
Primary Corrosion Cause of P110S Steel Tubing Corrosion Thinning in CO2–H2S Well and Its Remaining Life Prediction

Abstract
1. Introduction
2. Experiment
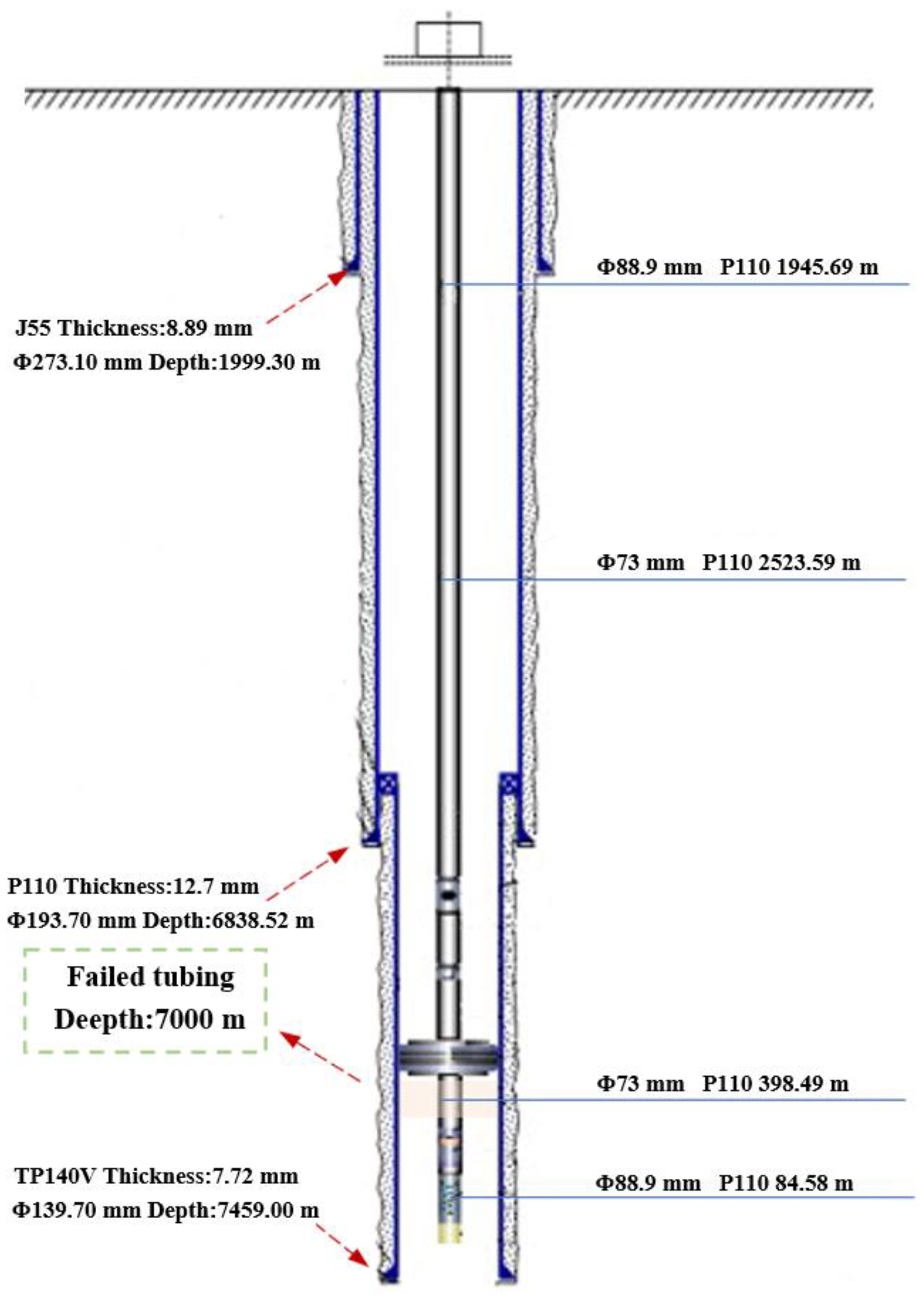
2.1. Reason Judgement of Tubing Thinning
2.2. Failed Tubing Analysis Experiment
2.3. Safety Service Life Assessment of Tubing
- (1)
- Based on the thickness measurement data of the failed tubing, the uniform corrosion rate of the tubing can be calculated first. According to the relationship between the internal pressure and the circumferential stress of the tubing, the residual internal pressure resistance of the tubing can be further determined.
- (2)
- According to API 5C3 standard, safety factor against internal pressure can be calculated by Equation (4).where is safety factor against internal pressure.
- (3)
- According to clause 5.2.3.5.1 in AQ2012-2007 standard [27], the average threshold value of safety factor against internal pressure is 1.15, and the remaining corrosion life of tubing is shown in Equation (5).where is remaining corrosion life of tubing, year.
3. Results
3.1. Chemical Composition
3.2. Metallographic Analysis
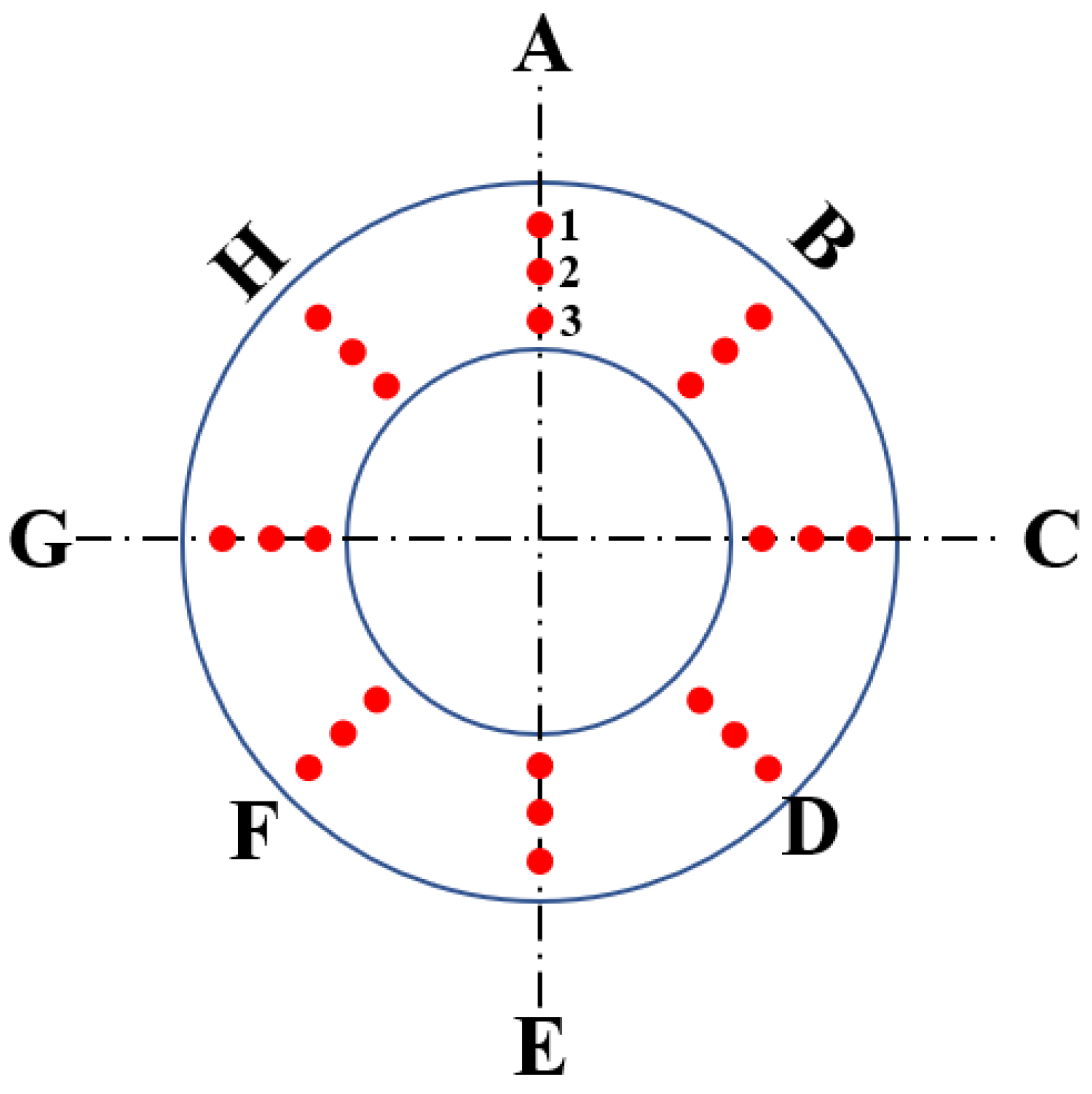
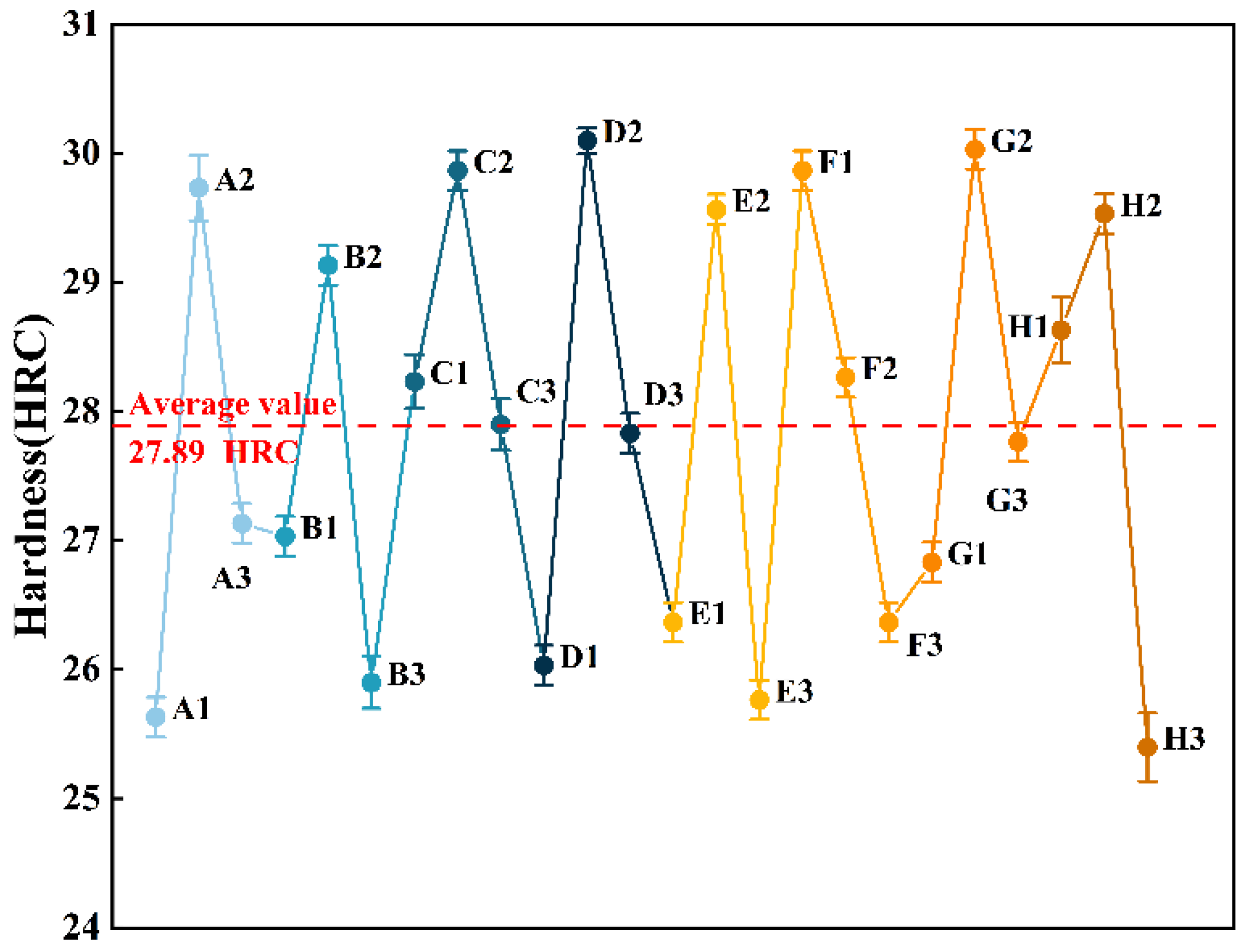
3.3. Hardness Analysis
3.4. Tensile Test
3.5. Morphology and Composition Analysis of Corrosion Products
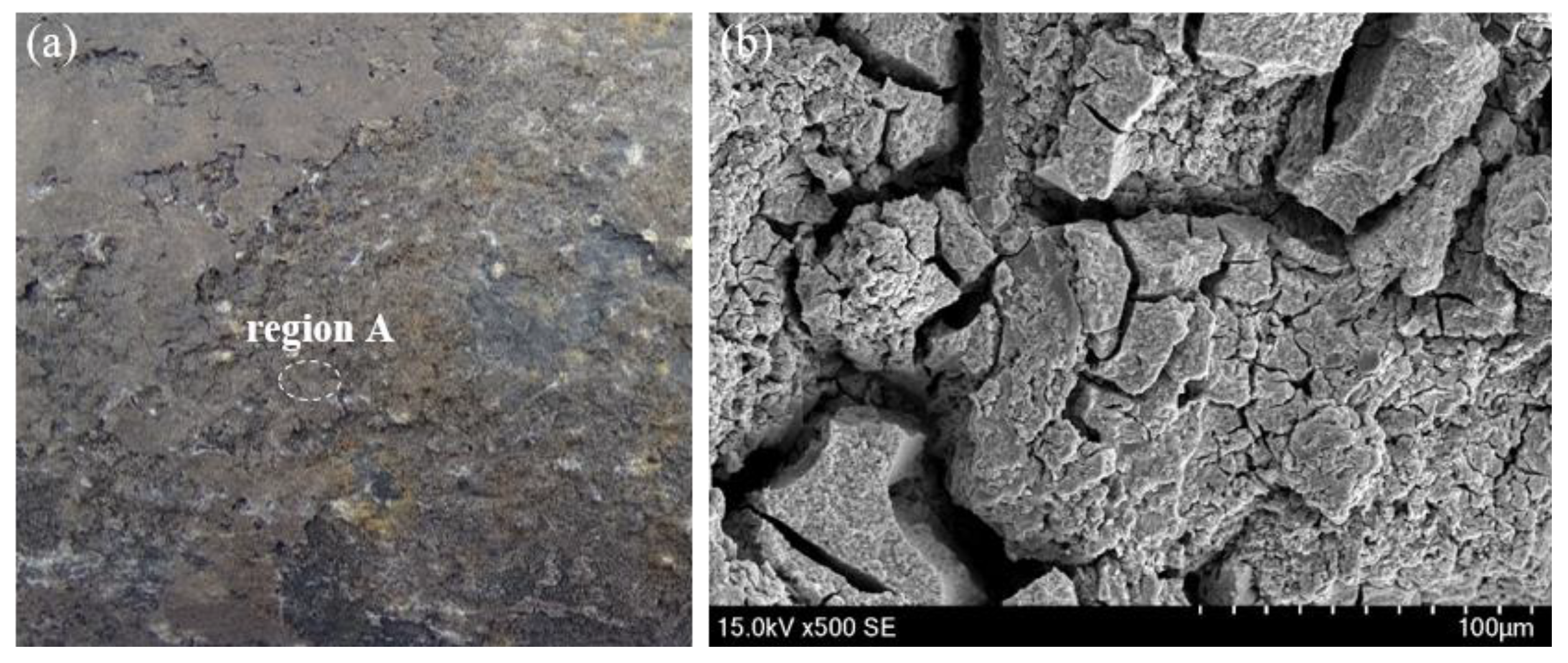
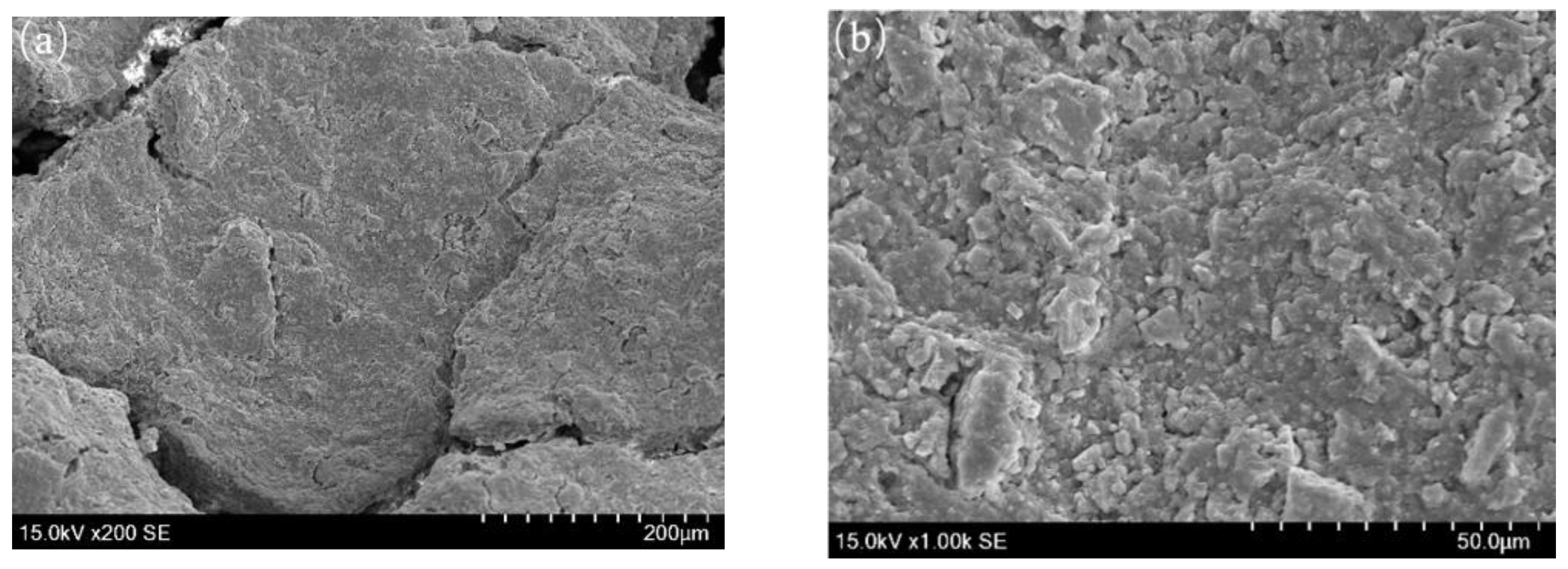
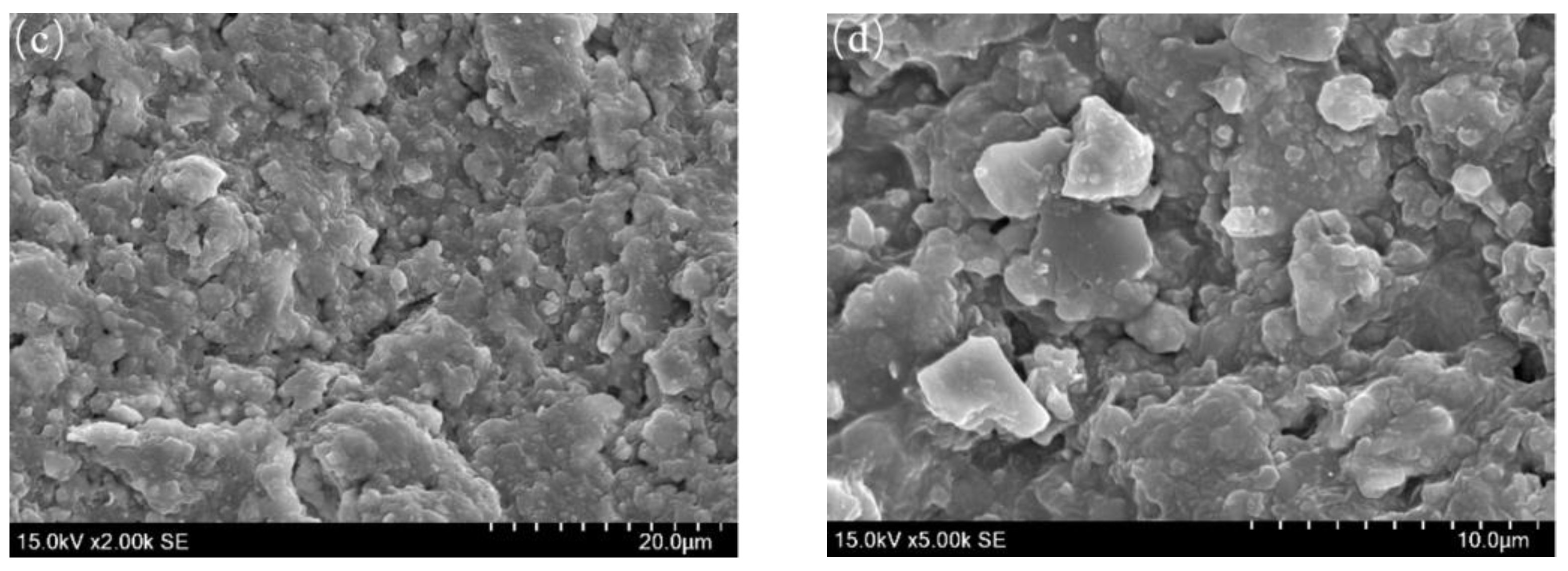
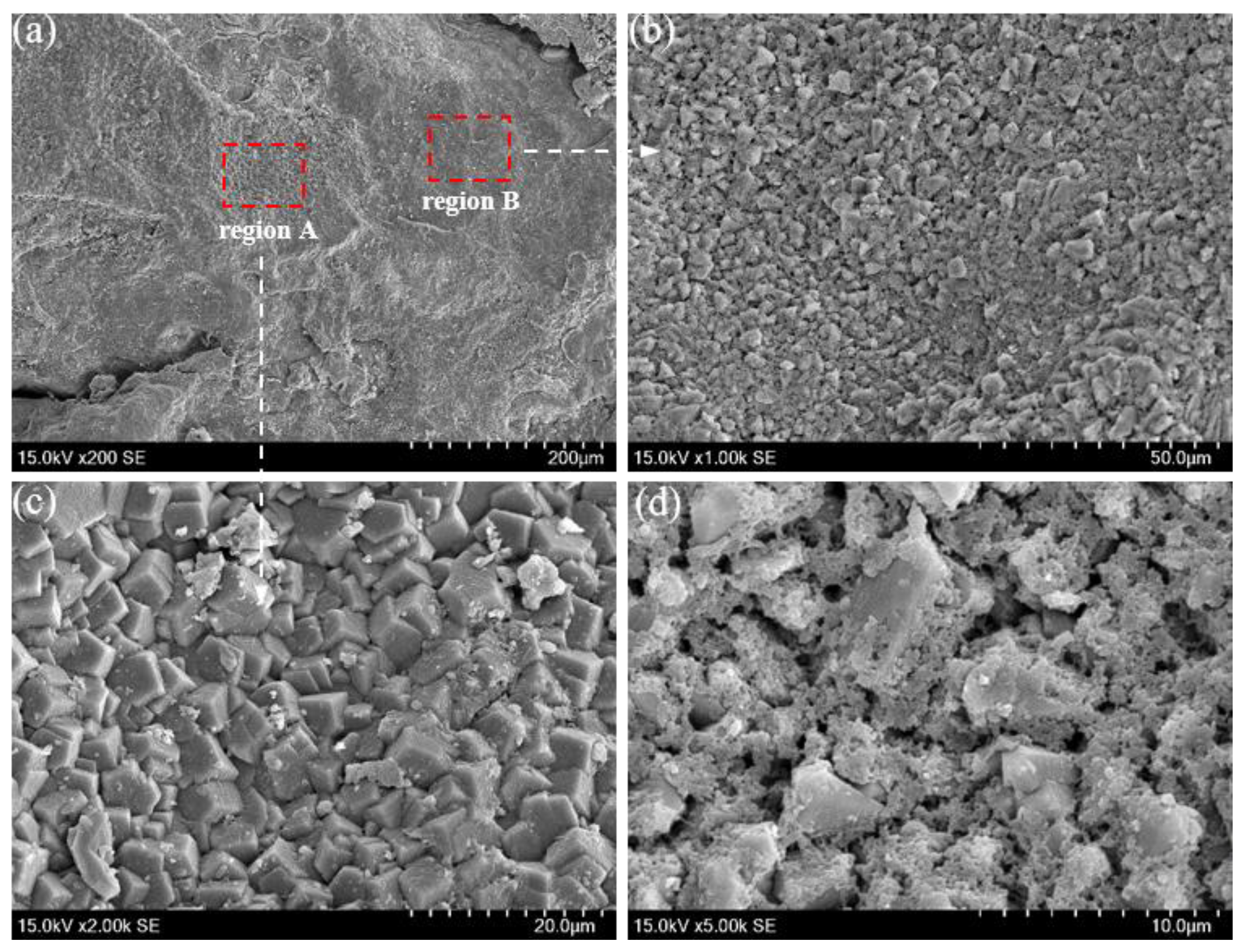
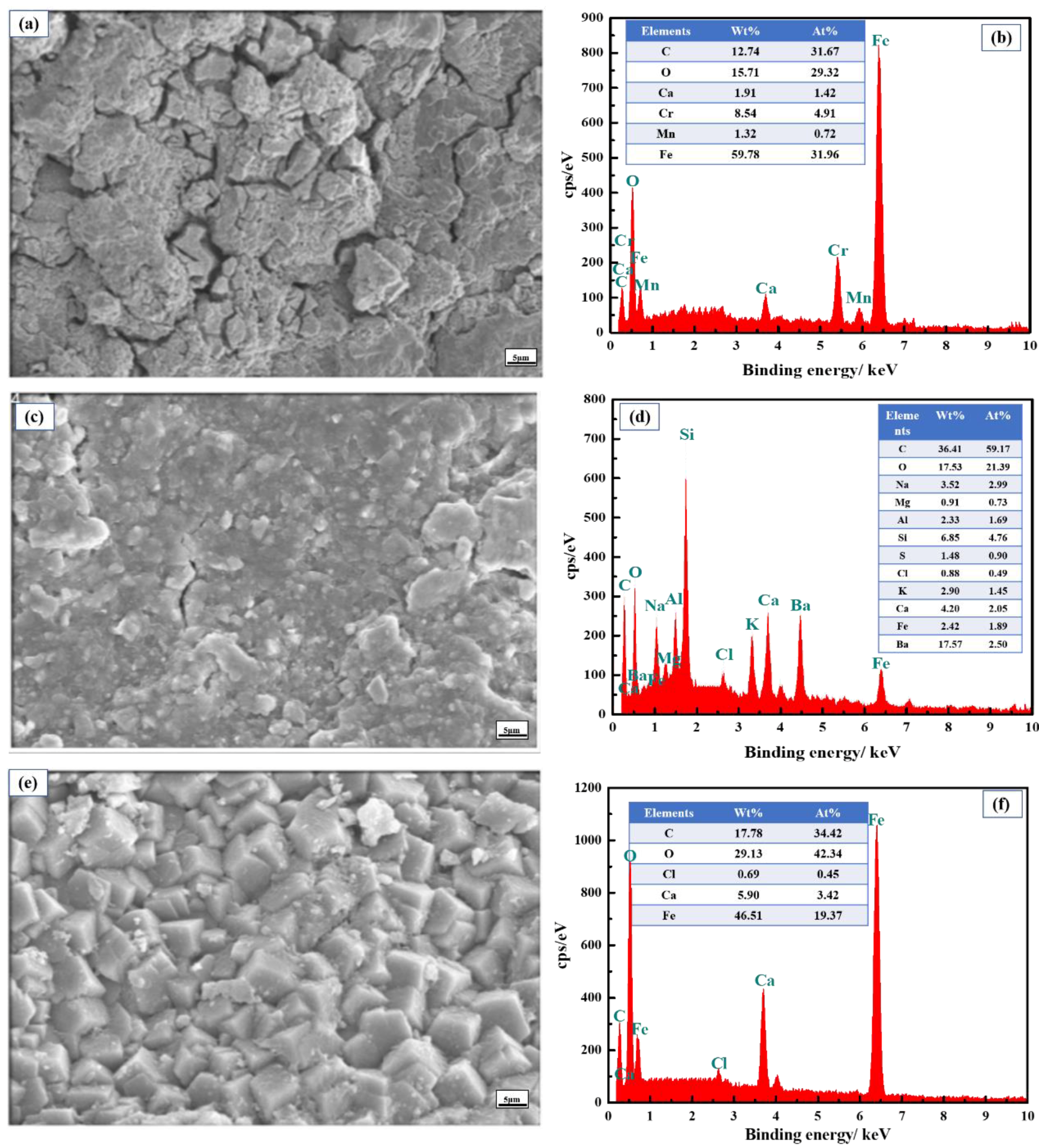
3.5.1. Surface Morphology Observation of Corrosion Products
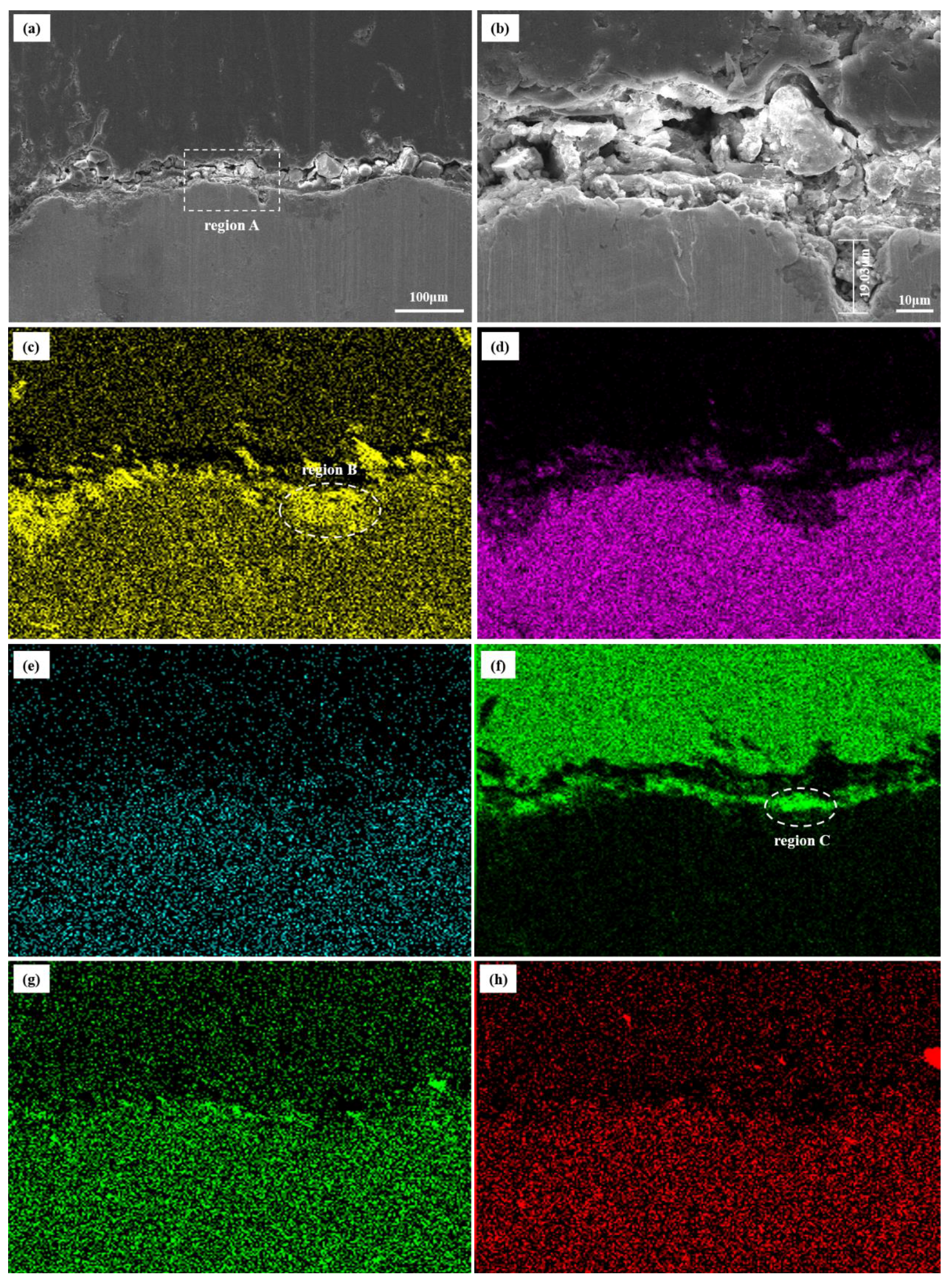
3.5.2. Cross-Section Morphology Observation of Corrosion Products
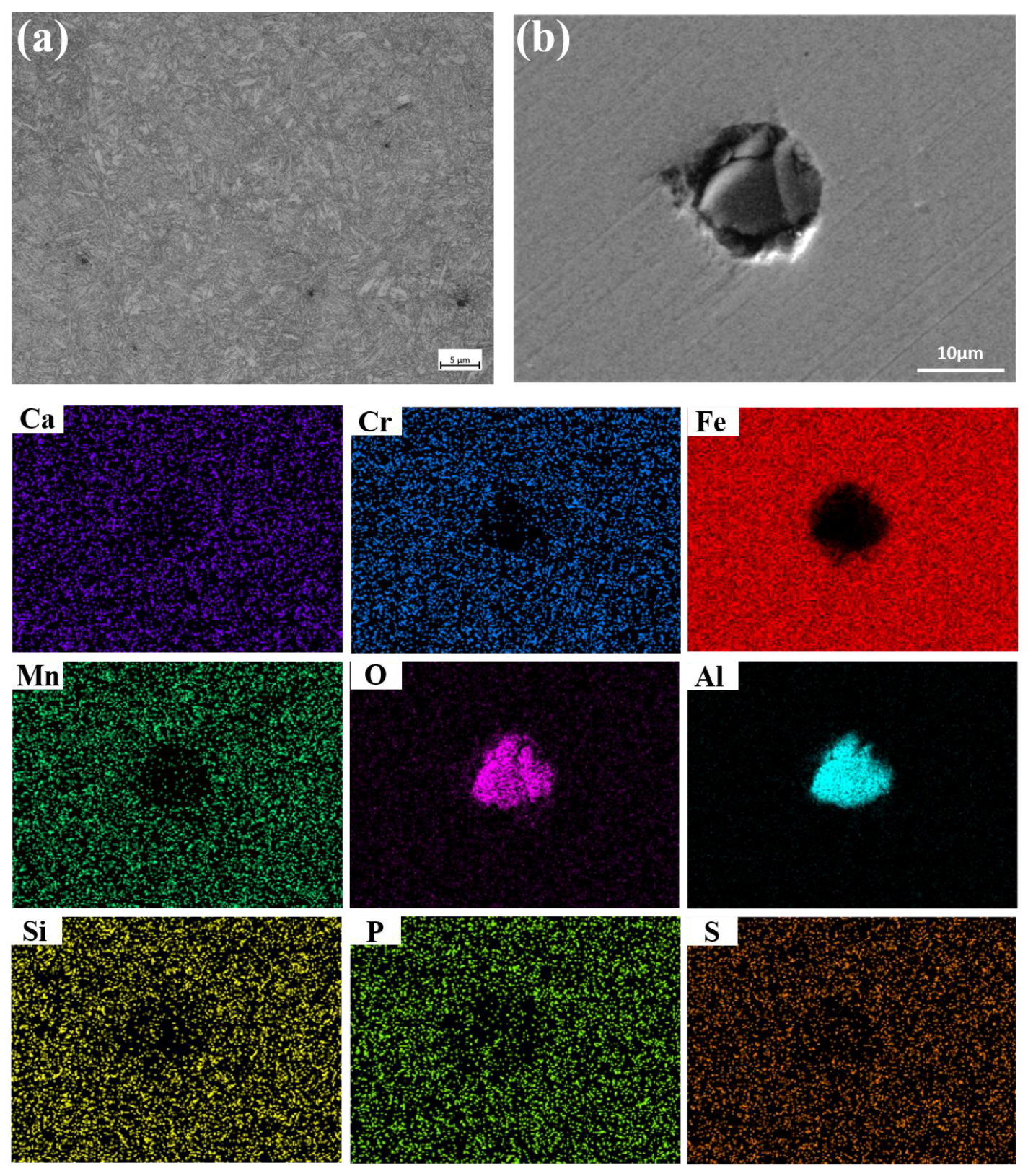
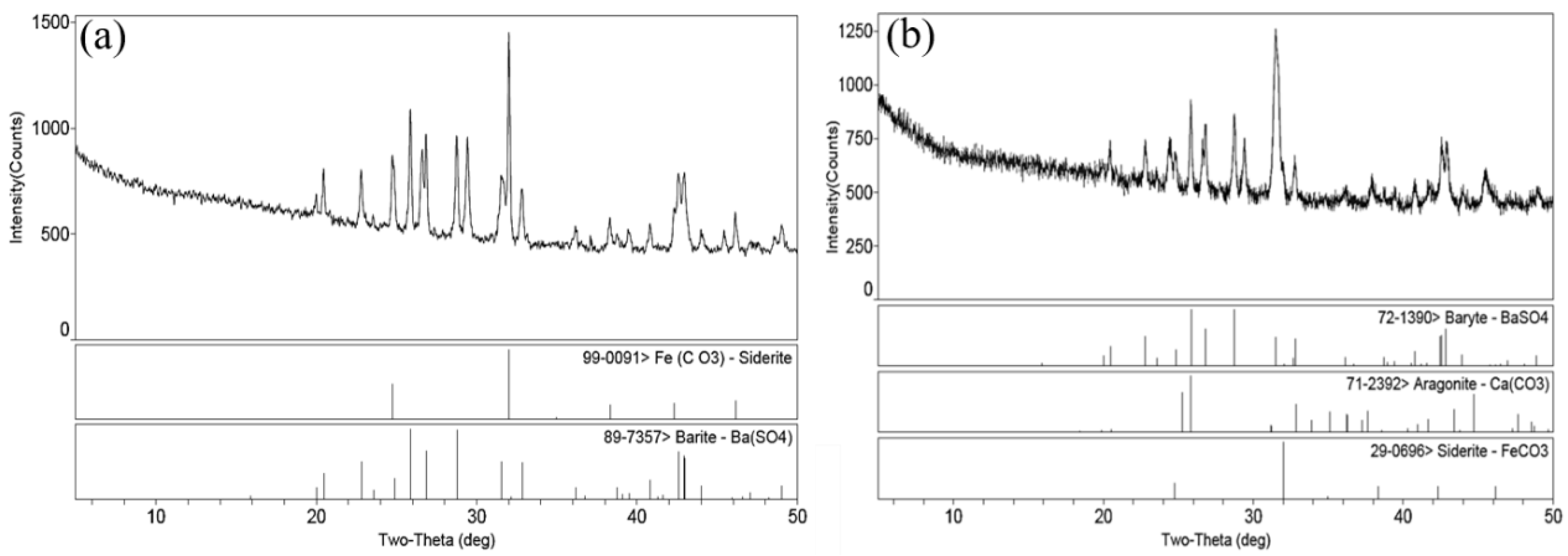
3.5.3. Composition Analysis of Corrosion Products
3.5.4. Pitting Analysis of Inner Wall
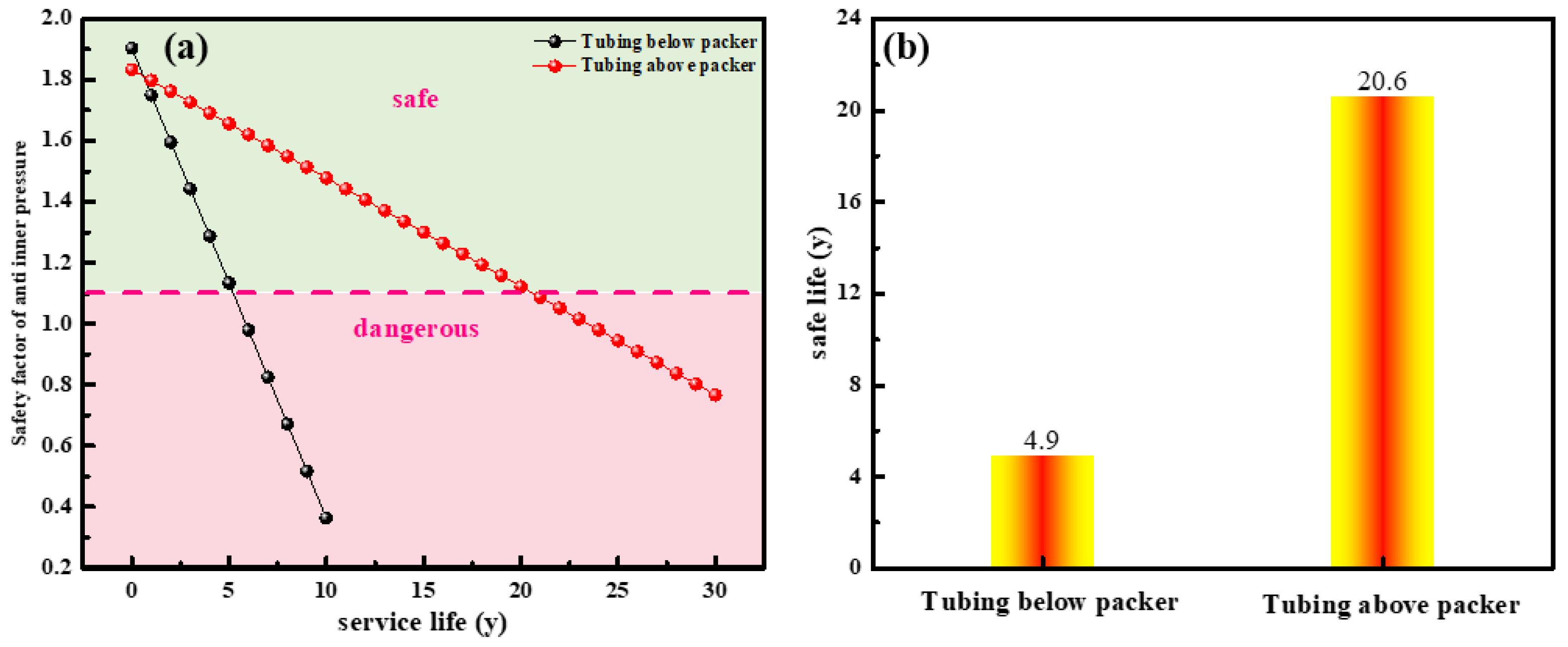
3.6. Prediction of Corrosion Life of Tubing
4. Discussion
5. Conclusions
- (1)
- The results of the chemical composition test, metallographic structure test, and hardness test of the failed tubing meet a criterion of ISO 11960-2011. The microscopic structure of P110S steel is sorbic-acid-tempered, and the non-metallic inclusion is ASTM D0.5. The quality of tubing is qualified;
- (2)
- Due to the ponding at the bottom hole in the later stage, the tubing under the packer is seriously corroded and thinned. The tubing below the packer suffers from water-accumulation corrosion, while the tubing above the packer suffers from water-carrying corrosion. The wellbore with water should be drained in time to avoid water-accumulation corrosion;
- (3)
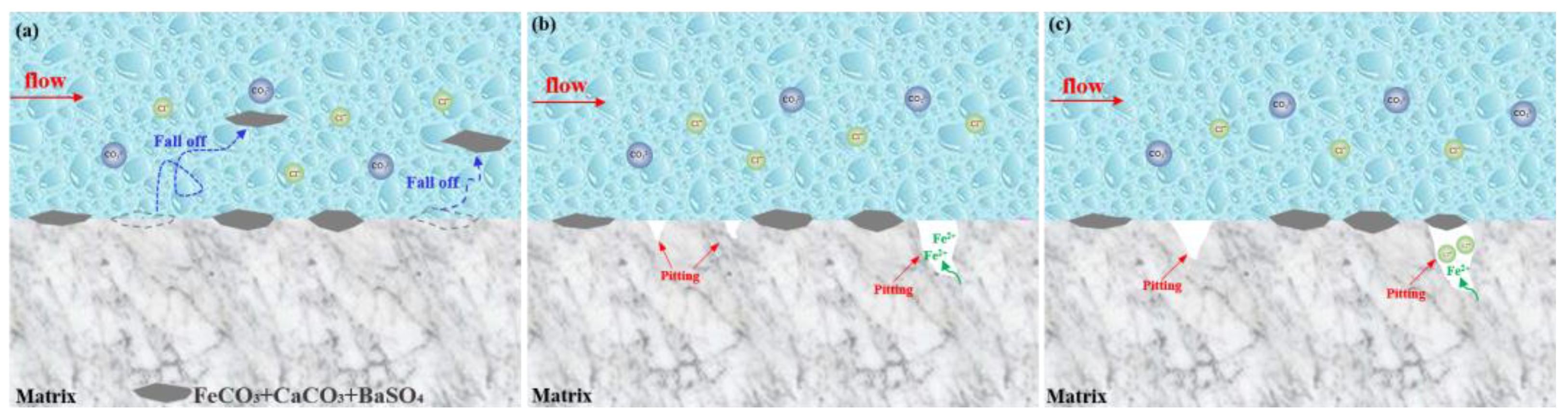
- CO2 corrosion is the main corrosion of failed tubing. The failed tubing is seriously damaged by under-deposit corrosion in the local areas. The raised corrosion scales and scales on the surface of steel are washed away by the produced liquid to form pitting, and FeCO3 and CaCO3 accumulate on the top of pitting to form corrosion under the scale;
- (4)
- A novel model that was specific to the service life of tubing in terms of the wall thickness of tubing was established. The calculated results indicate that the safe service life of tubing above the packer is 20.6 years, while that of tubing below the packer is 4.9 years. A corrosion-resistant alloy is required for tubing below the packer. It provides guidance for the safe servicing of tubing.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dong, B.; Zeng, D.; Yu, Z.; Tan, S.; Jiang, J.; Zhang, Q.; Cai, S.; Yuan, X. Effects of heat-stable salts on the corrosion behaviours of 20 steel in the MDEA/H2S/CO2 environment. Corros. Eng. Sci. Technol. 2019, 54, 339–352. [Google Scholar] [CrossRef]
- Dong, B.; Liu, W.; Chen, L.; Zhang, T.; Fan, Y.; Zhao, Y.; Li, H.; Yang, W.; Sun, Y. Unraveling the effect of chloride ion on the corrosion product film of Cr-Ni- containing steel in tropical marine atmospheric environment. Corros. Sci. 2022, 209, 110741. [Google Scholar] [CrossRef]
- Sun, J.; Sun, C.; Zhang, G.; Li, X.; Zhao, W.; Jiang, T.; Liu, H.; Cheng, X.; Wang, Y. Effect of O2 and H2S impurities on the corrosion behavior of X65 steel in water-saturated supercritical CO2 system. Corros. Sci. 2016, 107, 31–40. [Google Scholar]
- Liao, K.; Zhou, F.; Song, X.; Wang, Y.; Zhao, S.; Liang, J.; Chen, L.; He, G. Synergistic effect of O2 and H2S on the corrosion behavior of N80 steel in a simulated high-pressure flue gas injection system. J. Mater. Eng. Perform. 2020, 29, 155–166. [Google Scholar] [CrossRef]
- Bekhrad, S.; Javidi, M. CO2 Corrosion behavior of calcite-covered API 5L X52 carbon steel in aqueous solutions. J. Mater. Eng. Perform. 2019, 28, 1057–1066. [Google Scholar] [CrossRef]
- Li, Y.; Li, J.; Wang, K.; Song, L.; Du, C. The effect of flowing velocity and impact angle on the fluid-accelerated corrosion of X65 pipeline steel in a wet gas environment containing CO2. J. Mater. Eng. Perform. 2018, 27, 6636–6647. [Google Scholar] [CrossRef]
- Liu, Z.; Li, H.; Jia, Z.; Du, C.; Li, X. Failure analysis of P110 steel tubing in low-temperature annular environment of CO2 flooding wells. Eng. Fail. Anal. 2016, 60, 296–306. [Google Scholar] [CrossRef]
- Souza, R.C.; Santos, B.; Goncalves, M.C.; Mendes, E.P., Jr.; Simões, T.A.; Oliveira, J.R.; Vaz, G.L.; Caldeira, L.; Gomes, J.A.C.P.; Bueno, A.H. The role of temperature and H2S (thiosulfate) on the corrosion products of API X65 carbon steel exposed to sweet environment. J. Pet. Sci. Eng. 2019, 180, 78–88. [Google Scholar] [CrossRef]
- Choi, Y.; Hassani, S.; Thanh, V.; Nesic, S.; Abas, A.; Nor, A.; Suhor, M. Strategies for corrosion inhibition of carbon steel pipelines under supercritical CO2/H2S environments. Corrosion 2019, 75, 1156–1172. [Google Scholar] [CrossRef]
- Javidi, M.; Haghshenas, S.; Shariat, M.H. CO2 corrosion behavior of sensitized 304 and 316 austenitic stainless steels in 3.5 wt.% NaCl solution and presence of H2S. Corros. Sci. 2020, 163, 108230. [Google Scholar] [CrossRef]
- Abadeh, H.K.; Javidi, M. Assessment and Influence of Temperature, NaCl and H2S on CO2 Corrosion behavior of Different Microstructures of API 5L X52 Carbon Steel in Aqueous Environments. J. Nat. Gas Sci. Eng. 2019, 67, 93–107. [Google Scholar] [CrossRef]
- Pessu, F.; Hua, Y.; Barker, R.; Neville, A. A study of the Pitting and uniform corrosion characteristics of X65 carbon steel in different H2S-CO2-containing environments. Corrosion 2017, 74, 886–902. [Google Scholar] [CrossRef] [PubMed]
- Han, L.; Liu, M.; Luo, S.; Lu, T. Fatigue and corrosion fatigue behaviors of G105 and S135 high−strength drill pipe steels in air and H2S environment. Process Saf. Environ. Prot. 2019, 124, 63–74. [Google Scholar] [CrossRef]
- Liu, W.; Shi, T.; Li, S.; Lu, Q.; Zhang, Z.; Feng, S.; Ming, C.; Wu, K. Failure analysis of a fracture tubing used in the formate annulus protection fluid. Eng. Fail. Anal. 2019, 95, 248–262. [Google Scholar] [CrossRef]
- Zhang, Z.; Zheng, Y.; Li, J.; Liu, W.; Liu, M.; Gao, W.; Shi, T. Stress corrosion crack evaluation of super 13Cr tubing in high-temperature and high-pressure gas wells. Eng. Fail. Anal. 2019, 95, 263–272. [Google Scholar] [CrossRef]
- Sun, P.; Wang, Z.; Lu, Y.; Shen, S.; Yang, R.; Xue, A.; Parker, T.; Wang, J.; Wang, Q. Analysis of the corrosion failure of a semiconductor polycrystalline distillation column. Process Saf. Environ. Prot. 2020, 135, 244–256. [Google Scholar] [CrossRef]
- Mousavi Anijdan, S.H.; Sabzi, M.; Park, N.; Lee, U. Sour corrosion performance and sensitivity to hydrogen induced cracking in the X70 pipeline steel: Effect of microstructural variation and pearlite percentage. Int. J. Press. Vessel. Pip. 2022, 199, 104759. [Google Scholar] [CrossRef]
- Mousavi Anijdan, S.H.; Arab, G.; Sadeghi, M.; Eivani, A.; Jafarian, H. Sensitivity to hydrogen induced cracking, and corrosion performance of an API X65 pipeline steel in H2S containing environment: Influence of heat treatment and its subsequent microstructural changes. J. Mater. Res. Technol. 2021, 15, 1–16. [Google Scholar] [CrossRef]
- Wang, P.; Wang, J.; Zheng, S.; Qi, Y.; Xiong, M.; Zheng, Y. Effect of H2S/CO2 partial pressure ratio on the tensile properties of X80 pipeline steel. Int. J. Hydrogen Energy 2015, 40, 11925–11930. [Google Scholar] [CrossRef]
- Asadian, M.; Sabzi, M.; Mousavi Anijdan, S.H. The effect of temperature, CO2, H2S gases and the resultant iron carbonate and iron sulfide compounds on the sour corrosion behaviour of ASTM A-106 steel for pipeline transportation. Int. J. Press. Vessel. Pip. 2019, 171, 184–193. [Google Scholar] [CrossRef]
- Liu, M.; Wang, J.; Ke, W.; Han, E. Corrosion Behavior of X52 Anti-H2S Pipeline Steel Exposed to High H2S Concentration Solutions at 90 degrees C. J. Mater. Sci. Technol. 2014, 30, 501–510. [Google Scholar] [CrossRef]
- Zeng, D.; Dong, B.; Zeng, F.; Yu, Z.; Zeng, W.; Guo, Y.; Peng, Z.; Tao, Y. Analysis of corrosion failure and materials selection for CO2-H2S gas well. J. Nat. Gas Sci. Eng. 2021, 86, 103734. [Google Scholar] [CrossRef]
- Dong, B.; Zeng, D.; Yu, Z.; Zhang, H.; Yu, H.; Tian, G.; Yi, Y. Role of polyacrylamide concentration on corrosion behavior of N80 steel in the HPAM/H2S/CO2 environment. Mater. Corros. 2019, 71, 526–536. [Google Scholar] [CrossRef]
- ISO 11960,2011; Petroleum and Natural Gas Industries-Steel Pipes for Use as Casing or Tubing for Wells. International Organization for Standardization: Geneva, Switzerland, 2011.
- ASTM E45-18a; Standard Test Methods for Determining the Inclusion Content of Steel. ASTM International: West Conshohocken, PA, USA, 2018.
- API 5C3; Calculating Performance Properties of Pipe Used as Casing or Tubing. American Petroleum Institute: Columbia, WA, USA, 2019.
- AQ2012-2007; Safety Regulations for Petroleum and Natural Gas. World Health Organization: Geneva, Switzerland, 2007.
- GB/T10561-2005; Steel-Determination of Content of Nonmetallic Inclusions-Micrographic Method Using Standards Diagrams. National Standard of the People’s Republic of China: Beijing, China, 2005.
- ASTM E112-13; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2021.
- Suwarno, S.; I’Jazurrohman, A.J.; Yudanto, F.D.; Djanali, V.S. Failure analysis of waste heat boiler tubing caused by a high local heat flux. Eng. Fail. Anal. 2022, 136, 106147. [Google Scholar] [CrossRef]
- NACE MR0175-2003; Metals for Sulfide Stress Cracking and Stress Corrosion Cracking Resistance in Sour Oilfield Environments. National Association of Colleges and Employers: Bethlehem, PA, USA, 2003.
- ISO 6892-1,2009; Metallic Materials—Tensile Testing—Part 1, Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2009.
- API Spec 5CT-2011; Specification for Casing and Tubing. American Petroleum Institute: Columbia, WA, USA, 2011.
- Zeng, D.; Dong, B.; Zhang, S.; Yi, Y.; Huang, Z.; Tian, G.; Yu, H.; Sun, Y. Annular corrosion risk analysis of gas injection in CO2 flooding and development of oil-based annulus protection fluid. J. Pet. Sci. Eng. 2022, 208, 109526. [Google Scholar] [CrossRef]
- Guo, S.; Xu, L.; Zhang, L.; Chang, W.; Lu, M. Corrosion of alloy steels containing 2% chromium in CO2 environments. Corros. Sci. 2012, 63, 246–258. [Google Scholar] [CrossRef]
- Ikeda, A. CO2 Corrosion of Iron and Steel in Oil and Gas Production. J. Jpn. Pet. Inst. 2008, 45, 55–69. [Google Scholar] [CrossRef]
- Guo, S.; Xu, L.; Zhang, L.; Chang, W.; Lu, M. Characterization of corrosion scale formed on 3Cr steel in CO2-saturated formation water. Corros. Sci. 2016, 110, 123–133. [Google Scholar] [CrossRef]
- Dong, B.; Liu, W.; Zhang, T.; Chen, L.; Fan, Y.; Zhao, Y.; Li, H.; Yang, W.; Sun, Y. Clarifying the effect of a small amount of Cr content on the corrosion of Ni-Mo steel in tropical marine atmospheric environment. Corros. Sci. 2023, 210, 110813. [Google Scholar] [CrossRef]
- Shamsa, A.; Barker, R.; Hua, Y.; Barmatov, E.; Hughes, T.; Neville, A. The role of Ca2+ ions on Ca/Fe carbonate products on X65 carbon steel in CO2 corrosion environments at 80 and 150 °C. Corros. Sci. 2019, 156, 58–70. [Google Scholar] [CrossRef]
- Zeng, D.; Dong, B.; Qi, Y.; Yu, Z.; Wang, J.; Huang, X.; Liu, X.; Liu, Y. On how CO2 partial pressure on corrosion of HNBR rubber O-ring in CO2–H2S–CH4 environment. Int. J. Hydrogen Energy 2021, 46, 8300–8316. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | C | S | Mn | P | Ni | Cr | Cu | Mo | Si | |
|---|---|---|---|---|---|---|---|---|---|---|
| Content | 0.25 | 0.003 | 0.64 | 0.006 | 0.01 | 0.96 | 0.02 | 0.95 | 0.26 | |
| ISO 11960-2011 | C110 | ≤0.35 | ≤0.005 | ≤1.2 | ≤0.020 | ≤0.99 | 0.4–1.5 | - | 0.25–1.00 | - |
| P110 | - | ≤0.030 | - | ≤0.030 | - | - | - | - | - | |
| Specimen No. | Tensile Strength (MPa) | Yield Strength (MPa) | Yield Ratio | Fracture Elongation (%) | |||
|---|---|---|---|---|---|---|---|
| Measured Value | Average Value | Measured Value | Average Value | Measured Value | Average Value | ||
| I | 881 | 878 | 830 | 836 | 0.95 | 10.6 | 10.3 |
| II | 875 | 836 | 0.95 | 10.1 | |||
| III | 878 | 842 | 0.95 | 10.2 | |||
| API-5CT | ≥862 | 778–965 | - | - | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Long, W.; Wang, X.; Hu, H.; Lu, W.; Liu, L.; Zhou, M.; Cao, S.; Chen, X. Primary Corrosion Cause of P110S Steel Tubing Corrosion Thinning in CO2–H2S Well and Its Remaining Life Prediction. Processes 2023, 11, 333. https://doi.org/10.3390/pr11020333
Long W, Wang X, Hu H, Lu W, Liu L, Zhou M, Cao S, Chen X. Primary Corrosion Cause of P110S Steel Tubing Corrosion Thinning in CO2–H2S Well and Its Remaining Life Prediction. Processes. 2023; 11(2):333. https://doi.org/10.3390/pr11020333
Chicago/Turabian StyleLong, Wu, Xi Wang, Huan Hu, Wei Lu, Lian Liu, Miaopeng Zhou, Sirui Cao, and Xiaowen Chen. 2023. "Primary Corrosion Cause of P110S Steel Tubing Corrosion Thinning in CO2–H2S Well and Its Remaining Life Prediction" Processes 11, no. 2: 333. https://doi.org/10.3390/pr11020333
APA StyleLong, W., Wang, X., Hu, H., Lu, W., Liu, L., Zhou, M., Cao, S., & Chen, X. (2023). Primary Corrosion Cause of P110S Steel Tubing Corrosion Thinning in CO2–H2S Well and Its Remaining Life Prediction. Processes, 11(2), 333. https://doi.org/10.3390/pr11020333