
Development of In-Line Measurement Techniques for Monitoring Powder Characteristics in a Multi-Stage Spray Drying Process


Abstract
1. Introduction
2. Materials and Methods
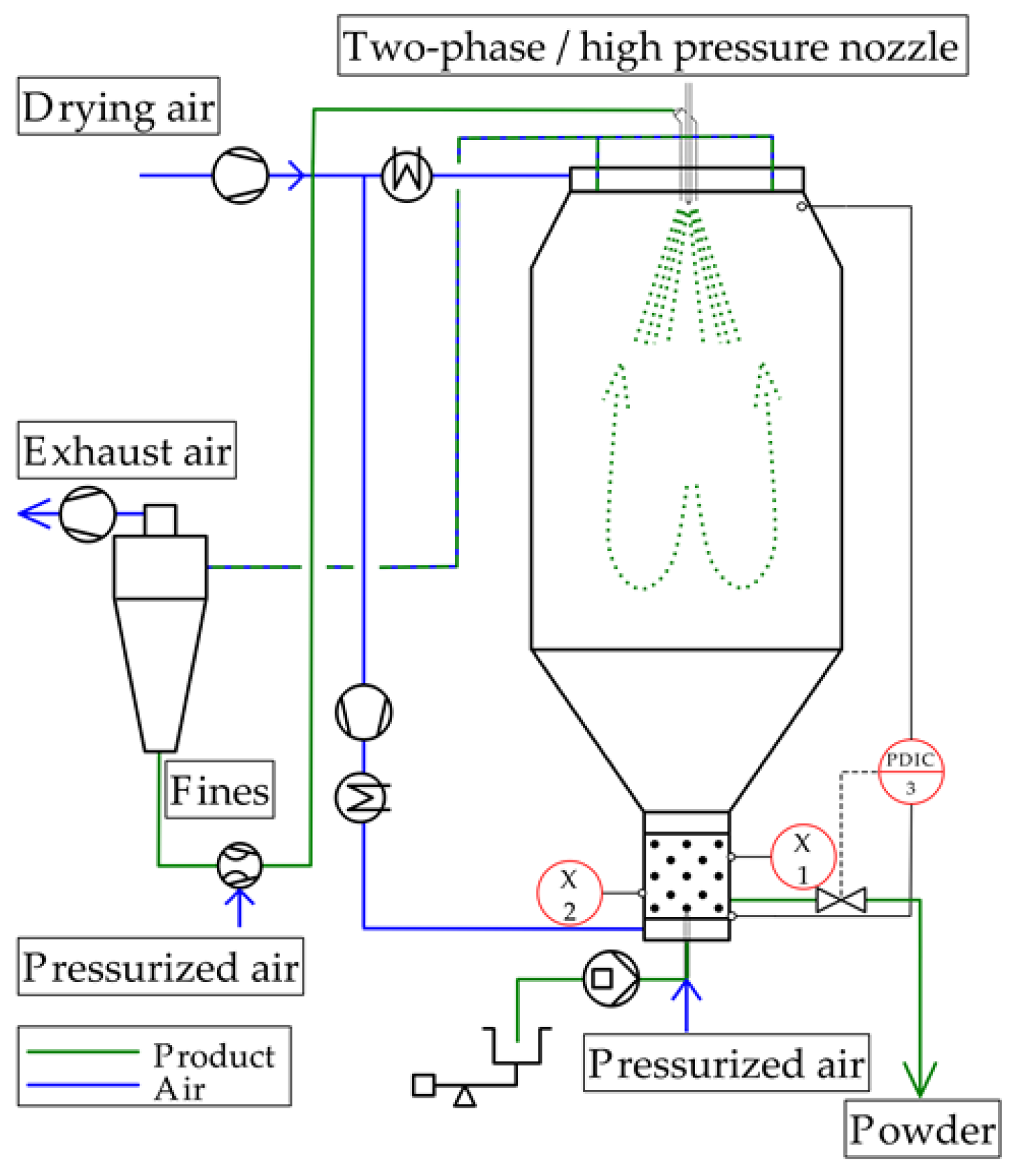
2.1. Spray Drying and Agglomeration
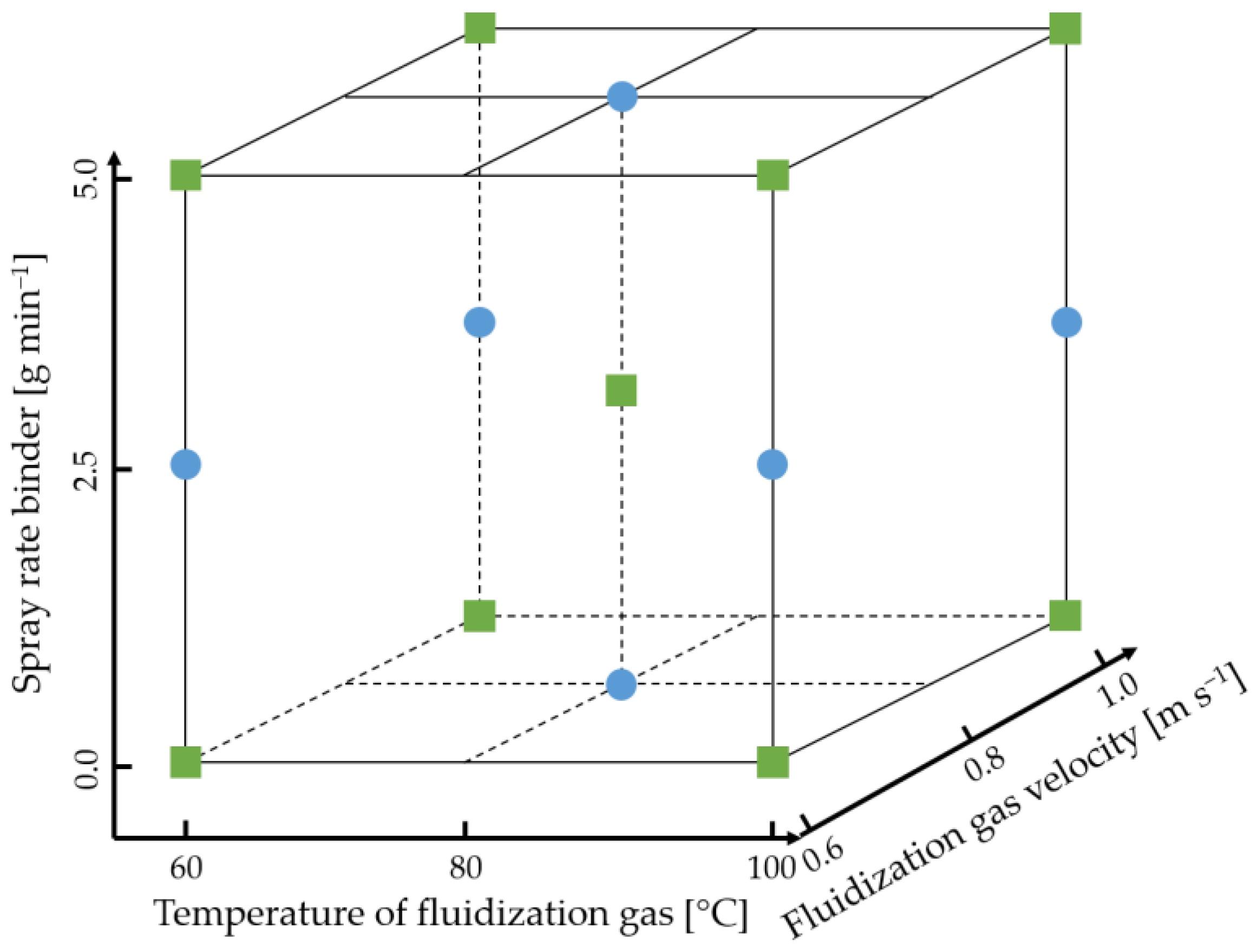
2.2. Experimental Design
2.3. Capacitive Moisture Measurement
2.4. Near-Infrared Spectroscopy
2.5. Spatial Filter Velocimetry
2.6. Off-Line Powder Analysis
3. Results and Discussion
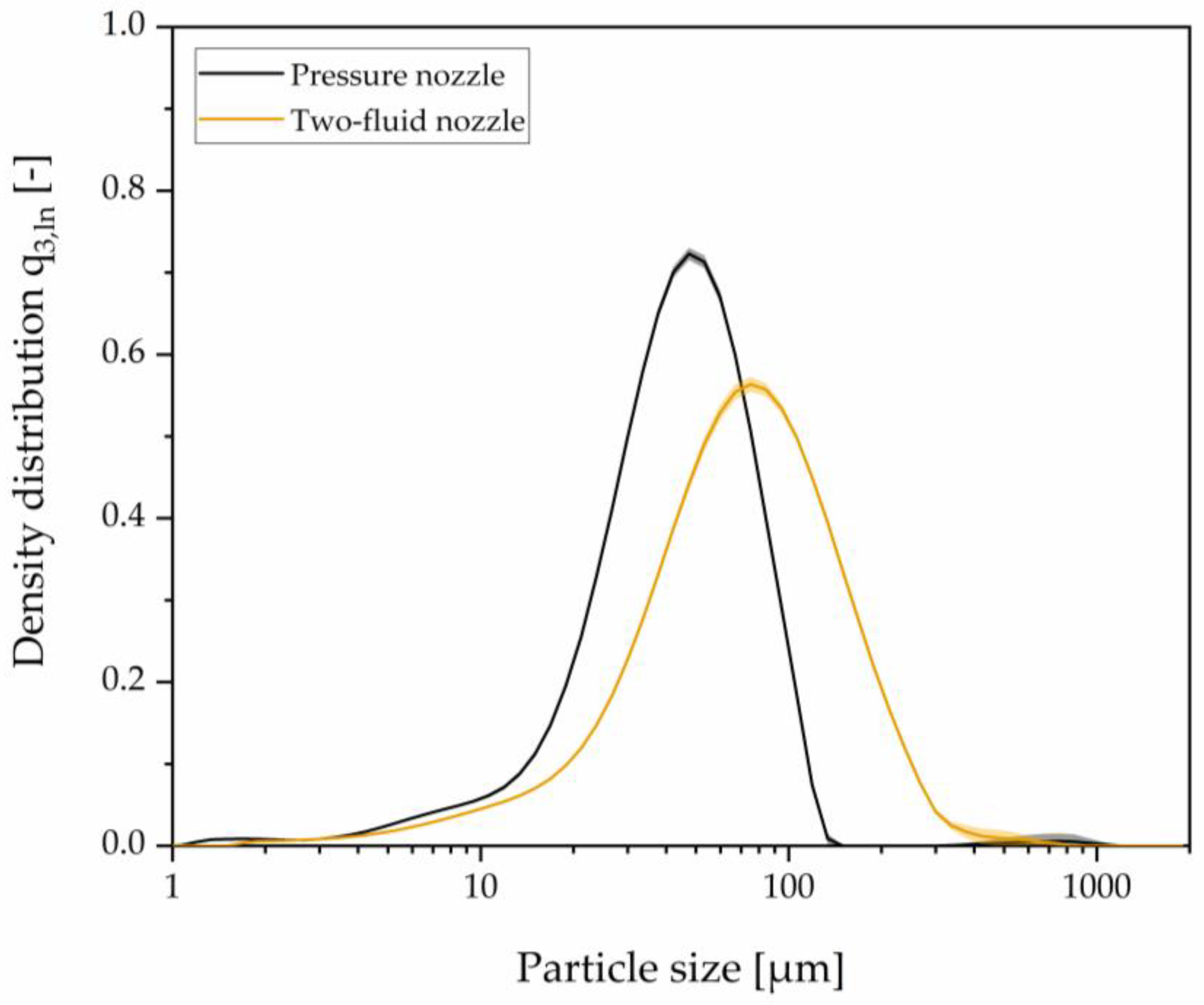
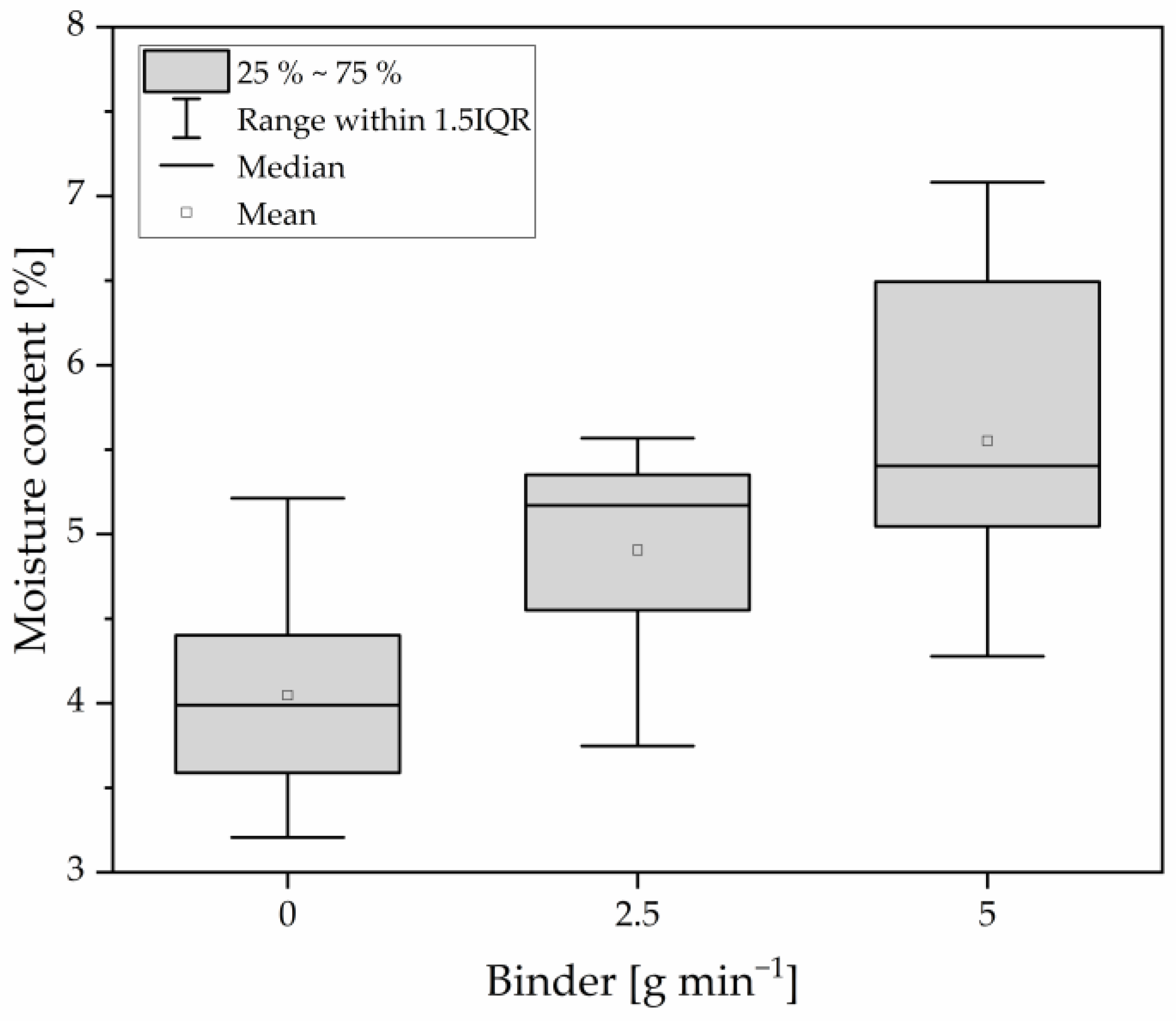
3.1. Spray-Through Agglomeration with an Integrated Fluidized Bed
3.2. Capacitive Sensor Responses
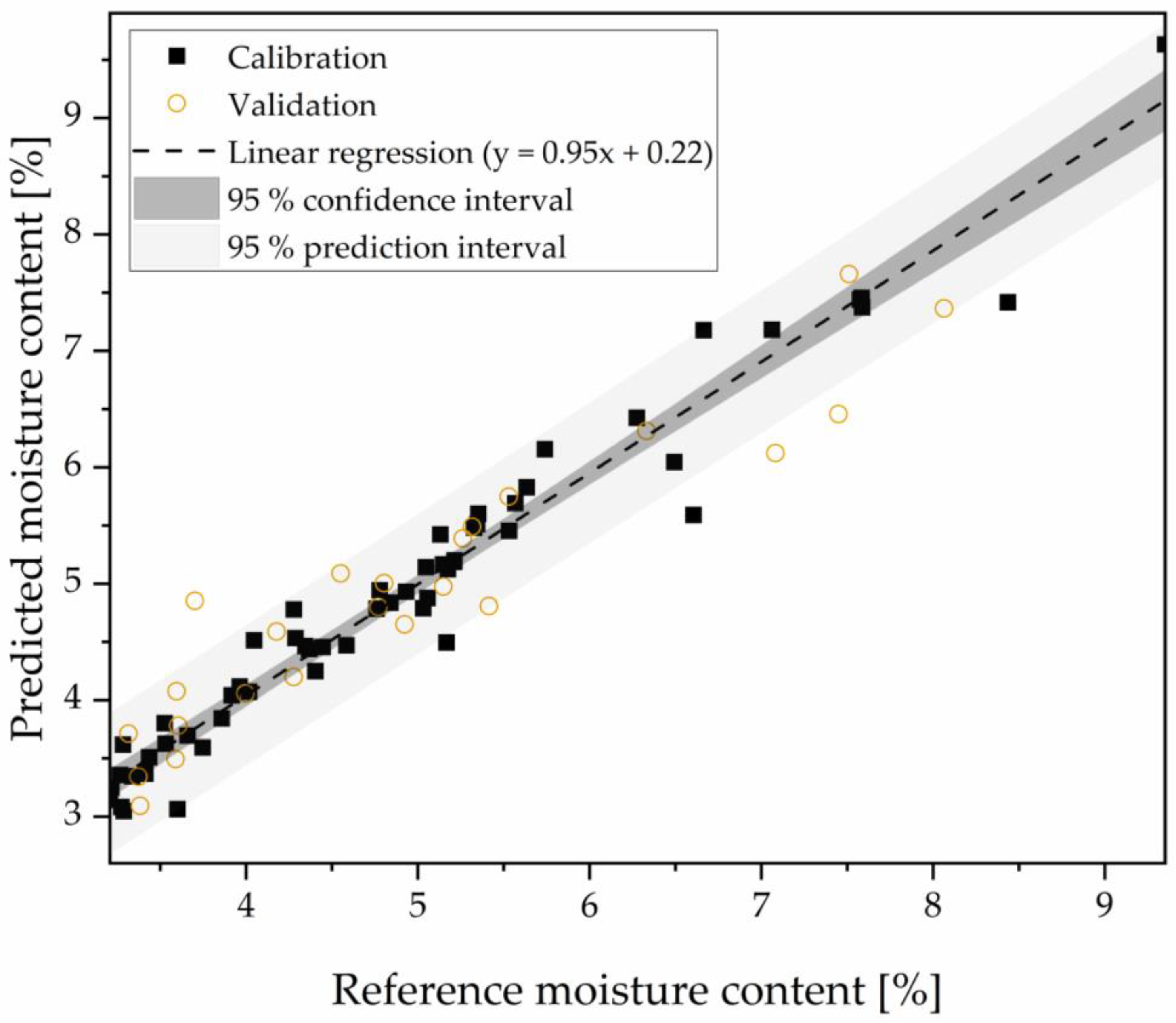
3.3. Calibration of Near-Infrared Spectra to the Moisture Content
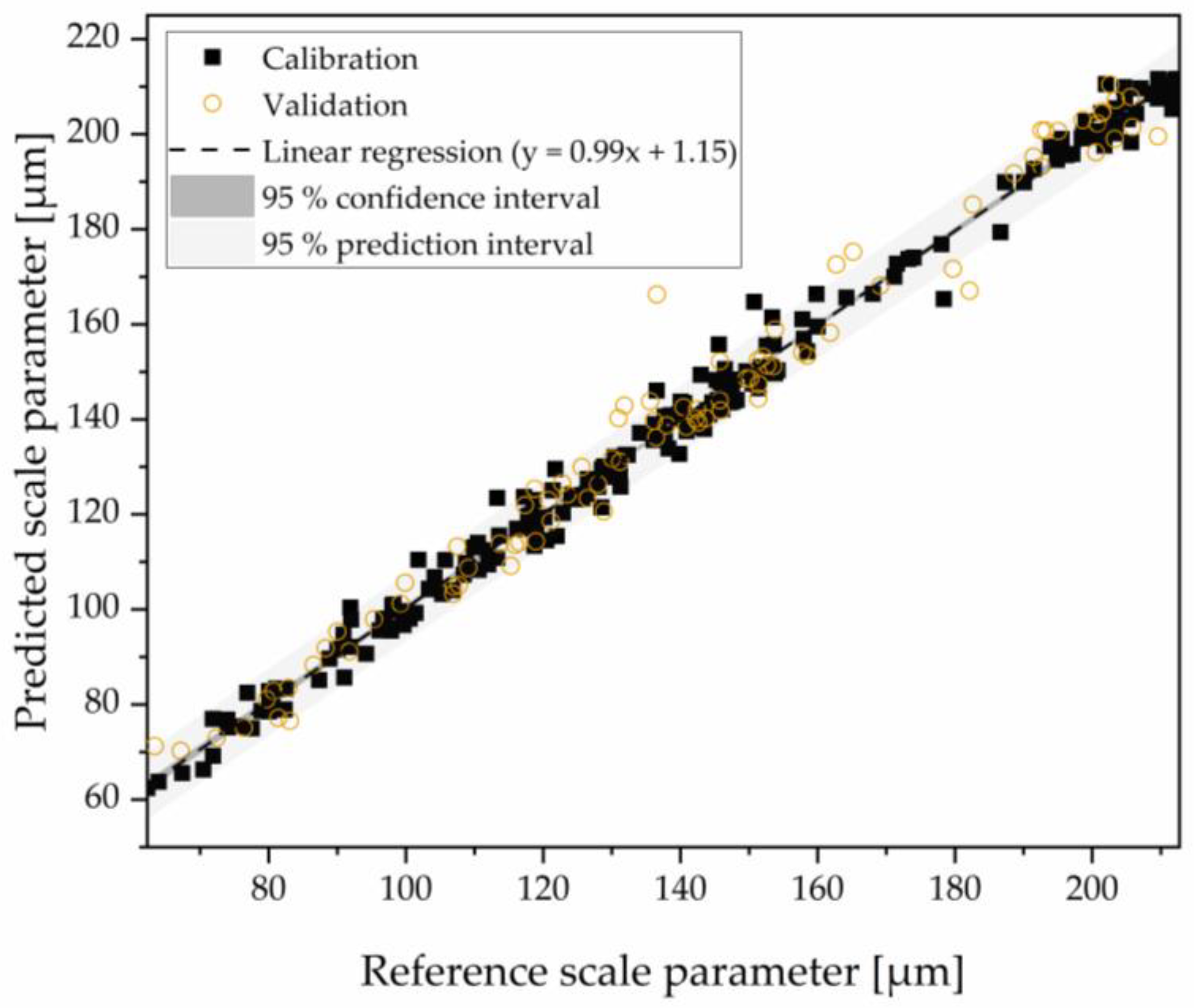
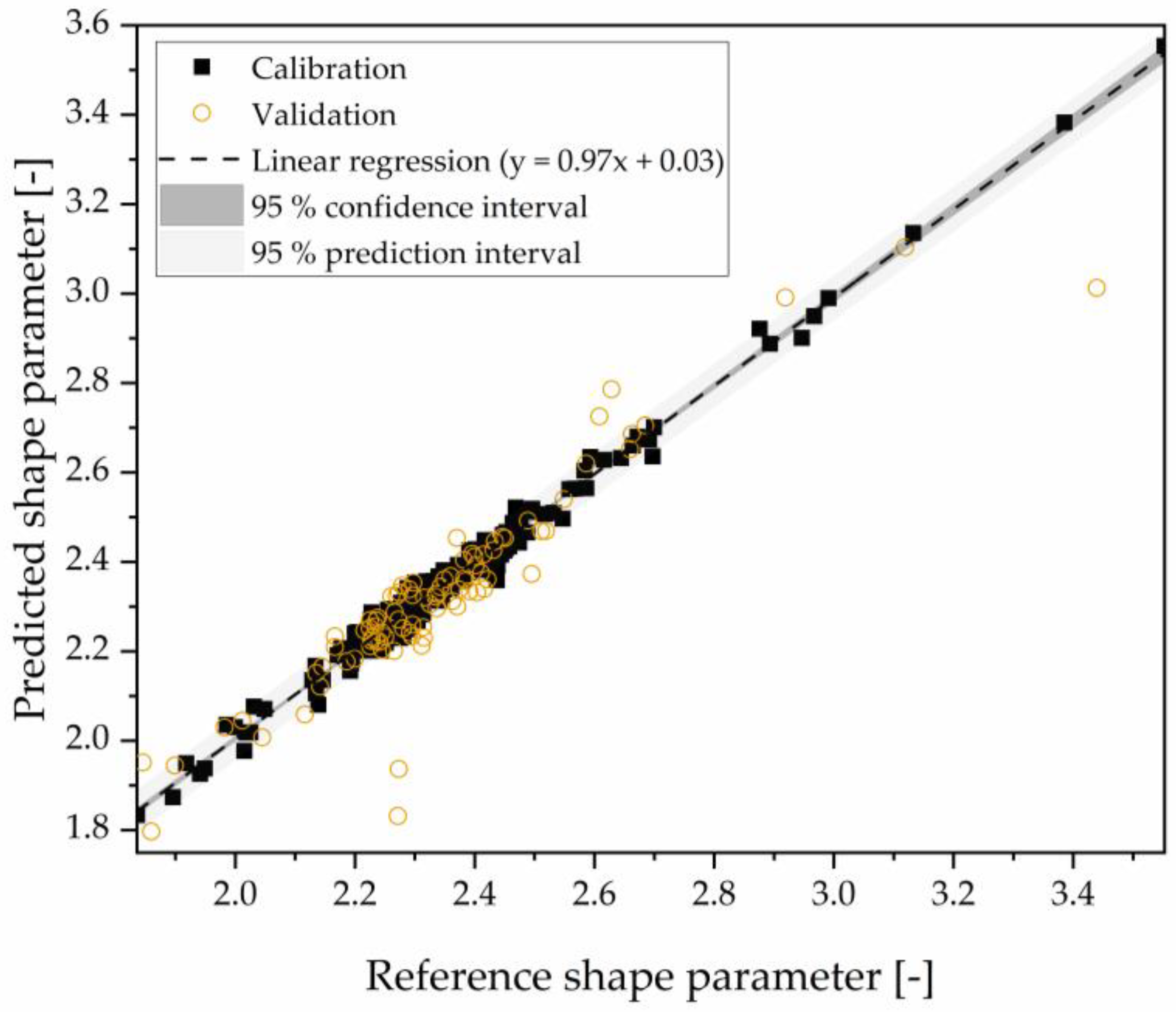
3.4. Calibration of Near-Infrared Spectra to Particle Size Distribution Using Rosin–Rammler Fit
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| ALR | Air-to-liquid ratio |
| bias | Systematic error |
| C | Calibration |
| CM | Capacitance measurement |
| Sauter mean diameter, µm | |
| Median particle diameter, µm | |
| DoE | Design of experiments |
| IPP | In-line particle probe |
| MSC | Multiplicative scattering correction |
| Shape parameter | |
| NIR | Near-infrared |
| P | Prediction |
| PLS | Partial least squares |
| r | Pearson’s correlation coefficient |
| R2 | Coefficient of determination |
| RMSE | Root mean square error |
| SE | Standard error |
| SMP | Skim milk powder |
| SNV | Standard normal variate |
| Span | Width of distribution |
| V | Validation |
| w.b. | Wet basis |
| Scale parameter, µm |
References
- Encyclopedia of Food and Health, 3rd ed.; Caballero, B., Finglas, P.M., Toldrá, F., Eds.; Elsevier Academic Press: Amsterdam, The Netherlands, 2016; ISBN 9780123849472. [Google Scholar]
- Kessler, H.-G. Lebensmittel- und Bioverfahrenstechnik: Molkereitechnologie, 4th ed.; A. Kessler: München, Germany, 2006; ISBN 3-9802378-4-2. [Google Scholar]
- Modern Drying Technology: Volume 3: Product Quality and Formulation; Tsotsas, E., Mujumdar, A.S., Eds.; Wiley-VCH: Weinheim, Germany, 2007; ISBN 978-3-527-31558-1. [Google Scholar]
- Turchiuli, C.; Gianfrancesco, A.; Palzer, S.; Dumoulin, E. Evolution of particle properties during spray drying in relation with stickiness and agglomeration control. Powder Technol. 2011, 208, 433–440. [Google Scholar] [CrossRef]
- Palzer, S. Agglomeration of pharmaceutical, detergent, chemical and food powders—Similarities and differences of materials and processes. Powder Technol. 2011, 206, 2–17. [Google Scholar] [CrossRef]
- Williams, A.M. Instant Milk Powder Production: Determining the Extent of Agglomeration. Ph.D. Thesis, Massey University, Palmerston North, New Zealand, 2007. [Google Scholar]
- Písecký, J. Handbook of Milk Powder Manufacture; GEA Process Engineering A/S: Copenhagen, Denmark, 2012; ISBN 87-87036-74-6. [Google Scholar]
- Bück, A.; Tsotsas, E. Agglomeration. In Encyclopedia of Food and Health; Caballero, B., Toldrá, F., Finglas, P.M., Eds.; Elsevier Science: Burlington, UK, 2015; pp. 73–81. ISBN 9780123849533. [Google Scholar]
- Schwartzbach, C.; Masters, K. Perfomance of spray dryer with integrated filter and fluid bed. Dry. Technol. 2001, 19, 1909–1923. [Google Scholar] [CrossRef]
- Jones, D.M. Factors to consider in fluid-bed processing. Pharm. Technol. 1985, 9, 50–55. [Google Scholar]
- Demers, A.-M.; Gosselin, R.; Simard, J.-S.; Abatzoglou, N. In-line near infrared spectroscopy monitoring of pharmaceutical powder moisture in a fluidised bed dryer: An efficient methodology for chemometric model development. Can. J. Chem. Eng. 2012, 90, 299–303. [Google Scholar] [CrossRef]
- Fischer, C.; Jaskulski, M.; Tsotsas, E. Inline method of droplet and particle size distribution analysis in dilute disperse systems. Adv. Powder Technol. 2017, 28, 2820–2829. [Google Scholar] [CrossRef]
- Burggraeve, A.; Silva, A.F.T.; van den Kerkhof, T.; Hellings, M.; Vervaet, C.; Remon, J.P.; Vander Heyden, Y.; de Beer, T. Development of a fluid bed granulation process control strategy based on real-time process and product measurements. Talanta 2012, 100, 293–302. [Google Scholar] [CrossRef]
- Frake, P.; Greenhalgh, D.; Grierson, S.M.; Hempenstall, J.M.; Rudd, D.R. Process control and end-point determination of a fluid bed granulation by application of near infra-red spectroscopy. Int. J. Pharm. 1997, 151, 75–80. [Google Scholar] [CrossRef]
- Hede, P.D.; Bach, P.; Jensen, A.D. Top-spray fluid bed coating: Scale-up in terms of relative droplet size and drying force. Powder Technol. 2008, 184, 318–332. [Google Scholar] [CrossRef]
- Fröhlich, J.A.; Ruprecht, N.A.; Hinrichs, J.; Kohlus, R. Nozzle zone agglomeration in spray dryers: Effect of powder addition on particle coalescence. Powder Technol. 2020, 374, 223–232. [Google Scholar] [CrossRef]
- Qurthobi, A.; Iskandar, R.F.; Krisnatal, A.; Weldzikarvina. Design of capacitive sensor for water level measurement. J. Phys. Conf. Ser. 2016, 776, 12118. [Google Scholar] [CrossRef]
- Petrak, D.; Dietrich, S.; Eckardt, G.; Köhler, M. In-line particle sizing for real-time process control by fibre-optical spatial filtering technique (SFT). Adv. Powder Technol. 2011, 22, 203–208. [Google Scholar] [CrossRef]
- Stieß, M. Mechanische Verfahrenstechnik—Partikeltechnologie 1; Springer: Berlin/Heidelberg, Germany, 2009; ISBN 978-3-540-32551-2. [Google Scholar]
- Isengard, H.-D.; Haschka, E.; Merkh, G. Development of a method for water determination in lactose. Food Chem. 2012, 132, 1660–1663. [Google Scholar] [CrossRef]
- Fröhlich, J.A.; Raiber, T.V.; Hinrichs, J.; Kohlus, R. Nozzle zone agglomeration in spray dryers: Influence of total solid content on agglomerate properties. Powder Technol. 2021, 390, 292–302. [Google Scholar] [CrossRef]
- Silalai, N.; Roos, Y.H. Roles of water and solids composition in the control of glass transition and stickiness of milk powders. J. Food Sci. 2010, 75, E285–E296. [Google Scholar] [CrossRef]
- Kupfer, K. Materialfeuchtemessung: Grundlagen, Messverfahren, Applikationen, Normen: Mit 19 Tabellen und 386 Literaturstellen; Expert-Verlag: Renningen-Malmsheim, Germany, 1997; ISBN 3816913598. [Google Scholar]
- Kormann, G. Untersuchungen Zur Integration Kontinuierlich Arbeitender Feuchtemeßsysteme in Ausgewählte Futtererntemaschinen. Ph.D. Thesis, Technische Universität München, Freising-Weihenstephan, Munich, Germany, 2001. Available online: https://mediatum.ub.tum.de/doc/820167/document.pdf (accessed on 22 June 2023).
- Li, C.; Zhang, X.; Meng, M.; Li, B.; Li, C. Capacitive Online Corn Moisture Content Sensor Considering Porosity Distributions: Modeling, Design, and Experiments. Appl. Sci. 2021, 11, 7655. [Google Scholar] [CrossRef]
- Frank, J.; Schlitter, M.; Hinrichs, J.; Kohlus, R. Fluidized bed drying of dairy gel granules supported by in-line monitoring of the water content. Dry. Technol. 2023, 1–11. [Google Scholar] [CrossRef]
- Schouten, J.C.; Vander Stappen, M.L.M.; Van den Bleek, C.M. Scale-up of chaotic fluidized bed hydrodynamics. Chem. Eng. Sci. 1996, 51, 1991–2000. [Google Scholar] [CrossRef]
- Maltesen, M.J.; van de Weert, M.; Grohganz, H. Design of experiments-based monitoring of critical quality attributes for the spray-drying process of insulin by NIR spectroscopy. AAPS PharmSciTech 2012, 13, 747–755. [Google Scholar] [CrossRef]
- Wang, C.; Reis, M.G.; Waterhouse, G.I.; Hemar, Y.; Reis, M.M. Prediction of dairy powder functionality attributes using diffuse reflectance in the visible and near infrared (Vis-NIR) region. Int. Dairy J. 2021, 117, 104981. [Google Scholar] [CrossRef]
- Aoki, H.; Hattori, Y.; Sasaki, T.; Otsuka, M. Comparative study on the real-time monitoring of a fluid bed drying process of extruded granules using near-infrared spectroscopy and audible acoustic emission. Int. J. Pharm. 2022, 619, 121689. [Google Scholar] [CrossRef] [PubMed]
- Kessler, W. Multivariate Datenanalyse: Für die Pharma-, Bio- und Prozessanalytik; Wiley-Blackwell: Weinheim, Germany, 2007; ISBN 978-3-527-31262-7. [Google Scholar]
- Rantanen, J.; Yliruusi, J. Determination of Particle Size in a Fluidized Bed Granulator with a Near Infrared Set-up. Pharm. Pharmacol. Commun. 1998, 4, 73–75. [Google Scholar]
- Higgins, J.P.; Arrivo, S.M.; Thurau, G.; Green, R.L.; Bowen, W.; Lange, A.; Templeton, A.C.; Thomas, D.L.; Reed, R.A. Spectroscopic approach for on-line monitoring of particle size during the processing of pharmaceutical nanoparticles. Anal. Chem. 2003, 75, 1777–1785. [Google Scholar] [CrossRef] [PubMed]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Water Activity | Scale Parameter | Shape Parameter | CM Offline | CM In-Line | ||
|---|---|---|---|---|---|---|
| Moisture | 0.920 ** | 0.596 * | 0.592 * | −0.650 * | 0.170 | −0.403 |
| Bulk density | −0.182 | 0.070 | −0.289 | 0.216 | 0.520 * | 0.968 ** |
| Pre- Processing | No. of Factors | R² (C) | R² (V) | RMSEC | RMSEP | SEC | SEP | Bias |
|---|---|---|---|---|---|---|---|---|
| None | 2 | 0.30 | 0.31 | 1.17 | 1.16 | 1.18 | 1.19 | 2 × 10−16 |
| Smoothing | 2 | 0.30 | 0.30 | 1.17 | 1.16 | 1.18 | 1.19 | −4 × 10−16 |
| Detrending | 3 | 0.75 | 0.69 | 0.70 | 0.78 | 0.70 | 0.80 | 5 × 10−16 |
| SNV | 8 | 0.94 | 0.83 | 0.33 | 0.58 | 0.33 | 0.59 | −3 × 10−15 |
| 1st derivative | 5 | 0.81 | 0.71 | 0.62 | 0.75 | 0.62 | 0.76 | 7 × 10−16 |
| 2nd derivative | 4 | 0.75 | 0.65 | 0.70 | 0.83 | 0.70 | 0.85 | 9 × 10−16 |
| MSC | 8 | 0.95 | 0.81 | 0.33 | 0.61 | 0.33 | 0.62 | −3 × 10−14 |
| Pre- Processing | No. of Factors | R² (C) | R² (V) | RMSEC | RMSEP | SEC | SEP | Bias |
|---|---|---|---|---|---|---|---|---|
| None | 15 | 0.96 | 0.94 | 8.18 | 9.63 | 8.20 | 9.68 | 9 × 10−13 |
| Smoothing | 13 | 0.92 | 0.92 | 10.94 | 10.69 | 10.96 | 10.76 | 4 × 10−13 |
| Detrending | 12 | 0.94 | 0.93 | 10.09 | 10.09 | 9.86 | 10.14 | 1 × 10−13 |
| SNV | 3 | 0.33 | 0.32 | 31.79 | 31.79 | 34.38 | 31.97 | 3 × 10−15 |
| 1st derivative | 14 | 0.94 | 0.93 | 9.62 | 9.62 | 9.54 | 9.68 | 3 × 10−14 |
| 2nd derivative | 17 | 0.94 | 0.84 | 9.12 | 9.12 | 7.82 | 9.17 | 4 × 10−14 |
| MSC | 12 | 0.90 | 0.90 | 12.40 | 12.40 | 11.76 | 12.47 | −9 × 10−13 |
| Pre- Processing | No. of Factors | R² (C) | R² (V) | RMSEC | RMSEP | SEC | SEP | Bias |
|---|---|---|---|---|---|---|---|---|
| None | 17 | 0.92 | 0.89 | 0.06 | 0.07 | 0.06 | 0.07 | −6 × 10−15 |
| Smoothing | 4 | 0.29 | 0.28 | 0.18 | 0.19 | 0.18 | 0.19 | 6 × 10−16 |
| Detrending | 17 | 0.93 | 0.90 | 0.05 | 0.07 | 0.05 | 0.07 | −8 × 10−16 |
| SNV | 2 | 0.22 | 0.24 | 0.19 | 0.19 | 0.19 | 0.20 | −2 × 10−16 |
| 1st derivative | 9 | 0.82 | 0.79 | 0.09 | 0.10 | 0.09 | 0.10 | −8 × 10−16 |
| 2nd derivative | 5 | 0.64 | 0.68 | 0.13 | 0.13 | 0.13 | 0.13 | −1 × 10−16 |
| MSC | 2 | 0.32 | 0.27 | 0.17 | 0.19 | 0.18 | 0.19 | 6 × 10−16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frank, J.; Raiber, T.V.; Grotenhoff, L.; Kohlus, R. Development of In-Line Measurement Techniques for Monitoring Powder Characteristics in a Multi-Stage Spray Drying Process. Processes 2023, 11, 1931. https://doi.org/10.3390/pr11071931
Frank J, Raiber TV, Grotenhoff L, Kohlus R. Development of In-Line Measurement Techniques for Monitoring Powder Characteristics in a Multi-Stage Spray Drying Process. Processes. 2023; 11(7):1931. https://doi.org/10.3390/pr11071931
Chicago/Turabian StyleFrank, Jennifer, Tobias V. Raiber, Laura Grotenhoff, and Reinhard Kohlus. 2023. "Development of In-Line Measurement Techniques for Monitoring Powder Characteristics in a Multi-Stage Spray Drying Process" Processes 11, no. 7: 1931. https://doi.org/10.3390/pr11071931
APA StyleFrank, J., Raiber, T. V., Grotenhoff, L., & Kohlus, R. (2023). Development of In-Line Measurement Techniques for Monitoring Powder Characteristics in a Multi-Stage Spray Drying Process. Processes, 11(7), 1931. https://doi.org/10.3390/pr11071931