

Enhanced Performance of Micro Deep Drawing through the Application of TiO2 Nanolubricant and Graphene Lubricants on SUS 301 Stainless Steel Foil

 ,
, 


 and
and 
Abstract
:1. Introduction
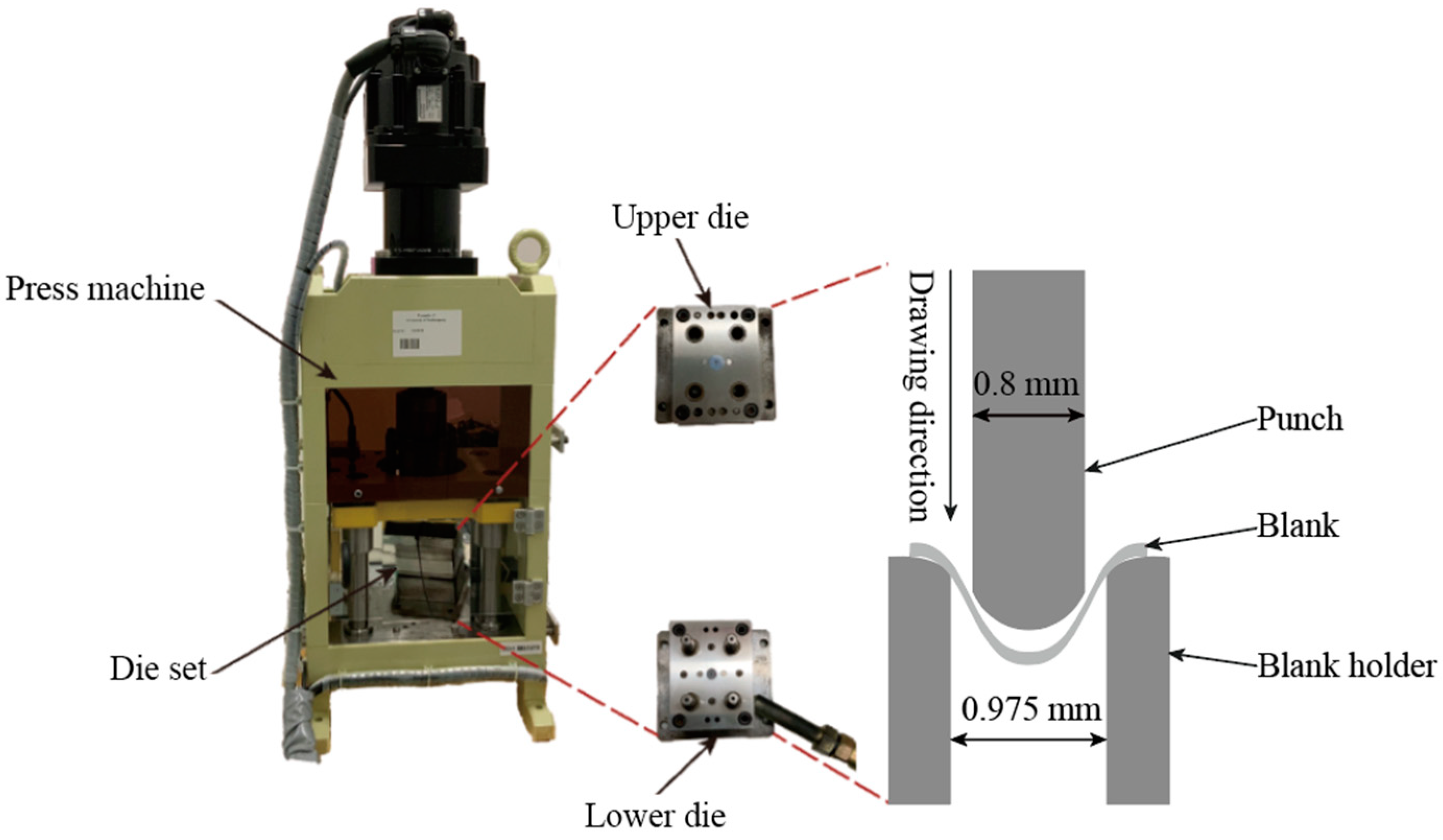
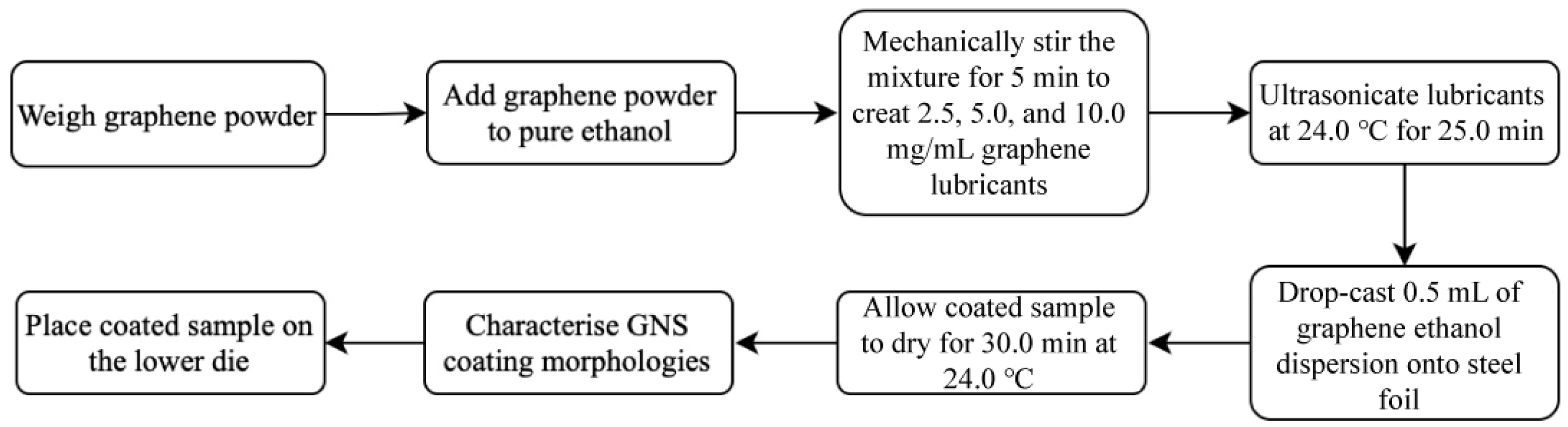
2. Materials and Methods
3. Results and Discussion
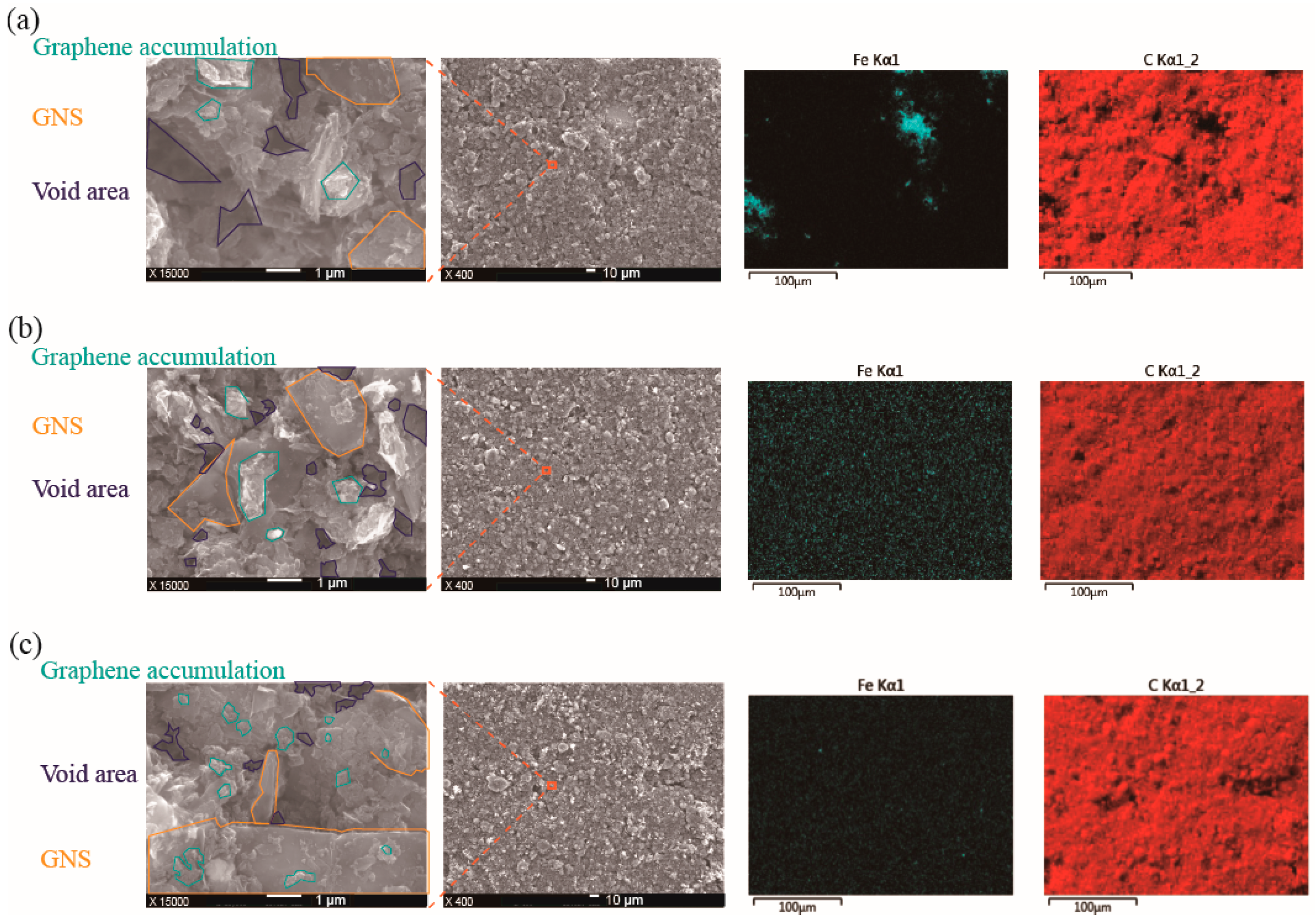
3.1. Characterisation of TiO2 Nanolubricant and Graphene Lubricants
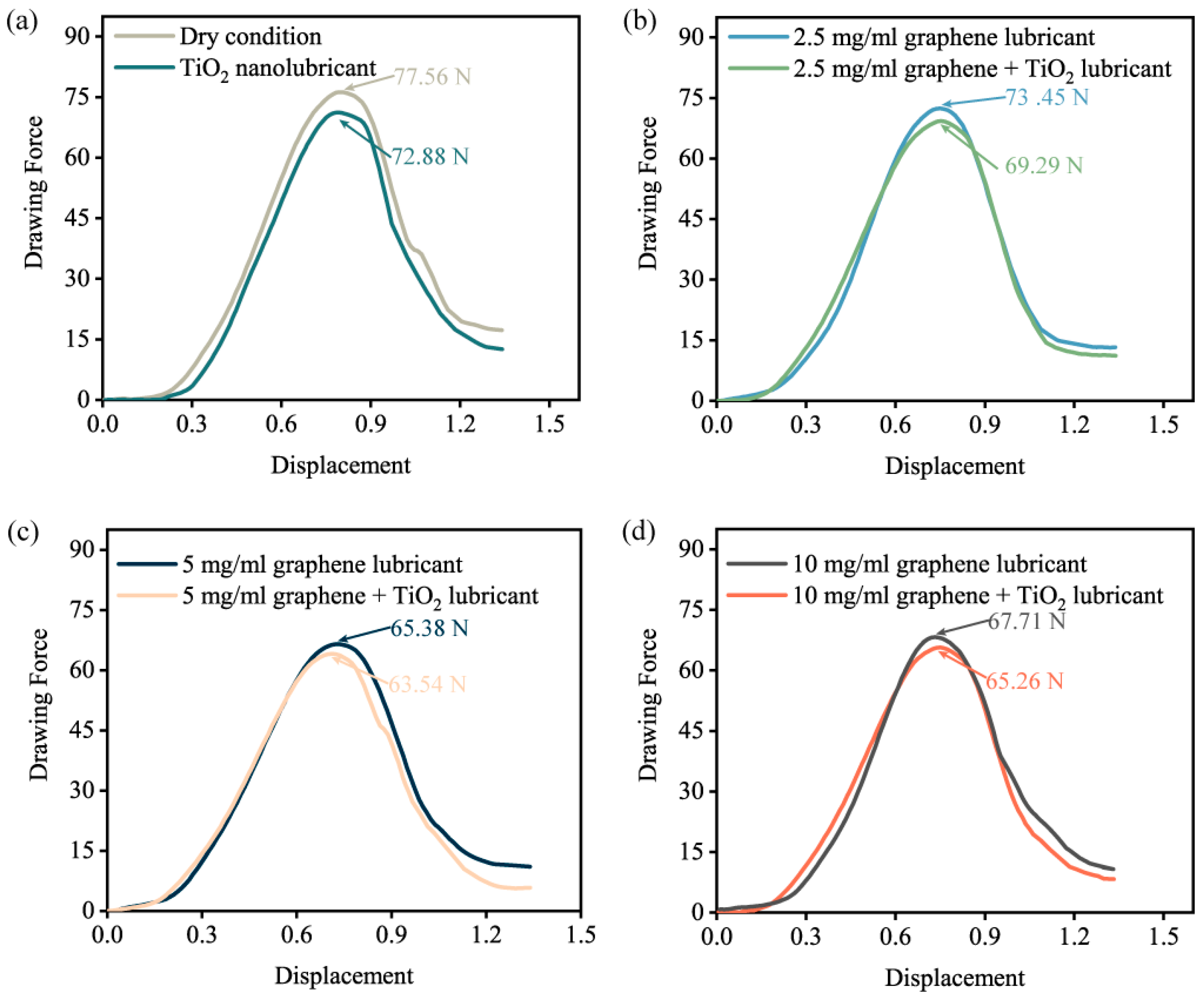
3.2. Drawing Force
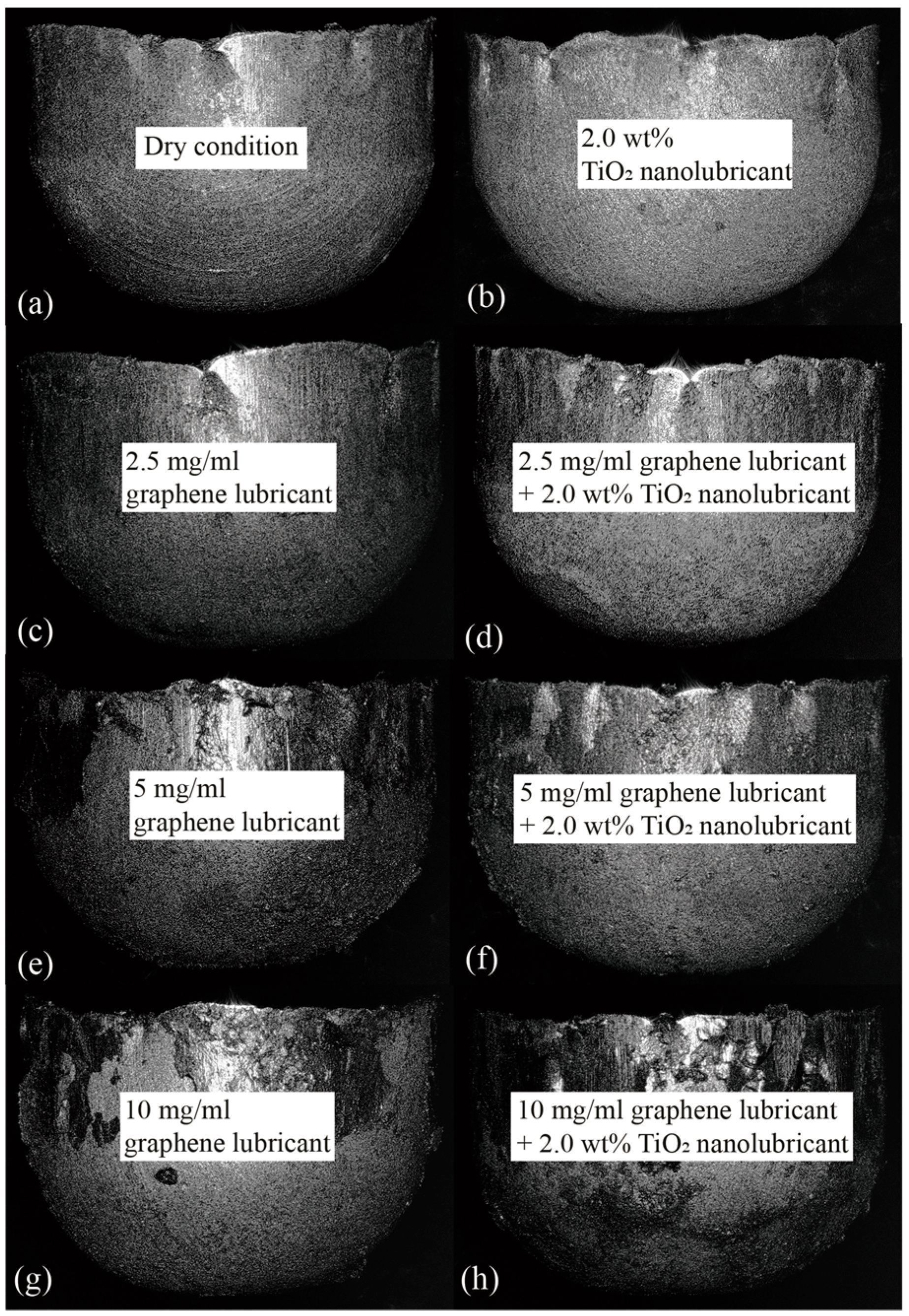
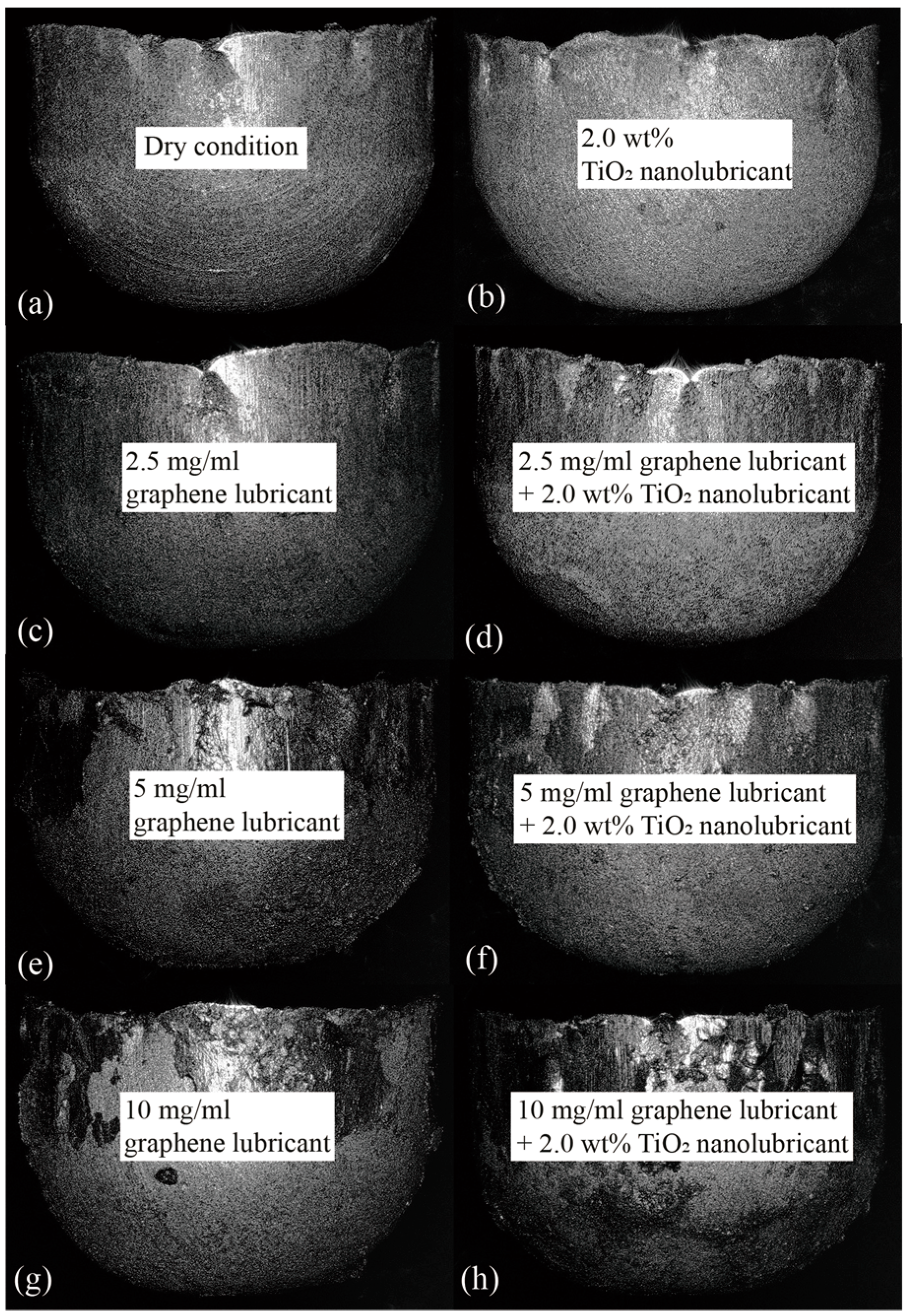
3.3. Effect of Lubricants on Profile of Microcups
4. Conclusions
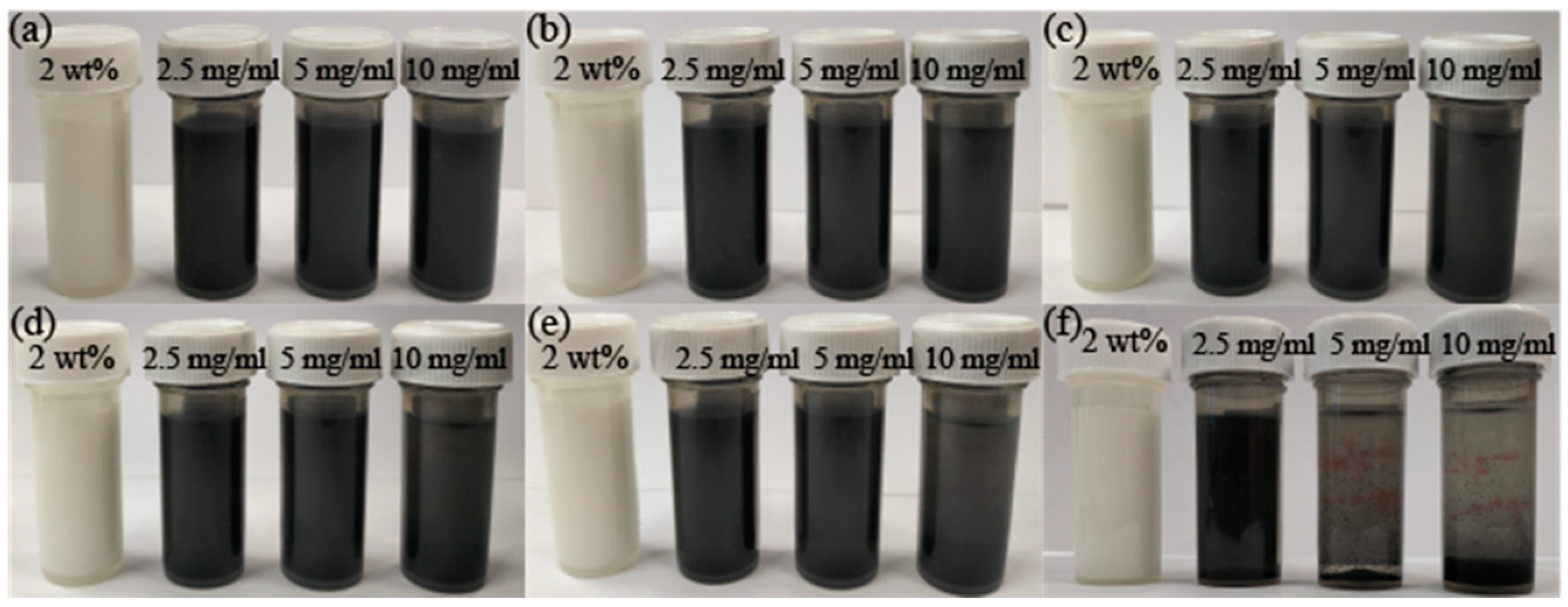
- The TiO2 nanolubricant shows extraordinary stability and dispersion within a glycerol-based environment, conserving its constitution even over extended durations. In contrast, the graphene lubricants showed sedimentation tendencies as concentration increased, which necessitates meticulous regulation of lubricant formulation and administration. After 40.0 h, both the 5.0 mg/mL and 10.0 mg/mL graphene lubricants fully sedimented, while the 2.5 mg/mL lubricant showed minimal precipitation.
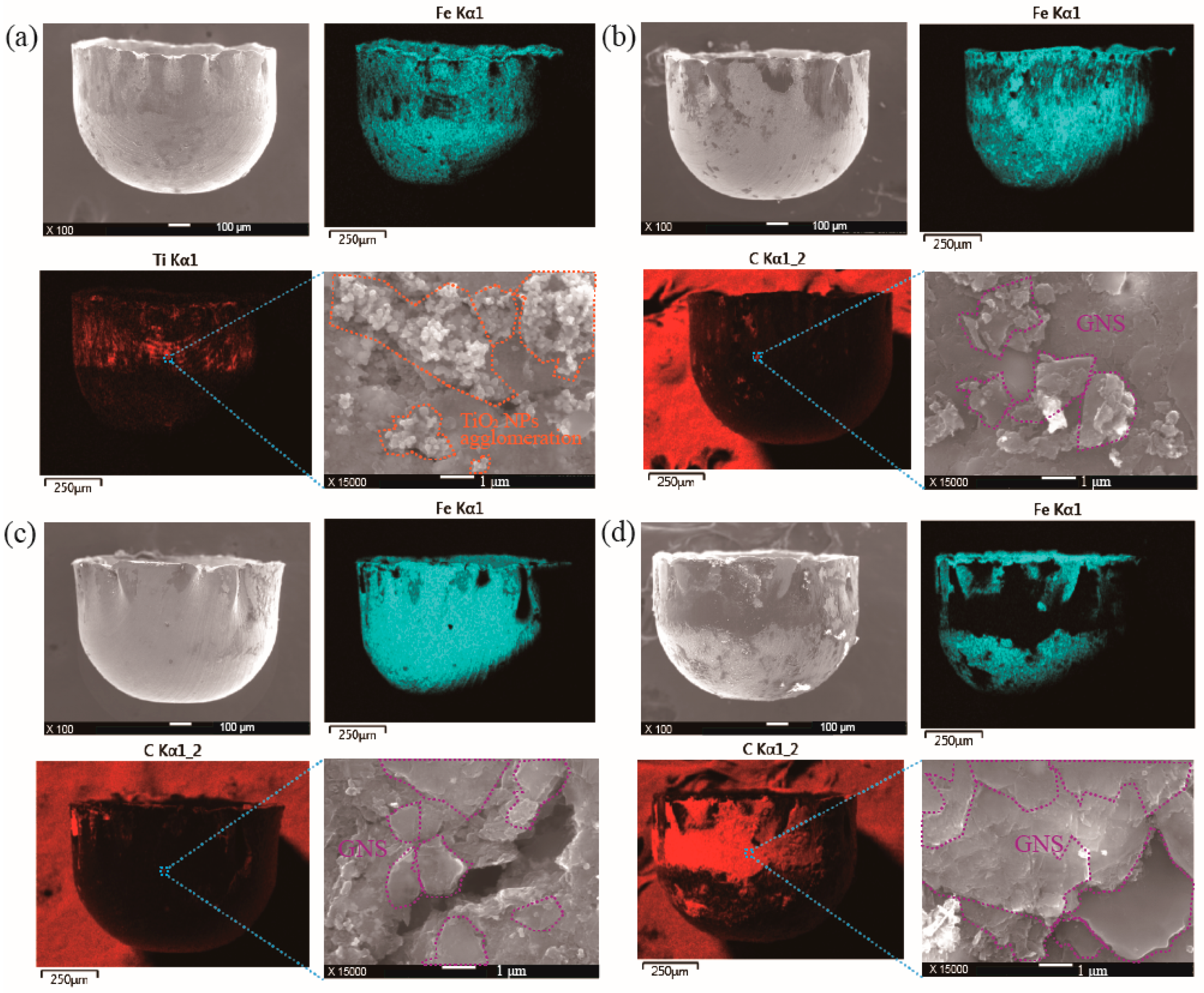
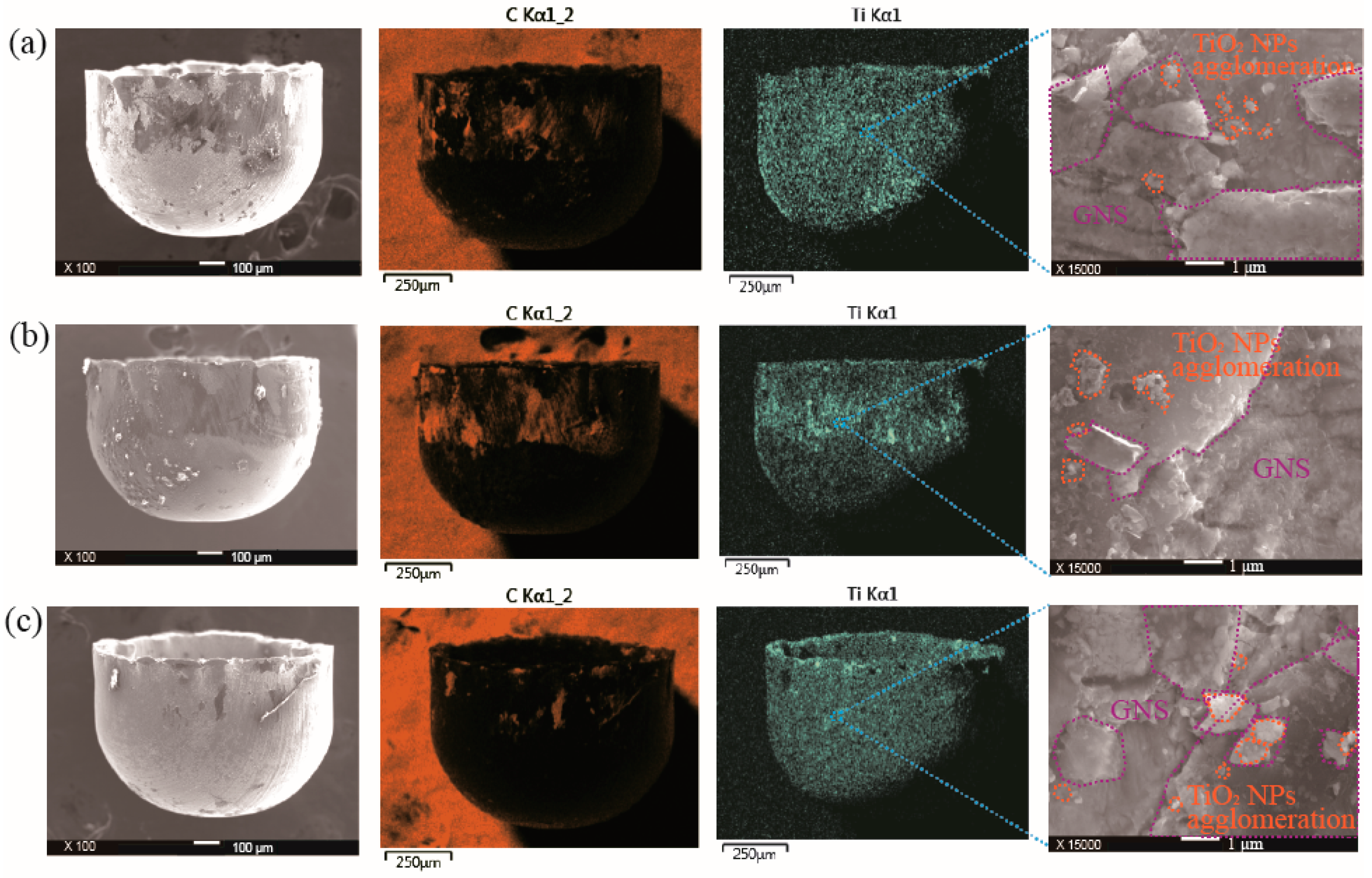
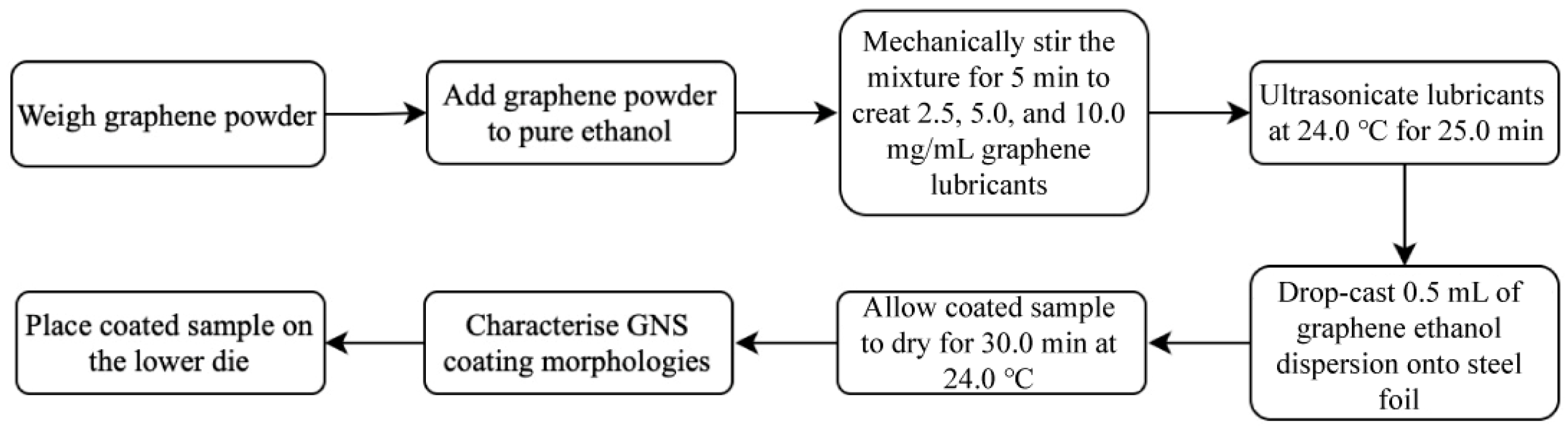
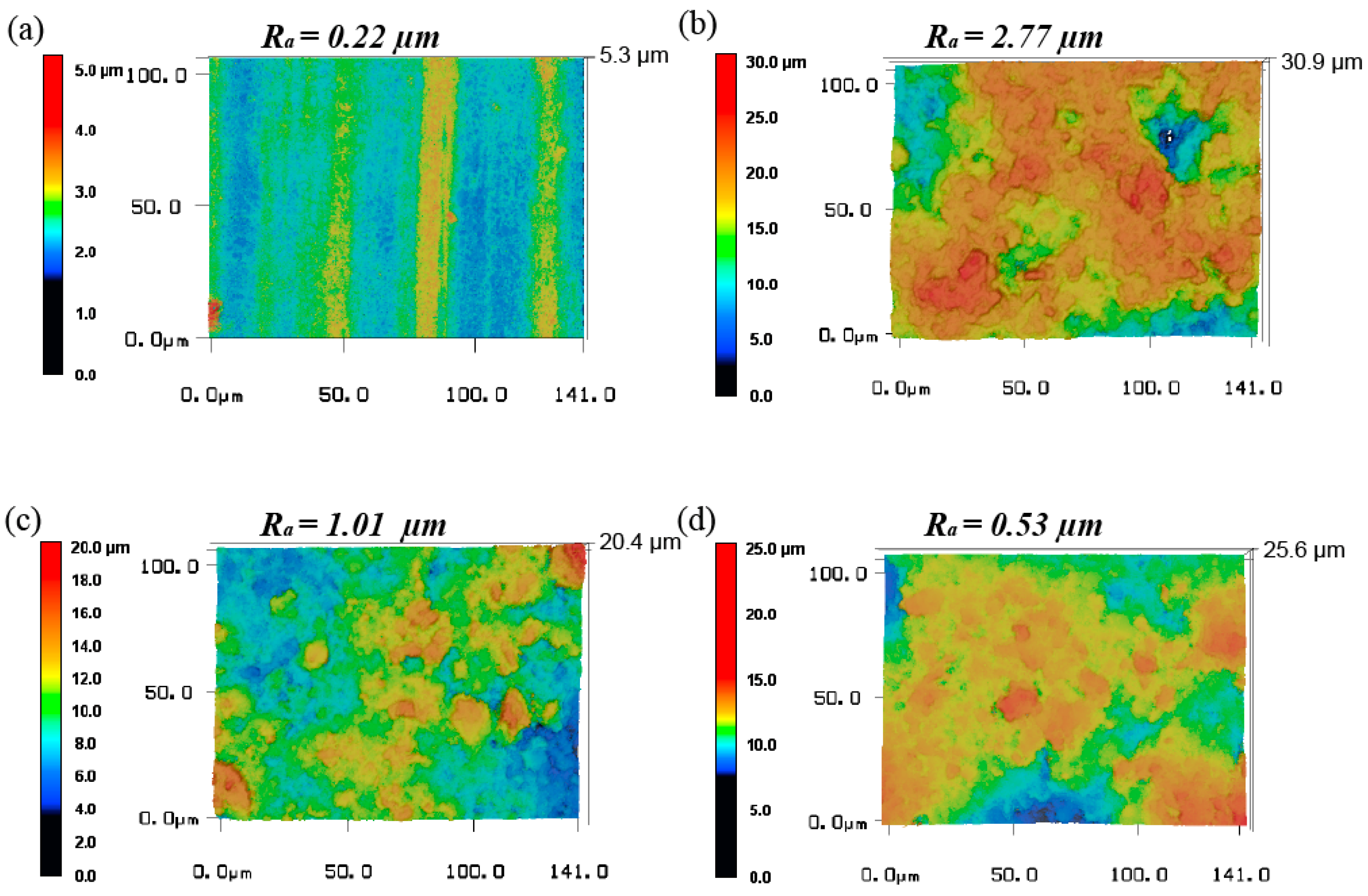
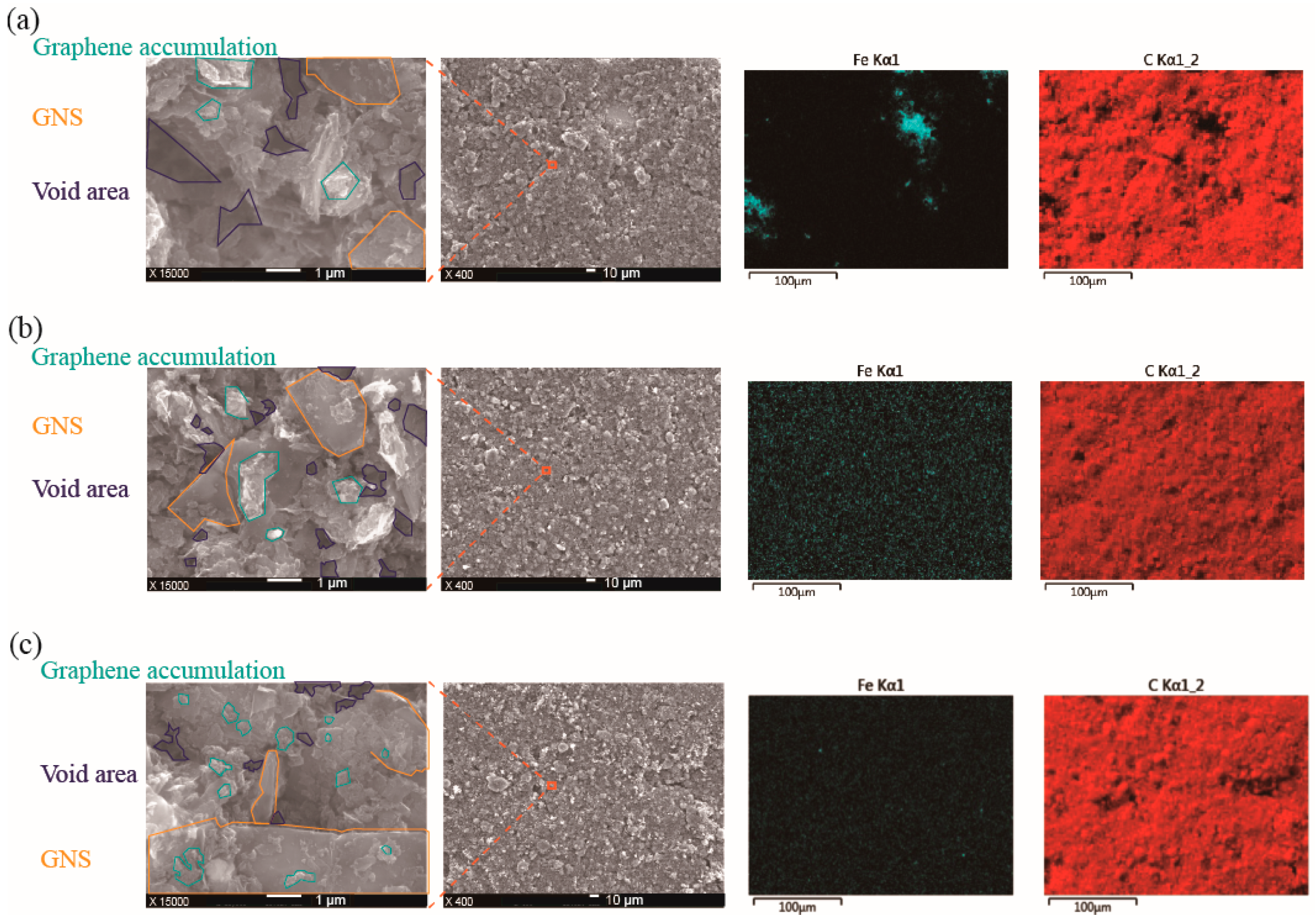
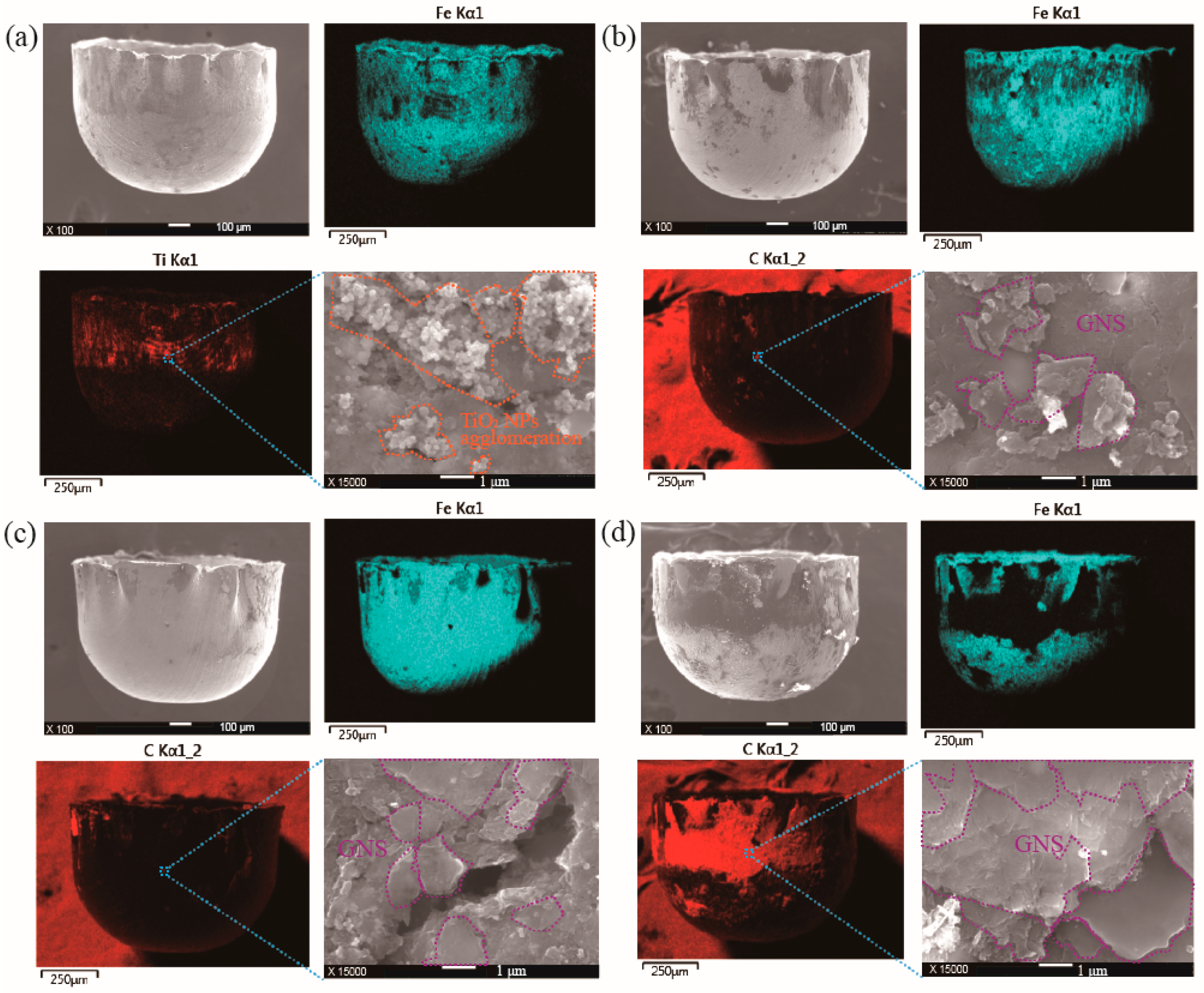
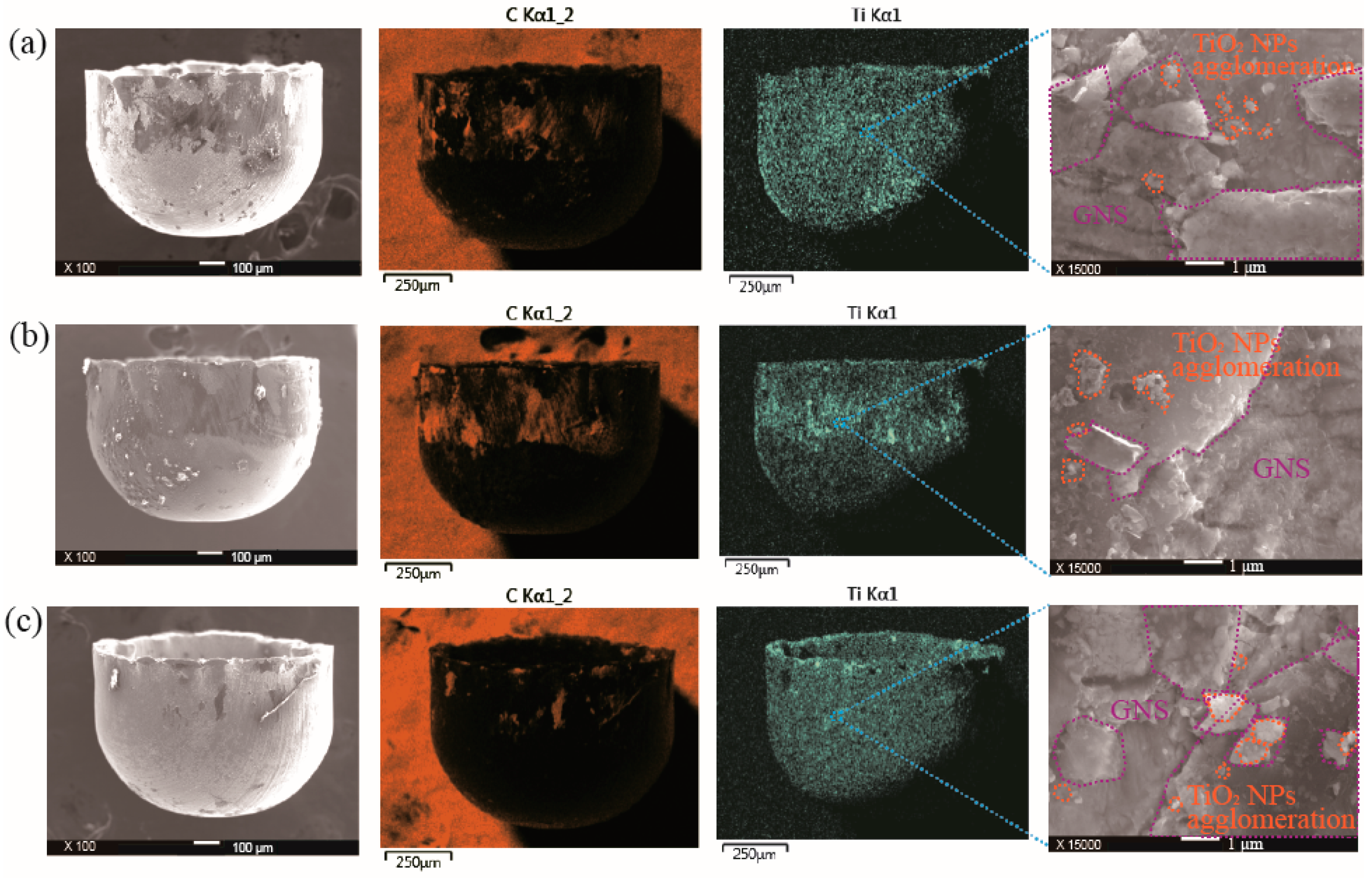
- When coating the GNS with escalated graphene concentrations, surface topography becomes superior. The Ra decreases from 2.77 μm to 0.53 μm with an increase in graphene lubricant concentration from 2.5 mg/mL to 10 mg/mL. This behavior is primarily driven by the advanced uniformity of the graphene coating and the buildup of graphene powder on the surface, thereby decreasing surface irregularities and promoting smoothness.
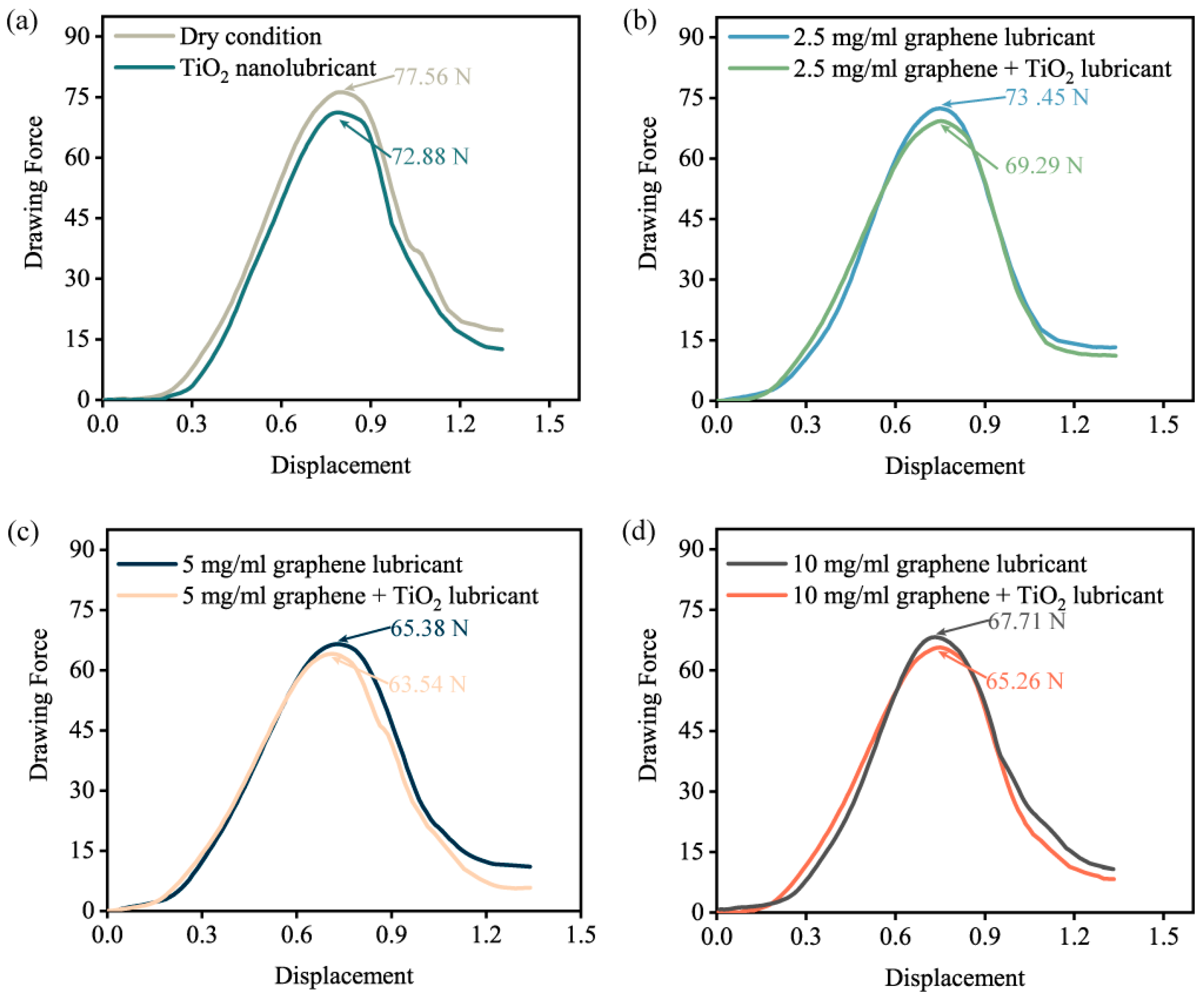
- Employing peak drawing force as a surrogate indicator for lubricant efficiency revealed that a diminished force signifies reduced friction and enhanced lubricant performance. Remarkably, a substantial decrement in drawing force was recorded when utilising a 5.0 mg/mL graphene lubricant and TiO2 nanolubricants concurrently, signifying the synergistic efficacy of this combination over standalone lubricants. Under dry condition, the peak drawing force measured 77.56 N. However, with the combined application of TiO2 nanolubricant and 5 mg/mL graphene lubricant, this force reduced to 63.54 N.
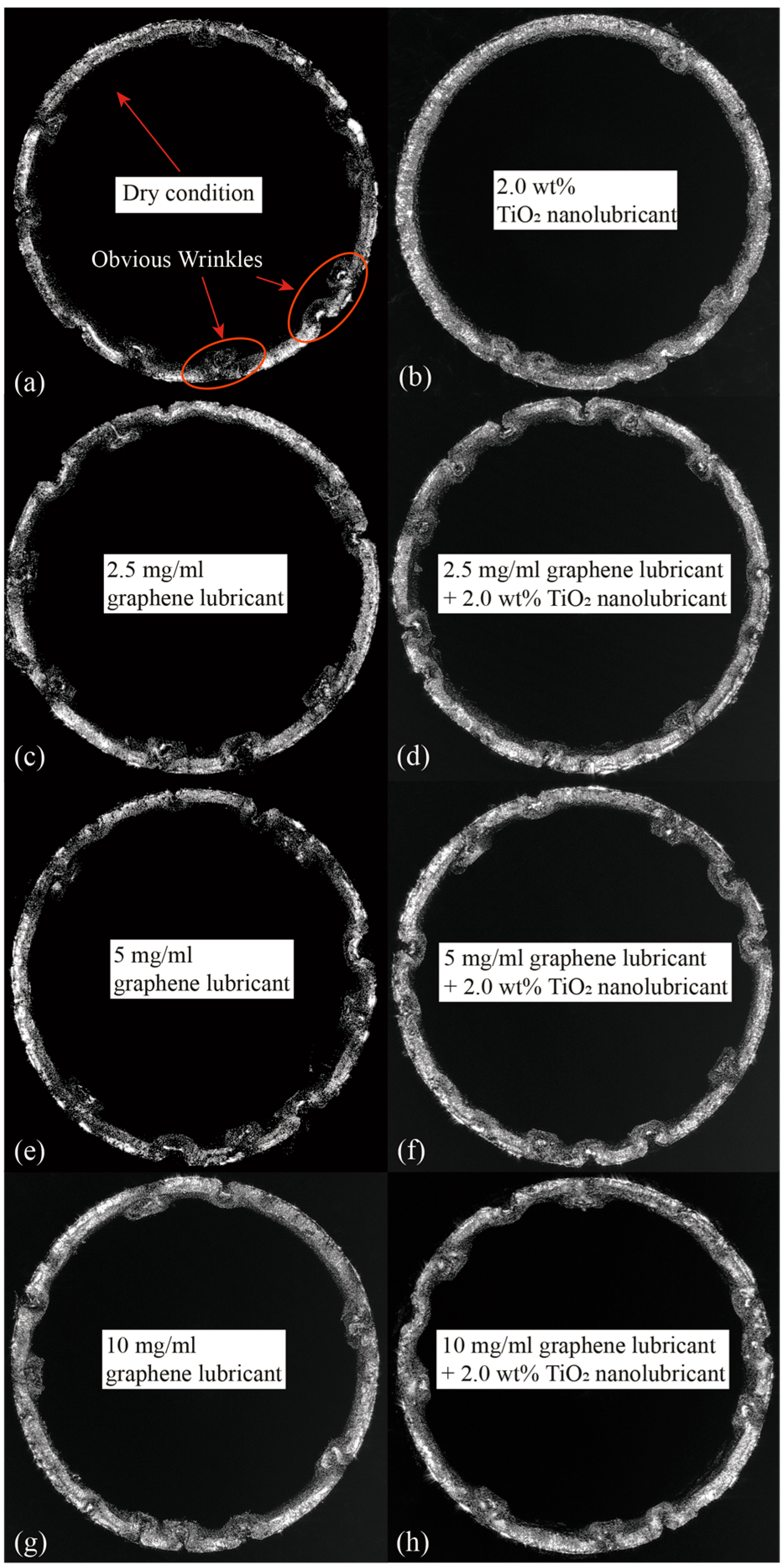
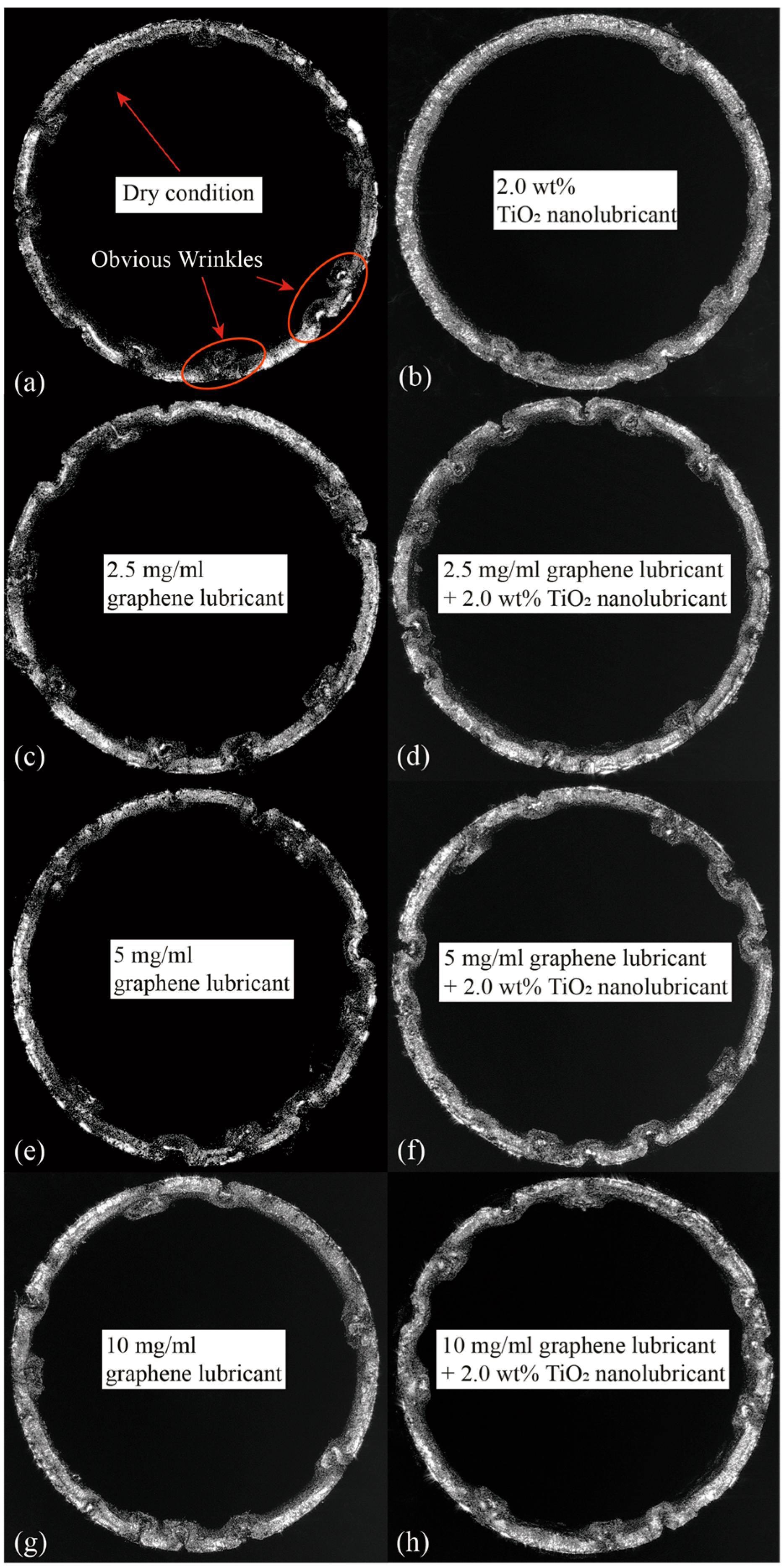
- The application of 2.0 wt% TiO2 nanolubricant was notably successful in reducing wrinkling. Analysis of the vertical dimensions of the generated microcups indicated marked improvement in height uniformity when using graphene lubricant at concentrations of 5.0 mg/mL, especially when paired with TiO2 nanolubricant.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jia, F.; Zhao, J.; Luo, L.; Xie, H.; Jiang, Z. Experimental and numerical study on micro deep drawing with aluminium-copper composite material. Procedia Eng. 2017, 207, 1051–1056. [Google Scholar] [CrossRef]
- Jiang, Z.; Zhao, J.; Xie, H. Microforming Technology: Theory, Simulation and Practice; Academic Press: Cambridge, MA, USA, 2017. [Google Scholar]
- Raja, C.P.; Ramesh, T. Influence of size effects and its key issues during microforming and its associated processes—A review. Eng. Sci. Technol. Int. J. 2021, 24, 556–570. [Google Scholar]
- Gong, F.; Guo, B.; Wang, C.J.; Shan, D.B. Effects of lubrication conditions on micro deep drawing. Microsyst. Technol. 2010, 16, 1741–1747. [Google Scholar] [CrossRef]
- Kamali, H.; Xie, H.; Zhao, H.; Jia, F.; Wu, H.; Jiang, Z. Frictional size effect of light-weight Mg–Li alloy in micro deep drawing under nano-particle lubrication condition. Mater. Trans. 2020, 61, 239–243. [Google Scholar] [CrossRef]
- Cortes, V.; Sanchez, K.; Gonzalez, R.; Alcoutlabi, M.; Ortega, J.A. The performance of SiO2 and TiO2 nanoparticles as lubricant additives in sunflower oil. Lubricants 2020, 8, 10. [Google Scholar] [CrossRef]
- Birleanu, C.; Pustan, M.; Cioaza, M.; Molea, A.; Popa, F.; Contiu, G. Effect of TiO2 nanoparticles on the tribological properties of lubricating oil: An experimental investigation. Sci. Rep. 2022, 12, 5201. [Google Scholar] [CrossRef] [PubMed]
- Asrul, M.; Zulkifli, N.; Masjuki, H.; Kalam, M. Tribological properties and lubricant mechanism of nanoparticle in engine oil. Procedia Eng. 2013, 68, 320–325. [Google Scholar] [CrossRef]
- Luo, L.; Jiang, Z.; Wei, D.; Jia, F. A study of influence of hydraulic pressure on micro-hydromechanical deep drawing considering size effects and surface roughness. Wear 2021, 477, 203803. [Google Scholar] [CrossRef]
- Kamali, H.; Xie, H.; Jia, F.; Wu, H.; Zhao, H.; Zhang, H.; Li, N.; Jiang, Z. Effects of nano-particle lubrication on micro deep drawing of Mg-Li alloy. Int. J. Adv. Manuf. Technol. 2019, 104, 4409–4419. [Google Scholar] [CrossRef]
- Seyedzavvar, M.; Abbasi, H.; Kiyasatfar, M.; Ilkhchi, R.N. Investigation on tribological performance of CuO vegetable-oil based nanofluids for grinding operations. Adv. Manuf. 2020, 8, 344–360. [Google Scholar] [CrossRef]
- Huo, M.; Wu, H.; Xie, H.; Zhao, J.; Su, G.; Jia, F.; Li, Z.; Lin, F.; Li, S.; Zhang, H.; et al. Understanding the role of water-based nanolubricants in micro flexible rolling of aluminium. Tribol. Int. 2020, 151, 106378. [Google Scholar] [CrossRef]
- Wu, H.; Jia, F.; Zhao, J.; Huang, S.; Wang, L.; Jiao, S.; Huang, H.; Jiang, Z. Effect of water-based nanolubricant containing nano-TiO2 on friction and wear behaviour of chrome steel at ambient and elevated temperatures. Wear 2019, 426, 792–804. [Google Scholar] [CrossRef]
- Ali, M.K.A.; Xianjun, H.; Mai, L.; Qingping, C.; Turkson, R.F.; Bicheng, C. Improving the tribological characteristics of piston ring assembly in automotive engines using Al2O3 and TiO2 nanomaterials as nano-lubricant additives. Tribol. Int. 2016, 103, 540–554. [Google Scholar] [CrossRef]
- Chang, H.; Li, Z.; Kao, M.; Huang, K.; Wu, H. Tribological property of TiO2 nanolubricant on piston and cylinder surfaces. J. Alloys Compd. 2010, 495, 481–484. [Google Scholar] [CrossRef]
- Le, V.N.-A.; Lin, J.-W. Tribological properties of aluminum nanoparticles as additives in an aqueous glycerol solution. Appl. Sci. 2017, 7, 80. [Google Scholar] [CrossRef]
- Nawaz, R.; Kait, C.F.; Chia, H.Y.; Isa, M.H.; Huei, L.W. Glycerol-mediated facile synthesis of colored titania nanoparticles for visible light photodegradation of phenolic compounds. Nanomaterials 2019, 9, 1586. [Google Scholar] [CrossRef]
- Wu, H.; Zhao, J.; Cheng, X.; Xia, W.; He, A.; Yun, J.-H.; Huang, S.; Wang, L.; Huang, H.; Jiao, S.; et al. Friction and wear characteristics of TiO2 nano-additive water-based lubricant on ferritic stainless steel. Tribol. Int. 2018, 117, 24–38. [Google Scholar] [CrossRef]
- Wu, H.; Zhao, J.; Xia, W.; Cheng, X.; He, A.; Yun, J.H.; Wang, L.; Huang, H.; Jiao, S.; Huang, L.; et al. Analysis of TiO2 nano-additive water-based lubricants in hot rolling of microalloyed steel. J. Manuf. Process. 2017, 27, 26–36. [Google Scholar] [CrossRef]
- Azman, S.S.N.; Zulkifli, N.W.M.; Masjuki, H.; Gulzar, M.; Zahid, R. Study of tribological properties of lubricating oil blend added with graphene nanoplatelets. J. Mater. Res. 2016, 31, 1932–1938. [Google Scholar] [CrossRef]
- Alghani, W.; Ab Karim, M.S.; Bagheri, S.; Amran, N.A.M.; Gulzar, M. Enhancing the tribological behavior of lubricating oil by adding TiO2, graphene, and TiO2/graphene nanoparticles. Tribol. Trans. 2019, 62, 452–463. [Google Scholar] [CrossRef]
- Zhao, W.; Ci, X. TiO2 nanoparticle/fluorinated reduced graphene oxide nanosheet composites for lubrication and wear resistance. ACS Appl. Nano Mater. 2020, 3, 8732–8741. [Google Scholar] [CrossRef]
- Wei, Y.-K.; Dai, L.-Y.; Zhong, H.-C.; Liao, H.-F.; Hou, X.-B. Preparation and Tribological Properties of a Multilayer Graphene-Reinforced TiO2 Composite Nanolubricant Additive. ACS Omega 2022, 7, 42242–42255. [Google Scholar] [CrossRef] [PubMed]
- Jin, B.; Chen, G.; He, Y.; Zhang, C.; Luo, J. Lubrication properties of graphene under harsh working conditions. Mater. Today Adv. 2023, 18, 100369. [Google Scholar] [CrossRef]
- Kasar, A.K.; Menezes, P.L. Synthesis and recent advances in tribological applications of graphene. Int. J. Adv. Manuf. Technol. 2018, 97, 3999–4019. [Google Scholar] [CrossRef]
- Kim, K.-S.; Lee, H.-J.; Lee, C.; Lee, S.-K.; Jang, H.; Ahn, J.-H.; Kim, J.-H.; Lee, H.-J. Chemical vapor deposition-grown graphene: The thinnest solid lubricant. ACS Nano 2011, 5, 5107–5114. [Google Scholar] [CrossRef]
- Feng, X.; Kwon, S.; Park, J.Y.; Salmeron, M. Superlubric sliding of graphene nanoflakes on graphene. ACS Nano 2013, 7, 1718–1724. [Google Scholar] [CrossRef]
- Cho, D.-H.; Wang, L.; Kim, J.-S.; Lee, G.-H.; Kim, E.S.; Lee, S.; Lee, S.Y.; Hone, J.; Lee, C. Effect of surface morphology on friction of graphene on various substrates. Nanoscale 2013, 5, 3063–3069. [Google Scholar] [CrossRef]
- Jang, T.; Park, S.J.; Lee, J.E.; Yang, J.; Park, S.; Jun, M.B.; Kim, Y.W.; Aranas, C.; Choi, J.P.; Zou, Y.; et al. Topography-Supported Nanoarchitectonics of Hybrid Scaffold for Systematically Modulated Bone Regeneration and Remodeling. Adv. Funct. Mater. 2022, 32, 2206863. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References | Research Method | Lubricants | Findings |
|---|---|---|---|
| Cortes et al. [6] | Block-on-ring sliding tests | Sunflower oil based TiO2 and SiO2 nanolubricant | Coefficient of friction decreased by 93.7% (TiO2) and 77.7% (SiO2) compared to base sunflower oil. |
| Birleanu et al. [7] | Four balls tribological test | Oil based TiO2 nanolubricant | The 0.075 %TiO2 nanolubricant reduced the COF by around 60% compared to pure base oil. |
| Asrul et al. [8] | Four balls tribological test | Paraffin based CuO nanolubricant | The friction coefficient for 3% CuO nanolubricant was 0.123. |
| Luo et al. [9] | MDD | Hydraulic oil | Utilising hydraulic oil is a promising approach to reduce friction in MDD |
| Kamali et al. [10] | MDD | Oil, and TiO2 nanolubricant | TiO2 nanolubricant exhibited superior tribological performance compared to the oil |
| Si | Cr | Mn | C | Ni | S | P | N | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.75 | 16.00–18.00 | 2.00 | 0.15 | 6.00–8.00 | 0.030 | 0.045 | 0.10 | Balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, D.; Zhang, G.; Jia, F.; Lu, Y.; Wang, J.; Li, Z.; Li, L.; Yang, M.; Jiang, Z. Enhanced Performance of Micro Deep Drawing through the Application of TiO2 Nanolubricant and Graphene Lubricants on SUS 301 Stainless Steel Foil. Processes 2023, 11, 3042. https://doi.org/10.3390/pr11103042
Pan D, Zhang G, Jia F, Lu Y, Wang J, Li Z, Li L, Yang M, Jiang Z. Enhanced Performance of Micro Deep Drawing through the Application of TiO2 Nanolubricant and Graphene Lubricants on SUS 301 Stainless Steel Foil. Processes. 2023; 11(10):3042. https://doi.org/10.3390/pr11103042
Chicago/Turabian StylePan, Di, Guangqing Zhang, Fanghui Jia, Yao Lu, Jun Wang, Zhou Li, Lianjie Li, Ming Yang, and Zhengyi Jiang. 2023. "Enhanced Performance of Micro Deep Drawing through the Application of TiO2 Nanolubricant and Graphene Lubricants on SUS 301 Stainless Steel Foil" Processes 11, no. 10: 3042. https://doi.org/10.3390/pr11103042
APA StylePan, D., Zhang, G., Jia, F., Lu, Y., Wang, J., Li, Z., Li, L., Yang, M., & Jiang, Z. (2023). Enhanced Performance of Micro Deep Drawing through the Application of TiO2 Nanolubricant and Graphene Lubricants on SUS 301 Stainless Steel Foil. Processes, 11(10), 3042. https://doi.org/10.3390/pr11103042