




Simulating Tablet Dissolution Using Computational Fluid Dynamics and Experimental Modeling


Abstract
:1. Introduction
- US Pharmacopoeia dissolution apparatus 1: basket apparatus; a wire mesh basket containing a tablet is rotated in a stationary fluid (largely superseded by apparatuses 2–4);
- US Pharmacopoeia dissolution apparatus 2: paddle apparatus; a tablet freely moves in the bottom of a rounded-bottom flask with a rotating paddle stirrer;
- US Pharmacopoeia dissolution apparatus 3: reciprocating cylinder; and
- US Pharmacopoeia dissolution apparatus 4: flow through cell; a tablet fixed in the middle of a column where fluid flows up the column and around the tablet.
- (a)
- (b)
- (c)
- US Pharmacopoeia dissolution apparatus 4: flow through cell: similar to Passannanti et al. [14].
2. Experimental Study
Experimental Method and Procedure
3. Computational Fluid Dynamics Model
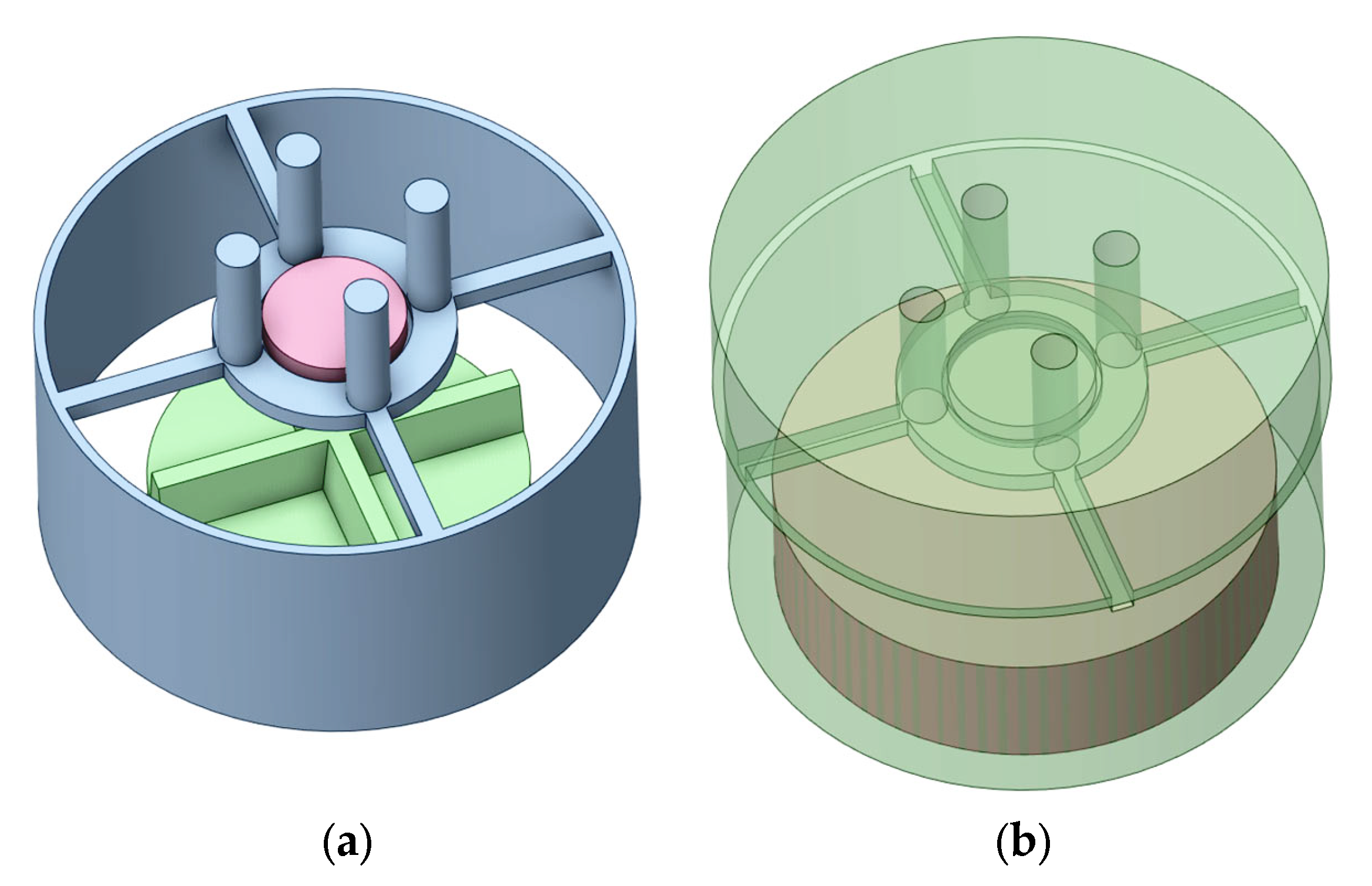
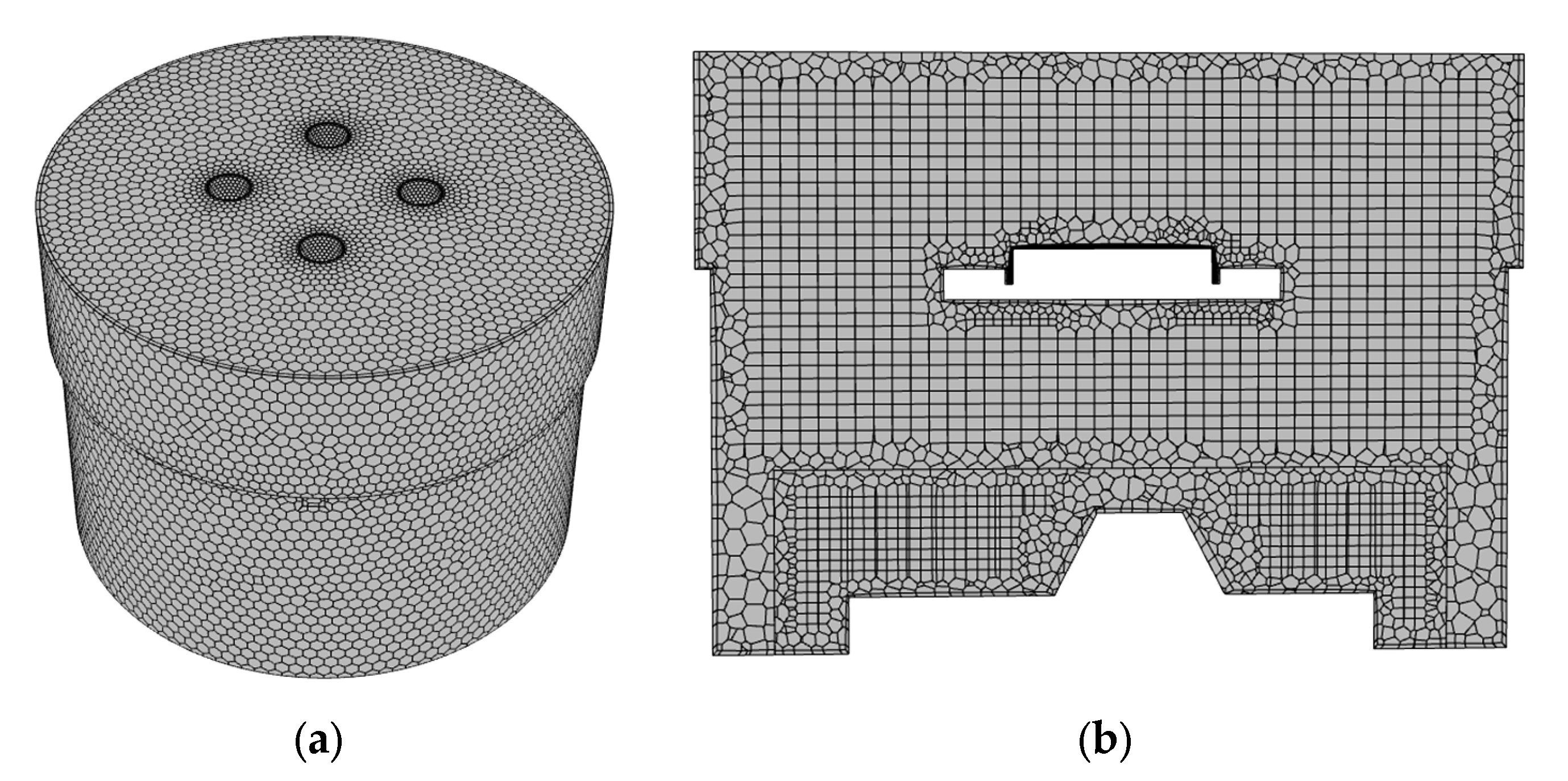
3.1. Geometry
3.2. Computational Mesh
3.3. Conservation Equations
3.4. Model Setup
3.5. Solution Method
4. Results and Discussion
4.1. Flow and Mass Transfer Results from the Simulations
4.1.1. Mass Fraction of Benzoic Acid
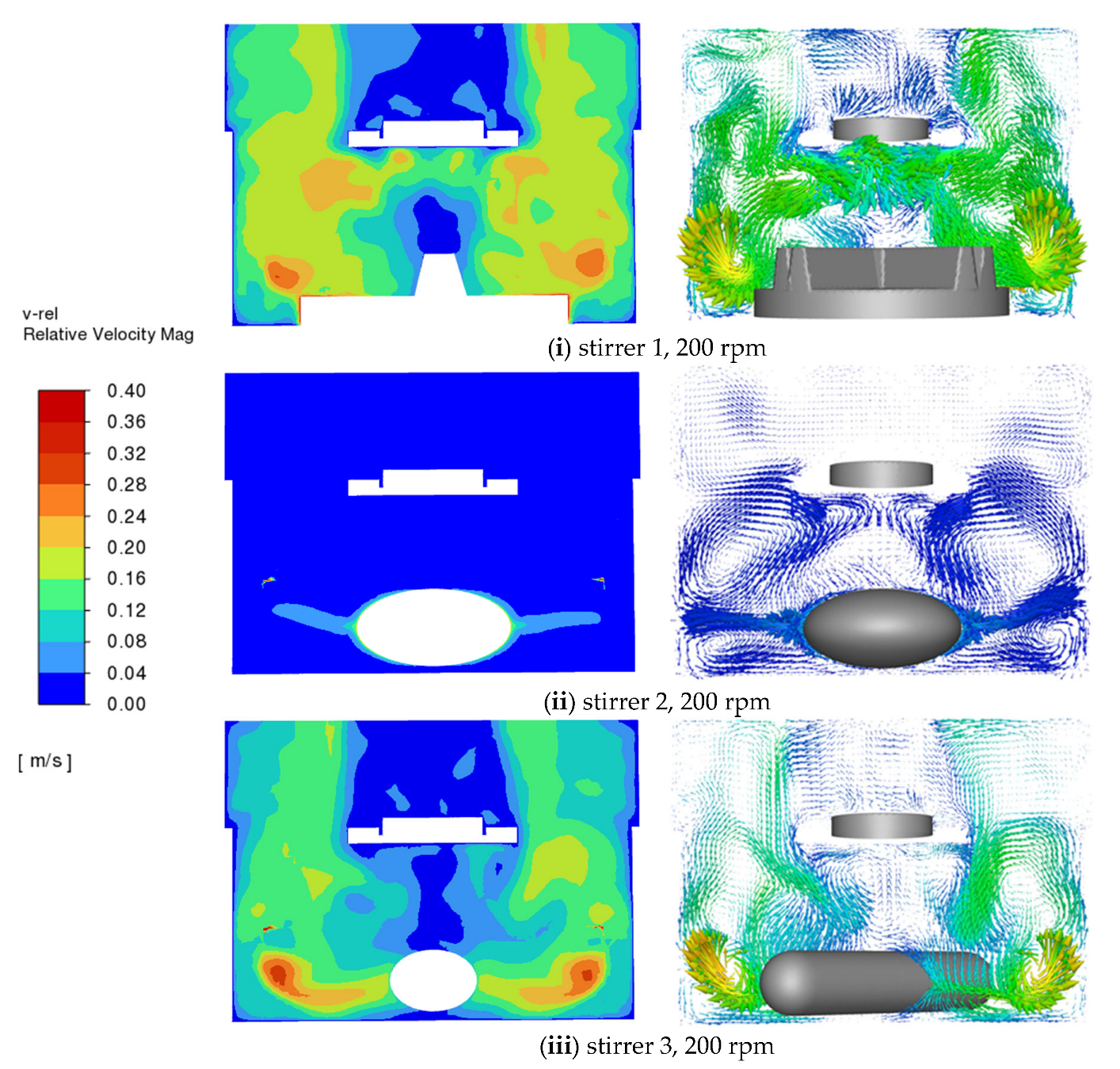
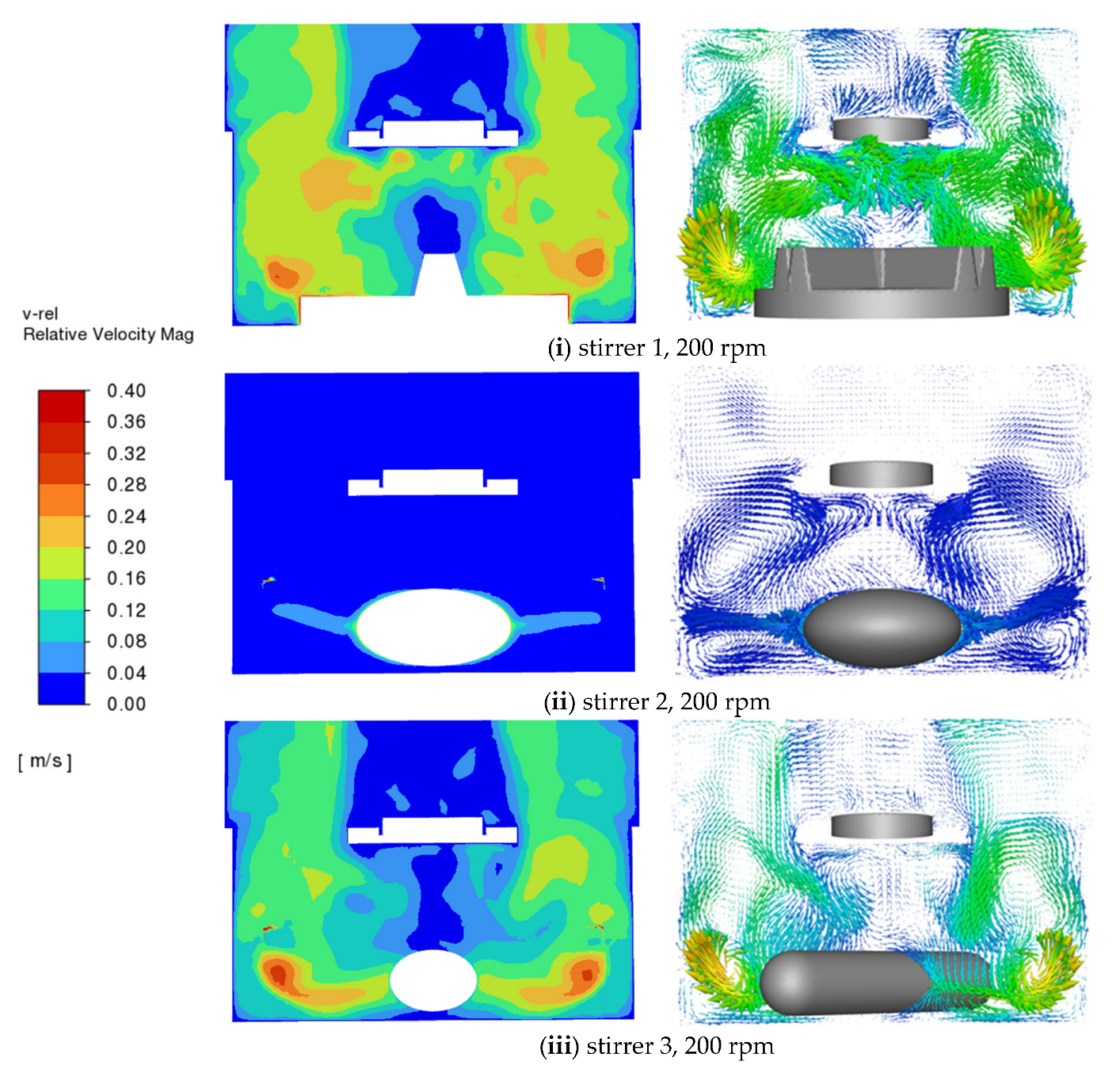
4.1.2. Velocity Field in the Stirrer System
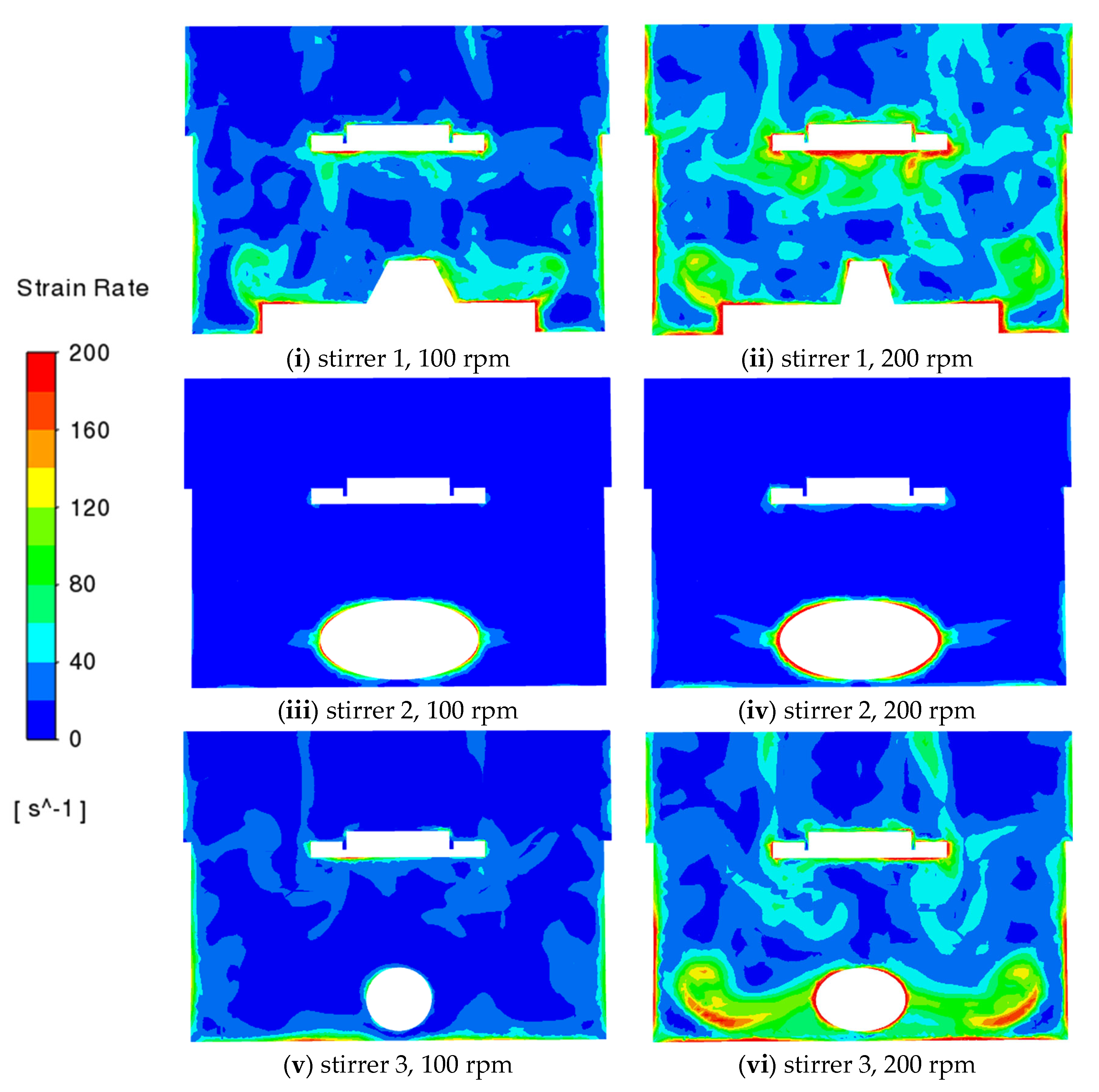
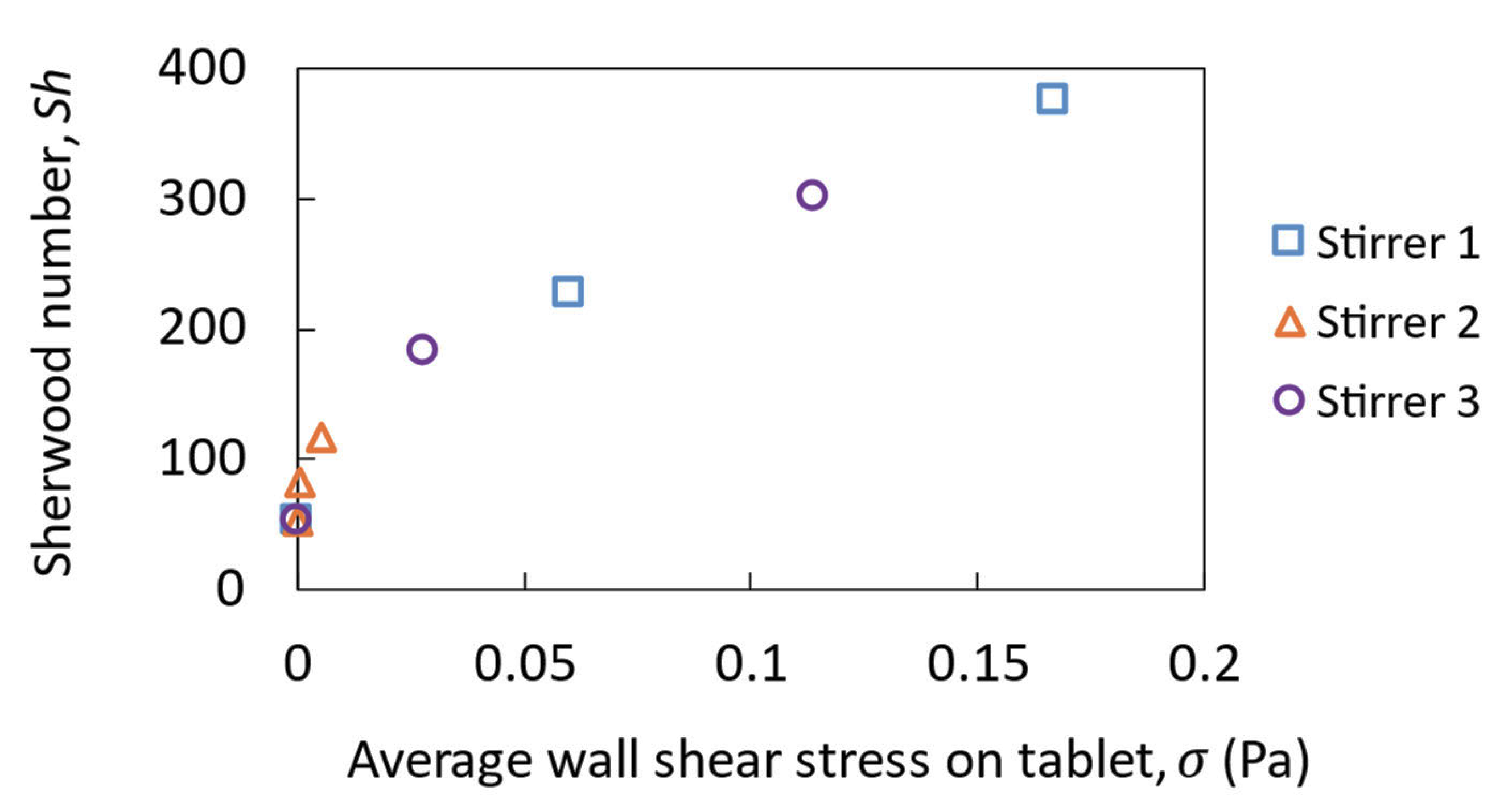
4.1.3. Fluid Strain Rate
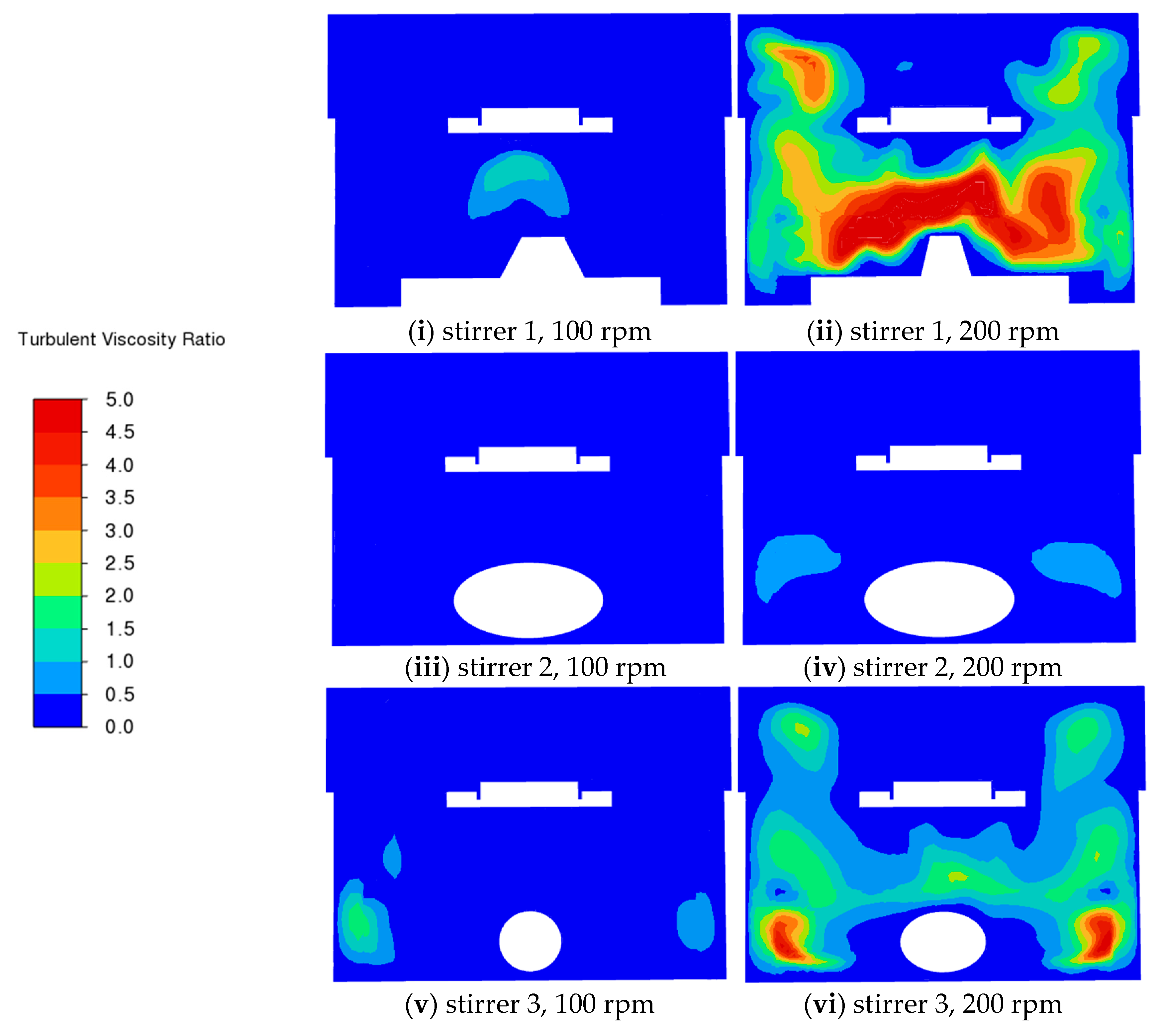
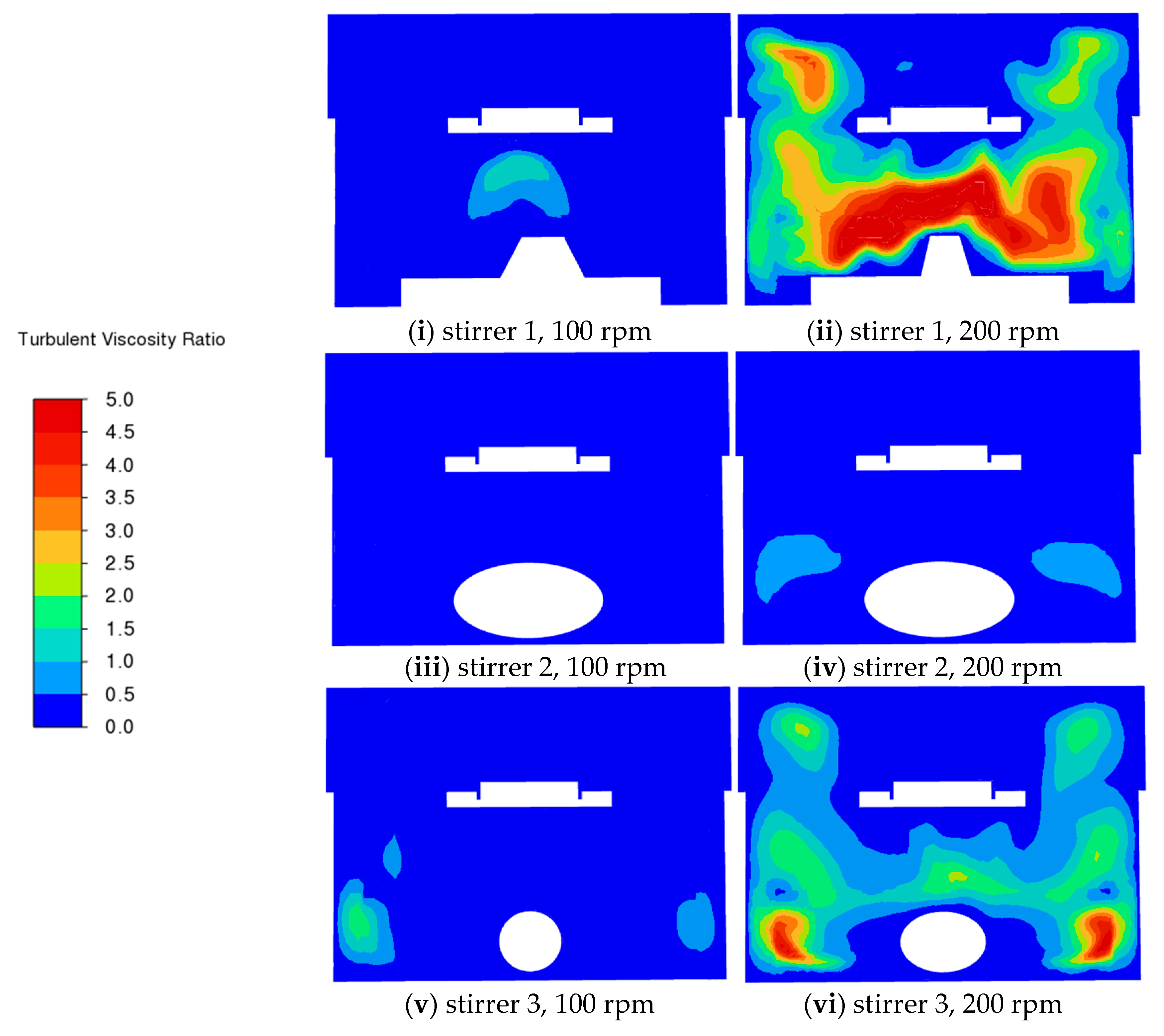
4.1.4. Turbulence Behavior
4.2. Comparison with Experimental Data
4.3. Overall Discussion
5. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Koch, W.F.; Ma, B. The US Pharmacopeia: Interfacing Chemical Metrology with Pharmaceutical and Compendial Science. Accredit. Qual. Assur. 2011, 16, 43–51. [Google Scholar] [CrossRef]
- Li, C.; Yu, W.; Wu, P.; Chen, X.D. Current in Vitro Digestion Systems for Understanding Food Digestion in Human Upper Gastrointestinal Tract. Trends Food Sci. Technol. 2020, 96, 114–126. [Google Scholar] [CrossRef]
- Zhong, C.; Langrish, T. A Comparison of Different Physical Stomach Models and an Analysis of Shear Stresses and Strains in These System. Food Res. Int. 2020, 135, 109296. [Google Scholar] [CrossRef]
- D’Arcy, D.M.; Liu, B.; Bradley, G.; Healy, A.M.; Corrigan, O.I. Hydrodynamic and Species Transfer Simulations in the USP 4 Dissolution Apparatus: Considerations for Dissolution in a Low Velocity Pulsing Flow. Pharm. Res. 2010, 27, 246–258. [Google Scholar] [CrossRef]
- Vardakou, M.; Mercuri, A.; Barker, S.A.; Craig, D.Q.M.; Faulks, R.M.; Wickham, M.S.J. Achieving Antral Grinding Forces in Biorelevant In Vitro Models: Comparing the USP Dissolution Apparatus II and the Dynamic Gastric Model with Human In Vivo Data. AAPS PharmSciTech 2011, 12, 620–626. [Google Scholar] [CrossRef] [PubMed]
- Kong, F.; Singh, R.P. A Model Stomach System to Investigate Disintegration Kinetics of Solid Foods during Gastric Digestion. J. Food Sci. 2008, 73, 202–210. [Google Scholar] [CrossRef] [PubMed]
- Molly, K.; Woestyne, M.V.; De Smet, I.; Verstraete, W. Validation of the Simulator of the Human Intestinal Microbial Ecosystem (SHIME) Reactor Using Microorganism-Associated Activities. Microb. Ecol. Health Dis. 1994, 7, 191–200. [Google Scholar] [CrossRef]
- Yoo, M.J.Y.; Chen, X.D. GIT Physicochemical Modeling—A Critical Review. Int. J. Food Eng. 2007, 2, 4. [Google Scholar] [CrossRef]
- Verhoeckx, K.; Cotter, P.; López-Expósito, I.; Kleiveland, C.; Lea, T.; Mackie, A.; Requena, T.; Swiatecka, D.; Wichers, H. The Impact of Food Bioactives on Health; Springer International Publishing: Cham, Switzerland, 2015; ISBN 978-3-319-15791-7. [Google Scholar]
- Polo, A.; Cappello, C.; Carafa, I.; Da Ros, A.; Baccilieri, F.; Di Cagno, R.; Gobbetti, M. A Novel Functional Herbal Tea Containing Probiotic Bacillus Coagulans GanedenBC30: An in Vitro Study Using the Simulator of the Human Intestinal Microbial Ecosystem (SHIME). J. Funct. Foods 2022, 88, 104873. [Google Scholar] [CrossRef]
- Chen, J.; Gaikwad, V.; Holmes, M.; Murray, B.; Povey, M.; Wang, Y.; Zhang, Y. Development of a Simple Model Device for in Vitro Gastric Digestion Investigation. Food Funct. 2011, 2, 174–182. [Google Scholar] [CrossRef]
- Tran Do, D.H.; Kong, F.; Penet, C.; Winetzky, D.; Gregory, K. Using a Dynamic Stomach Model to Study Efficacy of Supplemental Enzymes during Simulated Digestion. LWT 2016, 65, 580–588. [Google Scholar] [CrossRef]
- Guerra, A.; Denis, S.; le Goff, O.; Sicardi, V.; François, O.; Yao, A.F.; Garrait, G.; Manzi, A.P.; Beyssac, E.; Alric, M.; et al. Development and Validation of a New Dynamic Computer-Controlled Model of the Human Stomach and Small Intestine. Biotechnol. Bioeng. 2016, 113, 1325–1335. [Google Scholar] [CrossRef]
- Passannanti, F.; Nigro, F.; Gallo, M.; Tornatore, F.; Frasso, A.; Saccone, G.; Budelli, A.; Barone, M.V.; Nigro, R. In Vitro Dynamic Model Simulating the Digestive Tract of 6-Month-Old Infants. PLoS ONE 2017, 12, e0189807. [Google Scholar] [CrossRef]
- Armenante, P.; Muzzio, F. Inherent Method Variability in Dissolution Testing: The Effect of Hydrodynamics in the USP II Apparatus. A Technical Report Submitted to the Food and Drug Administration. 2005. Available online: https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&cad=rja&uact=8&ved=2ahUKEwjuxbXmv4L9AhVKhlYBHZnFAEgQFnoECA0QAQ&url=https%3A%2F%2Fwww.semanticscholar.org%2Fpaper%2FInherent-Method-Variability-in-Dissolution-Testing-Armenante%2F8f74093fc97456c07faf4c79b9a13a0281cdd4ad&usg=AOvVaw1dwSSOsLXtoaWZ9_7MO0Up (accessed on 1 January 2023).
- Bai, G.; Wang, Y.; Armenante, P.M. Velocity Profiles and Shear Strain Rate Variability in the USP Dissolution Testing Apparatus 2 at Different Impeller Agitation Speeds. Int. J. Pharm. 2011, 403, 1–14. [Google Scholar] [CrossRef]
- Bai, G.E.; Armenante, P.M. Hydrodynamic, Mass Transfer, and Dissolution Effects Induced by Tablet Location during Dissolution Testing. J. Pharm. Sci. 2009, 98, 1511–1531. [Google Scholar] [CrossRef]
- Bai, G.; Armenante, P.M. Velocity Distribution and Shear Rate Variability Resulting from Changes in the Impeller Location in the USP Dissolution Testing Apparatus II. Pharm. Res. 2008, 25, 320–336. [Google Scholar] [CrossRef]
- Bai, G.; Armenante, P.M.; Plank, R.V.; Gentzler, M.; Ford, K.; Harmon, P. Hydrodynamic Investigation of USP Dissolution Test Apparatus II. J. Pharm. Sci. 2007, 96, 2327–2349. [Google Scholar] [CrossRef]
- Baxter, J.L.; Kukura, J.; Muzzio, F.J. Hydrodynamics-Induced Variability in the USP Apparatus II Dissolution Test. Int. J. Pharm. 2005, 292, 17–28. [Google Scholar] [CrossRef]
- D’Arcy, D.M.; Corrigan, O.I.; Healy, A.M. Hydrodynamic Simulation (Computational Fluid Dynamics) of Asymmetrically Positioned Tablets in the Paddle Dissolution Apparatus: Impact on Dissolution Rate and Variability. J. Pharm. Pharmacol. 2005, 57, 1243–1250. [Google Scholar] [CrossRef]
- D’Arcy, D.M.; Corrigan, O.I.; Healy, A.M. Evaluation of Hydrodynamics in the Basket Dissolution Apparatus Using Computational Fluid Dynamics—Dissolution Rate Implications. Eur. J. Pharm. Sci. 2006, 27, 259–267. [Google Scholar] [CrossRef]
- Langrish, T.A.G.; Zhong, C.; Sun, L. Probing Differences in Mass-Transfer Coefficients in Beaker and Stirrer Digestion Systems and the USP Dissolution Apparatus 2 Using Benzoic Acid Tablets. Processes 2021, 9, 2168. [Google Scholar] [CrossRef]
- Aubin, J.; Fletcher, D.F.; Xuereb, C. Modeling Turbulent Flow in Stirred Tanks with CFD: The Influence of the Modeling Approach, Turbulence Model and Numerical Scheme. Exp. Therm. Fluid Sci. 2004, 28, 431–445. [Google Scholar] [CrossRef]
- Luo, J.Y.; Gosman, A.D.; Issa, R.I.; Middleton, J.C.; Fitzgerald, M.K. Full Flow Field Computation of Mixing in Baffled Stirred Vessels. Chem. Eng. Res. Des. 1993, 71, 342–344. [Google Scholar]
- Menter, F.R. Two-Equation Eddy-Viscosity Turbulence Models for Engineering Applications. AIAA J. 1994, 32, 1598–1605. [Google Scholar] [CrossRef]
- Menter, F.R. Review of the Shear-Stress Transport Turbulence Model Experience from an Industrial Perspective. Int. J. Comut. Fluid Dyn. 2009, 23, 305–316. [Google Scholar] [CrossRef]
- Irandoust, S.; Andersson, B. Concentration-dependent Diffusivity of Benzoic Acid in Water and Its Influence on the Liquid–Solid Mass Transfer. Can. J. Chem. Eng. 1986, 64, 954–959. [Google Scholar] [CrossRef]
- D’Arcy, D.M.; Healy, A.M.; Corrigan, O.I. Towards Determining Appropriate Hydrodynamic Conditions for in Vitro in Vivo Correlations Using Computational Fluid Dynamics. Eur. J. Pharm. Sci. 2009, 37, 291–299. [Google Scholar] [CrossRef]
- McCarthy, L.G.; Bradley, G.; Sexton, J.C.; Corrigan, O.I.; Healy, A.M. Computational Fluid Dynamics Modeling of the Paddle Dissolution Apparatus: Agitation Rate, Mixing Patterns, and Fluid Velocities. AAPS PharmSciTech 2004, 5, 50–59. [Google Scholar] [CrossRef]
- Ranz, W.E.; Marshall, W.R., Jr. Evaporation from Drops—Part II. Chem. Eng. Prog. 1952, 48, 173–180. [Google Scholar]
- Hemrajani, R.R.; Tatterson, G.B. Mechanically Stirred Vessels. In Handbook of Industrial Mixing; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2004; pp. 345–390. ISBN 0471451452. [Google Scholar]
- Cussler, E.L. Diffusion: Mass Transfer in Fluid Systems, 2nd ed.; Cambridge University Press: Cambridge, UK, 1997; ISBN 9780521871211. [Google Scholar]
- Langrish, T.A.G. Multifilm Mass Transfer and Time Constants for Mass Transfer in Food Digestion: Application to Gut-on-chop Models. Appl. Biosci. 2022, 1, 101–112. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Cells | Power Number | Sherwood Number |
|---|---|---|
| 107,000 | 0.193 | 376.30 |
| 179,000 | 0.184 | 376.20 |
| 215,000 | 0.181 | 376.24 |
| 233,000 | 0.184 | 376.19 |
| 243,000 | 0.180 | 376.26 |
| Speed (rpm) | Stirrer 1 | Stirrer 2 | Stirrer 3 | |||
|---|---|---|---|---|---|---|
| Experiment | Simulation | Experiment | Simulation | Experiment | Simulation | |
| 0 | 5.21 × 10−6, 4.55 × 10−6 | 4.11 × 10−6 | ||||
| 100 | 3.86 × 10−5, 3.60 × 10−5 | 1.74 × 10−5 | 1.56 × 10−5, 1.33 × 10−5 | 6.33 × 10−6 | 2.23 × 10−5, 1.94 × 10−5 | 1.40 × 10−5 |
| 200 | 4.48 × 10−5, 4.33 × 10−5 | 2.89 × 10−5 | 1.87 × 10−5, 1.48 × 10−5 | 8.99 × 10−6 | 3.47 × 10−5, 3.44 × 10−5 | 2.32 × 10−5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Zhong, C.; Fletcher, D.F.; Langrish, T.A.G. Simulating Tablet Dissolution Using Computational Fluid Dynamics and Experimental Modeling. Processes 2023, 11, 505. https://doi.org/10.3390/pr11020505
Liu X, Zhong C, Fletcher DF, Langrish TAG. Simulating Tablet Dissolution Using Computational Fluid Dynamics and Experimental Modeling. Processes. 2023; 11(2):505. https://doi.org/10.3390/pr11020505
Chicago/Turabian StyleLiu, Xinying, Chao Zhong, David F. Fletcher, and Timothy A. G. Langrish. 2023. "Simulating Tablet Dissolution Using Computational Fluid Dynamics and Experimental Modeling" Processes 11, no. 2: 505. https://doi.org/10.3390/pr11020505
APA StyleLiu, X., Zhong, C., Fletcher, D. F., & Langrish, T. A. G. (2023). Simulating Tablet Dissolution Using Computational Fluid Dynamics and Experimental Modeling. Processes, 11(2), 505. https://doi.org/10.3390/pr11020505