1. Introduction
Converting waste into value-added compounds such as activated carbon (AC) is stemmed from the growing negative environmental impact and increasing limitations of fossil fuel resources. Research in this field has accelerated as energy consumption increases over time [
1]. Utilising biomass provides a path to combat or mitigate the increasing worldwide demands for energy [
2]. This international effort intends to utilise new and alternative technologies, which would lower the changes associated with environmental pollution and, in turn, global climate change through the development of industrial and agricultural technologies from renewable means such as biomass waste. The transition to cleaner energy or materials from renewable resources can be enhanced, allowing nations to have energy security and achieve sustainable development [
3]. The significant challenges include integrating with the petrochemical industry, utilising robust technologies, and providing a surplus amount of biomass feedstock for valorisation. Determining a viable and sustainable process route can help increase stakeholder cooperation across value chains.
Biomass is predicted to play a key role in driving the energy transition towards ‘green energy’ and lessening the hold on limited fossil fuel supplies. The global energy production from biomass has expanded progressively, accounting for 70% of the total renewable supply in 2017, with a technical potential estimated to be as high as 1500 EJ/year by 2050 [
4]. Tripathi et al. [
5] reported increasing interest and development to utilise biomass residues, explicitly concentrating on the bioenergy sector. This would require significant research and development investments in specialist product development for alternative fuels and biochar production. The global annual generation of biomass waste is estimated to be 140 Gt [
5]. These can be feedstocks for various products ranging from the production of fuel, polymers, and wastewater treatment materials. The selection of using biomass from agricultural waste is an interesting route. There is a keen interest in using biomass to produce AC. It provides a two-fold solution for tackling the growing pollution strategy, considering global food waste statistics are estimated to be 1.3 billion tons annually [
6]. The carbon derived from biomass prevents the production of carbon dioxide (CO
2) or methane (CH
4). Furthermore, it can produce industrially more useful AC and enter the natural carbon cycle process [
7]. This development of utilising harvest waste will also implement a circular economy by utilising wastes as resources, which current policies have adapted in Europe [
8]. Reducing waste levels and finding the most sustainable solution with an efficient valorisation route to manage the remaining harvest waste will close the loop. [
9]. We recently demonstrated pea waste as a new and promising treatment for wastewater. A cost-effective alternative to AC is widely available. This will be particularly useful in newly industrialised countries facing high water pollution and needing a rapid, inexpensive, and efficient solution [
10].
In 2017, 40,000 hectares of peas were grown in the UK, and more than 30% (
w/
w) of waste is produced during pea harvesting [
11]. The remaining unavoidable waste from harvesting leaves behind other parts of the plant: pods, stalks, vines, and leaves [
12]. Danish and Ahmad [
7] studied the potential applications of biomass waste from harvest as a viable alternative to the expensive production process of AC from coal. In India, pea peel waste was used to produce cellulose as it was cheap and readily available. It was a valuable and unused form of energy to produce cellulase [
13].
The potential of utilising agricultural waste to produce carbonaceous materials such as AC (derived from biochar) can be an efficient process. There are different routes to produce biochar, including fast pyrolysis, slow pyrolysis, flash pyrolysis, torrefaction and hydrothermal carbonization, and microwave-assisted pyrolysis (MAP) [
14,
15,
16,
17,
18]. MAP uses microwave irradiation for pyrolysing biomass to produce bio-oil and biochar products. Ge et al. [
19] reviewed the feasibility of using MAP on agricultural waste. Besides, MAP offers fast heating of the extraction mixture via microwave irradiation [
20]. Touhami et al. [
21] used rice husk as a heterogeneous acid catalyst and established 30 min for the optimal carbonisation duration of the MAP. Currently, using MAP large scale has not been understood for continuous production in terms of product yield and reactor design. Fodah et al. [
18] compared the literature values of corn stover biomass (similar proximate analysis of PW) products yielded from a catalytic and non-catalytic MAP. It was found that the yield of biochar decreased when the MAP was increased from 500 W to 900 W. The bio-oil yield increased from 500 W to 700 W and decreased to 900 W. The relation between the lignocellulosic content of varying agricultural waste is important for MAP’s biochar and bio-oil product yield. Similar lignocellulosic content to PW was compared with that undergoing a valorisation process. Results indicate a 20-40% yield of biochar and bio-oil each. Xia et al. [
12] utilised MAP on pea vine to produce bio-oil and biochar. The optimal production conditions were 300 °C, 250 psi, and 300 W for 15 min. It was found that the bio-oil had a high content of phenolic compounds, and the biochar had a gross calorific value of 26.6 MJ kg
−1. The calorific value indicates a viable and efficient method of utilising PW to produce AC and bio-oil in conjunction (due to its phenolic content). Currently, biochar’s main uses include applying biochar to the soil to improve soil fertility [
22] and ‘energy production, livestock production, carbon sequestration, wastewater treatment, toxins remediation’ [
23]. However, AC is the main desired product for this plant. It has scope for many adsorptions and catalysis applications due to its high surface area, pore volume, and pore size distribution [
24]. Biochar can also be used as a precursor of value-added AC. There are various methods of activation processes of biochar, including mechanical, physical, and chemical activation, which leads to different properties of AC. Chemical activation involves treating with acids, bases, and oxidisers, and thermal activation involves re-pyrolysing at a greater temperature than the initial production temperature of pyrolysis [
25]. Chemical activation has gained increased attention. It has one-step and two-step methods, and the latter has an increased purity of 99.9% in terms of porosity and yield (higher surface area and pore volume) [
26].
Currently, there is no solid work or investments to utilise harvest waste biomass application of chars. The economic analysis will be novel as Kaczor et al. [
9] reported that a comprehensive route has not been determined on an industrial scale, as the known production of biomass supply within the UK is unclear. One reason could be that there is a lack of industrial-scale plants [
23] for this intended use. There is an absence of a comprehensive cost analysis for the whole biomass supply chain derived from harvest. The economic analysis identifies favourable scenarios in the valorisation process [
27,
28].
Detailed economic analysis of the production plant from PW must consider the pyrolyser’s purchased and operating cost, feedstock’s price, and energy requirements. The capital costs will be similar for all biomasses [
22]. Optimum operation performance will be the lowest possible temperature and the fastest time. Stella Mary [
29] reported the optimum temperature for char yield was 300 °C, where maximum values in the pea pod were 21.14 %, and the fixed carbon content pod were lower when compared to peel and vine. It is also very important to consider the yield of biochar production. These parameters can be estimated based on TGA analysis [
30]. The feedstock price will be the most significant difference and impact the costs of biochar production. The biochar produced through the pyrolysis process in biorefineries will be combusted to meet energy needs, and any excess energy can be sold to the electricity grid. The economic value of biochar can be improved by upgrading it to activated carbon.
Tadda et al. [
31] reported that in 2014, there were about 1.1 million metric tons of AC from AC industries, with a 10% increase in the projected demand. In the USA, there is an expected increase in demand for AC due to new federal laws requiring the removal of heavy metals from effluent streams. The world demand shows that the Global AC Market is forecasted to be worth USD 14.07 Billion by 2027, as reported by Emergen Research. The main applications are water treatment and air purification. This increase in demand can introduce and enforce standards and legislation of various countries in the global effort to combat air and water pollution caused by fast industrialisation [
32]. The increasing manufacturing activity in developing countries will also be a factor in the increased demand for AC. The commercial application of AC is one of the most widely used industrial adsorbents for separation, purification, and recovery processes [
33]. The main route of producing AC from wood, petroleum coke, carbon black, coal, and lignite has high production costs. Hence, this generated the interest in utilising the low-cost agricultural wastes with relatively high carbon as the raw materials substitute for AC. The requirement for sewage and wastewater treatment is generating demand for AC. This can be due to the rising global pollution levels due to the growing population and requiring purification. Despite the growing demand, the high price of raw materials impedes the market growth.
This paper intends to determine an applicable route to produce AC from agricultural pea waste (PW) in the UK due to its multipurpose in industry processes (adsorption, wastewater treatments, and soil fertilisation) and to what extent it is economically competitive. This differs from the conventional route of slow pyrolysis to produce biochar, a precursor of AC. This route utilises microwave power for better heat transfer as well as uniformity. An extra activation unit will produce AC with a higher surface area. In addition, a bio-oil produced from the process can still be used as a valuable commodity to be sold. The process can provide economic, social, and environmental benefits [
34]. It will raise the issues of suitable infrastructure and require more integration within the food supply chain rather than working independently to allow for efficient food waste management and a more sustainable solution. The plant’s location will be based in the UK, near the availability of peas [
35]. Minimising transport costs will allow for sustainable infrastructure for future operations to decrease the biochar technology’s carbon footprint, enabling it to meet Net Zero standards. In addition, a process model to produce AC from agricultural PW will be delivered and, in turn, quantify, as far as possible, the potential effect of the selected through the costs and advantages of AC from agricultural PW within the UK. The economic analysis will be more conducive to determining whether using PW from the industry with the newly designed infrastructure can better manage the waste supply chain. Moreover, it will also indicate whether it can compete with the already current production method of AC from agricultural waste.
4. Conclusions
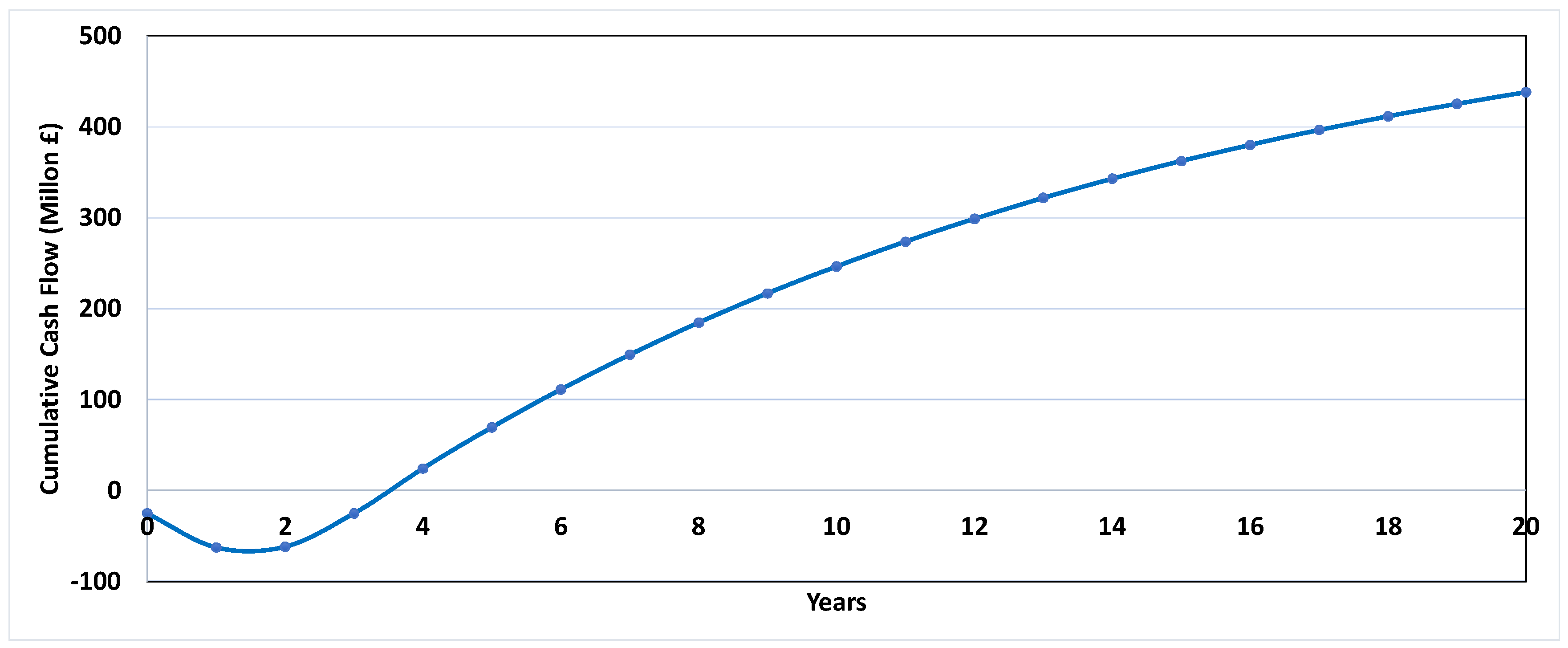
The study concludes with AC production currently viable based on these baseline productions. However, the bio-oil (unrefined) price is relatively high and might not be practical. The study aimed to perform an economic analysis to identify the viability of producing activated carbon from pea waste. The total investment required for the project is GBP 100,953,124.99. The plant cost can be recovered from year 3 (mid) for the 20-year life. The NPV calculated is GBP 4,476,137,297.79 for 2020, and the associated IRR for the project is 55%. The ROI in 2020 is 52%.
The study concludes that bio-oil production is not viable based on baseline productions. However, with detailed process economic calculations taken into account, a much better judgement can be made. The fault can lie with bio-oil price, with the sale price having to be substantially larger per quantity to generate a positive profit. Additional alternative scenarios need to be examined, with the highest sensitivity identified, to assess bio-oil production’s overall viability from PW accurately, explain the bio-oil quality, and improve profitability.
To further assess the appropriateness of this production method for commercial AC, environmental issues should be considered when designing the process and the unit operations, along with their associated mitigating methods. This would affect the plant costing estimation. Similarly, process control piping and instrumentation and start-up and shut-down equipment need to be considered. A simulation package such as Aspen HYSYS to simulate the whole process and include a detailed sizing of the equipment should be used. This would allow for a better understanding of the purchase cost and installation of the process equipment appropriate for the process. This would also better inform the carbon dioxide emissions of the process for a better understanding of its ‘sustainability.






{kind=link}
{kind=link}
{kind=link}