
CFD Modeling and Validation of Blast Furnace Gas/Natural Gas Mixture Combustion in an Experimental Industrial Furnace

Abstract
1. Introduction
2. Materials and Methods
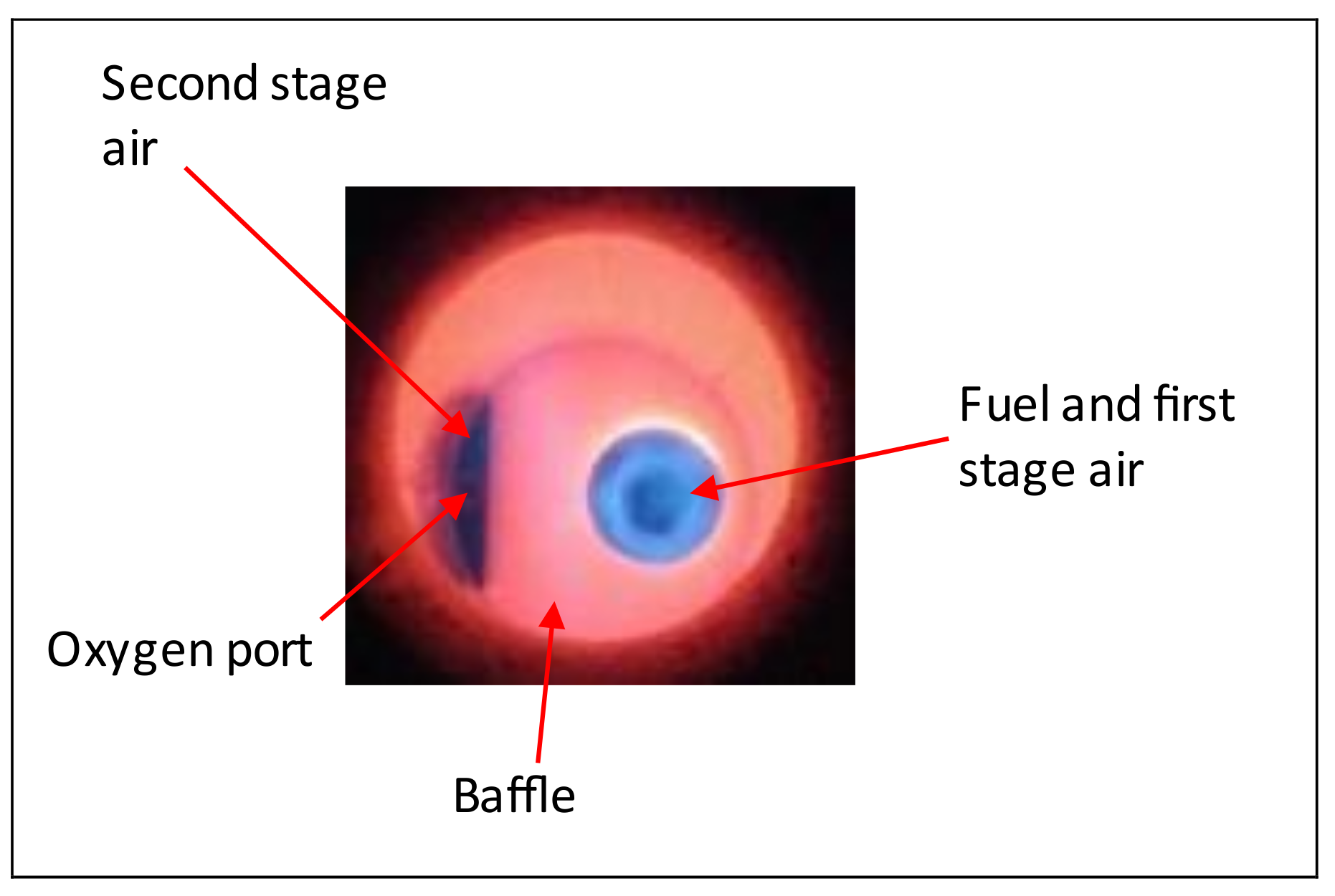
2.1. Test Furnace
2.2. Experimental Methodology
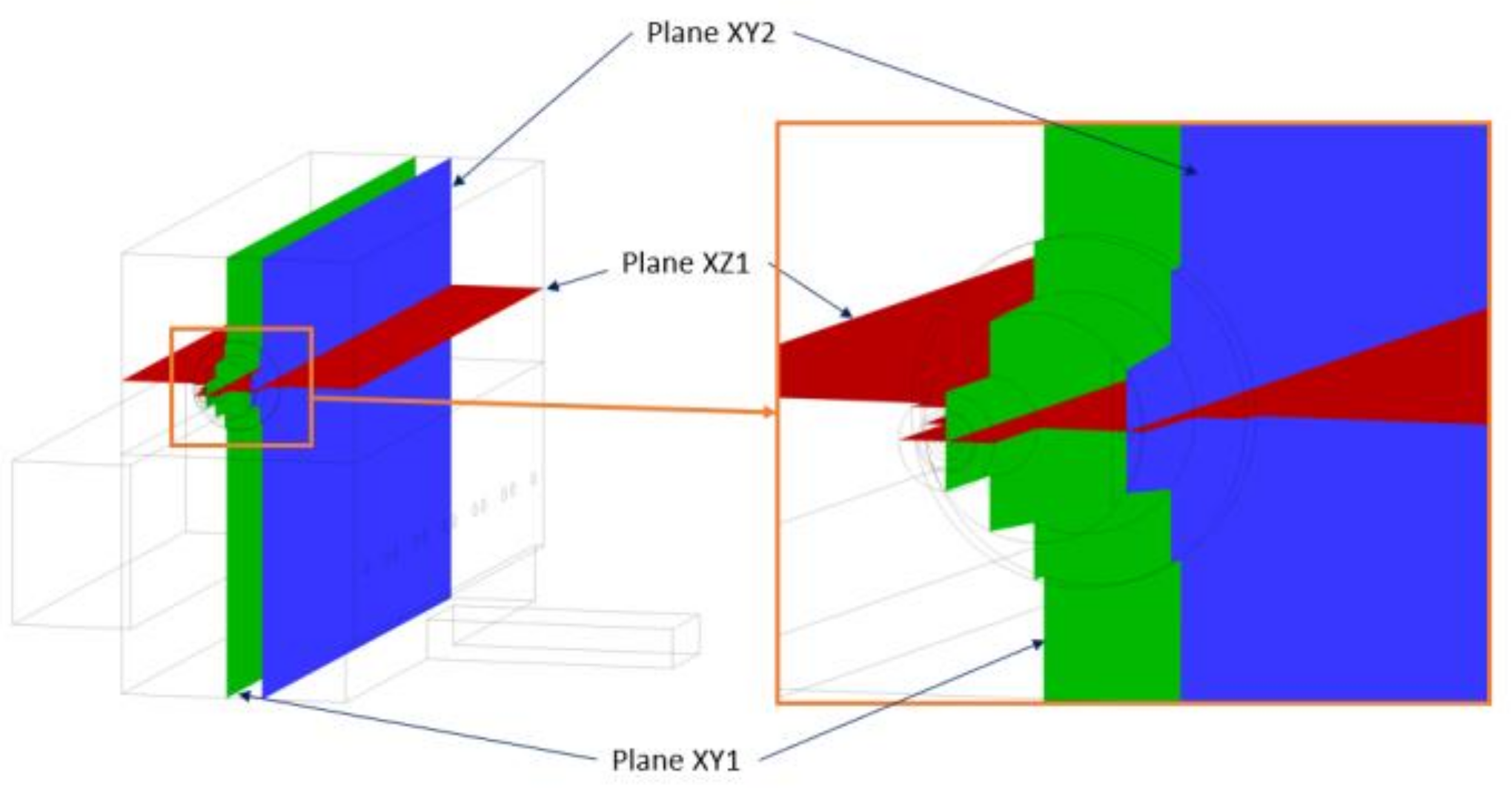
2.3. Furnace Model for CFD Simulation
3. Results
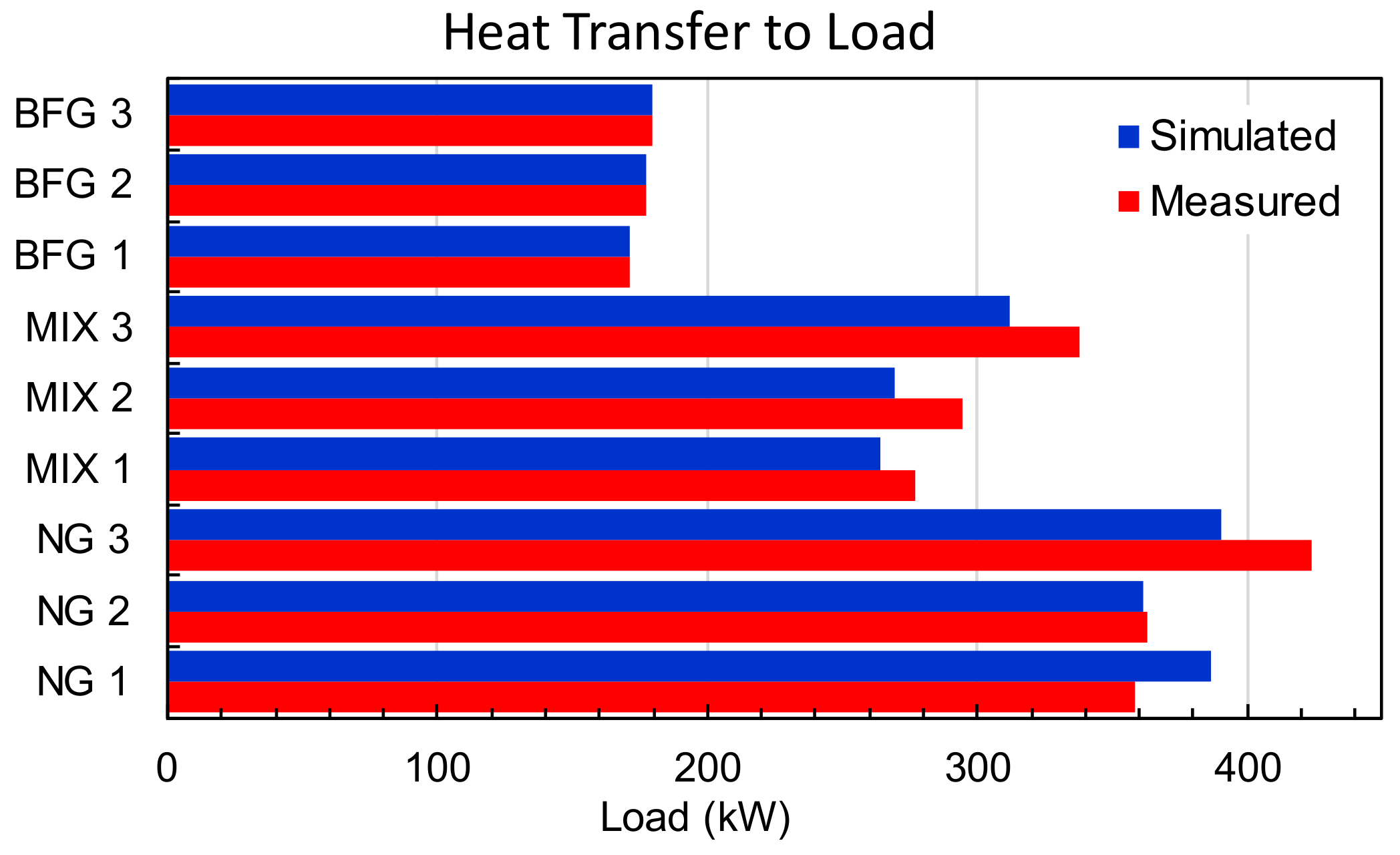
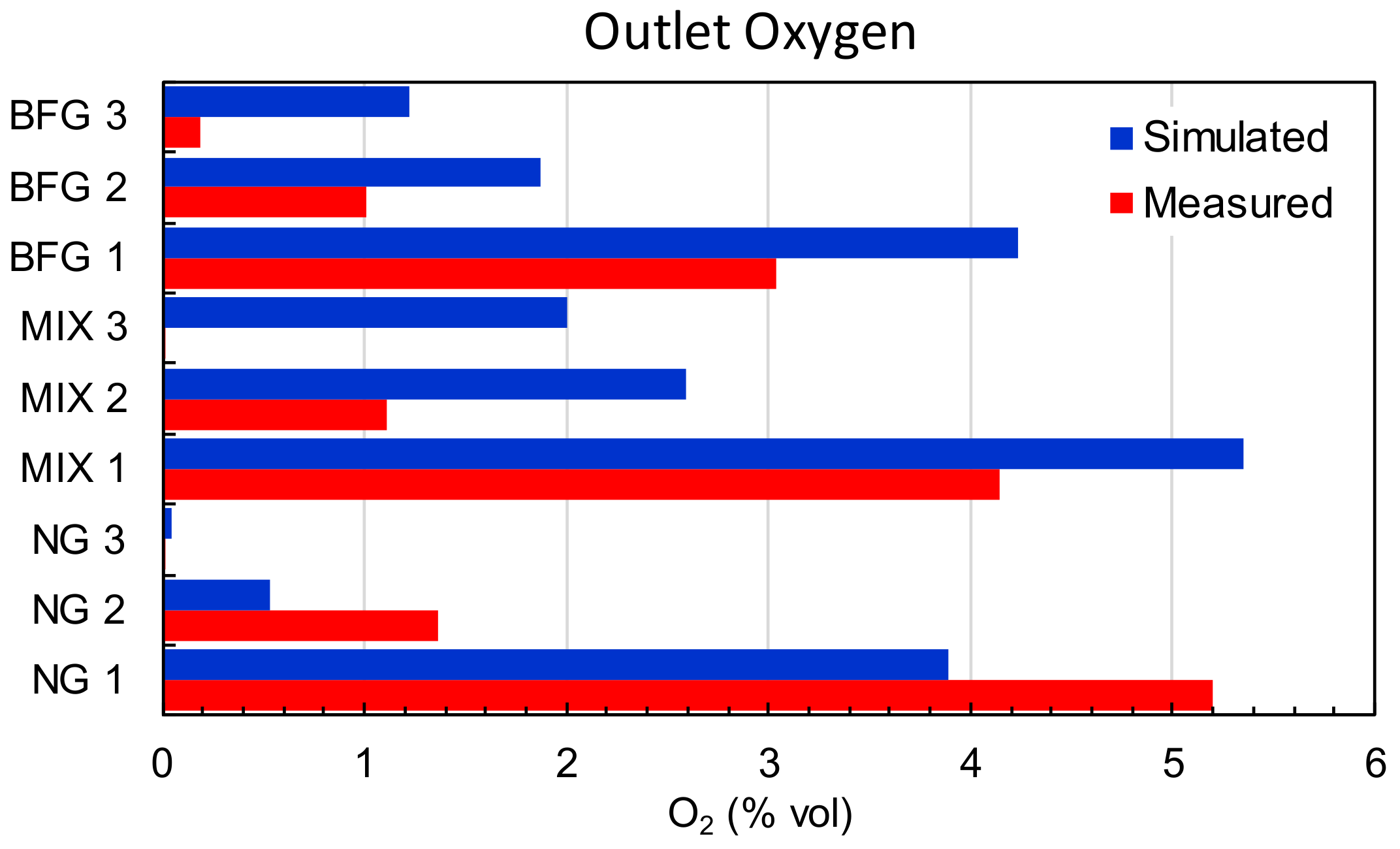
3.1. Model Validation
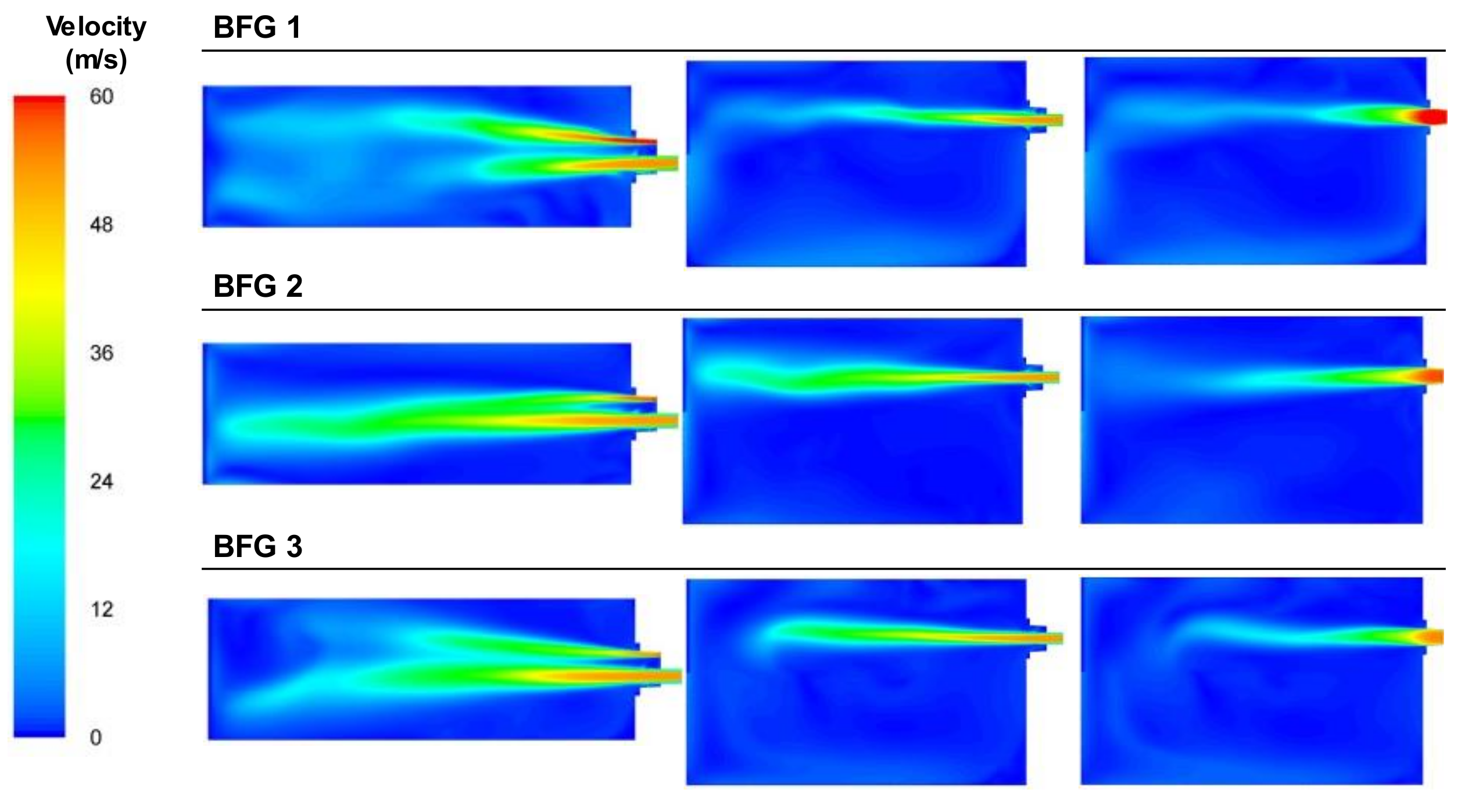
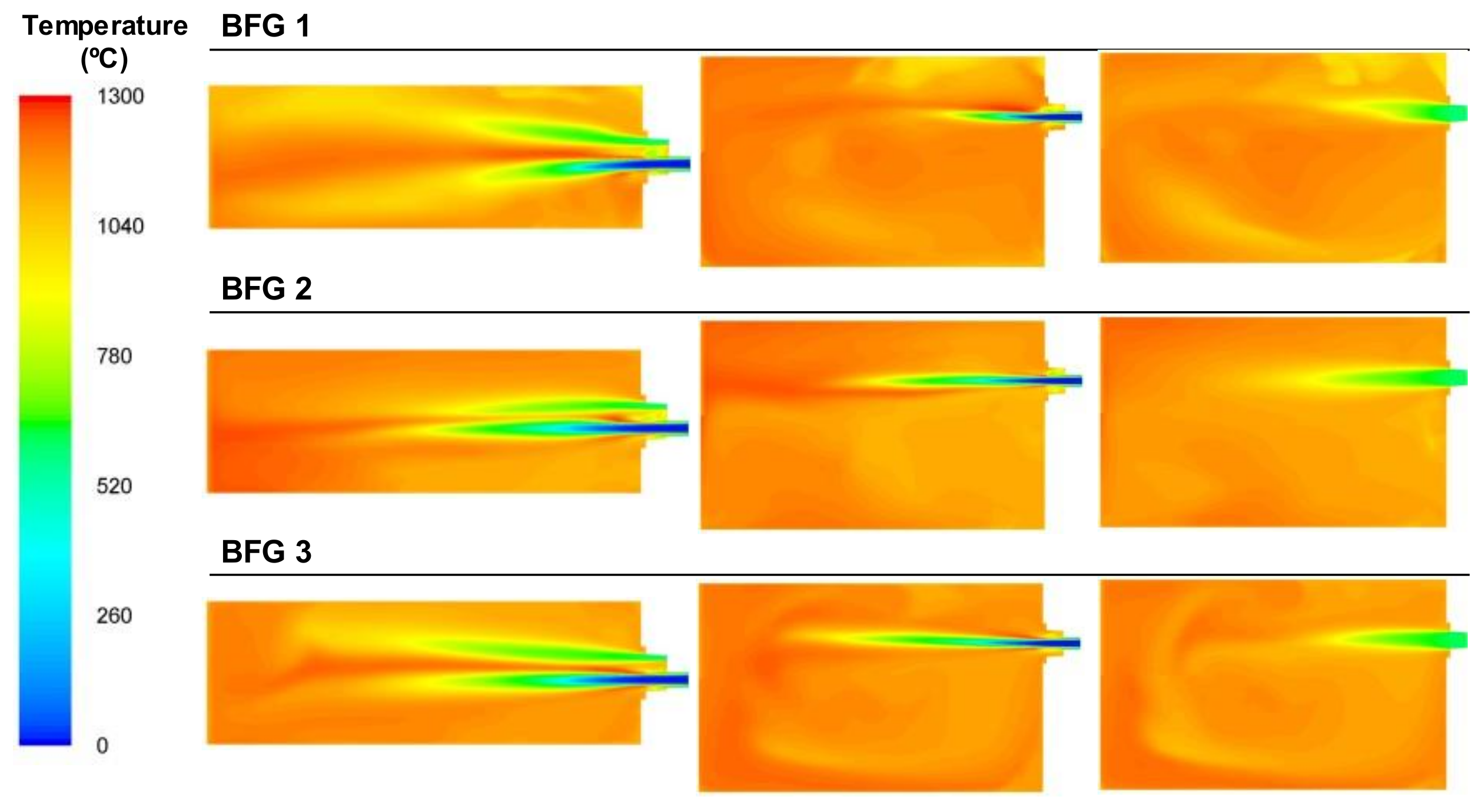
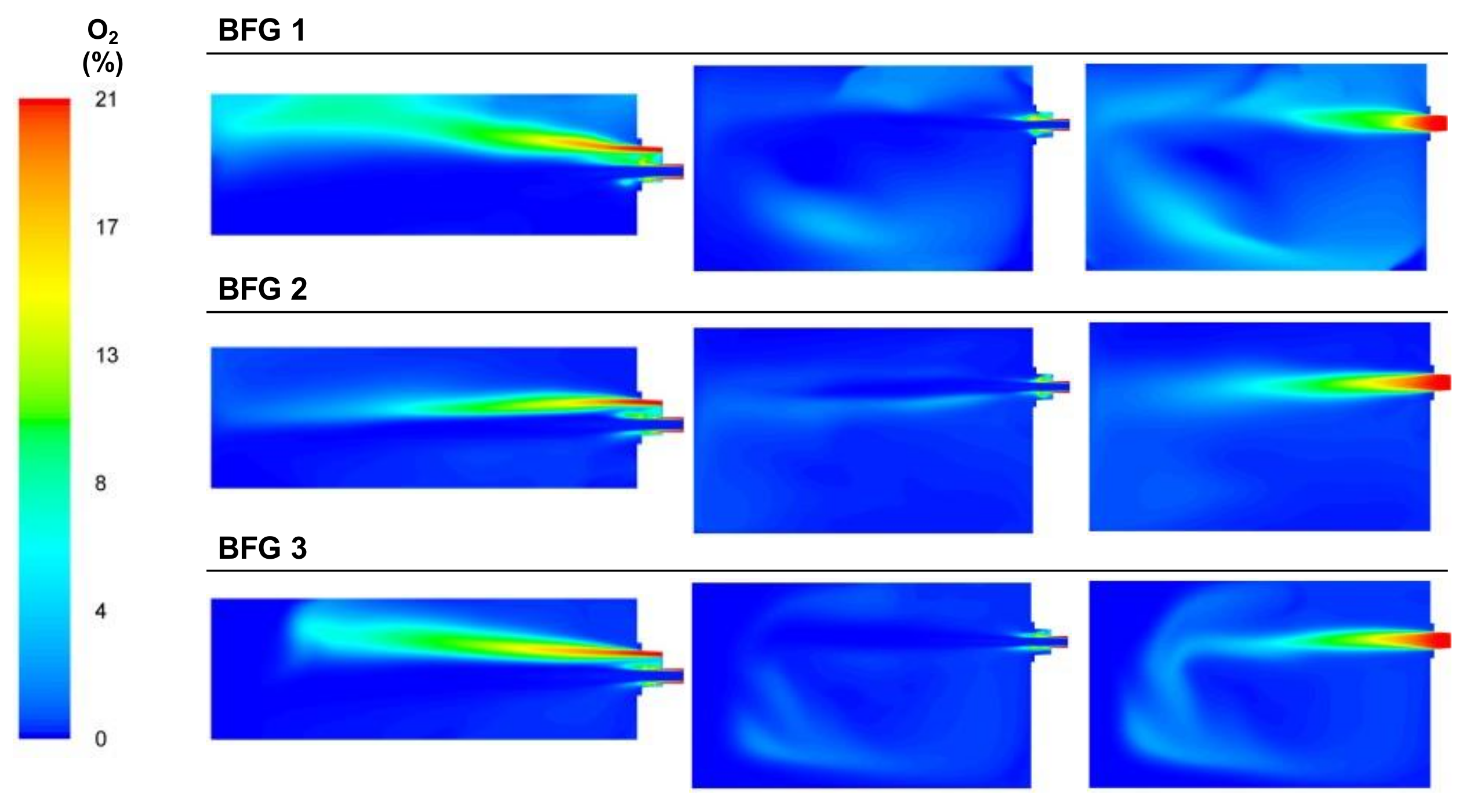
3.2. Results Analysis and Discussion
4. Conclusions
- The use of very different heating value fuels leads to different fluid dynamics since very different volumetric flows are introduced to produce similar powers. Burning equipment must be adapted to ensure flame geometries, and this will imply different nozzles and swirling methods.
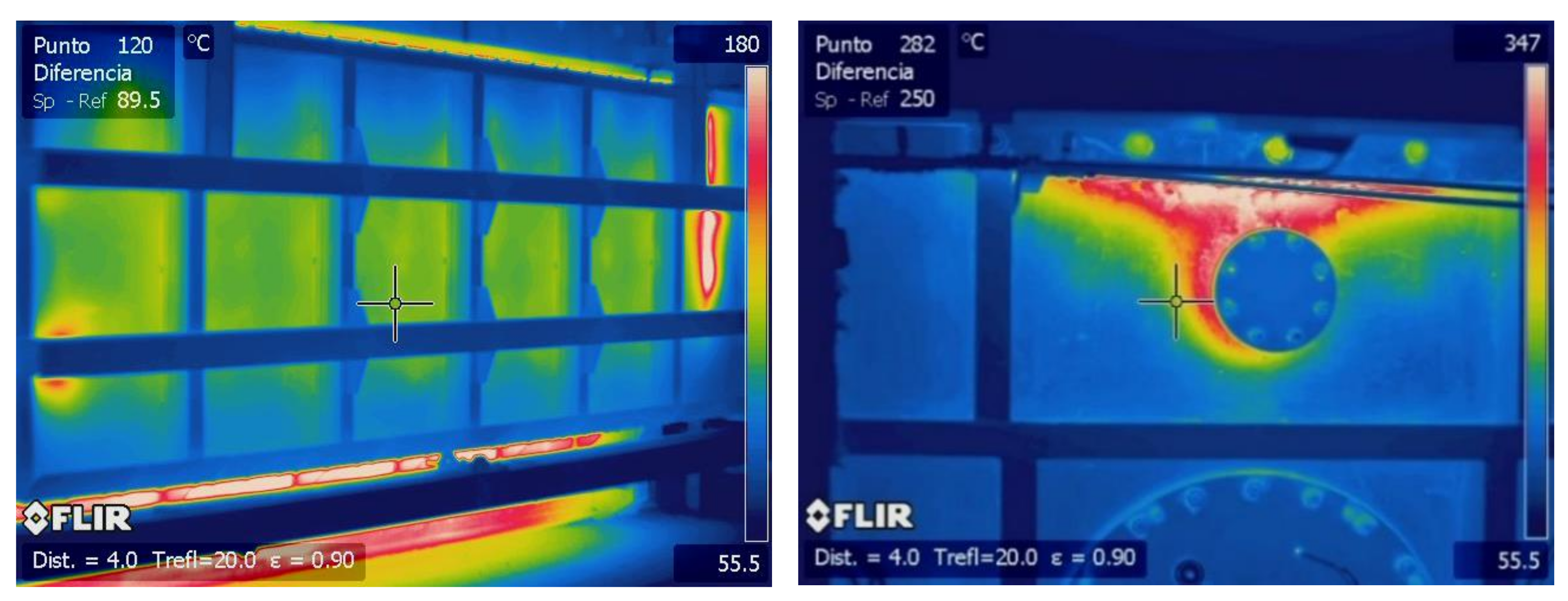
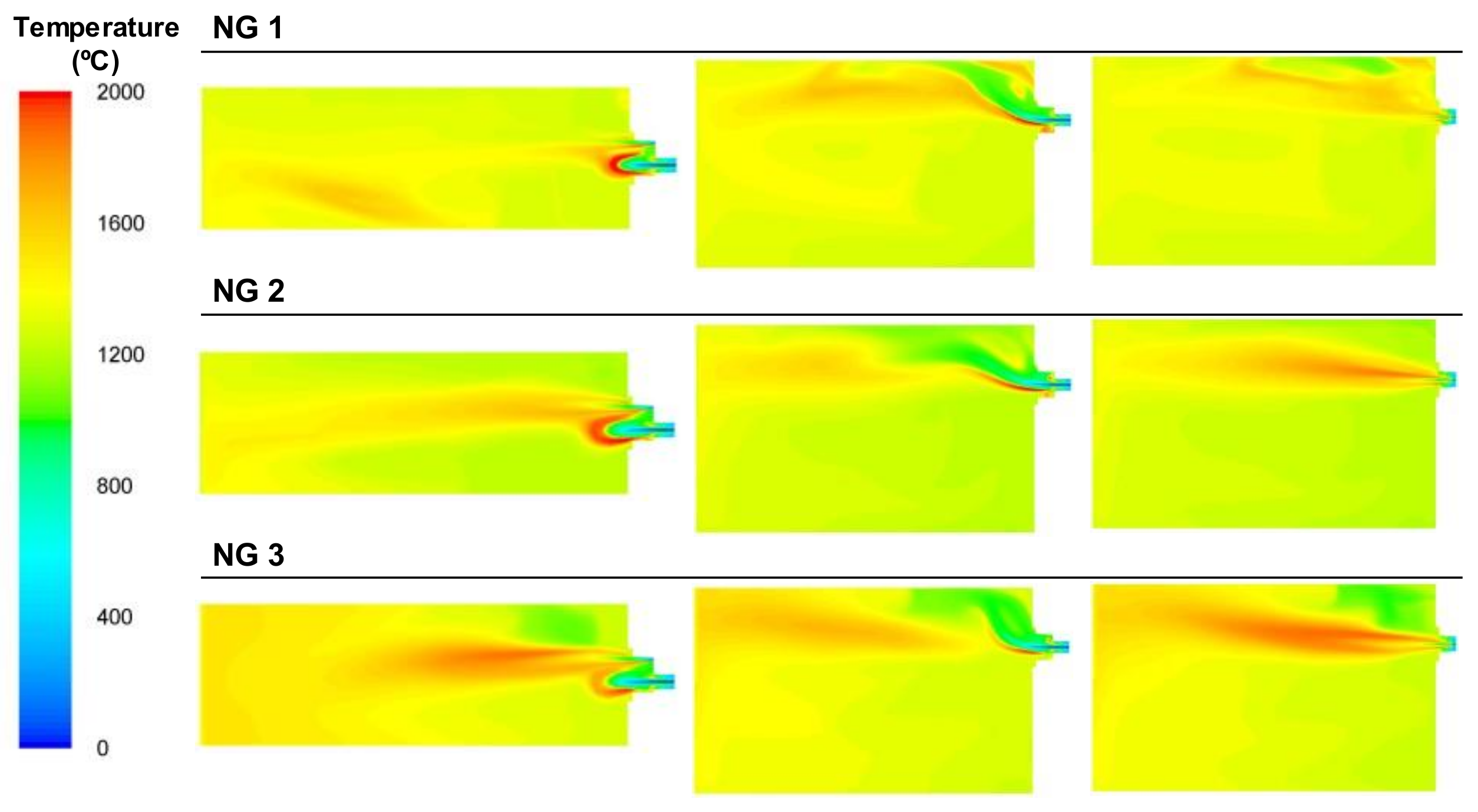
- Thus, the heat transferred to the load is not homogeneous. The flow pattern inside the furnace causes differences in the heat transfer distribution along the load walls. Usually, the heat transfer to the real load in the steel sector is critical so the use of different calorific value gases can affect the quality of the process (different temperature gradients in the load).
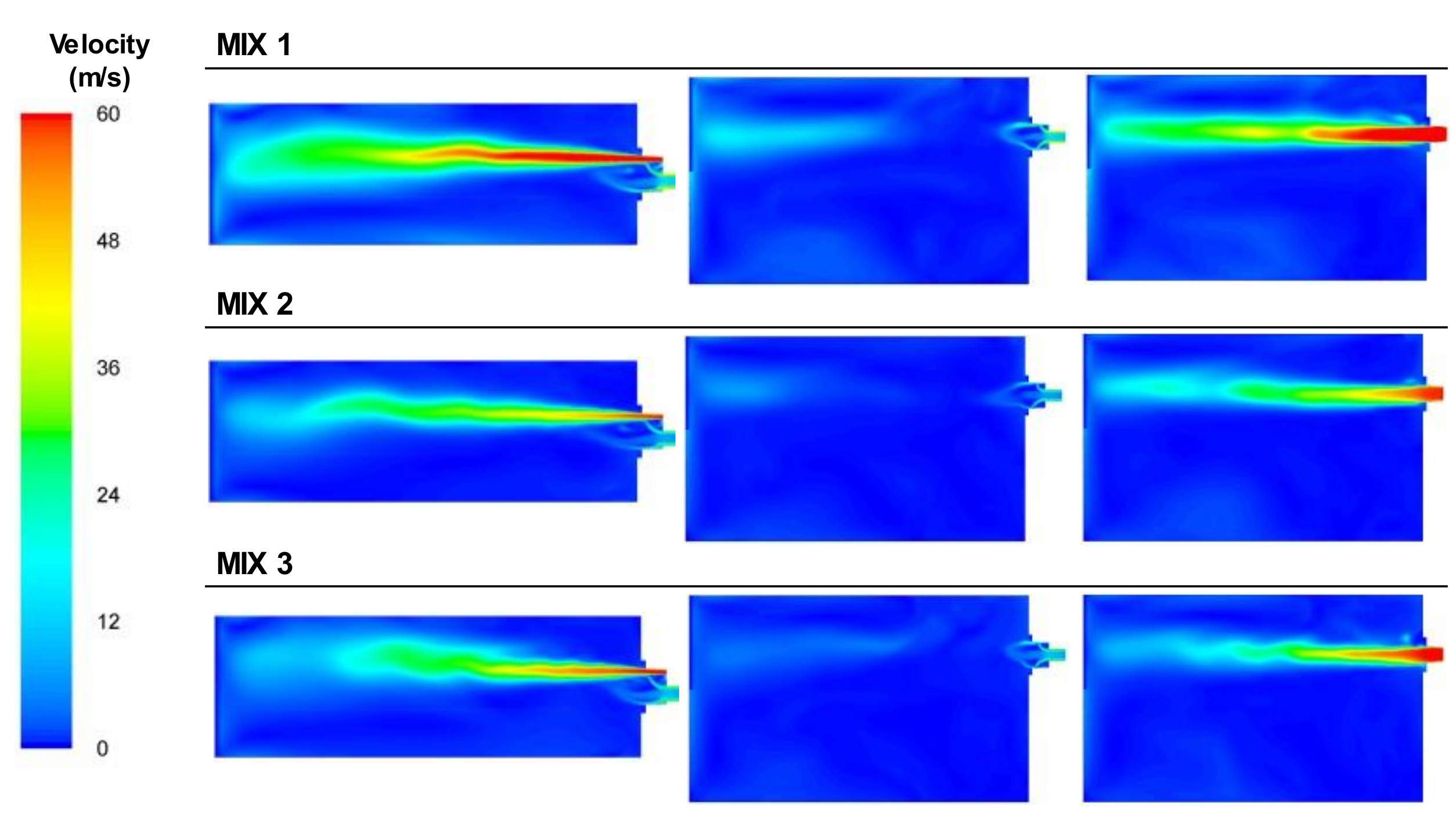
- The swirl effect and the flame geometry are highly dependent on the flow ratio between the primary and secondary air, and between the primary air and fuel. Although the swirl effect is neglected in the BFG cases, the MIX cases rotate and produce short flames.
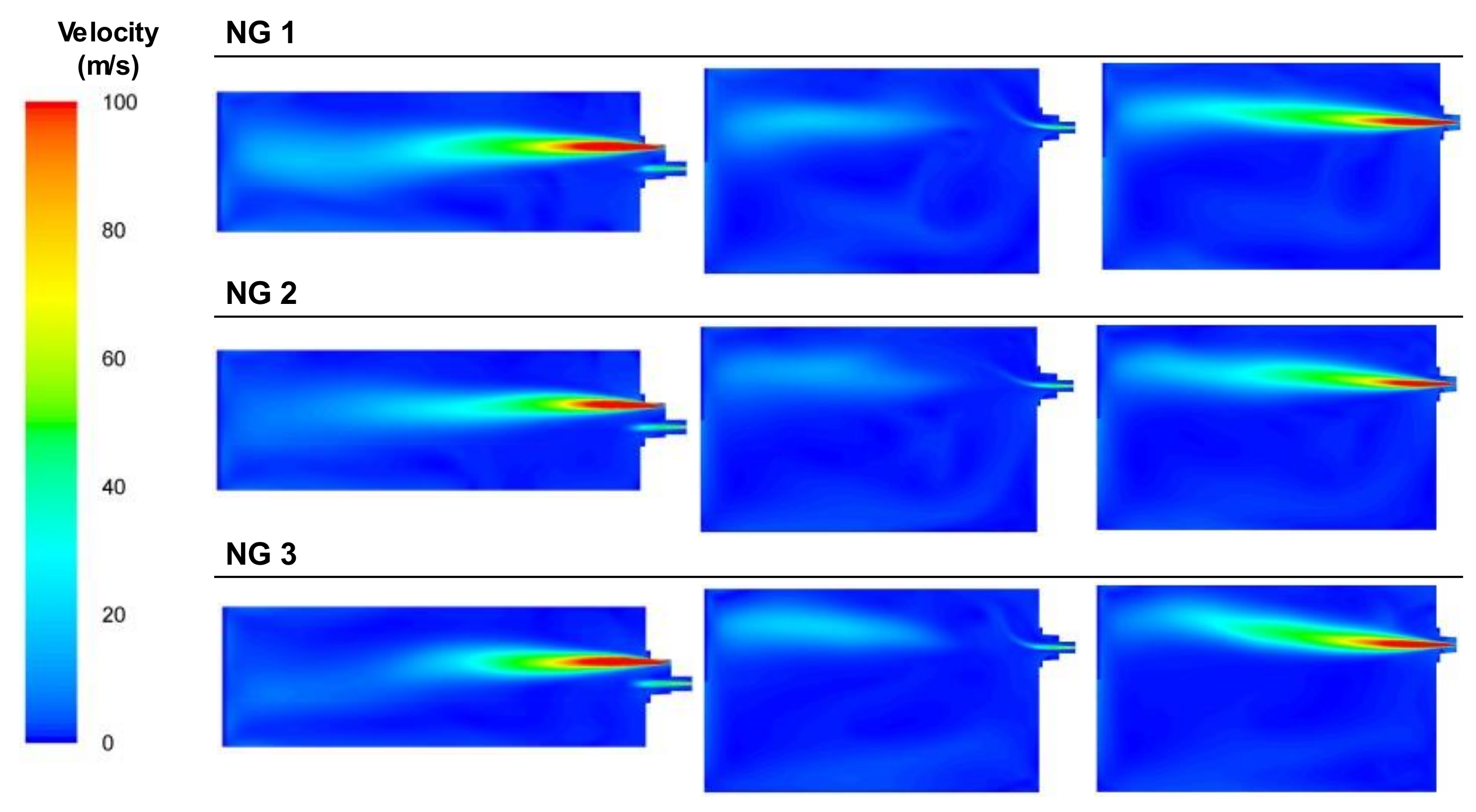
- The flow of BFG needs to be doubled in order to obtain similar temperatures to those reached by NG combustion. These high flow rates may exceed the installation limits, thus requiring additional investment. Oxy-combustion is an option for overcoming this problem.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| BFG | blast furnace gas |
| CFD | computational fluid dynamics |
| DAQ | data acquisition |
| LFM | laminar flamelet model |
| LHV | lower heating value |
| MIX | mixture |
| NG | natural gas |
| PFD | probability density functions |
| RANS | Reynolds-averaged Navier–Stokes |
| WSGG | weighted sum of gray gases |
References
- Nandhini, R.; Sivaprakash, B.; Rajamohan, N. Waste Heat Recovery at Low Temperature from Heat Pumps, Power Cycles and Integrated Systems–Review on System Performance and Environmental Perspectives. Sustain. Energy Technol. Assess. 2022, 52, 102214. [Google Scholar] [CrossRef]
- Wang, X.; Li, C.; Lam, C.H.; Subramanian, K.; Qin, Z.-H.; Mou, J.-H.; Jin, M.; Chopra, S.S.; Singh, V.; Ok, Y.S.; et al. Emerging Waste Valorisation Techniques to Moderate the Hazardous Impacts, and Their Path towards Sustainability. J. Hazard Mater. 2022, 423, 127023. [Google Scholar] [CrossRef] [PubMed]
- Pierri, E.; Hellkamp, D.; Thiede, S.; Herrmann, C. Enhancing Energy Flexibility through the Integration of Variable Renewable Energy in the Process Industry. Procedia CIRP 2021, 98, 7–12. [Google Scholar] [CrossRef]
- Sun, Y.; Tian, S.; Ciais, P.; Zeng, Z.; Meng, J.; Zhang, Z. Decarbonising the Iron and Steel Sector for a 2 °C Target Using Inherent Waste Streams. Nat. Commun. 2022, 13, 297. [Google Scholar] [CrossRef]
- Huth, M.; Heilos, A. 14-Fuel Flexibility in Gas Turbine Systems: Impact on Burner Design and Performance. In Modern Gas Turbine Systems; Jansohn, P., Ed.; Woodhead Publishing Series in Energy; Woodhead Publishing: Sawston, UK, 2013; pp. 635–684. ISBN 978-1-84569-728-0. [Google Scholar]
- Chen, H.; Wang, Y.; Yan, L.; Wang, Z.; He, B.; Fang, B. Energy and Exergy Analysis on a Blast Furnace Gas-Driven Cascade Power Cycle. Energies 2022, 15, 8078. [Google Scholar] [CrossRef]
- Smil, V. Chapter 7-Energy Costs and Environmental Impacts of Iron and Steel Production: Fuels, Electricity, Atmospheric Emissions, and Waste Streams. In Still the Iron Age; Smil, V., Ed.; Butterworth-Heinemann: Boston, MA, USA, 2016; pp. 139–161. ISBN 978-0-12-804233-5. [Google Scholar]
- Bailera, M.; Nakagaki, T.; Kataoka, R. Limits on the Integration of Power to Gas with Blast Furnace Ironmaking. J. Clean Prod. 2022, 374, 134038. [Google Scholar] [CrossRef]
- Xu, Y.-P.; Liu, R.-H.; Shen, M.-Z.; Lv, Z.-A.; Chupradit, S.; Metwally, A.S.M.; Sillanpaa, M.; Qian, Q. Assessment of Methanol and Electricity Co-Production Plants Based on Coke Oven Gas and Blast Furnace Gas Utilization. Sustain. Prod. Consum. 2022, 32, 318–329. [Google Scholar] [CrossRef]
- Khallaghi, N.; Abbas, S.Z.; Manzolini, G.; de Coninck, E.; Spallina, V. Techno-Economic Assessment of Blast Furnace Gas Pre-Combustion Decarbonisation Integrated with the Power Generation. Energy Convers. Manag. 2022, 255, 115252. [Google Scholar] [CrossRef]
- Cuervo-Piñera, V.; Cifrián-Riesgo, D.; Nguyen, P.D.; Battaglia, V.; Fantuzzi, M.; della Rocca, A.; Ageno, M.; Rensgard, A.; Wang, C.; Niska, J.; et al. Blast Furnace Gas Based Combustion Systems in Steel Reheating Furnaces. In Proceedings of the Energy Procedia; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; Volume 120, pp. 357–364. [Google Scholar]
- Musiał, D. Coke and Blast Furnace Gases: Ecological and Economic Benefits of Use in Heating Furnaces. Combust. Sci. Technol. 2020, 192, 1015–1027. [Google Scholar] [CrossRef]
- Zhang, L.; Xie, W.; Ren, Z. Combustion Stability Analysis for Non-Standard Low-Calorific Gases: Blast Furnace Gas and Coke Oven Gas. Fuel 2020, 278, 118216. [Google Scholar] [CrossRef]
- Paubel, X.; Cessou, A.; Honore, D.; Vervisch, L.; Tsiava, R. A Flame Stability Diagram for Piloted Non-Premixed Oxycombustion of Low Calorific Residual Gases. Proc. Combust. Inst. 2007, 31, 3385–3392. [Google Scholar] [CrossRef]
- Caillat, S. Burners in the Steel Industry: Utilization of by-Product Combustion Gases in Reheating Furnaces and Annealing Lines. In Proceedings of the Energy Procedia; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; Volume 120, pp. 20–27. [Google Scholar]
- Bâ, A.; Cessou, A.; Marcano, N.; Panier, F.; Tsiava, R.; Cassarino, G.; Ferrand, L.; Honoré, D. Oxyfuel Combustion and Reactants Preheating to Enhance Turbulent Flame Stabilization of Low Calorific Blast Furnace Gas. Fuel 2019, 242, 211–221. [Google Scholar] [CrossRef]
- Compais, P.; Arroyo, J.; González-Espinosa, A.; Castán-Lascorz, M.Á.; Gil, A. Optical Analysis of Blast Furnace Gas Combustion in a Laboratory Premixed Burner. ACS Omega 2022, 7, 24498–24510. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Isac, M.; Guthrie, R.I.L. Applications of Computational Fluid Dynamics (CFD) in Iron- and Steelmaking: Part 1. Ironmak. Steelmak. 2010, 37, 554–561. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Isac, M.; Guthrie, R.I.L. Applications of Computational Fluid Dynamics (CFD) in Iron- and Steelmaking: Part 2. Ironmak. Steelmak. 2010, 37, 562–569. [Google Scholar] [CrossRef]
- Ma, X.; Zhang, S.; Yu, H.; Qi, G. Numerical Simulation of Combustion and Emission of Blast Furnace Gas Boiler. IOP Conf. Ser. Mater Sci. Eng. 2020, 721, 012042. [Google Scholar] [CrossRef]
- Liu, Y.Q.; Wang, X.Y.; Zhu, G.F.; Liu, R.X.; Gao, Z.Q. Simulation on the Combustion Property of Blast-Furnace Gas Engine by GT-POWER. In Proceedings of the Advanced Manufacturing Technology, ICAMMP 2010, Guilin, China, 16–18 December 2011; Trans Tech Publications Ltd.: Bäch, Switzerland, 2011; Volume 156, pp. 965–968. [Google Scholar]
- Directorate-General for Research and Innovation (European Commission); Battaglia, V.; Niska, J.; Cuervo Piñera, V.; Fantuzzi, M.; Wang, C.; Rensgard, A.; Cifrián Riesgo, D. High Efficiency Low NOX BFG Based Combustion Systems in Steel Reheating Furnaces (HELNOx-BFG): Final Report; Publications Office: Brussels, Belgium, 2018. [Google Scholar]
- Zheng, W.; Pang, L.; Liu, Y.; Xie, F.; Zeng, W. Effects of Methane Addition on Laminar Flame Characteristics of Premixed Blast Furnace Gas/Air Mixtures. Fuel 2021, 302, 121100. [Google Scholar] [CrossRef]
- ANSYS, Inc. Fluent User’s Guide, Release 17.2; ANSYS, Inc.: Canonsburg, PA, USA, 2016. [Google Scholar]
- Sosnowski, M.; Krzywanski, J. Gnatowska Renata Polyhedral Meshing as an Innovative Approach to Computational Domain Discretization of a Cyclone in a Fluidized Bed CLC Unit. E3S Web Conf. 2017, 14, 1027. [Google Scholar] [CrossRef]
- Incropera, F.P. Fundamentals of Heat and Mass Transfer; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2006; ISBN 0470088400. [Google Scholar]
- Belmiloudi, A. Heat Transfer; IntechOpen: Rijeka, Croatia, 2011. [Google Scholar]
- Wilcox, D.C. Turbulence Modeling for CFD, 2nd ed.; DCW Indstries: La Cañada, CA, USA, 2006. [Google Scholar]
- Chang, W.-C.; Chen, J.-Y. Available online: http://firebrand.me.berkeley.edu/griredu.html (accessed on 1 October 2019).
- Smith, G.P.; Golden, D.M.; Frenklach, M.; Moriarty, N.W.; Eiteneer, B.; Goldenberg, M.; Bowman, C.T.; Hanson, R.K.; Song, S.; Gardiner, W.C., Jr.; et al. Available online: http://combustion.berkeley.edu/gri-mech/version30/text30.html (accessed on 1 October 2019).
- de Joannon, M.; Saponaro, A.; Cavaliere, A. Zero-Dimensional Analysis of Diluted Oxidation of Methane in Rich Conditions. Proc. Combust. Inst. 2000, 28, 1639–1646. [Google Scholar] [CrossRef]
- Aminian, J.; Galletti, C.; Shahhosseini, S.; Tognotti, L. Numerical Investigation of a MILD Combustion Burner: Analysis of Mixing Field, Chemical Kinetics and Turbulence-Chemistry Interaction. Flow Turbul. Combust. 2012, 88, 597–623. [Google Scholar] [CrossRef]
- Peters, N. Laminar Flamelet Concepts in Turbulent Combustion; Elsevier: Amsterdam, The Netherlands, 1988. [Google Scholar]
- Benim, A.C.; Syed, K.J. Laminar Flamelet Modelling of Turbulent Premixed Combustion. Appl. Math. Model. 1998, 22, 113–136. [Google Scholar] [CrossRef]
- Hottel, H.C.; Saroffim, A.F. Radiative Heat Transfer; McGraw-Hill: New York, NY, USA, 1967. [Google Scholar]
- Khoshhal, A.; Rahimi, M.; Alsairafi, A.A. CFD Study on Influence of Fuel Temperature on NOx Emission in a HiTAC Furnace. Int. Commun. Heat Mass Transf. 2011, 38, 1421–1427. [Google Scholar] [CrossRef]
- Tominaga, Y.; Shirzadi, M. RANS CFD Modeling of the Flow around a Thin Windbreak Fence with Various Porosities: Validation Using Wind Tunnel Measurements. J. Wind. Eng. Ind. Aerodyn. 2022, 230, 105176. [Google Scholar] [CrossRef]
- Jayarathna, C.K.; Balfe, M.; Moldestad, B.E.; Tokheim, L.-A. Comparison of Experimental Results from Operating a Novel Fluidized Bed Classifier with CFD Simulations Applying Different Drag Models and Model Validation. Processes 2022, 10, 1855. [Google Scholar] [CrossRef]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NG | BFG | MIX BFG 70%/NG 30% | |
|---|---|---|---|
| CH4 | 92% | 0.01% | 27.6% |
| C2H6 | 8% | - | 2.4% |
| N2 | - | 48.98% | 34.32% |
| CO | - | 22.34% | 15.63% |
| CO2 | - | 22.04% | 15.42% |
| H2 | - | 4.13% | 2.89% |
| H2O | - | 1.68% | 1.17% |
| O2 | - | 0.82% | 0.57% |
| LHV | 38,019 kJ/mN3 | 3270 kJ/mN3 | 13,690 kJ/mN3 |
| NG | BFG | MIX BFG 70%/NG 30% | |
|---|---|---|---|
| Furnace temperature | ~1347 °C | ~1030 °C | ~1250 °C |
| Air excess in fumes | 0% vol. O2/ 1.4% vol. O2/ 5.2% vol. O2 | 0.2% vol. O2/ 1% vol. O2/ 3% vol. O2 | 0% vol. O2/ 1.1% vol. O2/ 4.4% vol. O2 |
| Air temperature | ~500 °C | ~500 °C | ~500 °C |
| O2 injection | 120 m3N/h | - | - |
| Fuel thermal power | 700 kW | 900 kW | 700 kW |
| Mesh Quality Report | |
|---|---|
| Type | Hybrid mesh with polyhedral and hexahedral elements |
| Number of Elements | 2.5 × 106 |
| Minimum Orthogonal Quality | 9.54200 × 10−2 |
| Maximum Ortho Skew | 0.904580 |
| Maximum Aspect Ratio | 24.4659 |
| BFG 1 | BFG 2 | BFG 3 | NG 1 | NG 2 | NG 3 | MIX 1 | MIX 2 | MIX 3 | |
|---|---|---|---|---|---|---|---|---|---|
| Power (kW) | 903.8 | 900.5 | 901.6 | 979.7 | 735.0 | 857.4 | 700.7 | 698.2 | 757.8 |
| Fuel temperature (°C) | 36.5 | 34.6 | 34.6 | 23.6 | 22.4 | 23.0 | 26.5 | 24.8 | 28.4 |
| Air temperature (°C) | 528 | 549 | 551 | 449 | 485 | 486 | 495 | 493 | 505 |
| Oxygen enrichment | - | - | - | YES | YES | YES | - | - | - |
| Oxygen excess (%) | 3 | 1 | 0.2 | 5.2 | 1.4 | 0.0 | 4.1 | 1.1 | 0.0 |
| Fuel–primary air ratio | 3.86 | 4.93 | 5.38 | 0.77 | 0.92 | 0.98 | 1.39 | 1.38 | 1.52 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arroyo, J.; Pérez, L.; Cuervo-Piñera, V. CFD Modeling and Validation of Blast Furnace Gas/Natural Gas Mixture Combustion in an Experimental Industrial Furnace. Processes 2023, 11, 332. https://doi.org/10.3390/pr11020332
Arroyo J, Pérez L, Cuervo-Piñera V. CFD Modeling and Validation of Blast Furnace Gas/Natural Gas Mixture Combustion in an Experimental Industrial Furnace. Processes. 2023; 11(2):332. https://doi.org/10.3390/pr11020332
Chicago/Turabian StyleArroyo, Jorge, Luis Pérez, and Víctor Cuervo-Piñera. 2023. "CFD Modeling and Validation of Blast Furnace Gas/Natural Gas Mixture Combustion in an Experimental Industrial Furnace" Processes 11, no. 2: 332. https://doi.org/10.3390/pr11020332
APA StyleArroyo, J., Pérez, L., & Cuervo-Piñera, V. (2023). CFD Modeling and Validation of Blast Furnace Gas/Natural Gas Mixture Combustion in an Experimental Industrial Furnace. Processes, 11(2), 332. https://doi.org/10.3390/pr11020332