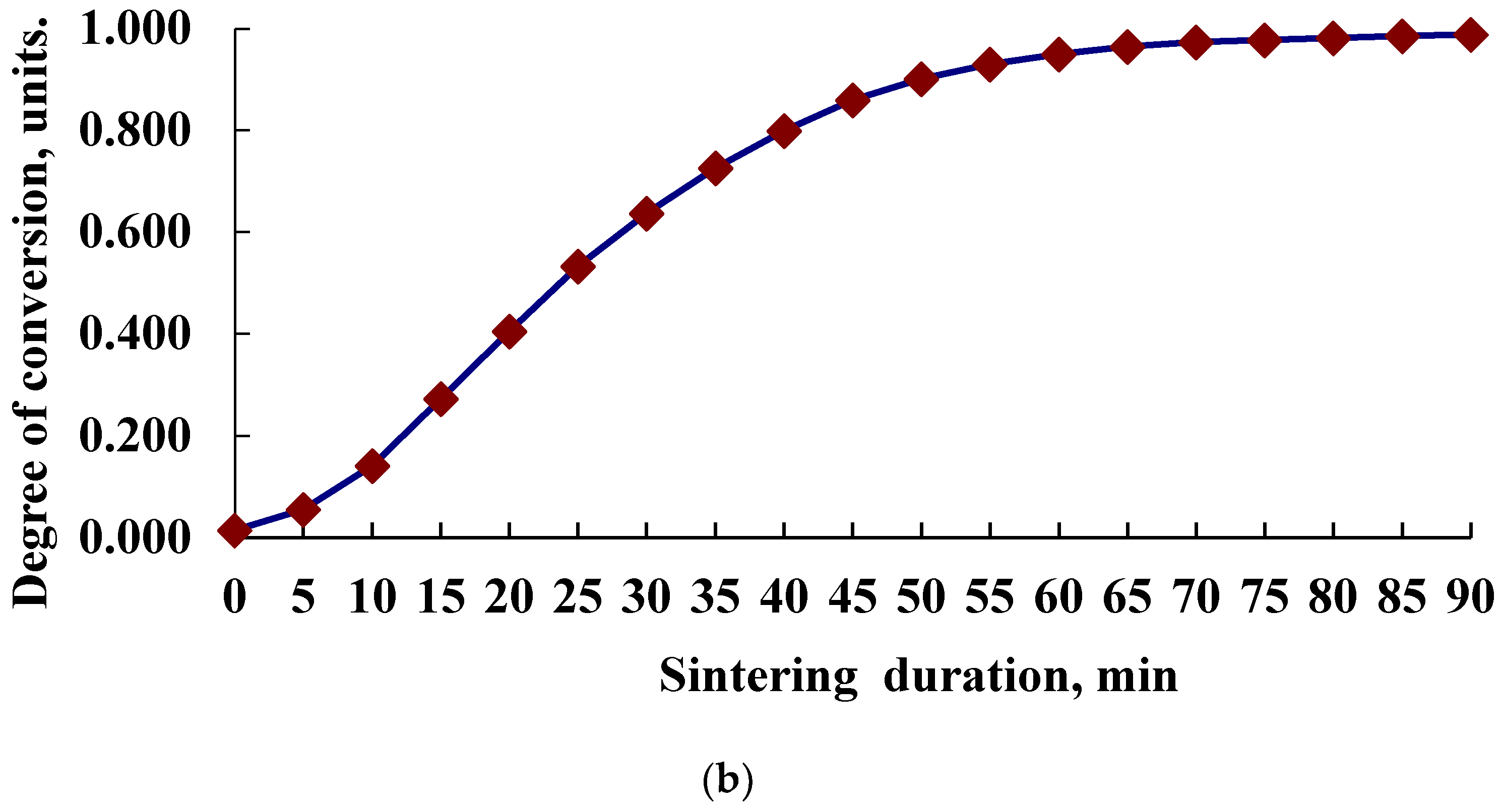
Figure 4 shows the curves of the carbon dioxide content in the waste gas and the conversion degree for a pellet suspension of 10 g of the concentrate (54% WO
3) and 3.5 g of soda.
The CO
2 content in the exhaust gases increased and reached a maximum in 15–20 min (
Figure 4a), and then gradually decreased when the transformation degree of the suspension material increased above 45–50% at a constant firing temperature (
Figure 4b). This form of kinetic curve was characteristic of heterogeneous topochemical processes.
The amount of carbon dioxide due to the reactions of the tungsten compounds with Na2CO3 was calculated from the kinetic curves, taking into account the amount of exhaust gases. The transformation degree with the formation of Na2WO4 was calculated as the ratio of the amount of CO2 in the gases to the amount in the roasting charge in the form of soda. No carbon dioxide emission was observed during heating of the pure soda suspension without the concentrate. Additionally, the formation of sodium silicate was insignificant, which was confirmed in the purification results of the sodium tungstate solutions from the silicon impurity.
The experiments were performed with the suspensions of class 2–4 pellets, weighing 10 g and containing 21.4% of soda, in the heating regime from 500 to 800 °C, based on the differential method [
34,
35] and dynamic method [
36] applied for nonisothermal processes. The heating duration was 20 min and the average heating rate was 15 °C/min. The transformation degree in the nonisothermal regime did not exceed 50–80%. Parallel experiments were performed in the nonisothermal regime, and the dependences, as shown in
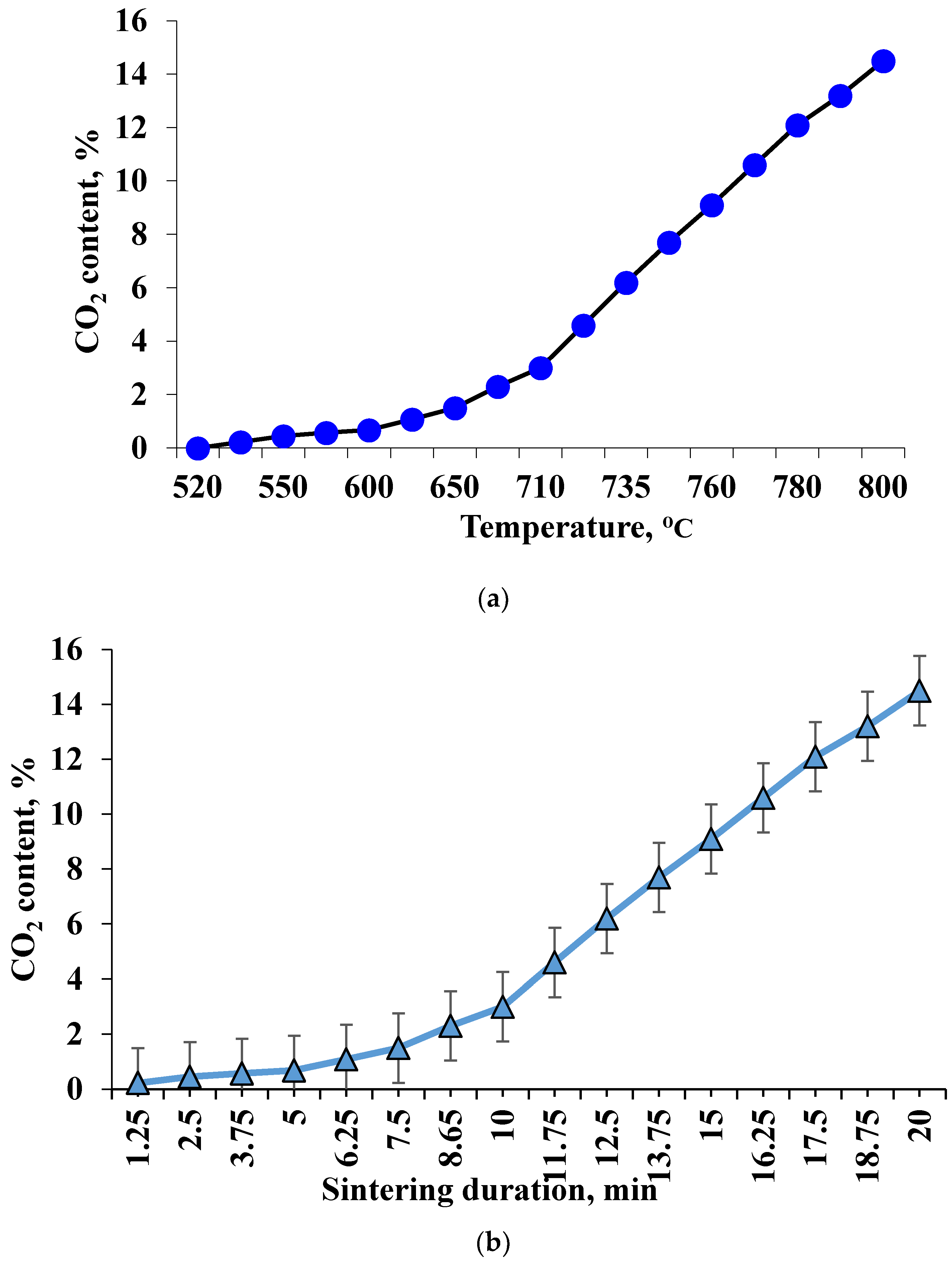
Figure 5, were plotted to determine the kinetic constants.
The dependences of the CO
2 content in the gases on the temperature characterize the course of the reactions of the tungsten compounds with soda. The effect of the dissociation reactions of the calcium and magnesium carbonates can be neglected due to their low content in the charge. The curve of the CO
2 content in the gases, in the mode of continuous heating, as shown in
Figure 5a, shows that the interaction reactions of the minerals with the soda occur at temperatures above 520 °C. The dependence of the CO
2 content on the duration was used for the calculations of the transformation degree.
The kinetics of the heterogeneous firing processes can be described with the use of the transformation degree according to the Roginsky–Schultz–Thodes–Mampel, Prout–Tompkins, and Kolmogorov–Yerofeyev–Avrami equations [
34,
35,
37].
During the sintering of the wolframite concentrate, the process takes place, not in the volume, but on the surface of the interface, so the rate is defined as the change in the transformation degree in time:
To process the experimental data, the Yerofeyev equation was used in the form of
The constants
k and
n were found by the graphical processing of the experimental data according to the linear form of the equation.
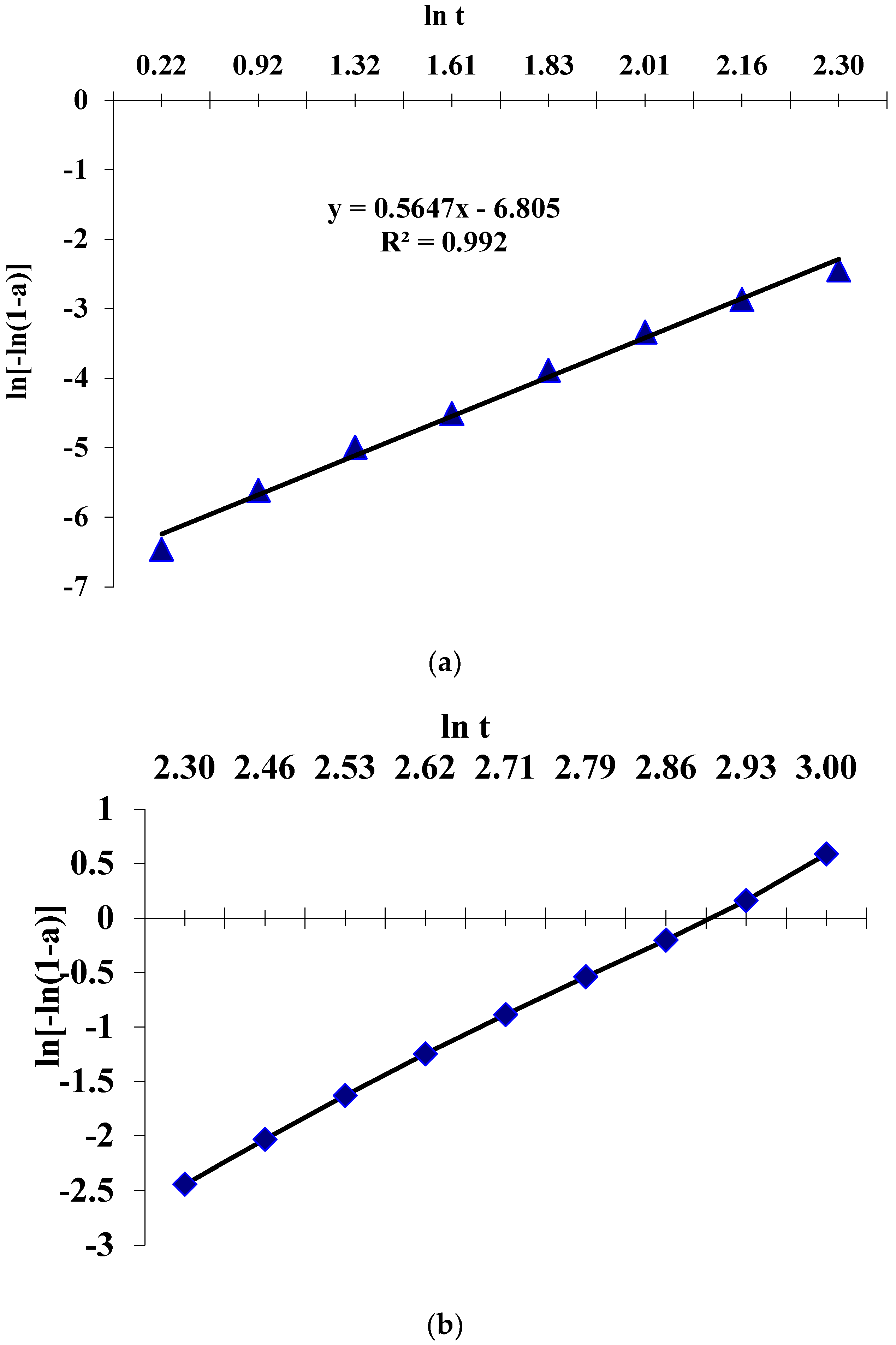
The free term in the approximation equations in
Figure 6a,b represents ln
k, while the constant
n is defined as the tangent of the slope angle of the straight lines
The dependence of the reaction rate constant on the temperature is described by the Arrhenius equation in the integral form:
where
K0 is the pre-exponential multiplier;
E is the activation energy;
T is the temperature of the reaction.
The following is obtained after its logarithmization:
The study results of the roasting kinetics of the concentrate pelletized with soda are summarized in
Table 7.
The apparent activation energy value of the sintering process for the tungsten concentrate pellets with soda indicates a transient diffusion–kinetic regime within 525–710 °C and the transition to the kinetic regime within 710–800 °C. This is probably due to a liquid phase appearing due to the formed sodium tungstate melting and an increase in the oxygen diffusion rate to the reaction surface and carbon dioxide removal. It may be due to the liquid phase appearing due to the melting of the formed sodium tungstate and an increase in the rate of the oxygen diffusion to the reaction surface and the carbon dioxide removal. In general, the wolframite concentrate sintering with soda can be attributed to topochemical processes, confirmed with the kinetic curves of the transformation degree and the reaction rate.
3.3. Roasting of the Tungsten Concentrate with Soda in a Muffle Furnace
The concentrate was ground to a −100 µm and mixed with soda to assess the leaching of the sintered mass and to produce sodium tungstate solutions. The obtained charge was pelletized on a plate laboratory pelletizer with a bowl diameter of 0.3 m at a rotation speed of 45 rpm. The pellets, with a diameter of 6–8 mm, were sintered after drying under an air supply and a gas analysis for CO2. The enlarged samples of the wolframite concentrate charge in a mixture with soda were sintered in a SNOL muffle furnace in alumina crucibles with a diameter of 110 and a height of 150 mm.
A charge of 6 kg of the concentrate with an average tungsten content of 61.45% (weight) or in terms of 77.5% WO3 was prepared for sintering. Soda consumption was calculated from the condition of the complete binding of tungsten trioxide in Na2WO4. The theoretical consumption of the soda for 6 kg of the concentrate was 2.06 kg, and the practical consumption at a 10% excess, was 2.27 kg of Na2CO3. The charge after mixing was fired in corundum crucibles in a muffle furnace. The decomposition of the wolframite concentrate by sintering with soda in the presence of oxygen proceeds with the release of carbon dioxide.
The decarbonization degree of the soda that characterized the conversion degree of the tungsten minerals into sodium tungstate was estimated by the weight loss. The firing conditions and the results obtained for the three parallel experiments for each temperature are summarized in
Table 8 below.
The charge weight in the crucible was 690–900 g. The charge was stirred every 30 min during firing. As the firing progressed, the charge volume in the crucible decreased by two times, and the charge gradually changed color from gray to black. The duration of the firing was 2 h. The charge melted, forming a liquid–fluid melt with a viscosity of about 5–7 Pz at the end of the firing. The smelting was formed at 700–710 °C. It was explained by the high content of WO3 in the concentrate and the low melting point of the Na2WO4 (according to different sources tm = 696, 698, 700 °C). A black-colored melt was obtained after cooling. It was easily crushed and pulverized.
3.4. Leaching of the Sintered Mass with Distilled Water
When the sintered masses were leached with water [
19], sodium tungstate and soluble impurities passed into the solution (Na
2SiO
3, Na
2HPO
4, Na
2HAsO
4, Na
2MoO
4, and Na
2SO
4), as well as an excess of Na
2CO
3. The extraction of the tungsten from the sintered mass into the solution was 98–99%. Strong solutions contained 150–250 g/dm
3 WO
3. The composition of the cake after the first stage of the leaching before the water-washing operations is shown in
Table 9.
The WO3 content in the filtered and washed leach tailings ranged from 1.0 to 2%. The pulp was filtered on vacuum filters. It was relatively easy to settle and filter the leach slurry at L:S = 3:1.
The solutions of the sodium tungstate, in order to obtain the tungsten trioxide of the required purity, were processed according to the traditional scheme [
8,
23,
24], including purification from compounds of impurity elements (Si, P, As, F, Mo), the precipitation and production of technical tungstic acid, and the obtaining tungsten trioxide. The composition of the filtrate is shown in
Table 10.
The purification of the solution from the silicon impurity was based on the hydrolytic decomposition of Na
2SiO
3 by boiling the solution, neutralized to a pH = 8–9 with the release of silicic acid. The solutions were neutralized with hydrochloric acid added to the heated sodium tungstate solution by a thin jet with stirring. The silicon purification process was relatively easy according to the literature data [
24], and the solution was filtered well through a white filter.
Subsequent stages of the purification from impurities—P, As, F, and Mo—did not lead to precipitation due to the low content of these elements in the feedstock. Apparently, these impurities will accumulate in solutions during the circulation of solutions in continuous production, and then there will be a need for their removal in the form of precipitation by known technologies.
A part of the solution was evaporated to obtain a precipitate in order to verify the composition of the leaching and the purification of the solutions. Its XRD analysis is shown in
Figure 7 and
Table 11. These data indicate the content of water-soluble forms of tungsten and rhenium in the specimen taken to leaching.
Tungstic acid was extracted from the sodium tungstate solution purified from the impurities by the neutralization with sulfuric or hydrochloric acid, but certain technological problems arose at this stage:
- -
Acid consumption for the following reactions was quite significant:
- -
Acidity at the end of the tungsten acid precipitation had to be brought to 100 g/dm3, and further increased the acid consumption;
- -
The white (yellow when heated) tungstic acid formed was poorly sedimented, and it was difficult to filter, resulting in problems with its washing from the impurities of sodium salts;
- -
The direct extraction of tungsten acid produced large volumes of sodium sulphate or sodium chloride solutions that require further processing.
It is possible to neutralize excess soda and remove sodium ions from sodium tungstate solutions with the use of membrane electrodialysis processes to reduce and even completely eliminate the use of mineral acids in the solution purification, as well as to prevent the formation of salt effluents. The possibility of electrodialysis of sodium tungstate solutions was reported in [
38,
39,
40,
41].
A decarbonization method of tungstate–soda solutions with the regeneration of sodium hydroxide by electrodialysis in a two-chamber electrolyzer using the MKK-4 cationic membrane based on the cationite SG-1 was proposed in the copyright certificate SU 1750719 A1 [
38], and the electrodialysis process was conducted at a current density of 500–1000 A/m
2 to a pH = 2.5–3.0 in the anode chamber. This process eliminates both the stage of the treatment of the tungstate solutions with mineral acid and the discharge of the salt solutions.
The authors [
39,
40] propose to conduct the electrolysis process at an anodic current density of 75–85 A/m
2 and to maintain the solution concentration in terms of tungsten oxide within 0.05–0.2 wt% to obtain tungstic acid from the sodium tungstate solution. The advantage of the proposed method is that the use of electrolysis eliminates the use of mineral acids required for the deposition of tungstic acid, and reduction in the anodic current density to 75–85 A/m
2 reduces the energy consumption. The recovery of tungsten oxide into acid was 92.5%.
The membrane electrolysis process was used to develop a cleaner process for the production of ammonium paravolphramate in studies [
41]. The results showed that the separation of tungsten and sodium improved with the increase in the current density and initial cathodic NaOH concentration, and the decrease in the initial anodic NaOH concentration.
We performed laboratory- and large-scale laboratory studies for the purification of sodium tungstate solutions from impurities, with the exclusion of operations of the neutralization of solutions due to the use of electrodialysis with an MK-40 cation-exchange membrane. Our studies showed the possibility of using electrodialysis with the removal of sodium ions into the catholyte solution and the subsequent regeneration of the resulting alkali to the initial reagent-caustic soda. A platinum anode and a nickel cathode were used during the electrodialysis in the laboratory unit, while bipolar platinized titanium-based electrodes were used in the large-sale laboratory unit. The duration of electrodialysis was 12–15 h at the bath voltage of 5.28–6.97 V and a current of 0.7–0.9 A. During the electrodialysis process, the acidity of the solution in the anodic area decreased within the range of pH = 2.0–0.1, and in the cathodic area, it increased within the range of pH = 11.0–12.0. After electrolysis, the resulting white precipitate was evaporated and dried at a temperature of 105 °C, and the color of the precipitate changed to yellow. The precipitate was calcined at the temperature of 800 °C for 90 min. After calcination, the precipitate acquired a dark-green color. Photographs of the yellow tungstic acid precipitate and the calcined product are shown in
Figure 8, and the phase composition is presented in
Table 12.
The purification of the sodium tungstate solutions by the known reagents [
8,
24], in combination with electrodialysis, excludes the consumption of mineral acids and obtaining effluents requiring utilization.
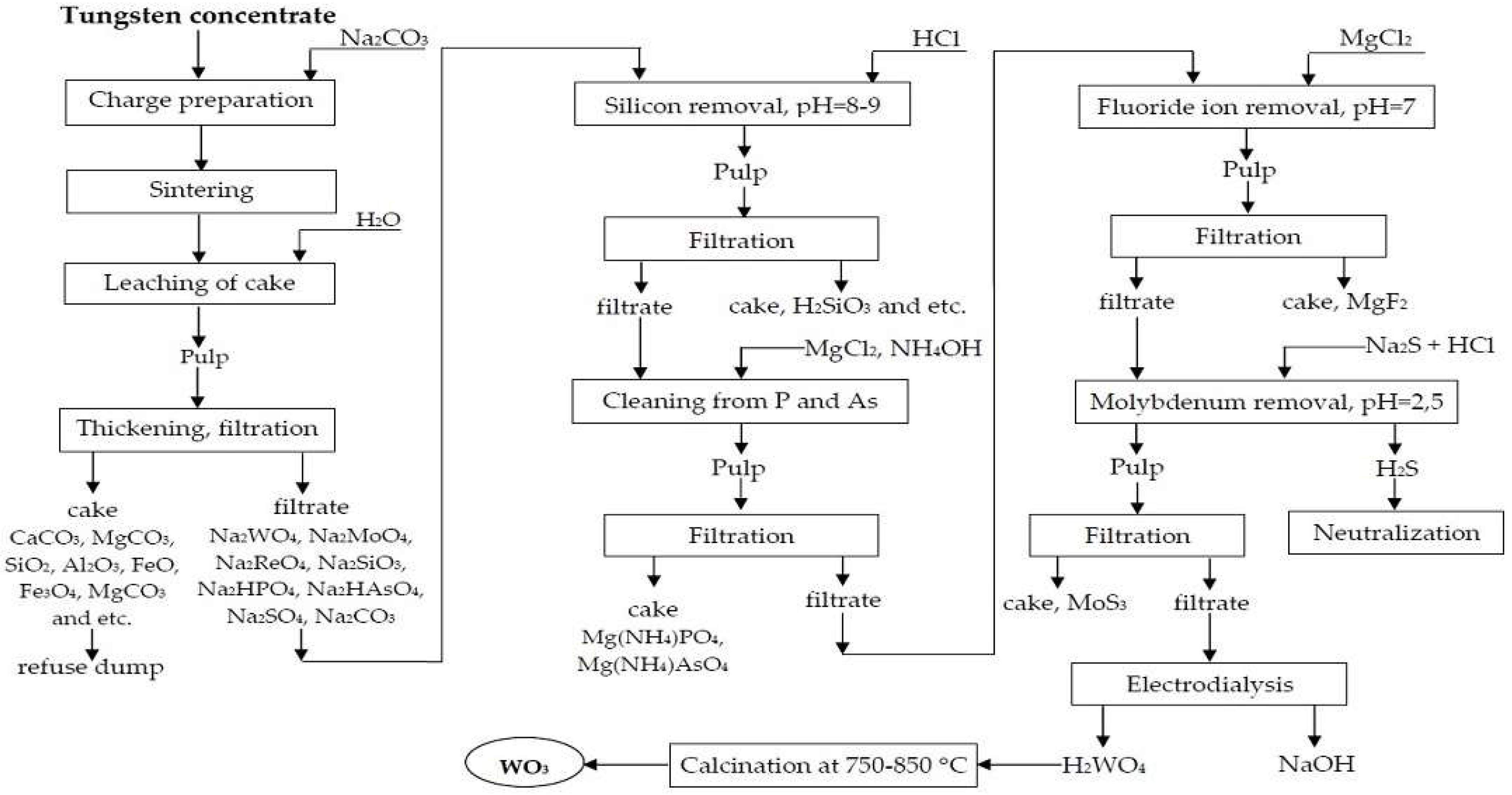
The analysis of the known processing technologies for the wolframite and scheelite raw materials, as well as the conducted studies, allowed us to justify the following diagram to process the Akchatau wolframite ores, as shown in
Figure 9.
The difference of the technology from the known ones [
8,
24] is the wet grinding of the gravity concentrate to 100 microns, the pelletization in a mixture with soda, the roasting of the pellets in a shaft-type reactor, as well as obtaining alkali (NaOH) and tungsten acid in an electrodialyzer. It is possible to regenerate the Na
2CO
3 soda by use of the CO
2 gases of the furnace.
4. Conclusions
A brief review of technologies for processing tungsten concentrates using NaOH and Na2CO3 by the autoclave–soda method and sintering method is given, and the shortcomings of the technologies and apparatus design are noted. A high concentration of excess soda in the leaching solutions (80–120 g/dm3) requires the significant consumption of acids for the neutralization of the solutions during the cleaning from the impurities in the autoclave process, and accordingly, the costs for the disposal of the discharge solutions. The main disadvantage in the sintering–leaching technology is the rapid wear of the furnace lining, and the wear of the body made of alloy steel by the liquid alkali melt in the case of using an unlined drum.
Samples of the ore materials were taken to develop a technology intended to process the wolframite concentrates from the Akchatau deposit, their chemical and mineralogical composition was studied, and beneficiation was performed to produce rich concentrates. Kinetic studies of the sintering process of the tungsten concentrate with soda were performed with a laboratory unit with gas analysis on a Gasochrom-1 chromatograph and MAG-6T gas analyzer. The kinetic dependences of the changes in the composition of the gases and the transformation degree of the tungsten minerals into sodium tungstate were obtained. The rate constants and values of the apparent activation energy were calculated using differential and dynamic methods.
It was established that the sintering process of a mixture of rich wolframite concentrates with soda at 550–800 °C proceeded in diffusion-kinetic and kinetic modes. During pellet firing, the character of the kinetic curves of the sintering changes and the high transformation degree was achieved for a shorter duration of the process, and it was explained by the better contact of the concentrate and soda particles. The dependence of the transformation degree on the duration of the sintering of the wolframite concentrate with the soda from 15% to 90% was satisfactorily described by the kinetic equation of Yerofeyev.
The roasting results of an enlarged sample of the wolframite concentrate with soda in a muffle furnace were presented. A charge containing 6 kg of the concentrate with an average tungsten content of 61.45% (weight) was prepared for sintering. The firing duration was 2 h, and the charge melted at the end of the firing formed a liquid–fluid melt. The melt formation was also observed at 700–710 °C, and it was explained by the high content of WO3 in the concentrate and the low melting point of Na2WO4.
The obtained liquor was subject to aqueous leaching and purification from impurities. The recovery of the tungsten in the solution was 98–99%, and the solutions contained 150–250 g/dm3 WO3 during the aqueous leaching of the sintered mass. A search of studies of the purification of the sodium tungstate solutions from the impurities, excluding the neutralization operations of the solutions due to the application of electrodialysis with the MK-40 cation-exchange membrane, were performed. A platinum anode and a nickel cathode were used in the laboratory unit. It was established that the purification of the sodium tungstate solutions by known reagents, in combination with electrodialysis, excludes the consumption of mineral acids and the formation of effluents requiring utilization.
The processing flow diagram for the wolframite ores, including the wet grinding of the concentrate to the size of 100 microns, the pelletization of the concentrate with soda, the drying and roasting of the charge in a shaft-type reactor, the aqueous leaching of the sodium tungstate, the purification of the solutions from the impurities according to the standard flow diagram, the regeneration of the alkali NaOH, and the obtainment of a solution of tungstic acid in an electrodialyzer were proposed.
The proposed technology has the following advantages:
- -
A significant reduction in the hardware and process flow diagram;
- -
The elimination of lining corrosion problems in a pit-type reactor;
- -
The elimination of acid consumption during neutralization of solutions through electrodialysis.
In general, the authors of the work do not claim to provide a complete review of the technologies and the completeness of the research on the issues of the sintering of the tungsten concentrates and the subsequent processing of the solutions using electrodialysis. The firing and sintering issues require further research to study the effect of such factors as the pellet size, the air blast consumption, and the degree of the oxygen beneficiation of the blast. It is necessary to study a set of issues related to the design of the units, the membrane types, the energy consumption, and the scalability in the technology of the electrodialysis of the sodium tungstate solutions. Additionally, the thermodynamic modeling of the studied multicomponent systems, as well as the mathematical and simulation modeling of the processes of the technological diagram, are also important.




 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}