
Energy-Saving and Efficient Equipment Selection for Machining Process Based on Business Compass Model


Abstract
:1. Introduction
2. Production Equipment Selection Model Based on Business Compass Model
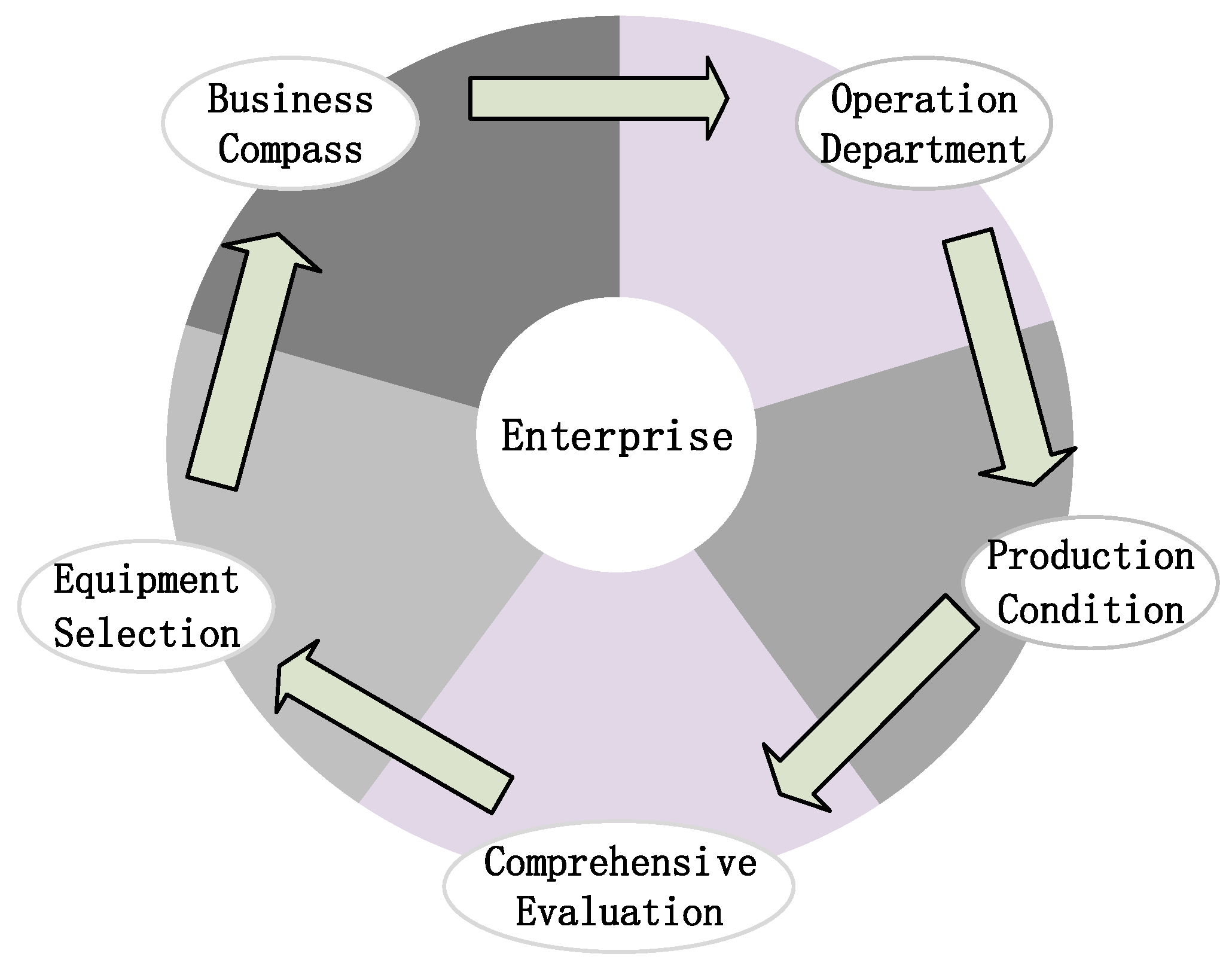
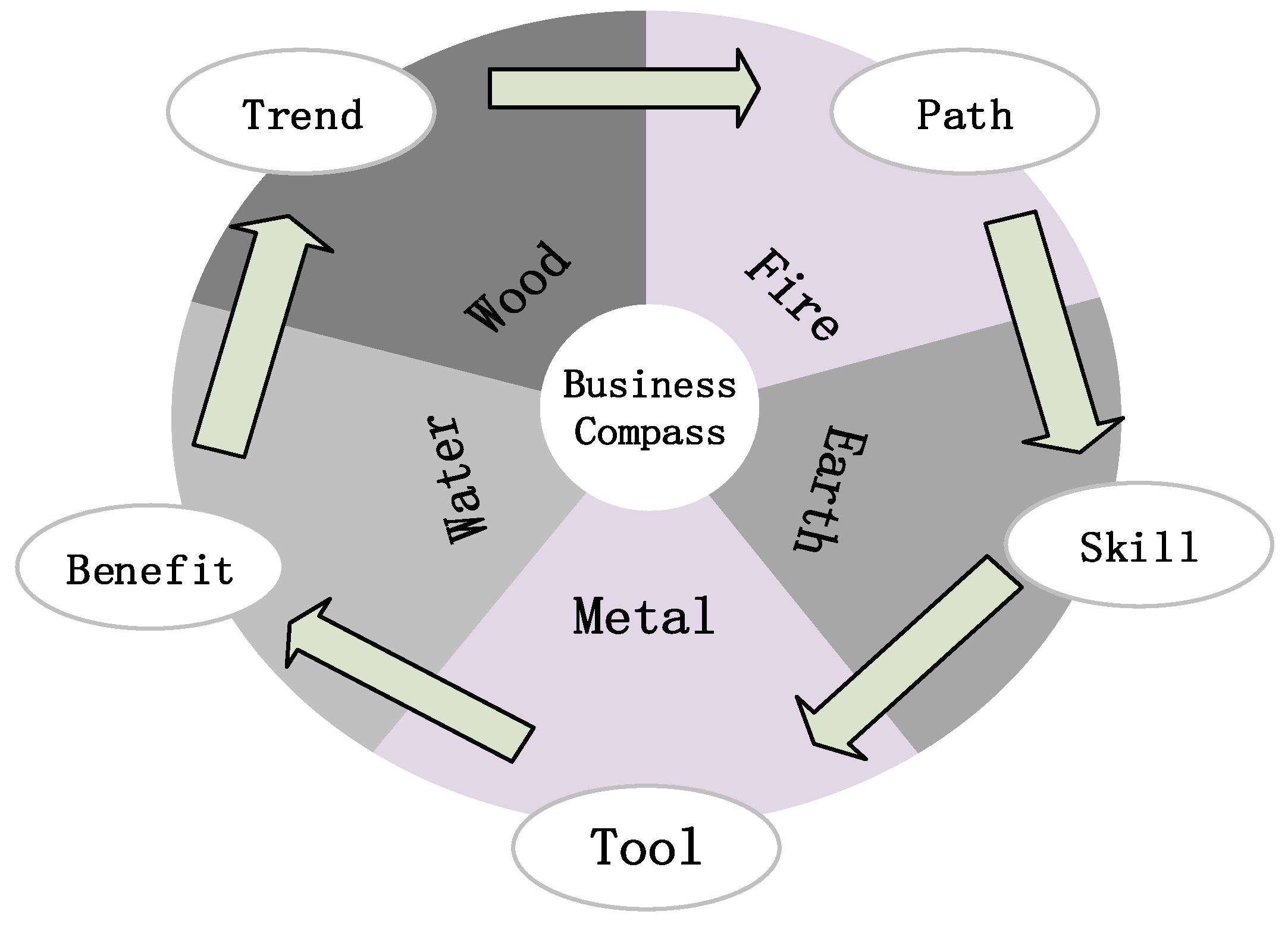
2.1. Business Compass Model
2.2. Equipment Selection Model Based on Business Compass
3. Multi-Objective Unified Computing Model for Different Equipment
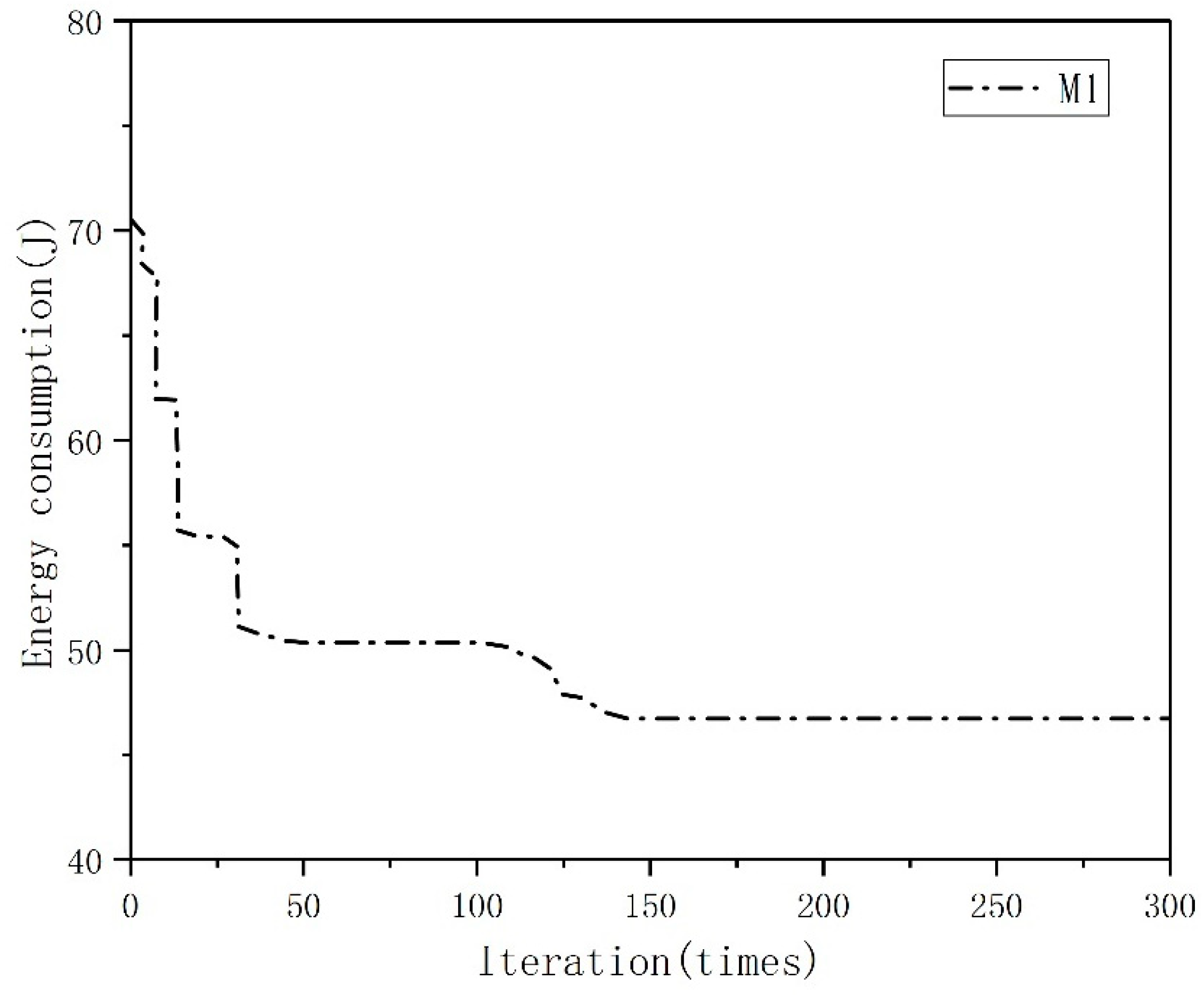
3.1. Energy Consumption Objective
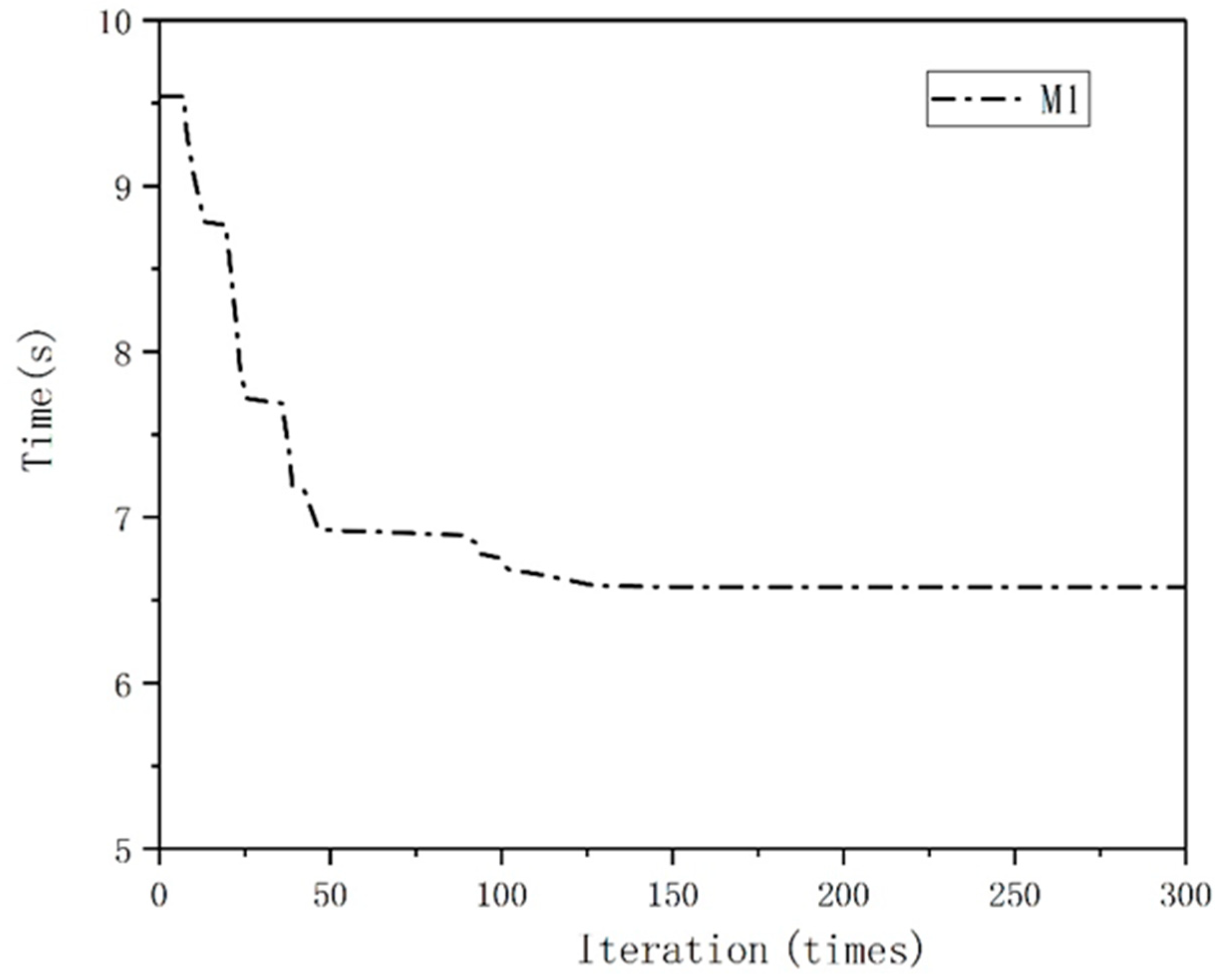
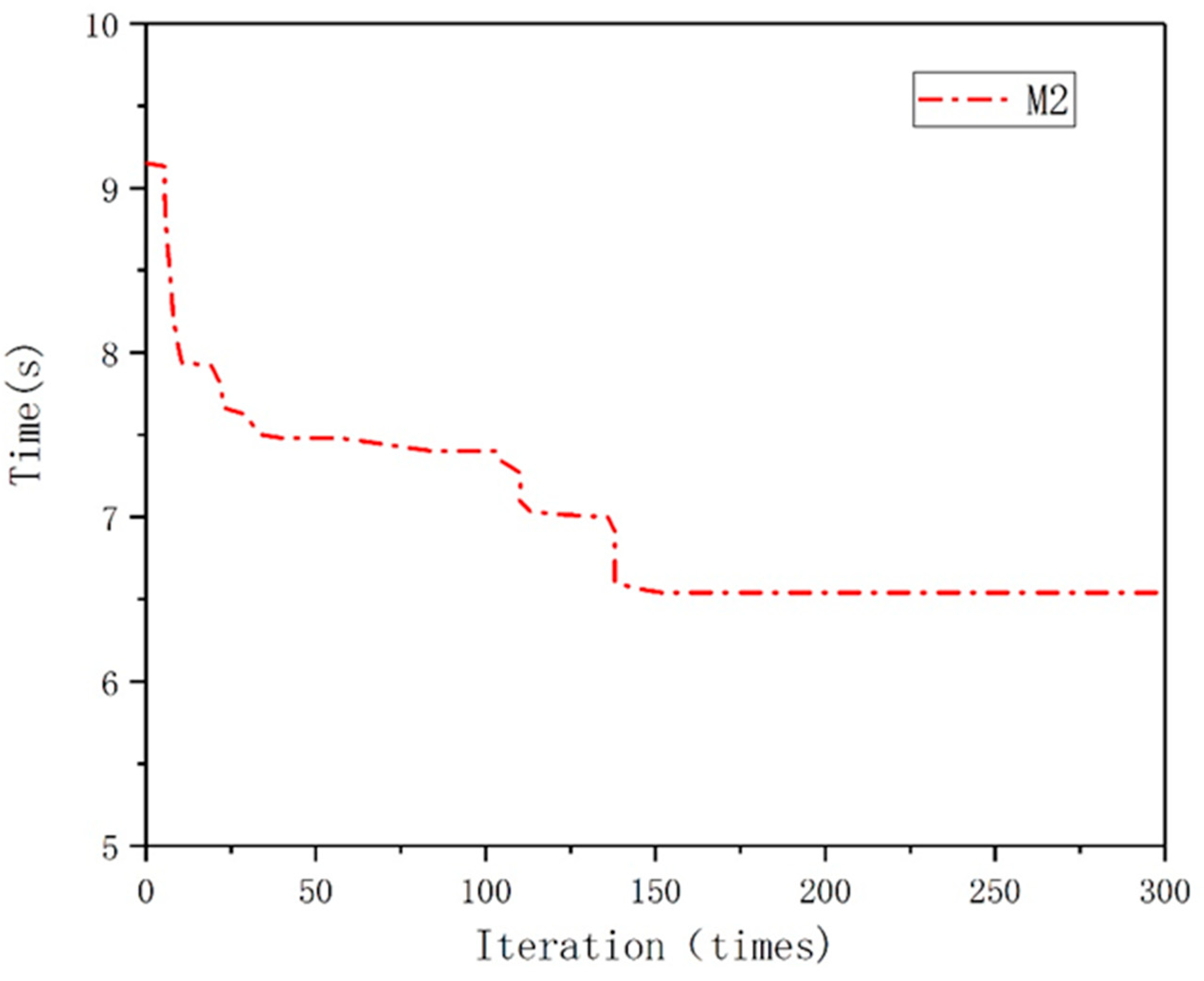
3.2. Time Objective
3.3. Constraints
4. Beetle Antennae Search Algorithm
4.1. Analysis of Beetle Antenna Search Algorithm
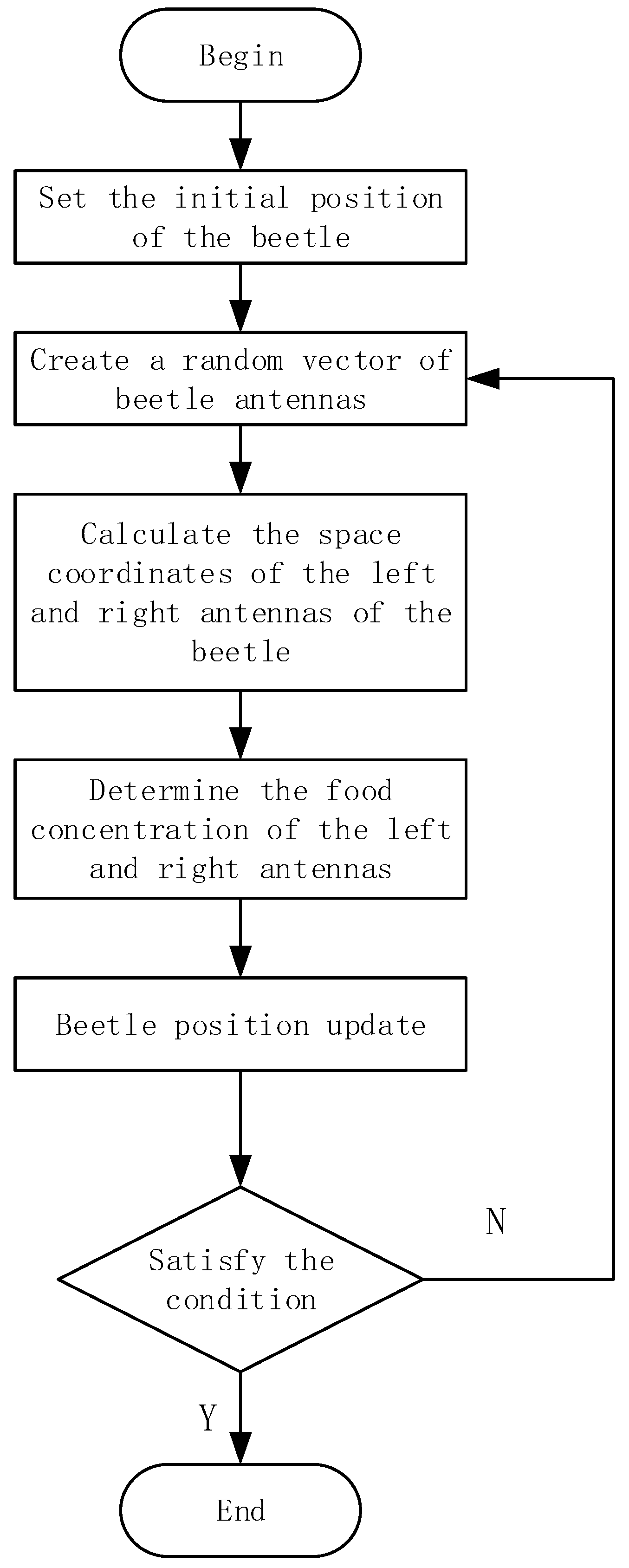
4.2. Beetle Antenna Search Algorithm Flow
- For an n-dimensional optimization problem, record the centroid of the beetle as ; then, the fitness function can be expressed as . Before the beetle searches for food, its initial position needs to be set, that is, the initial value of .
- Since the direction of the beetle search is random, it is necessary to establish a random vector of beetles and normalize it.where is a randomly generated n-dimensional vector between 0 and 1.At this time, the beetle’s left antenna coordinate and right antenna coordinate can be obtained as:where is the distance between the antenna of left and right.
- Compare the food taste concentration and fitness value of the left antenna and the right antenna of beetles.When , then:When , then:In the above two formulas, represents the moving step of the beetle, and and represent the value of at the and iterations, respectively.
- Enter the iterative process. When the maximum number of iterations is reached or the fitness value meets the requirements, the iteration stops and the result is output, which is the optimal value at this time.
5. Case Study
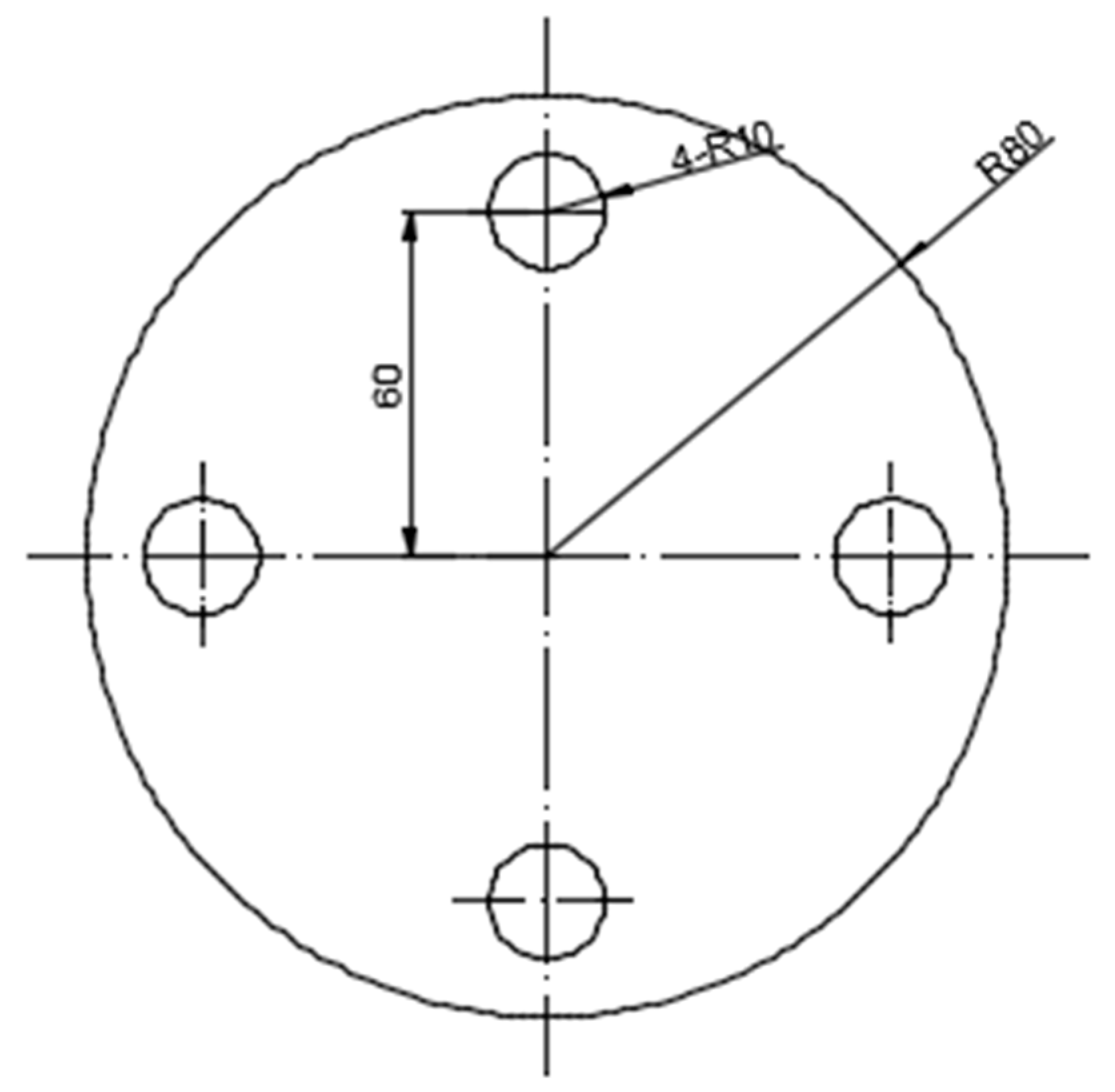
5.1. Analysis of Available Equipment Conditions
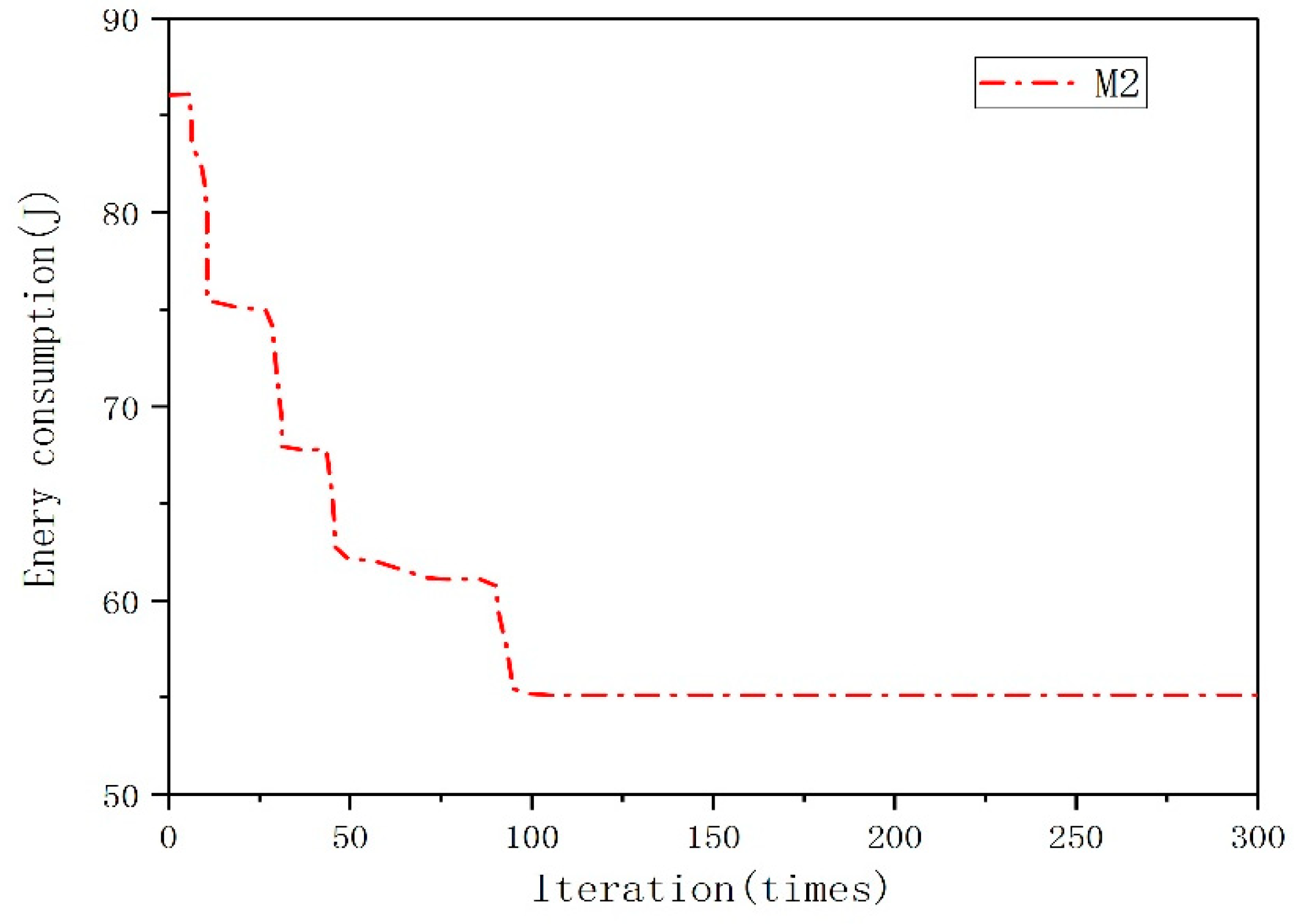
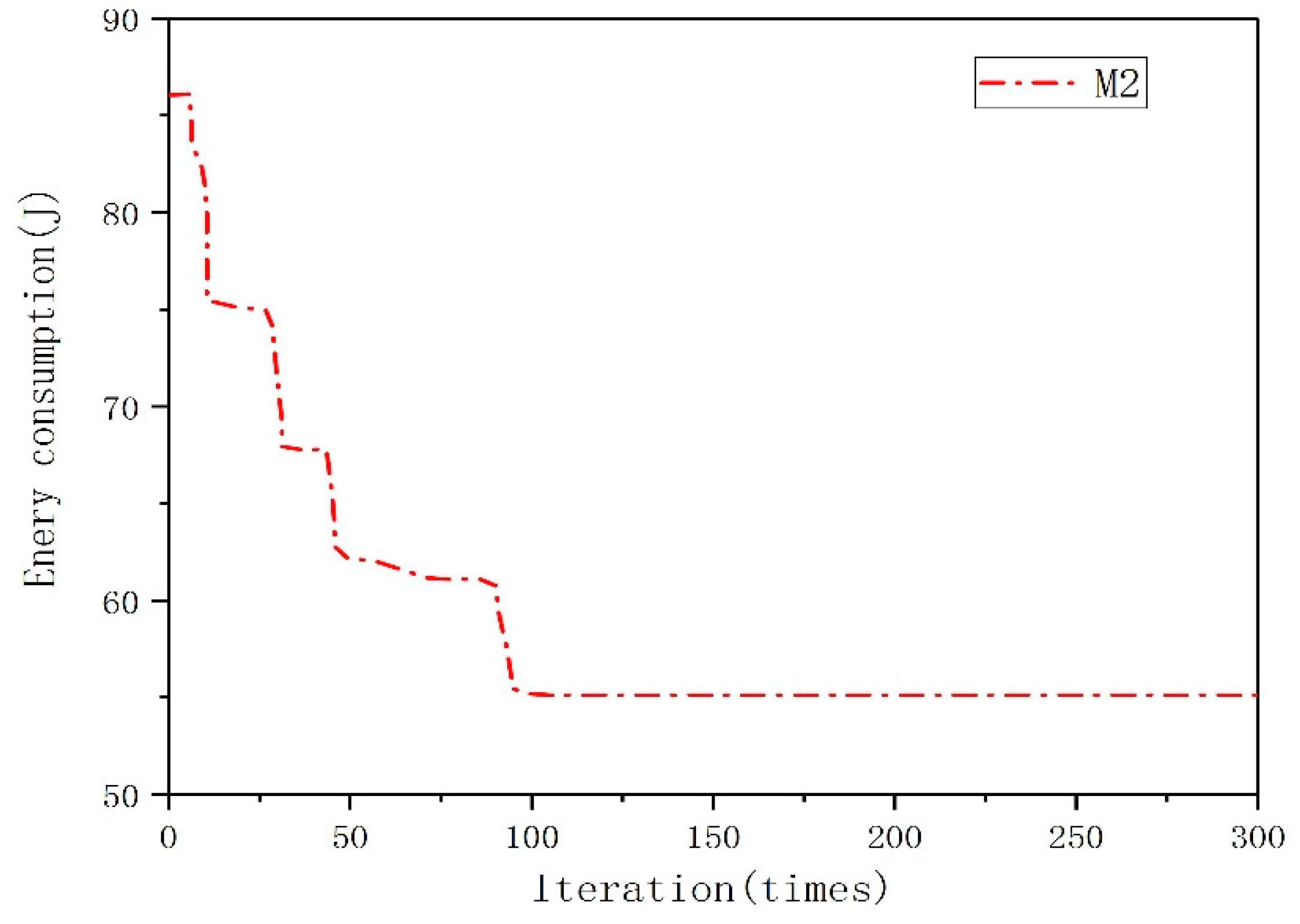
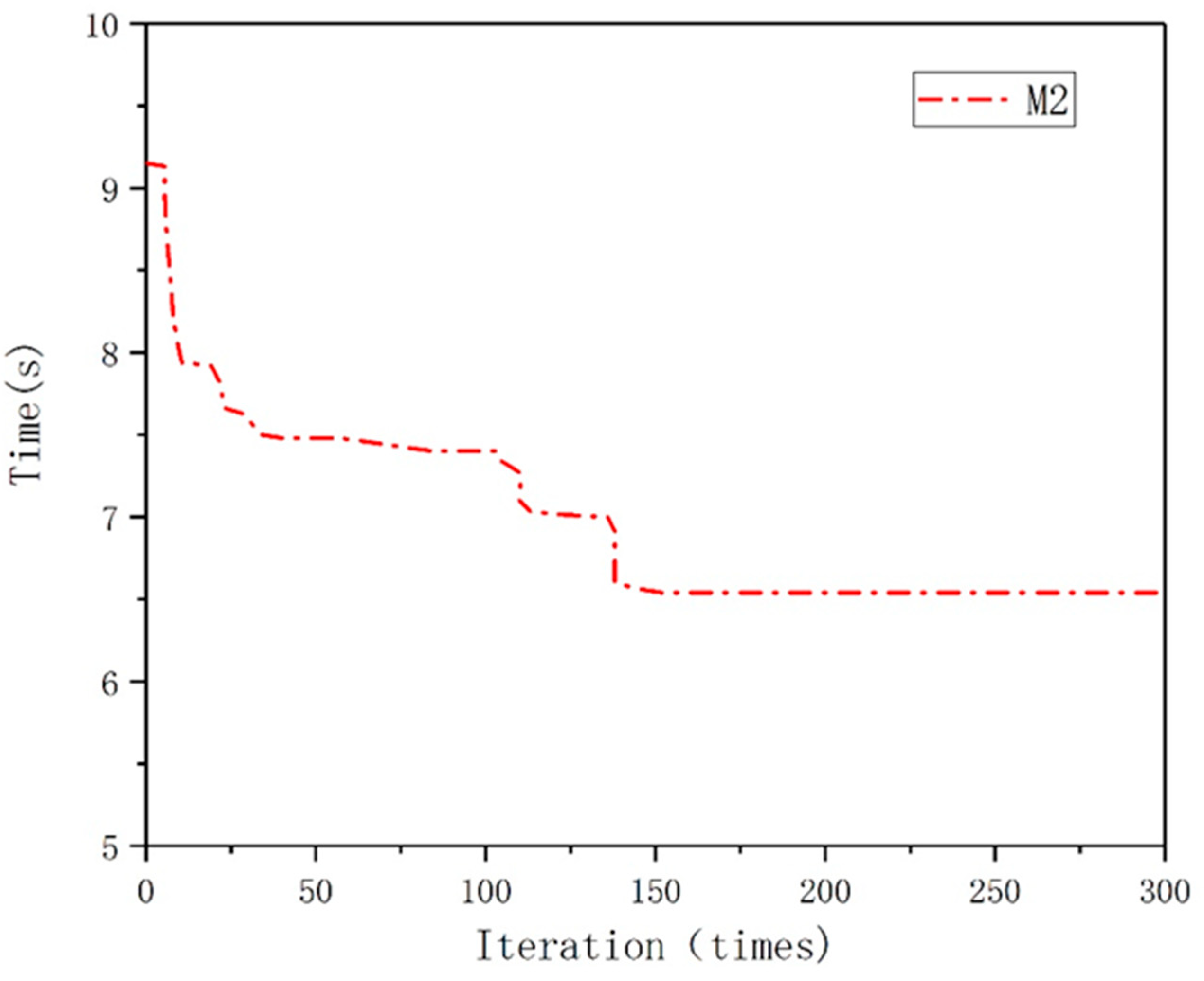
5.2. Optimization Results
- Establish a fitness function according to the energy consumption and time models of the production processes of different equipment.
- Determine the random vector of beetles. The dimension is 2, the initial step size of the beetle is 0.3, the distance between the two whiskers of the beetle is 2, and the number of iterations is 300.
- The coordinates of the left and right antennas of the beetle are calculated, and the corresponding fitness values are calculated.
- Update the location of beetles.
- Determine whether the number of iterations is satisfied and output the result if it is satisfied. If not, go back to Step 2.
5.3. Results and Discussion
5.3.1. Comparison
5.3.2. Compared with Previous Works
5.4. Practical Implications and Future Steps
6. Conclusions
- Based on the model of the business compass, this article established a model of enterprise production equipment selection. This model combines enterprise operation management with production equipment selection and analyzes the enterprise management process to realize equipment selection.
- A unified energy consumption and time calculation model to produce the same product with multiple equipment was established and the model was verified by the case of machining end cap holes.
- The BAS algorithm was used to optimize and calculate the energy consumption and time of multiple equipment processing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhu, Q.; Li, X.; Li, F. Analyzing the sustainability of China’s industrial sectors: A data-driven approach with total energy consumption constraint. Ecol. Indic. 2021, 122, 107235. [Google Scholar] [CrossRef]
- Brodny, J.; Tutak, M. Analysis of the efficiency and structure of energy consumption in the industrial sector in the European Union countries between 1995 and 2019. Sci. Total Environ. 2022, 808, 152052. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Fan, L.; Shao, Z.X. Threshold effects of energy consumption, technological innovation, and supply chain management on enterprise performance in China’s manufacturing industry. J. Environ. Manag. 2021, 300, 113687. [Google Scholar] [CrossRef] [PubMed]
- Kahraman, A.; Kantardzic, M.; Kahraman, M.M. A Data-Driven Multi-Regime Approach for Predicting Energy Consumption. Energies 2021, 14, 6763. [Google Scholar] [CrossRef]
- Chen, Y.; Luca, G. Technologies Supporting Artificial Intelligence and Robotics Application Development. J. Artif. Intell. Technol. 2021, 1, 1–8. [Google Scholar] [CrossRef]
- Lin, K.; Zhao, H. The Impact of Green Finance on the Ecologicalization of Urban Industrial Structure-Based on GMM of Dynamic Panel System. J. Artif. Intell. Technol. 2022, 2, 123–129. [Google Scholar] [CrossRef]
- Li, H.; Wang, W.; Fan, L. A novel hybrid MCDM model for machine tool selection using fuzzy DEMATEL, entropy weighting and later defuzzification VIKOR. Appl. Soft Comput. 2020, 91, 106207. [Google Scholar] [CrossRef]
- Liu, S.H.; Du, Y.B.; Yao, K.H.; Tang, D.B. Multi-objective Optimum Seeking Method of Intelligent Manufacturing Oriented CNC Machine Tool. Trans. Chin. Soc. Agric. Mach. 2017, 48, 396–404. [Google Scholar]
- Zhou, L.X.; Yuan, B.; Wang, Y.C. The Optimization Selection of Machine Tool for Green Manufacturing. Modul. Mach. Tool Autom. Manuf. Tech. 2018, 02, 157–160. [Google Scholar]
- Li, L.; Wang, Y.C.; Liu, X.C.; Tang, Y.; Ye, L. Machine Tool Equipment Selection Based on TOPSIS-AHP. Modul. Mach. Tool Autom. Manuf. Tech. 2016, 12, 129–132. [Google Scholar]
- Han, Z.Q.; Shan, W.B.; He, T.F. Decision on green process scheme of mechanical processing based on entropy weight and TOPSIS. Mod. Manuf. Eng. 2020, 08, 87–91. [Google Scholar]
- Zanuto, R.; Hassui, A.; Lima, F. Environmental impacts-based milling process planning using a life cycle assessment tool. J. Clean. Prod. 2019, 206, 349–355. [Google Scholar] [CrossRef]
- Klink, A.; Arntz, K.; Johannsen, L. Technology-based assessment of subtractive machining processes for mold manufacture. Procedia CIRP 2018, 71, 401–406. [Google Scholar] [CrossRef]
- Liu, J.F.; Zhao, P.; Zhou, H.G. Digital twin-driven machining process evaluation method. Comput. Integr. Manuf. Syst. 2019, 25, 1600–1610. [Google Scholar]
- Chen, N.; Barnawal, P.; Frank, M.C. Automated post machining process planning for a new hybrid manufacturing method of additive manufacturing and rapid machining. Rapid Prototyp. J. 2018, 24, 1077–1090. [Google Scholar] [CrossRef]
- Komatsu, W.; Nakamoto, K. Machining process analysis for machine tool selection based on form-shaping motions. Precis. Eng. 2021, 67, 199–211. [Google Scholar] [CrossRef]
- Koremura, K.; Inoue, Y.; Nakamoto, K. Machining Process Evaluation Indices for Developing a Computer Aided Process Planning System. Int. J. Autom. Technol. 2017, 11, 242–250. [Google Scholar] [CrossRef]
- Han, C.; Luo, M.; Zhang, D. Optimization of varying-parameter drilling for multi-hole parts using metaheuristic algorithm coupled with self-adaptive penalty method. Appl. Soft Comput. 2020, 95, 106489. [Google Scholar] [CrossRef]
- He, K.; Hong, H.; Tang, R. Analysis of Multi-Objective Optimization of Machining Allowance Distribution and Parameters for Energy Saving Strategy. Sustainability 2020, 12, 638. [Google Scholar] [CrossRef]
- Wang, Q.L.; Wei, P.; Duan, X.H. Multi-objective Optimization of Computer Numerical Control Turning Process Parameters Based on Response Surface Method and Artificial Bee Colony Algorithm. Ind. Eng. Manag. 2022, 27, 117–126. [Google Scholar]
- Li, Y.F.; Xiong, M.; He, Y.; Xiong, J.J.; Tian, X.C.; Mativenga, P. Multi-objective optimization of laser welding process parameters: The trade-offs between energy consumption and welding quality. Opt. Laser Technol. 2022, 149, 107861. [Google Scholar] [CrossRef]
- Jia, S.; Yuan, H.; Ren, D. Power and Energy Consumption Acquisition and Energy-Saving Control Method of CNC Machine Tool Drilling Process. China Patent 108037734A, 15 May 2018. [Google Scholar]
- Xiao, Y.; Jiang, Z.; Gu, Q.; Yan, W.; Wang, R. A novel approach to CNC machining center processing parameters optimization considering energy-saving and low-cost. J. Manuf. Syst. 2021, 59, 535–548. [Google Scholar] [CrossRef]
- Ma, H.; Liu, W.; Zhou, X. An effective and automatic approach for parameters optimization of complex end milling process based on virtual machining. J. Intell. Manuf. 2020, 31, 967–984. [Google Scholar] [CrossRef]
- Zhang, S.B.; Zhang, S. Auxiliary Process Time Modeling and Machining Step Sequencing Optimization of Box Parts. Modul. Mach. Tool Autom. Manuf. Tech. 2022, 7, 90–94, 98. [Google Scholar]
- Wang, R.P.; Yi, J. Characteristics and Mission of Management Thinking with Chinese Characteristics Based on the Business Compass Perspective. In Proceedings of the 8th International Symposium on Project Management (ISPM 2020), Beijing, China, 4–5 July 2020. [Google Scholar]
- Chen, X. Introduction to Taoist philosophy. Chin. Philos. 2019, 106, 14. [Google Scholar]
- Sun, X.P. Taoism Naturalistic Technology Views. Stud. Dialectics Nat. 2022, 38, 42–47. [Google Scholar]
- Wang, R.P. Business Compass; Science Press China: Beijing, China, 2020. [Google Scholar]
- Deng, W.; Luo, Y.; Luo, J. Optimization of milling parameters based on low energy consumption. Chin. J. Constr. Mach. 2019, 17, 397–400. [Google Scholar]
- Xiao, Y.; Zhao, R.; Yan, W.; Zhu, X. Analysis and Evaluation of Energy Consumption and Carbon Emission Levels of Products Produced by Different Kinds of Equipment Based on Green Development Concept. Sustainability 2022, 14, 7631. [Google Scholar] [CrossRef]
- Xie, J.; Ma, J.H.; Luo, X. Study on Energy Consumption Model and Cutting Parameter Decision Method of Machine Tool Oriented to Energy Saving Optimization. J. Chongqing Univ. Technol. (Nat. Sci.) 2020, 34, 77–86. [Google Scholar]
- Xiao, Y.; Wang, R.; Yan, W.; Ma, L. Optimum Design of Blank Dimensions Guided by a Business Compass in the Machining Process. Processes 2021, 9, 1286. [Google Scholar] [CrossRef]
- Jiang, X.; Li, S. BAS: Beetle Antennae Search Algorithm for Optimization Problems. Int. J. Robot. Control 2018, 1, 1–5. [Google Scholar] [CrossRef]
- Hao, J.; Huang, J.; Zhang, A. Optimal coordinated control of hybrid AC/VSC-HVDC system integrated with DFIG via cooperative beetle antennae search algorithm. PLoS ONE 2020, 15, e0242316. [Google Scholar] [CrossRef] [PubMed]
- Jie, Q.; Ping, W.; Cpa, B. Joint application of multi-object beetle antennae search algorithm and BAS-BP fuel cost forecast network on optimal active power dispatch problems. Knowl.-Based Syst. 2021, 226, 107149. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, L. Fault Diagnosis of Hydraulic Pumps Based on Support Vector Machine Optimized by Beetle Antennae Search. Noise Vib. Control 2022, 42, 5. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Spindle Motor Power/kw | Low Gear Speed Regulation Range/(r·min−1) | High Gear Speed Regulation Range/(r·min−1) |
|---|---|---|---|
| C2-6136HK/1 | 5.5 | 100–1000 | 300–2100 |
| Cutting Parameters | Value Range |
|---|---|
| f/(mm·r−1) | 0.05−0.3 |
| ap/mm | 0.5–4 |
| n/(r·min−1) | 50−1000 |
| 2795 | 1 | 0.75 | −0.15 | 0.778 |
| Machine Rated Power p/kw | Spindle Speed Range (r/min) | Feed Speed Range (mm/min) | Machine Efficiency |
|---|---|---|---|
| 3.7 | 45–2000 | 20–600 | 0.8 |
| Number of Cutting Edges | Material | Economic Life/min |
|---|---|---|
| 2 | YG8 | 50 |
| Equipment | Energy Consumption | Time |
|---|---|---|
| Lathe | 46.73 | 6.54 |
| Drilling machine | 55.12 | 6.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, Y.; Zhou, J.; Wang, R.; Zhu, X.; Zhang, H. Energy-Saving and Efficient Equipment Selection for Machining Process Based on Business Compass Model. Processes 2022, 10, 1846. https://doi.org/10.3390/pr10091846
Xiao Y, Zhou J, Wang R, Zhu X, Zhang H. Energy-Saving and Efficient Equipment Selection for Machining Process Based on Business Compass Model. Processes. 2022; 10(9):1846. https://doi.org/10.3390/pr10091846
Chicago/Turabian StyleXiao, Yongmao, Jincheng Zhou, Ruping Wang, Xiaoyong Zhu, and Hao Zhang. 2022. "Energy-Saving and Efficient Equipment Selection for Machining Process Based on Business Compass Model" Processes 10, no. 9: 1846. https://doi.org/10.3390/pr10091846
APA StyleXiao, Y., Zhou, J., Wang, R., Zhu, X., & Zhang, H. (2022). Energy-Saving and Efficient Equipment Selection for Machining Process Based on Business Compass Model. Processes, 10(9), 1846. https://doi.org/10.3390/pr10091846