
Improving the Energy Efficiency of the Production of Pipes Welded with High-Frequency Induction

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methodology
- The squeeze of the heated edges at the welding point in the process of forming the strips into pipes (parameter 1);
- The distance of the inductor from the horizontal squeeze rolls (parameter 2).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S |
|---|---|---|---|---|
| 0.13 | 0.44 | 0.006 | 0.012 | 0.004 |
| Yield Point Re, MPa | Yield Strength Rm, MPa | Elongation A5, % |
|---|---|---|
| 314 | 423 | 34.1 |
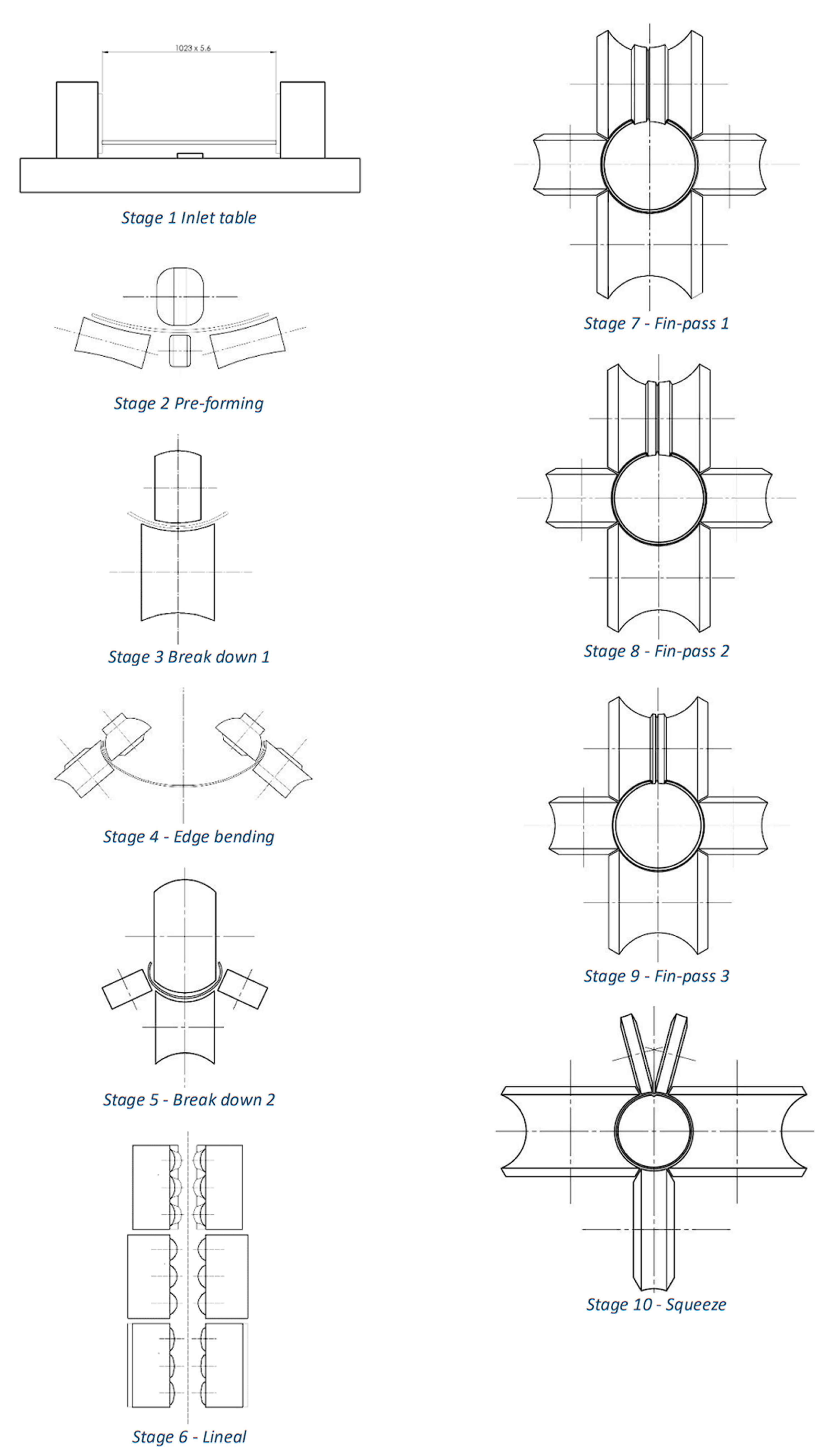
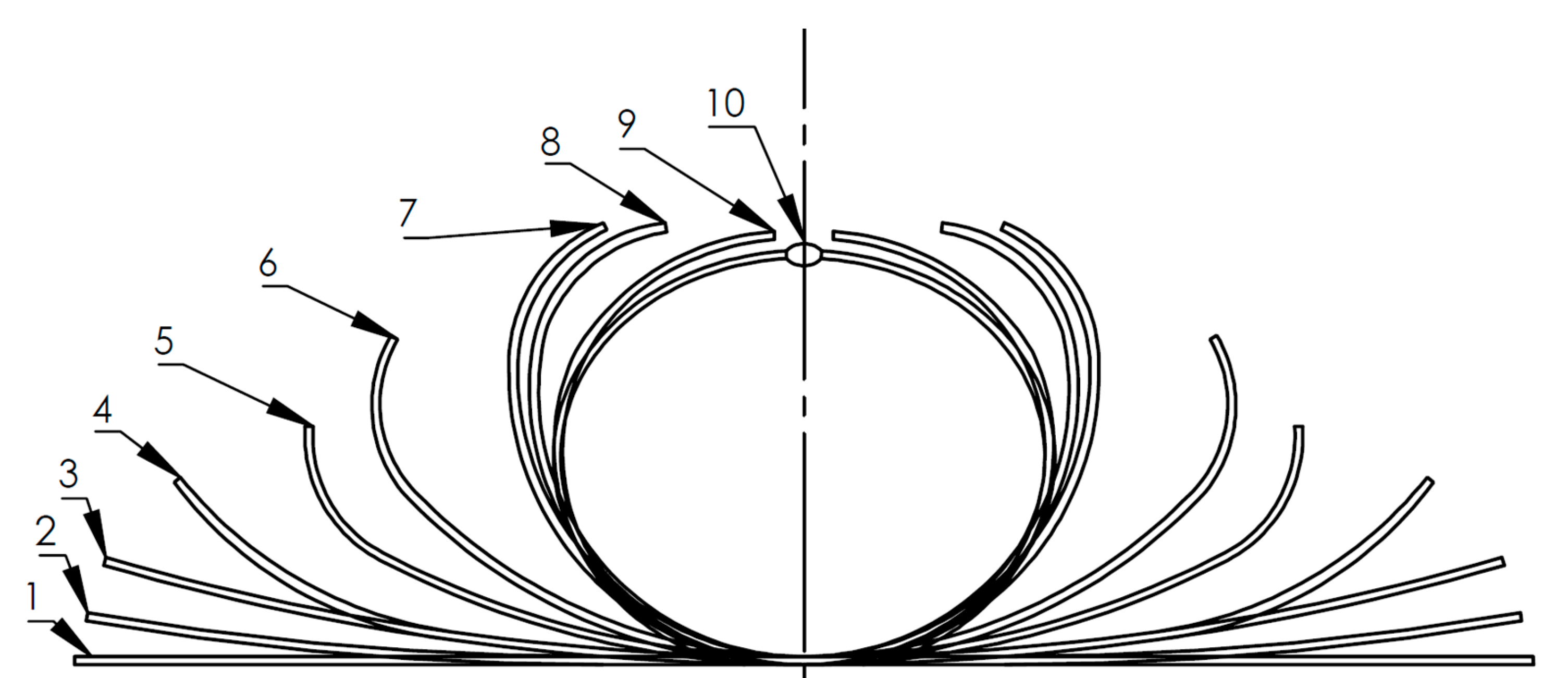
2.1. Shaping the Pipe from the Strip
2.1.1. The Force in the Squeeze Stand—Parameter 1
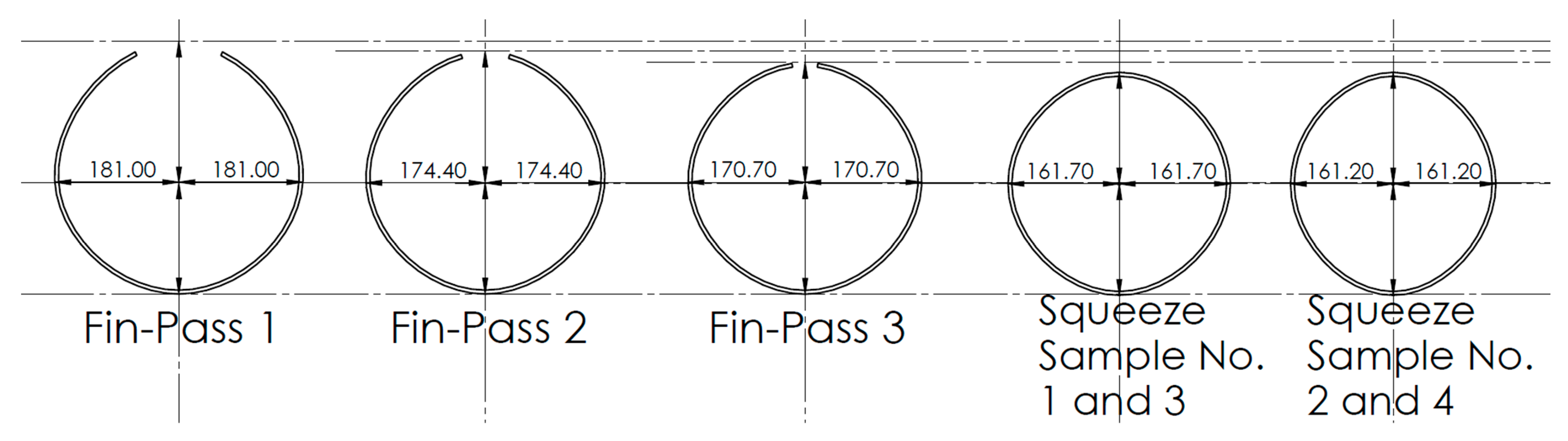
| Sample No | Working Radius [mm] | Roll’s Radius [mm] | Calculated Squeeze [mm] |
|---|---|---|---|
| 1, 3 | 161.7 | 163.55 | 1.85 |
| 2, 4 | 161.2 | 163.55 | 2.35 |
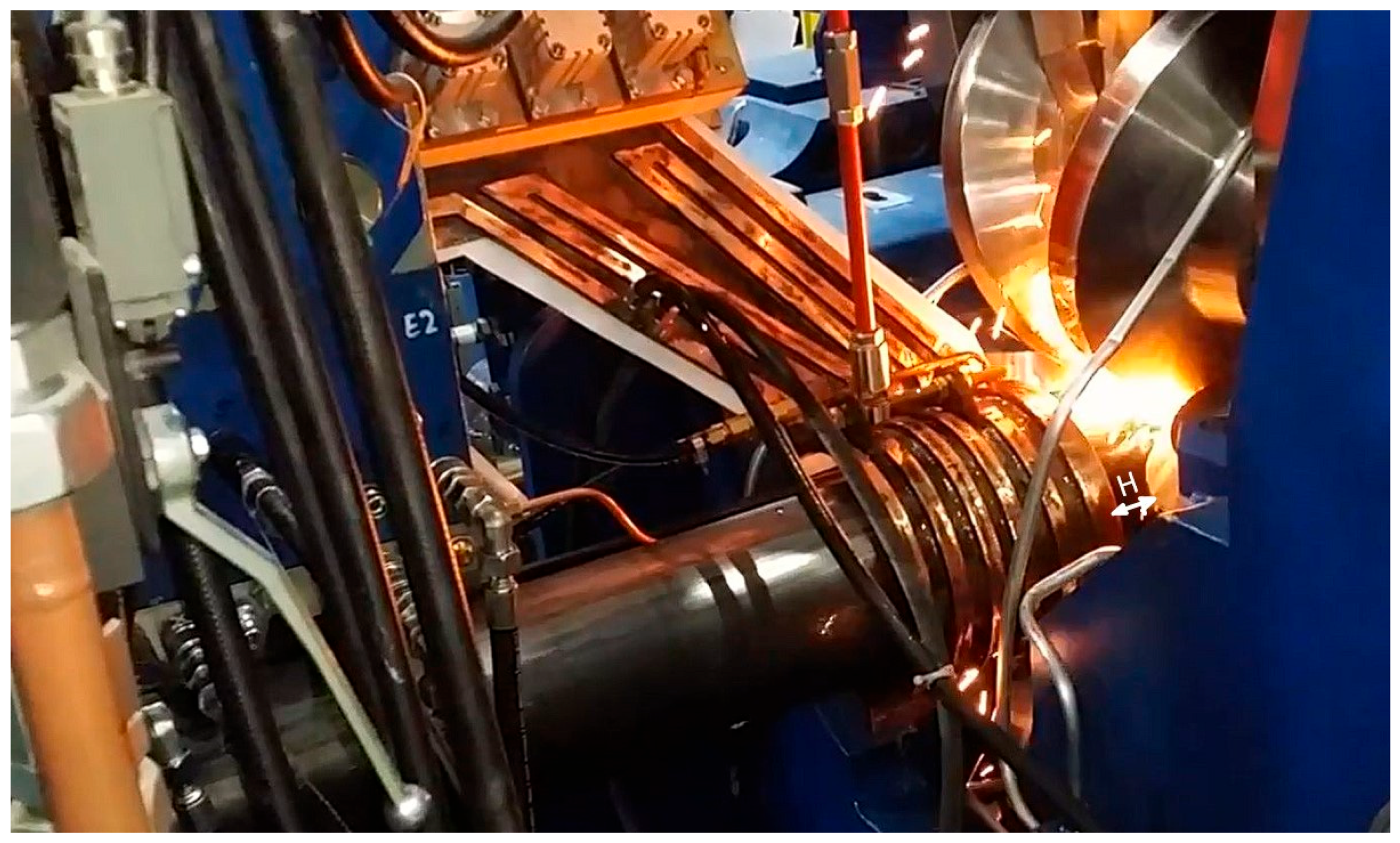
2.1.2. Inductor Position Setting—Parameter 2
2.1.3. Correlation of the Inductor Position and the Squeeze with Energy Parameters
| Sample No. | P [kW] | TWP [°C] | V [m/min] | H [mm] | Squeeze [mm] |
|---|---|---|---|---|---|
| 1 | 422 | 1241 | 24.0 | 20 | 1.85 |
| 2 | 422 | 1295 | 24.0 | 20 | 2.35 |
| 3 | 427 | 1240 | 24.0 | 50 | 1.85 |
| 4 | 427 | 1296 | 24.0 | 50 | 2.35 |
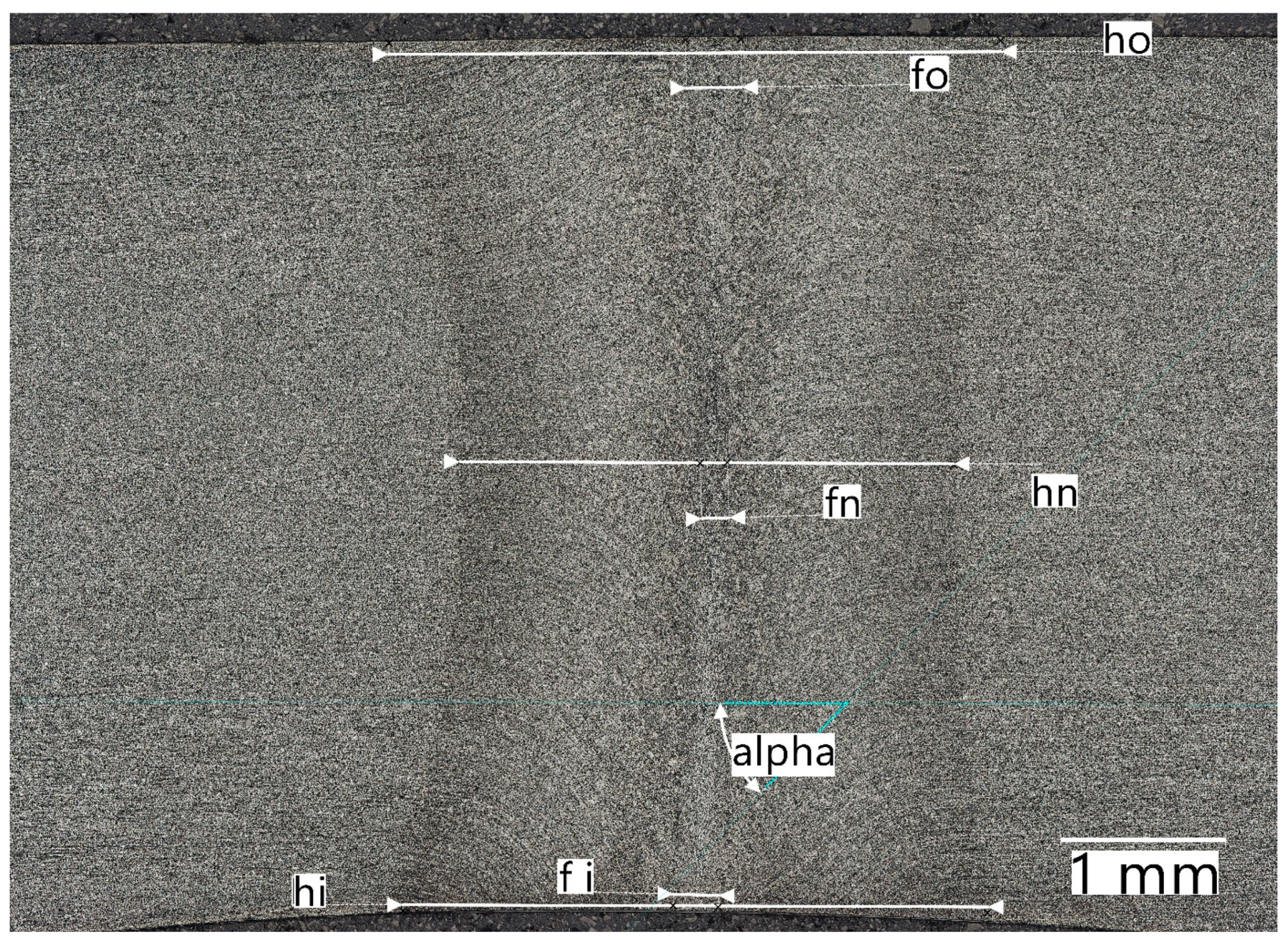
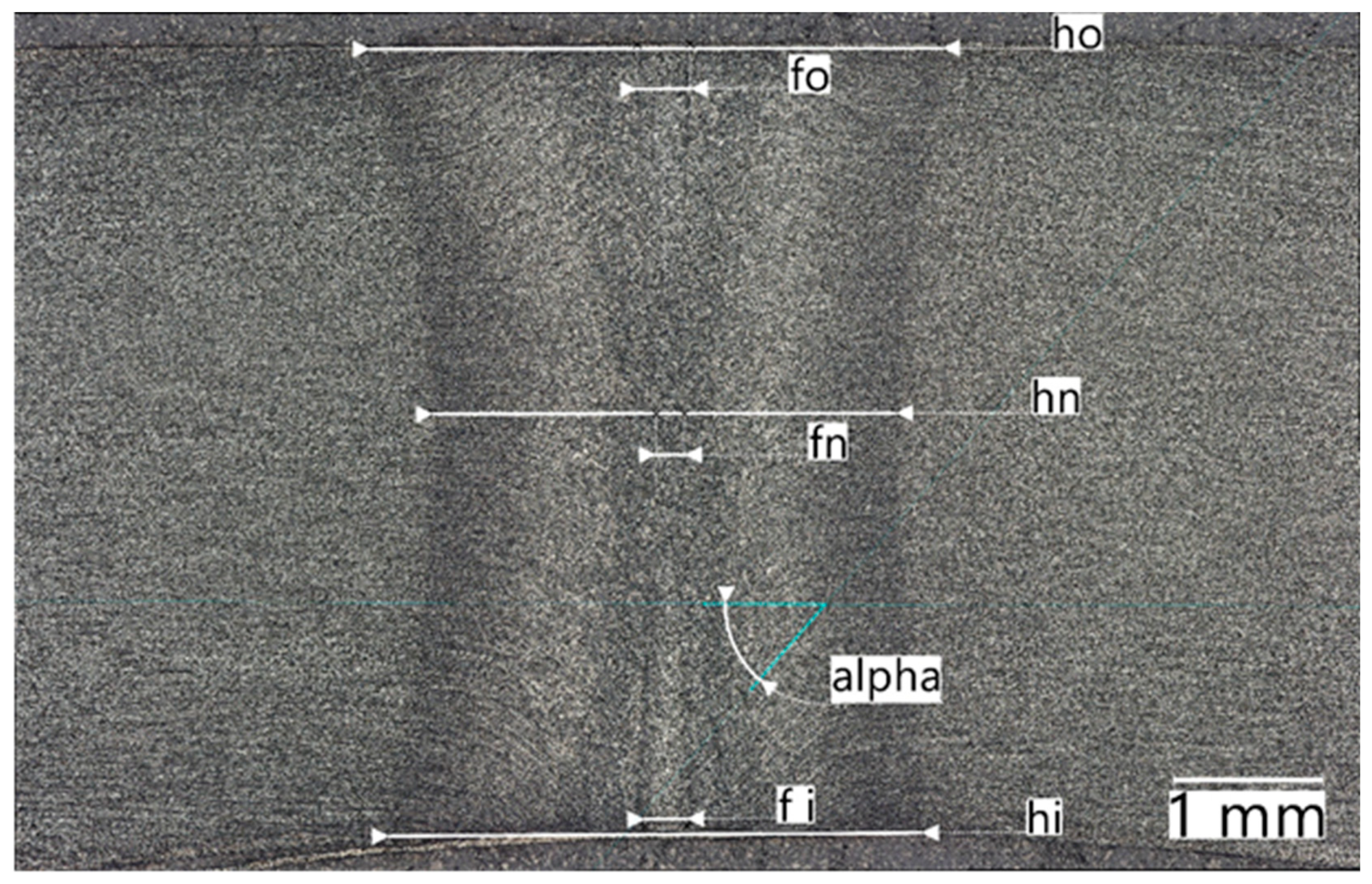
2.2. Metallographic Testing Methodology
- Ferritic line width: fn, fo, fi [mm];
- Heat-affected zone width: hn, ho, hi [mm];
- Flow line bend angle [°].
3. Analysis of the Test Results
3.1. Effect of the Squeeze on Electric Power Consumption
| Squeeze [mm] | T [°C] | P [kW] | Temperature Rise after Squeeze ΔT [°C] |
|---|---|---|---|
| 1.85 | 1241 | 422 | 54 |
| 2.35 | 1295 | 422 |
3.2. Metallographic Test Results
4. Summary
5. Conclusions
- (1)
- The application of increased squeeze by the horizontal rolls of the squeeze stand produced an increase in the temperature at the welding point, thus reducing the required HFI power by 4.3%.
- (2)
- The maximum proximity of the inductor, depending on the design limitations of the squeeze stand, reduced the electrical energy input necessary to weld the HFI pipe by 1.2%.
- (3)
- The microstructure of the joints in all four samples was symmetrical and featured high metallurgical purity, which confirms that the settings used in the HFI heating system were correct.
- (4)
- The sizes of the joint zones were correlated with the power applied, the squeeze, and the distance of the inductor from the welding point:
- The increased squeeze increased the flow line bend angle, resulting in better squeezing of impurities from the welding point;
- Bringing the inductor closer to the welding point caused a minimal increase in the size of the heat-affected zone of the joint, including the width of the ferritic line. However, this did not adversely affect the inner quality of the joint.
- (5)
- The optimization of the squeeze force and the inductor position led to a reduction in the electric power consumption of approximately 5.5%.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cunat, P.-J. The Welding of Stainless Steels. In Materials and Applications Series, 3rd ed.; Euro Inox: Brussels, Belgium, 2007; Volume 3. [Google Scholar]
- Udhayakumar, T.; Mani, E. Effect of HF Welding Process Parameters and Post Heat Treatment in the Development of Micro Alloyed HSLA Steel Tubes for Torsional Applications. J. Mater. Sci. Eng. 2017, 6, 2. [Google Scholar] [CrossRef]
- Hannachi, M.T.; Djebail, H. Optimization of parameters of welding steel tubes by induction at high frequency. In Proceedings of the Conference “Metal 2013”, Brno, Czech Republic, 15–17 May 2013. [Google Scholar]
- Güngör, O.E.; Yan, P.; Thibaux, P.; Liebeherr, M.; Bhadeshia, H.K.D.H.; Quidort, D. Investigations into the Microstructure-Toughness Relation in High-Frequency Induction-Welded Pipes. In Proceedings of the 8th International Pipeline Conference, Calgary, AB, Canada, 27 September–1 October 2010. [Google Scholar]
- Sayed, A.M.; Alanazi, H. Performance of steel metal prepared using different welding cooling methods. Case Stud. Constr. Mater. 2022, 16, e00953. [Google Scholar] [CrossRef]
- Golański, G.; Garstka, T. Microstructure and analysis of Barkhausen noise in the area of the 7CrMoVTiB10-10 (T24) steel welded joint. Energetyka 2013, 2, 144–149. [Google Scholar]
- Wright, J. Optimizing Efficiency in HF Tube Welding Processes. In Tube & Pipe Technology; INTRAS Ltd.: Nottinghamshire, UK, 1999. [Google Scholar]
- Muyskens, S.M.; Eddir, T.I.; Goldstein, R.C. Improving Inductive Welding System Performance with Soft Magnetic Composites. In Proceedings of the 30th ASM Heat Treating Society Conference, Detroit, MI, USA, 15–17 October 2019. [Google Scholar]
- Milicevic, M.; Radakovic, Z. Quality Improvement of Steel Pipes Produced by Seam Welding with New Magneto-Dielectric Impeder. Mater. Trans. 2006, 47, 1464–1468. [Google Scholar] [CrossRef]
- Iatcheva, I.; Gigov, G.; Kunov, G.; Stancheva, R. Analysis of induction heating system for high frequency welding. Facta Univ.-Ser. Electron. Energ. 2012, 25, 183–191. [Google Scholar] [CrossRef]
- Kim, C.-M.; Kim, J.-K. The Effect of Heat Input on the Defect Phases in High Frequency Electric Resistance Welding. Met. Mater. Int. 2009, 15, 141–148. [Google Scholar] [CrossRef]
- Varbai, B.; Adonyi, Y.; Kristály, F.; Nagy, E.; Mertinger, V. Bondline Characterization in High Frequency Welding of Steels. 2020. Available online: https://www.researchgate.net/profile/Yoni-Adonyi/publication/347489540_Bondline_Characterization_in_High_Frequency_Welding_of_Steels/links/5fddeb5145851553a0cefeb6/Bondline-Characterization-in-High-Frequency-Welding-of-Steels.pdf (accessed on 15 June 2023).
- Alam, S.; Hassan, S.F. Heat-input factor effect on the quality of high-frequency induction welded pipe for oil and gas industry. Manuf. Lett. 2023, 36, 76–79. [Google Scholar] [CrossRef]
- Gao, K.; Dai, X.; Gong, J.; Ye, K.; Gu, H.; Li, K. Effect of inductor position on thermal characteristics during induction lap welding process for Fe/Al dissimilar metal. Int. J. Therm. Sci. 2023, 192, 108466. [Google Scholar] [CrossRef]
- Stępień, J.; Techmański, Z.; Stępień, M.; Mikno, Z. Analysis of Selected Properties of Welded Steel Pipes Manufactured in the Induction Welding Technology; No 5; Bulletin of the Welding Institute: Gliwice, Poland, 2021. [Google Scholar]
- Cvetkovski, S.; Brkovski, D. Optimising technology for production of high frequency welded pipes made of X60 steel. In XIII International Congress Machines. Technologies. Materials; Faculty of Technology and Metallurgy—Ss Cyril and Methodius University: Skopje, North Macedonia, 2016. [Google Scholar]
- Xia, Z.; Huang, Y.; Zhong, J.; Guan, K. Cracking failure analysis on a high-frequency electric resistance welding pipe in buried fire water pipeline. Eng. Fail. Anal. 2023, 146, 107072. [Google Scholar] [CrossRef]
- Kroll, M.; Birnbaum, P.; Ebel, W.; Gruner, J. Electro-thermo-mechanical simulation of the longitudinal HFI-welding process of carbon steel tubes, January 2021. In Proceedings of the XIX International UIE Congress on Evolution and New Trends in Electrothermal, Plzeň, Czech Republic, 1–3 September 2021. [Google Scholar]
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2019.
- EN 10217-2; Welded Steel Tubes for Pressure Purposes—Technical Delivery Conditions—Part 2: Electric Welded Non-Alloy and Alloy Steel Tubes with Specified Elevated Temperature Properties. ATTEC International: Düsseldorf, Germany, 2019.
- Ghaffarpour, M.; Akbari, D.; Naeeni, M.; Ghanbari, S. Improvement of the joint quality in the high-frequency induction welding of pipes by edge modification. Weld. World 2019, 63, 1561–1572. [Google Scholar] [CrossRef]
- Tazedakis, A.S.; Voudouris, N.G.; Musslewhite, M. Manufacturing of 25 mm heavy-wall Linepipe using the high frequency induction (HFI) welding technique, a challenge for a pipe manufacturer. In Proceedings of the 8th International Pipeline Conference, IPC2010, Calgary, AB, Canada, 27 September–1 October 2010. [Google Scholar]
- Egger, C.; Kroll, M.; Kern, K.; Steimer, Y.; Schreiner, M.; Tillmann, W. Experimental Investigation of Temperature and Contact Pressure Influence on HFI Welded Joint Properties. Materials 2022, 15, 3615. [Google Scholar] [CrossRef] [PubMed]
- Ravikiran, K.; Li, L.; Lehnhoff, G.; Sharma, N.K.; Kannan, R.; Saini, N.; Choudhury, S.D.; Lyu, Z. Microstructure and crystallographic texture of high frequency electric resistance welded X65 pipeline steel. Mater. Chem. Phys. 2023, 302, 127758. [Google Scholar] [CrossRef]
- Techmański, Z.; Stępień, J.; Garstka, T.; Wieczorek, P.; Nowak, J.; Kobielski, A. The Use of the Linear Energy Calculation Model in High-Frequency Induction (HFI) Tube Welding Technology to Obtain Optimal Microstructure and Weld Geometry. Metals 2023, 13, 1381. [Google Scholar] [CrossRef]
- Karani, A.; Koley, S.; Shome, M. Failure of electric resistance welded API pipes—Effect of centre line segregation. Eng. Fail. Anal. 2019, 96, 289–297. [Google Scholar] [CrossRef]
- Kannan, R.; Li, L.; Guo, L.; Anderson, N.; Rashid, M.; Collins, L.; Arafin, M. Bond Formation Mechanism for Resistance Welding of X70 Pipeline Steel. Weld. J. 2020, 99, 209s–223s. [Google Scholar] [CrossRef]
- Yu, H.; Wu, K.; Dong, B.; Liu, J.; Liu, Z.; Xiao, D.; Jin, X.; Liu, H.; Tai, M. Effect of Heat-Input on Microstructure and Toughness of CGHAZ in a High-Nb-Content Microalloyed HSLA Steel. Materials 2022, 15, 3588. [Google Scholar] [CrossRef] [PubMed]






| k [°C/kW] | Temperature Increment, ΔT [°C] | Unit Reduction in P, ΔP [kW] | Welding Power at Increased Squeeze, P [kW] | Power Reduction, δP [%] |
|---|---|---|---|---|
| 3 | 54 | 18 | 404 | 4.3 |
| H [mm] | P [kW] | Difference in Power, ΔP [kW] | Reduction in Power δP [%] |
|---|---|---|---|
| 20 | 422 | 5 | 1.2 |
| 50 | 427 |
| Sample No. | ho [mm] | hi [mm] | hn [mm] | fo [mm] | fi [mm] | fn [mm] | A [°] |
|---|---|---|---|---|---|---|---|
| 1 | 4.0 | 3.9 | 3.2 | 0.3 | 0.3 | 0.2 | 49 |
| 2 | 4.1 | 4.0 | 3.2 | 0.3 | 0.3 | 0.2 | 50 |
| 3 | 3.7 | 3.8 | 3.0 | 0.2 | 0.2 | 0.1 | 48 |
| 4 | 3.6 | 3.6 | 3.1 | 0.2 | 0.2 | 0.1 | 50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Techmański, Z.; Stępień, J.; Garstka, T.; Wieczorek, P.; Golański, G.; Supernak, J. Improving the Energy Efficiency of the Production of Pipes Welded with High-Frequency Induction. Processes 2023, 11, 2798. https://doi.org/10.3390/pr11092798
Techmański Z, Stępień J, Garstka T, Wieczorek P, Golański G, Supernak J. Improving the Energy Efficiency of the Production of Pipes Welded with High-Frequency Induction. Processes. 2023; 11(9):2798. https://doi.org/10.3390/pr11092798
Chicago/Turabian StyleTechmański, Zbigniew, Jacek Stępień, Tomasz Garstka, Paweł Wieczorek, Grzegorz Golański, and Jan Supernak. 2023. "Improving the Energy Efficiency of the Production of Pipes Welded with High-Frequency Induction" Processes 11, no. 9: 2798. https://doi.org/10.3390/pr11092798
APA StyleTechmański, Z., Stępień, J., Garstka, T., Wieczorek, P., Golański, G., & Supernak, J. (2023). Improving the Energy Efficiency of the Production of Pipes Welded with High-Frequency Induction. Processes, 11(9), 2798. https://doi.org/10.3390/pr11092798