
Novel Process for Butyl Acetate Production via Membrane Reactor: A Comparative Study with the Conventional and Reactive Distillation Processes

 ,
,
Abstract
:
1. Introduction
2. Reaction Chemical Equilibrium
3. Model Development
4. Membrane Reactor Performance
5. Membrane Reactor-Based Process
6. Alternative Processes
6.1. Conventional Process
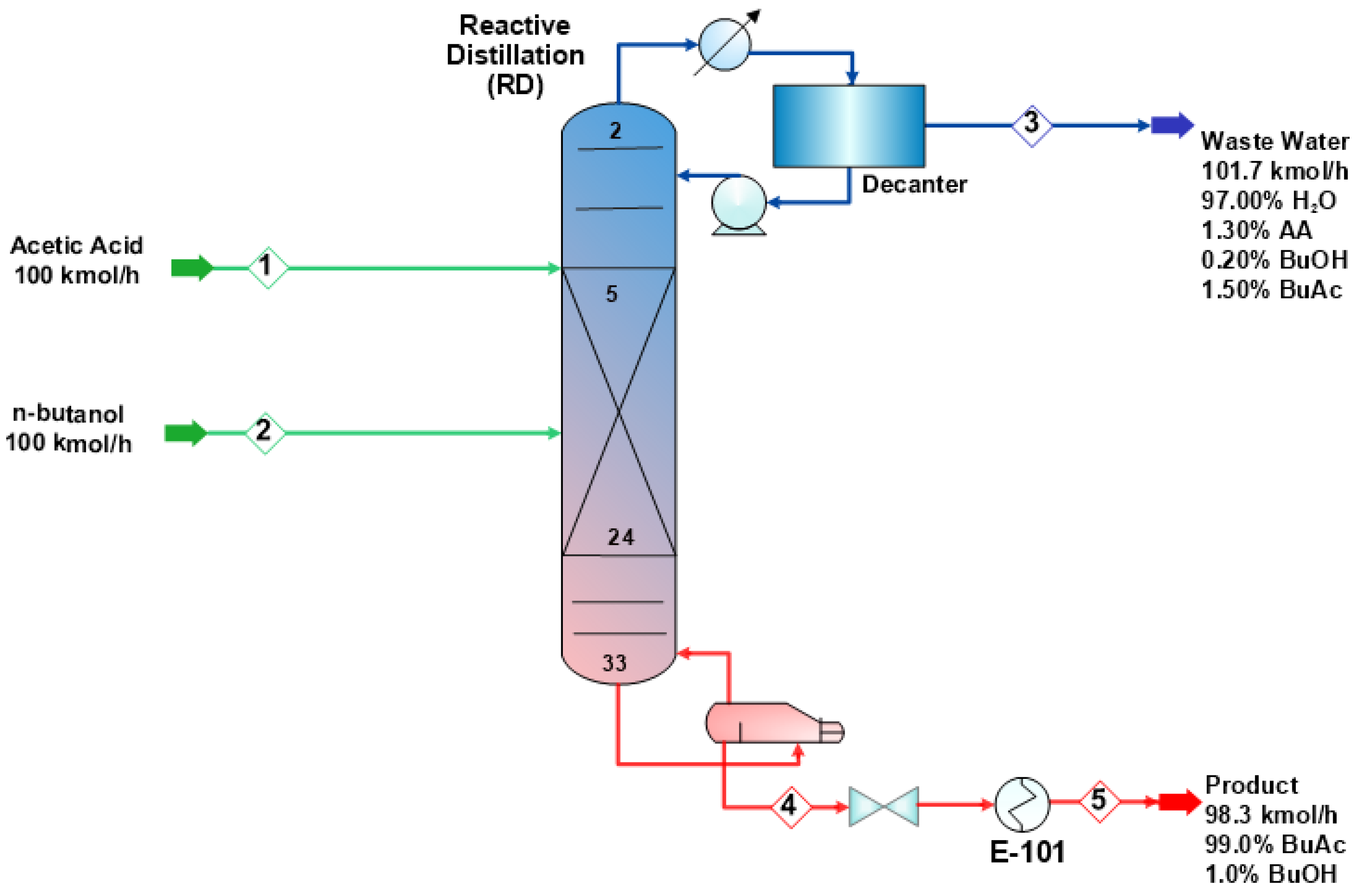
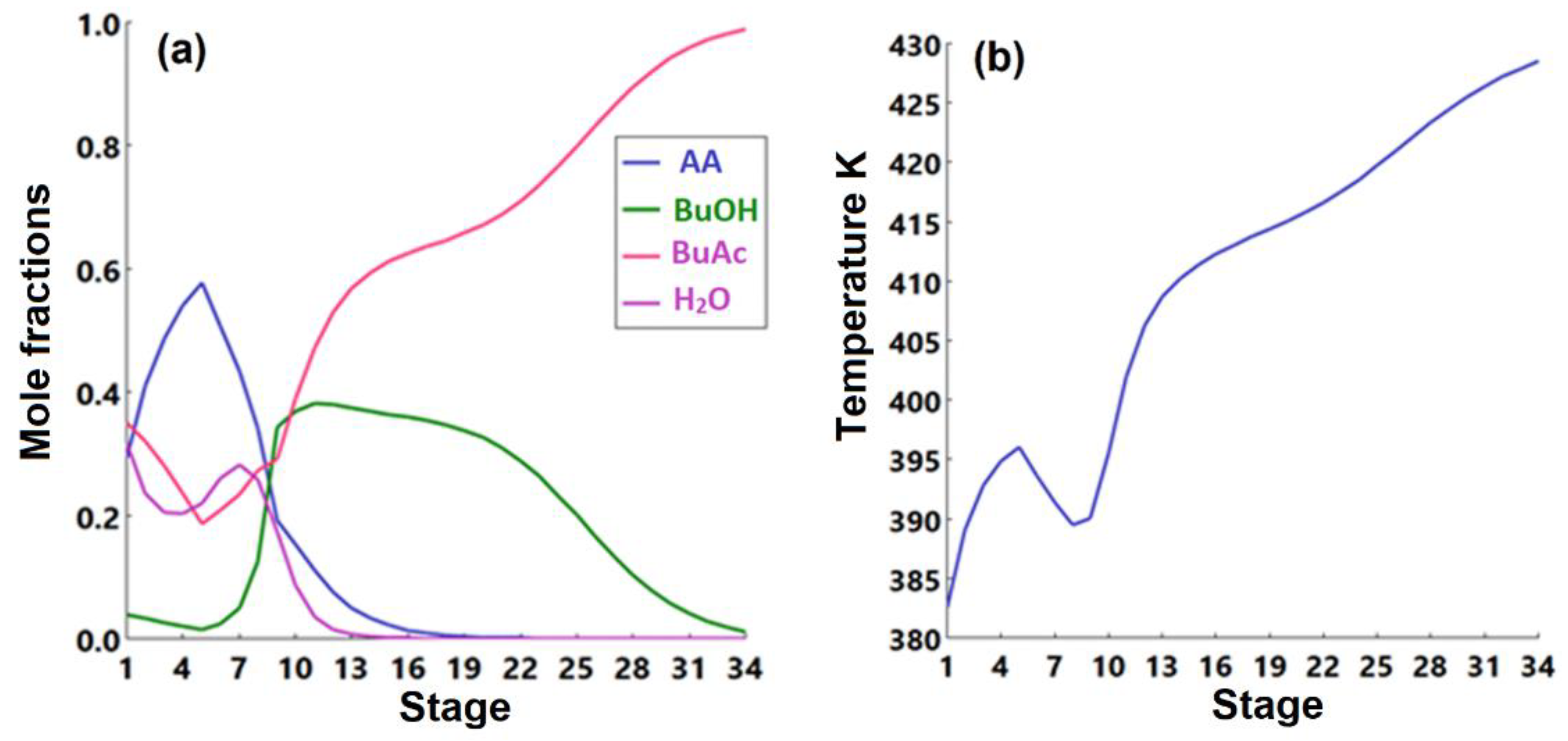
6.2. Reactive Distillation (RD) Process
7. Energy Efficiency and Environmental Analysis
7.1. Energy Efficiency Analysis
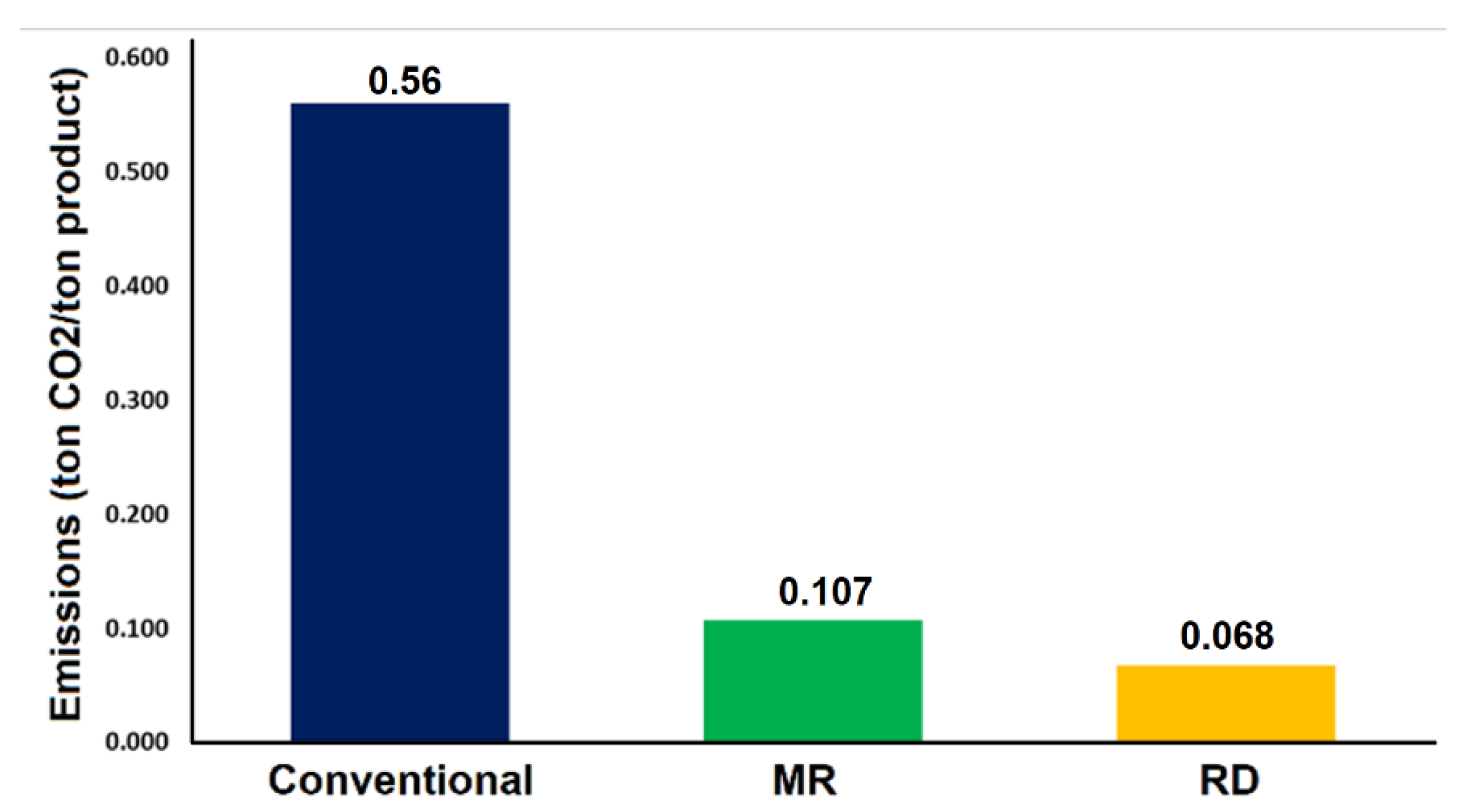
7.2. Environmental Analysis
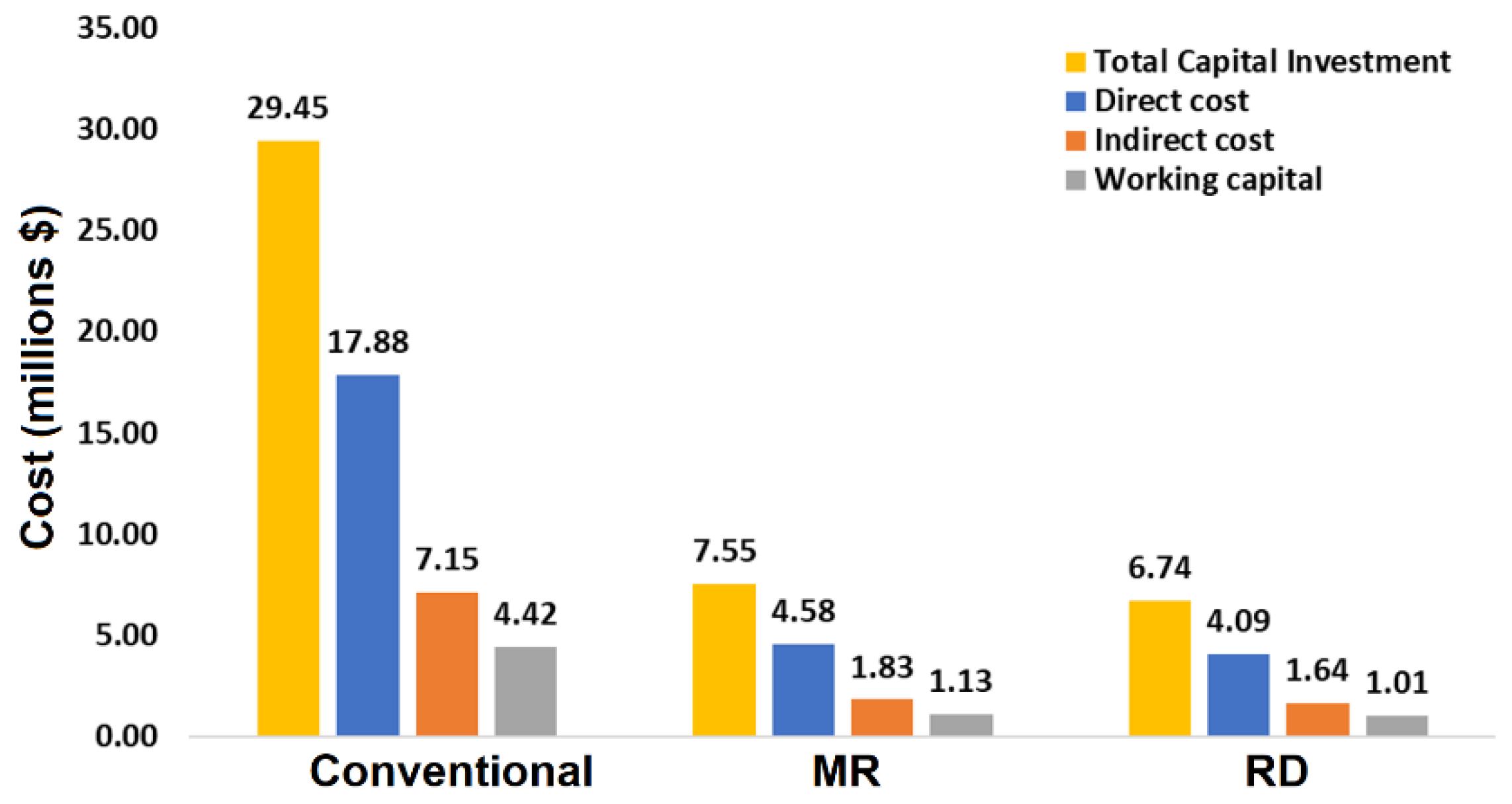
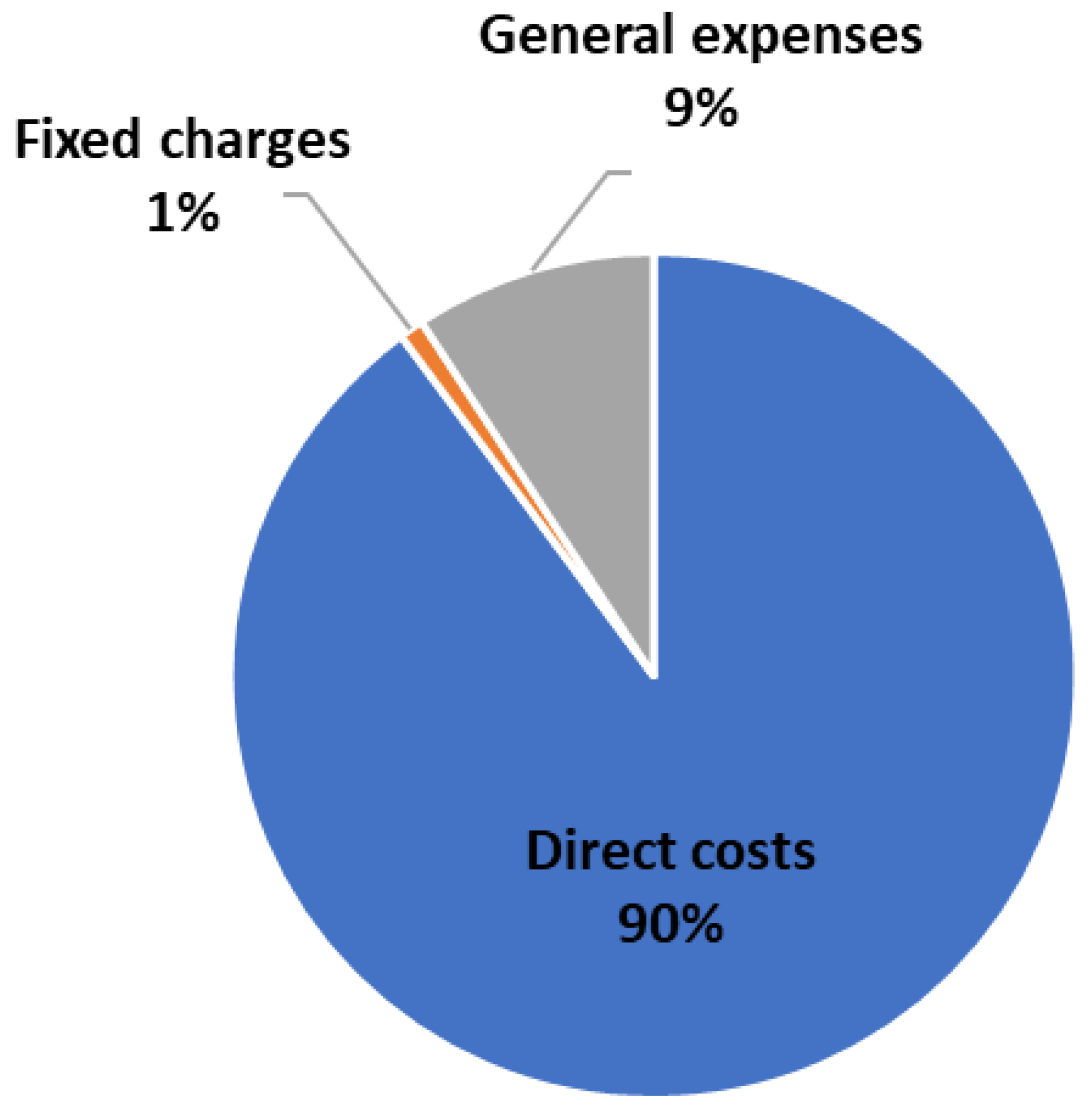
8. Economic Analysis
9. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Arpornwichanop, A.; Koomsup, K.; Assabumrungrat, S. Hybrid Reactive Distillation Systems for N-Butyl Acetate Production from Dilute Acetic Acid. J. Ind. Eng. Chem. 2008, 14, 796–803. [Google Scholar] [CrossRef]
- Steinigeweg, S.; Gmehling, J. N-Butyl Acetate Synthesis via Reactive Distillation: Thermodynamic Aspects, Reaction Kinetics, Pilot-Plant Experiments, and Simulation Studies. Ind. Eng. Chem. Res. 2002, 41, 5483–5490. [Google Scholar] [CrossRef]
- Tian, H.; Zhao, S.; Zheng, H.; Huang, Z. Optimization of Coproduction of Ethyl Acetate and N-Butyl Acetate by Reactive Distillation. Chin. J. Chem. Eng. 2015, 23, 667–674. [Google Scholar] [CrossRef]
- Sato, T.; Nagasawa, H.; Kanezashi, M.; Tsuru, T. Enhanced Production of Butyl Acetate via Methanol-Extracting Transesterification Membrane Reactors Using Organosilica Membrane: Experiment and Modeling. Chem. Eng. J. 2022, 429, 132188. [Google Scholar] [CrossRef]
- Fang, D.; Wen, Z.; Lu, M.; Li, A.; Ma, Y.; Tao, Y.; Jin, M. Metabolic and Process Engineering of Clostridium Beijerinckii for Butyl Acetate Production in One Step. J. Agric. Food Chem. 2020, 68, 9475–9487. [Google Scholar] [CrossRef]
- Cao, X.; Ren, J.; Xu, C.; Zhang, K.; Zhan, C.; Lan, J. Preparation, Characterization of Dawson-Type Heteropoly Acid Cerium (III) Salt and Its Catalytic Performance on the Synthesis of n-Butyl Acetate. Chin. J. Chem. Eng. 2013, 21, 500–506. [Google Scholar] [CrossRef]
- Ben Salah, R.; Ghamghui, H.; Miled, N.; Mejdoub, H.; Gargouri, Y. Production of Butyl Acetate Ester by Lipase from Novel Strain of Rhizopus Oryzae. J. Biosci. Bioeng. 2007, 103, 368–372. [Google Scholar] [CrossRef] [PubMed]
- Hanika, J.; Kolena, J.; Smejkal, Q. Butylacetate via Reactive Distillation—Modelling and Experiment. Chem. Eng. Sci. 1999, 54, 5205–5209. [Google Scholar] [CrossRef]
- Peters, T.A.; Benes, N.E.; Holmen, A.; Keurentjes, J.T.F. Comparison of Commercial Solid Acid Catalysts for the Esterification of Acetic Acid with Butanol. Appl. Catal. A Gen. 2006, 297, 182–188. [Google Scholar] [CrossRef]
- Blagov, S.; Parada, S.; Bailer, O.; Moritz, P.; Lam, D.; Weinand, R.; Hasse, H. Influence of Ion-Exchange Resin Catalysts on Side Reactions of the Esterification of n-Butanol with Acetic Acid. Chem. Eng. Sci. 2006, 61, 753–765. [Google Scholar] [CrossRef]
- Gangadwala, J.; Mankar, S.; Mahajani, S.; Kienle, A.; Stein, E. Esterification of Acetic Acid with Butanol in the Presence of Ion-Exchange Resins as Catalysts. Ind. Eng. Chem. Res. 2003, 42, 2146–2155. [Google Scholar] [CrossRef]
- Abashar, M.E.E.; Al-Rabiah, A.A. Production of Ethylene and Cyclohexane in a Catalytic Membrane Reactor. Chem. Eng. Process. Process Intensif. 2005, 44, 1188–1196. [Google Scholar] [CrossRef]
- Bin Naqyah, A.S.; Al-Rabiah, A.A. Development and Intensification of the Ethylene Process Utilizing a Catalytic Membrane Reactor. ACS Omega 2022, 7, 28445–28458. [Google Scholar] [CrossRef]
- Liu, G.; Guo, S.; He, B.; Li, J.; Qian, X. Synthesis of Butyl Acetate in a Membrane Reactor in a Flow-Through Mode. Int. J. Chem. React. Eng. 2016, 14, 579–585. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, Z.; Chen, H. Study on the Coupling of Esterification with Pervaporation. J. Memb. Sci. 2001, 182, 173–181. [Google Scholar] [CrossRef]
- Khajavi, S.; Jansen, J.C.; Kapteijn, F. Application of a Sodalite Membrane Reactor in Esterification—Coupling Reaction and Separation. Catal. Today 2010, 156, 132–139. [Google Scholar] [CrossRef]
- de la Iglesia, Ó.; Mallada, R.; Menéndez, M.; Coronas, J. Continuous Zeolite Membrane Reactor for Esterification of Ethanol and Acetic Acid. Chem. Eng. J. 2007, 131, 35–39. [Google Scholar] [CrossRef]
- Tanaka, K.; Yoshikawa, R.; Ying, C.; Kita, H.; Okamoto, K. Application of Zeolite Membranes to Esterification Reactions. Catal. Today 2001, 67, 121–125. [Google Scholar] [CrossRef]
- Jafar, J.J.; Budd, P.M.; Hughes, R. Enhancement of Esterification Reaction Yield Using Zeolite A Vapour Permeation Membrane. J. Memb. Sci. 2002, 199, 117–123. [Google Scholar] [CrossRef]
- Shen, Y.; Zhao, F.; Qiu, X.; Zhang, H.; Yao, D.; Wang, S.; Zhu, Z.; Yang, J.; Cui, P.; Wang, Y.; et al. Economic, Thermodynamic, and Environmental Analysis and Comparison of the Synthesis Process of Butyl Acetate. Ind. Eng. Chem. Res. 2020, 59, 21869–21881. [Google Scholar] [CrossRef]
- Liu, K.; Tong, Z.; Liu, L.; Feng, X. Separation of Organic Compounds from Water by Pervaporation in the Production of N-Butyl Acetate via Esterification by Reactive Distillation. J. Memb. Sci. 2005, 256, 193–201. [Google Scholar] [CrossRef]
- Tian, H.; Huang, Z.; Qiu, T.; Wang, X.; Wu, Y. Reactive Distillation for Producing N-Butyl Acetate: Experiment and Simulation. Chin. J. Chem. Eng. 2012, 20, 980–987. [Google Scholar] [CrossRef]
- Luyben, W.L.; Yu, C.C. Reactive Distillation Design and Control; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Gangadwala, J.; Kienle, A.; Stein, E.; Mahajani, S. Production of Butyl Acetate by Catalytic Distillation: Process Design Studies. Ind. Eng. Chem. Res. 2004, 43, 136–143. [Google Scholar] [CrossRef]
- Taylor, R.; Krishna, R. Modelling Reactive Distillation. Chem. Eng. Sci. 2000, 55, 5183–5229. [Google Scholar] [CrossRef]
- Chemanalyst. 2022. Available online: https://www.chemanalyst.com/ (accessed on 2 May 2022).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MR Model Parameters | |
|---|---|
| BuOH flowrate | 100 (kmol/h) |
| AA flowrate | 100 (kmol/h) |
| Reactor length | 8 m |
| Membrane effective surface area MR cross sectional area | 100 m2 12.5 m2 |
| Permeability coefficient of water (PW) | 0.00148 (m−2·h−1) |
| Sample | Conversion (%) | Relative Deviation (%) | |
|---|---|---|---|
| Experimental Results [16] | Model Results | ||
| 1 | 78.675 | 80.75 | 2.637 |
| 2 | 86.125 | 85.5 | −0.725 |
| 3 | 89.125 | 87.875 | −1.403 |
| 4 | 90.375 | 89.125 | −1.383 |
| Membrane Reactor Specification | |
|---|---|
| BuOH to AA feed ratio | 1:1 |
| Temperature | 363 K |
| Reactor pressure | 284 kPa |
| Membrane surface area Catalyst | 100 m2 Amberlyst-15 |
| Stream | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Temperature (K) | 298.2 | 298.2 | 311 | 362.1 |
| Pressure (kPa) | 111 | 111 | 304 | 304 |
| Enthalpy (kW) | −12,825 | −9129 | −24,042 | −16,529 |
| Molar vapor fraction | 0 | 0 | 0 | 0 |
| Mass flow (kg/h) | 6065 | 7412 | 14,825 | 13,010 |
| Component Flowrates in (kmol/h) | ||||
| Butanol | 0 | 100 | 108.69 | 8.69 |
| Acetic acid | 101 | 0 | 110.12 | 10.12 |
| Butyl-acetate | 0 | 0 | 1.18 | 101.07 |
| Water | 0 | 0 | 1.01 | 1.01 |
| Stream | 5 | 6 | 7 | W |
| Temperature (K) | 422.4 | 444.9 | 313.2 | 362 |
| Pressure (kPa) | 284 | 3.2 | 132 | 223 |
| Enthalpy (kW) | −2090 | −13,756 | −14,727 | −7818 |
| Molar vapor fraction | 0 | 0 | 0 | 0 |
| Mass flow (kg/h) | 1347 | 11,663 | 11,663 | 1814 |
| Component Flowrates in (kmol/h) | ||||
| Butanol | 8.69 | 0 | 0 | 0.01 |
| Acetic acid | 9.12 | 1 | 1 | 0.01 |
| Butyl-acetate | 1.18 | 99.89 | 99.89 | 0.1 |
| Water | 1.01 | 0 | 0 | 99.99 |
| Equipment | Parameter | Specifications |
|---|---|---|
| Membrane Reactor R-101 | Volume Length Heat duty Temperature Pressure Acetic acid/n-butanol | 100 m3 8 m −286 kW 363 K 223 kPa 1:1 |
| Distillation column T-101 | Number of stages Feed stage Reboiler heat duty Condenser heat duty Distillate rate Bottoms rate | 42 stages 21 5208 kW −4526 kW 20 kmol/h 100.9 kmol/h |
| Heat exchanger E-101 | Heat duty Outlet temperature Outlet pressure | −970 kW 313 K 132 kPa |
| P-101 | Discharge pressure Head Fluid power | 304 kPa 11 m 0.92 kW |
| P-102 | Discharge pressure Head Fluid power | 304 kPa 23 m 0.36 kW |
| Conventional Reactor Specifications | |
|---|---|
| BuOH-to-AA feed ratio | 1:1 |
| Temperature | 363 K |
| Feed pressure | 284 kPa |
| Volume | 41 m3 |
| Catalyst | Amberlyst-15 |
| Stream | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| Temperature (K) | 298.2 | 298.2 | 298.2 | 363.3 | 411.1 | 444.9 | 308.2 |
| Pressure (kPa) | 111 | 111 | 111 | 304 | 284 | 324 | 132 |
| Enthalpy (kW) | −18,158 | −13,054 | −31,212 | −31,138 | −14,805 | −13,641 | −14,639 |
| Molar vapor fraction | 0 | 0 | 0 | 0 | 1 | 0 | 0 |
| Mass flow (kg/h) | 6059 | 7417 | 19,278 | 19,278 | 7610 | 11,668 | 11,668 |
| Component Flowrates in (kmol/h) | |||||||
| n-Butanol | 0.0 | 100.1 | 143.1 | 43.2 | 43.1 | 0.1 | 0.1 |
| Acetic acid | 100.9 | 0.0 | 142.7 | 42.8 | 41.8 | 1.0 | 1.0 |
| Butyl-acetate | 0.0 | 0.0 | 0.9 | 100.8 | 0.9 | 99.9 | 99.9 |
| Water | 0.0 | 0.0 | 0.0 | 99.9 | 99.9 | 0.0 | 0.0 |
| Solvent | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| Stream | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Temperature (K) | 298.2 | 507.0 | 373.1 | 462.6 | 393.6 | 512.2 | 303.2 |
| Pressure (kPa) | 121 | 121 | 111 | 142 | 132 | 142 | 132 |
| Enthalpy (kW) | −54 | −55,646 | −7800 | −65,897 | −9060 | −55,592 | −61,735 |
| Vapor mole fraction | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Mass flow (kg/h) | 34 | 39,687 | 1842 | 45,455 | 5802 | 39,653 | 39,653 |
| Component Flowrates in (kmol/h) | |||||||
| n-Butanol | 0.0 | 0.0 | 0.1 | 43.0 | 43.0 | 0.0 | 0.0 |
| Acetic acid | 0.0 | 0.0 | 0.0 | 41.8 | 41.8 | 0.0 | 0.0 |
| Butyl-acetate | 0.0 | 0.0 | 0.0 | 0.9 | 0.9 | 0.0 | 0.0 |
| Water | 0.0 | 0.0 | 99.9 | 0.0 | 0.0 | 0.0 | 0.0 |
| Solvent | 0.4 | 440.3 | 0.4 | 439.9 | 0.0 | 439.9 | 439.9 |
| Reactive Distillation Design Specifications | |
|---|---|
| Number of stages | 34 |
| AA feed stage | 5 |
| BuOH feed stage | 9 |
| Reactive zone stages | 5–24 |
| Reboiler duty | 3298 kW |
| Condenser duty | −3010 kW |
| Stream | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Temperature (K) | 298.2 | 298.2 | 382.6 | 428.5 | 313.2 |
| Pressure (kPa) | 203 | 203 | 152 | 223 | 132 |
| Enthalpy (kW) | −12,698 | −9129 | −8045 | −13,493 | −14,312 |
| Molar vapor fraction | 0 | 0 | 0 | 0 | 0 |
| Mass flow (kg/h) | 6005 | 7412 | 2040 | 11,377 | 11,377 |
| Component Flowrates in (kmol/h) | |||||
| n-Butanol | 0.0 | 100.0 | 0.2 | 1.1 | 1.1 |
| Acetic acid | 100.0 | 0.0 | 1.3 | 0.0 | 0.0 |
| Butyl-acetate | 0.0 | 0.0 | 1.5 | 97.2 | 97.2 |
| Water | 0.0 | 0.0 | 98.7 | 0.0 | 0.0 |
| Utility (MWh/Year) | Conventional | RD | MR |
|---|---|---|---|
| Steam (mps) | 218,729 | 26,388 | 41,668 |
| Cooling water | 215,504 | 30,638 | 43,973 |
| Unit | Price |
|---|---|
| Acetic Acid (USD/ton) | 960 |
| n-Butanol (USD/ton) | 1610 |
| Butyl Acetate (USD/ton) | 2120 |
| Utilities | |
| Steam (mps) (USD/ton) | 6 |
| Cooling water (USD/m3) | 0.53 |
| Wastewater treatment (USD/m3) | 0.08 |
| Item | MR | RD |
|---|---|---|
| Fixed capital cost | USD 6,418,000 | USD 5,730,000 |
| Total capital cost | USD 7,552,000 | USD 6,742,000 |
| Return on investment | 23.1% | 31.17% |
| Payback period | 2.7 | 2.1 |
| Net present value | USD 13,670,000 | USD 15,857,000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Rabiah, A.A.; Alqahtani, A.E.; Al Darwish, R.K.; Bin Naqyah, A.S. Novel Process for Butyl Acetate Production via Membrane Reactor: A Comparative Study with the Conventional and Reactive Distillation Processes. Processes 2022, 10, 1801. https://doi.org/10.3390/pr10091801
Al-Rabiah AA, Alqahtani AE, Al Darwish RK, Bin Naqyah AS. Novel Process for Butyl Acetate Production via Membrane Reactor: A Comparative Study with the Conventional and Reactive Distillation Processes. Processes. 2022; 10(9):1801. https://doi.org/10.3390/pr10091801
Chicago/Turabian StyleAl-Rabiah, Abdulrahman A., Abdullah E. Alqahtani, Rayan K. Al Darwish, and Abdulaziz S. Bin Naqyah. 2022. "Novel Process for Butyl Acetate Production via Membrane Reactor: A Comparative Study with the Conventional and Reactive Distillation Processes" Processes 10, no. 9: 1801. https://doi.org/10.3390/pr10091801
APA StyleAl-Rabiah, A. A., Alqahtani, A. E., Al Darwish, R. K., & Bin Naqyah, A. S. (2022). Novel Process for Butyl Acetate Production via Membrane Reactor: A Comparative Study with the Conventional and Reactive Distillation Processes. Processes, 10(9), 1801. https://doi.org/10.3390/pr10091801