
The Anti-Fatigue Design of 80 t Depressed-Center Gondola Car Body

Abstract
:1. Introduction
2. Theoretical Background
2.1. Palmgren-Miner Cumulative Damage Theory
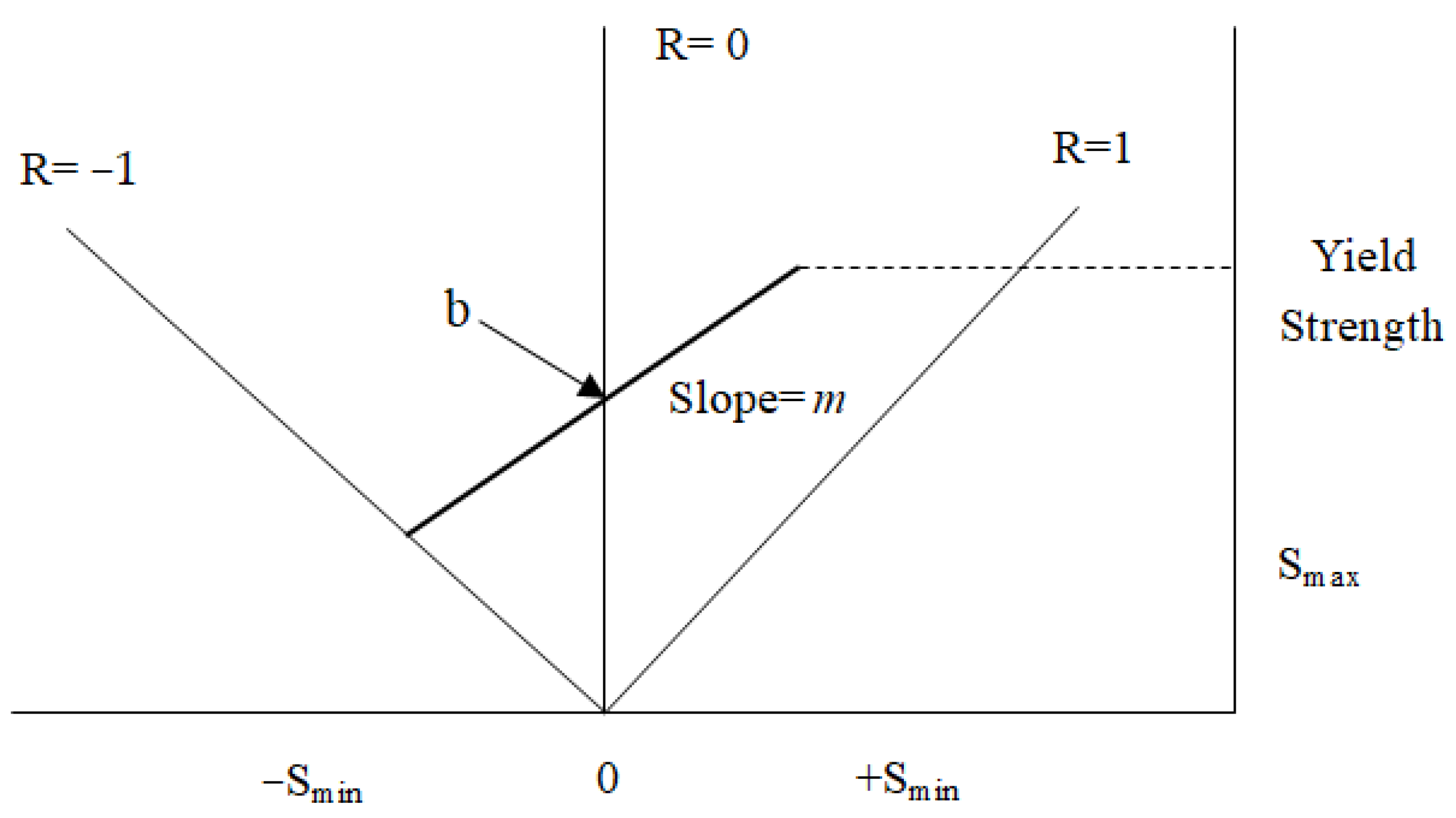
2.2. The Fatigue Assessment Method of BSI Standard
2.3. The Fatigue Assessment Method of AAR Standard
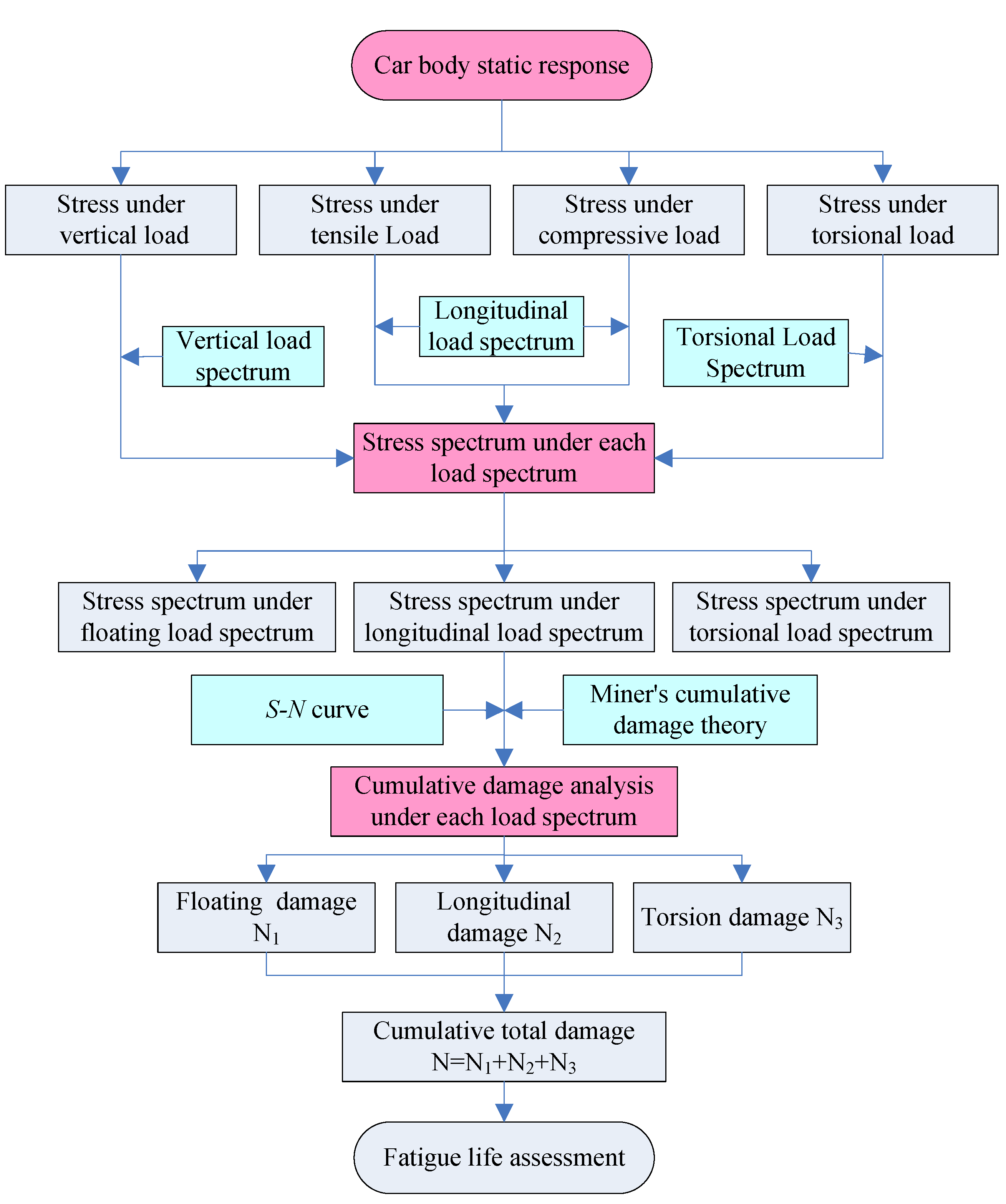
2.4. Fatigue Strength Evaluation Method Based on Load Spectrum
- (1)
- First, the car body is simulated by the finite element method.
- (2)
- Secondly, according to the simulation results, the vertical load spectrum, the longitudinal load spectrum, the torsion load spectrum in the AAR load spectrum and the measured load spectrum of the Daqin Line are used. The stress spectrum of each component is calculated separately from the load spectrum.
- (3)
- Finally, relevant parameters of the S-N curve in the AAR standard and BSI standard are adopted, and the cumulative damage is calculated by Miner’s linear cumulative damage theory.
3. Finite Element Simulation Analysis of 80 t Depressed-Center Gondola Car Body
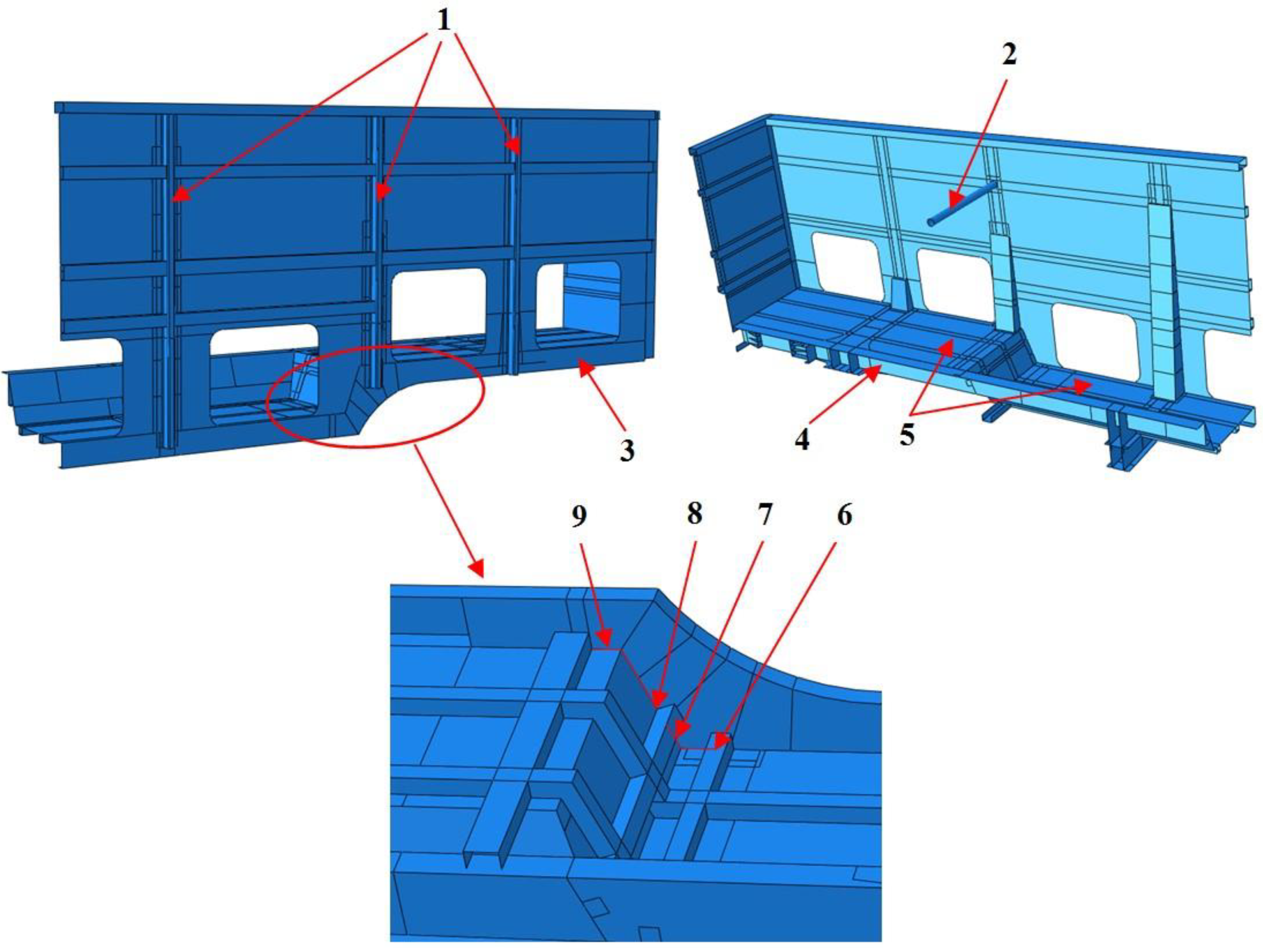
3.1. The Structure of 80 t Depressed-Center Gondola Car Body
3.2. Finite Element Model and Loading Method
3.3. Research on Stress Distribution of the Two Key Welds
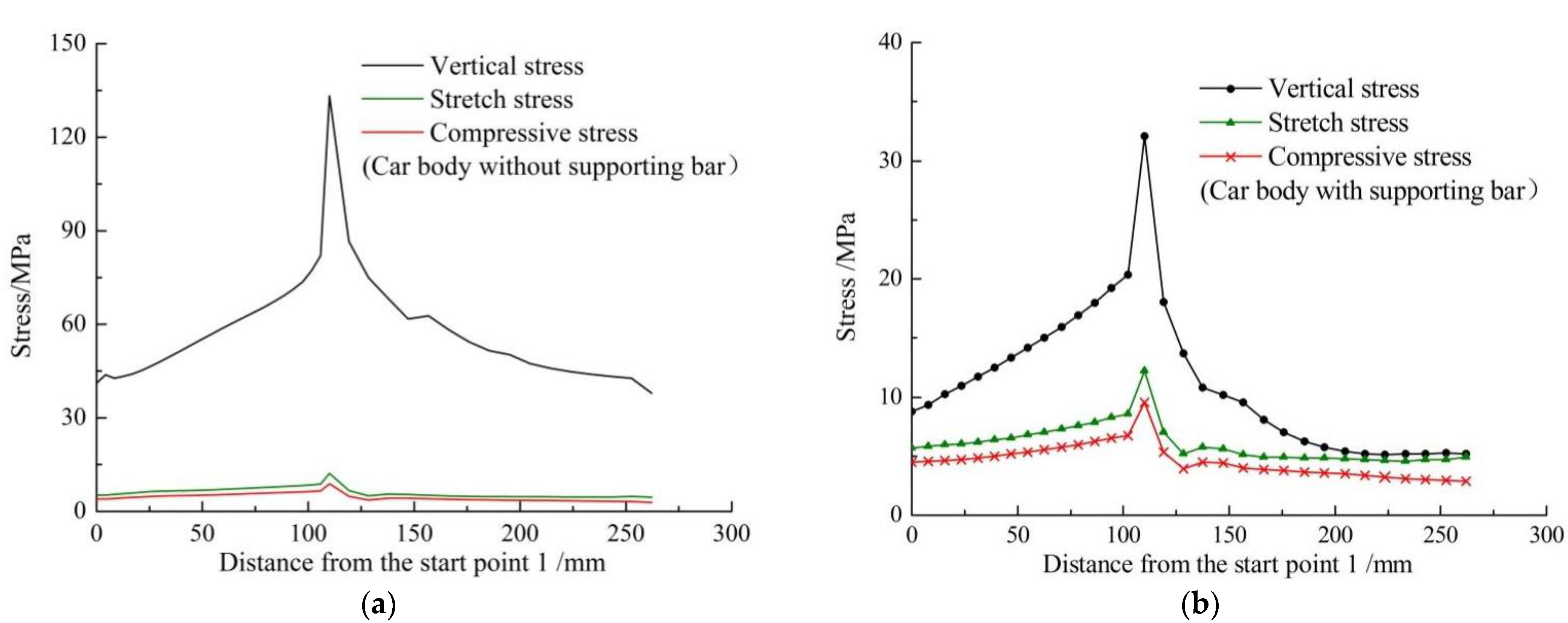
- (1)
- On the whole, the changing trend of stress under each condition is basically the same in the two car body schemes. The stress under the vertical condition is higher than that under longitudinal condition, and the stress values are basically the same under corresponding stretch load and compressive load. The maximum stress of each condition appears at 110 mm.
- (2)
- Under the vertical condition, the stresses in Figure 7a are much higher than that in Figure 7b, especially when the stress value reaches 134 MPa at 110 mm in Figure 7a. The root cause of this phenomenon is that a supporting bar is added in scheme 2 compared with scheme 1, which greatly reduces the deformation and outward stress of the side wall and improves the stress state of weld 1. This phenomenon shows the importance of the supporting bar to improve the stiffness of the large side wall and the stress of the whole car body.
- (3)
- Under the longitudinal condition, the overall trend of the stress distribution is relatively smooth in the two schemes; the stress in scheme 2 is slightly greater than that in scheme 1. The stress (12 MPa) under the stretch load in scheme 2 is the highest, and the stresses under other conditions are lower than 10 MPa. Therefore, the longitudinal force has little contribution to the stress of weld 1.
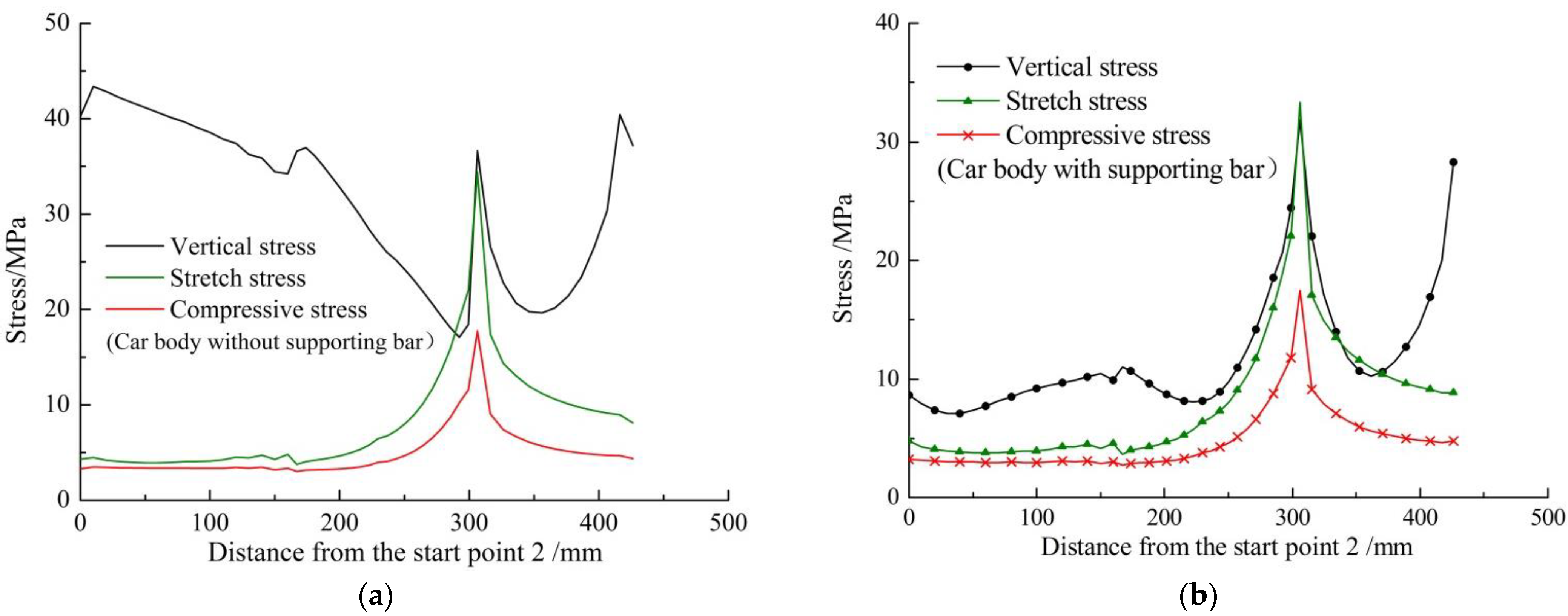
- (1)
- On the whole, the changing trend of stress under each condition is basically the same in the two car body schemes, except for the vertical stress in scheme 1. The stress under the vertical condition is higher than that under the longitudinal condition, and the stress values are basically the same under the corresponding stretch load and compressive load. In addition, the three stress distributions have a peak at 305 mm in both schemes.
- (2)
- Under the vertical condition, on the whole, the stresses in Figure 8a are higher than that in Figure 8b, especially in the interval [0, 275 mm]. The root cause of this phenomenon is that the supporting bar improves the stress on weld 2. The stresses of the two welds have the stress mutation at 305 mm, but maximum stresses are basically near 35 MPa, relatively small.
- (3)
- Under the longitudinal condition, the stretch stresses on the two welds are basically the same as the compressive stress, and the stretch stresses are slightly larger than the compression stresses. It illustrates that the stress contribution of the supporting bar on the stresses of weld 2 is small.
4. Fatigue Life Assessment of Key Position
4.1. Fatigue Damage Analysis of Key Position
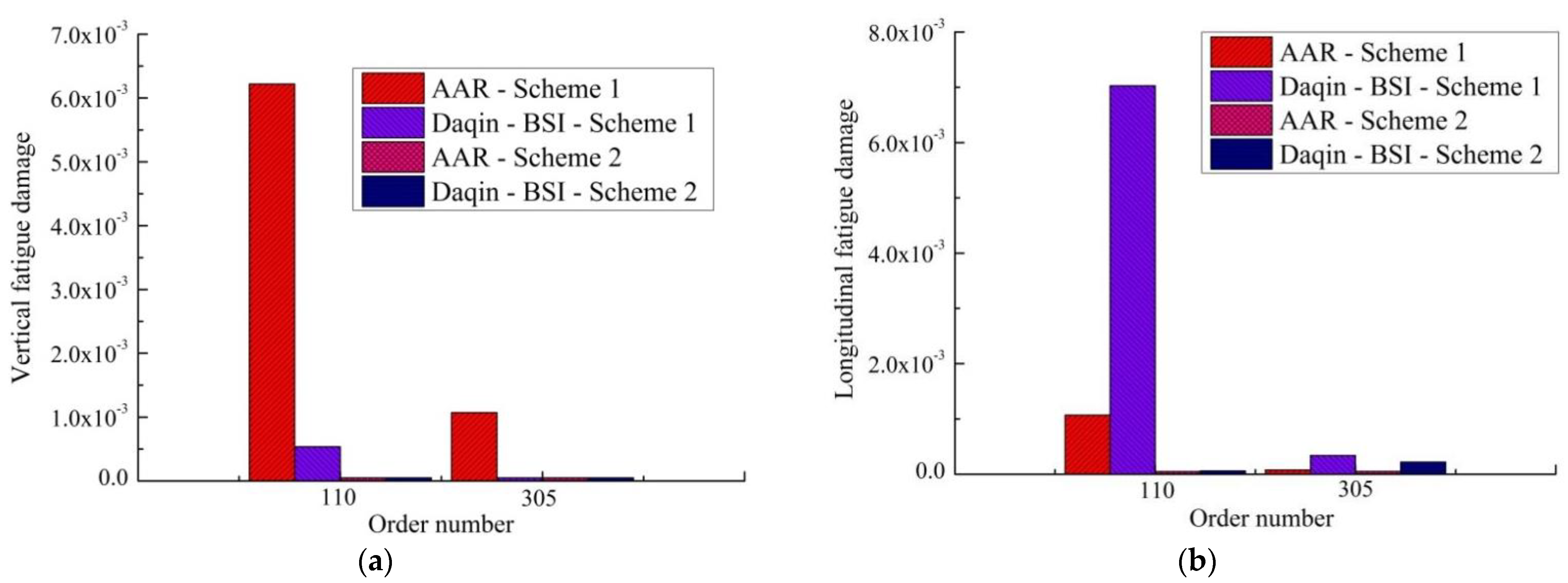
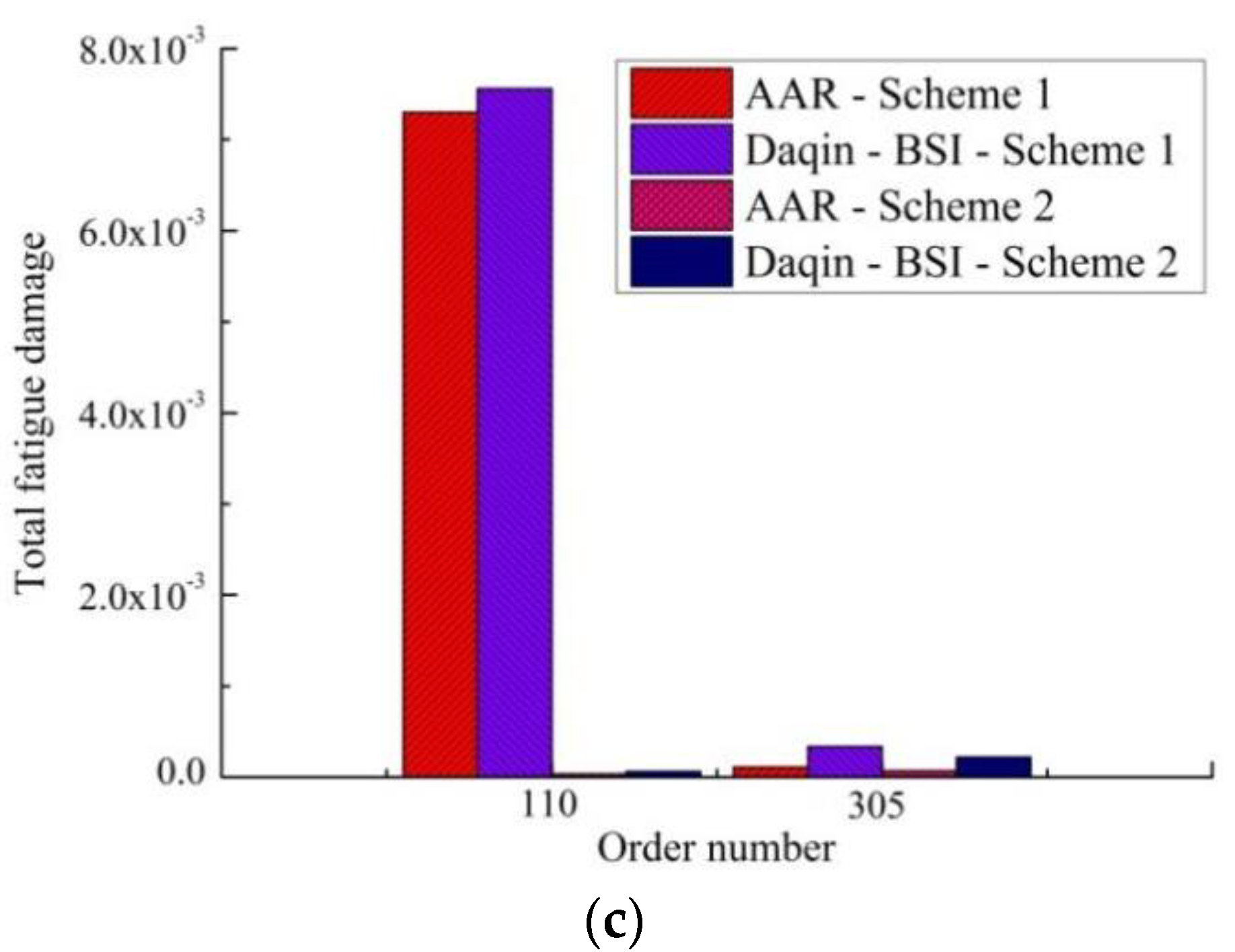
- (1)
- On the whole, no matter which assessment method is adopted, the maximum value of damage under each condition or total damage appears at 110 mm of weld 1 in the car body without a supporting bar. Except for the total damage at 110 mm in scheme 1 exceeding 7 × 10−3, other total damages are less than 1 × 10−3.
- (2)
- The total damage of scheme 1 obtained by the two evaluation methods is basically the same at 110 mm, but the contribution of vertical damage to total damage obtained by the two methods is the opposite, and the contribution of longitudinal damage to total damage obtained by the two methods is also the opposite. This phenomenon shows that the vertical load spectrum of AAR is worse than that of the Daqin line, and the longitudinal load spectrum of the Daqin line is worse than that of AAR. The reason is that the altitude drop of the whole Daqin line is large, and there are a large number of wagons per train. These factors cause a large longitudinal force.
4.2. Fatigue Life Assessment of Key Position
5. Conclusions
- (1)
- Two fatigue life assessment methods based on Miner’s linear cumulative damage of the gondola car body are given comprehensively and systematically. One method is to adopt the load spectrum and S-N curve in the AAR standard, and the other method is to adopt the load spectrum of the Daqin line and S-N curve in the BSI standard.
- (2)
- In the analysis of finite element results, we pay attention to the maximum stress on the two key welds; the stress of the car body structure without a supporting bar is the largest 110 mm from weld 1, which is much greater than that of the scheme with a supporting bar.
- (3)
- The total damage obtained by the two evaluation methods is basically the same, but the contribution of vertical damage to total damage obtained by the two methods is the opposite, and so is the longitudinal damage. It shows that the vertical load spectrum of AAR is worse than that of the Daqin line, and the longitudinal load spectrum of the Daqin line is worse than that of AAR. This conclusion provides the basis for evaluating the fatigue life of railway freight cars when they run on different lines.
- (4)
- The 80t depressed-center gondola car body structure with a supporting bar is determined as the optimal scheme. Meanwhile, the result has important reference significance for the structural design of the heavy haul gondola car body for coke transport.
Author Contributions
Funding
Conflicts of Interest
References
- Wang, C.S.; Chen, L. Technology of Heavy Haul and Fast Vehicle; China Railway Publishing House: Beijing, China, 2010. [Google Scholar]
- Yu, M.G.; Zhang, J.Y.; Zhang, W.H. Multi-objective optimization design method of the high-speed train head. J. Zhejiang Univ. Sci. A 2013, 14, 631–641. [Google Scholar] [CrossRef]
- Miao, B.; Luo, Y.; Qiu, Y.; Peng, Q.; Jiang, C.; Yang, Z. Research on multidisciplinary fatigue optimization design method in structural design of high speed train. Procedia Struct. Integr. 2019, 22, 102–109. [Google Scholar] [CrossRef]
- Gao, Y.; Liu, Q.; Wang, Y.; Zhao, W. Lightweight design with weld fatigue constraints for a three-axle bogie frame using sequential approximation optimisation method. Int. J. Vehicle Des. 2017, 73, 3–19. [Google Scholar] [CrossRef]
- Yang, G.; Li, S.; Fu, D. Fatigue properties of AL/AL-MG alloy laminated materials for the applications to railway tank cars. Int. J. Fatigue 2019, 122, 173–183. [Google Scholar] [CrossRef]
- Liu, W.; Zhang, Y.; Li, N.; Wang, L. Research on stress intensity factor and fatigue crack propagation rate of the general-purpose gondola car body. Trans. Can. Soc. Mech. Eng. 2021, 45, 297–307. [Google Scholar] [CrossRef]
- Li, Z.; Dou, H.S.; Lin, P.; Wei, Y.; Chen, Y.; Lin, L.; Ye, X. Design for a Squirrel Cage Fan with Double Arc Blade. J. Appl. Fluid Mech. 2020, 13, 881–891. [Google Scholar] [CrossRef]
- Wang, H.-Y.; Bi, C. Study of a magnetorheological brake under compression-shear mode. Smart Mater. Struct. 2019, 29, 017001. [Google Scholar] [CrossRef]
- Liu, W.; Zhang, Y.; Liu, Q.; Zhang, B.; Fu, Q. Structural optimization of the heavy haul wagon body based on MPSO-BP algorithm. Trans. Can. Soc. Mech. Eng. 2021, 45, 461–472. [Google Scholar] [CrossRef]
- Zhong, Y.G.; Zhan, Y.; Zhao, G. Fatigue analysis of structure of gondola car body based on rigid-flexible coupling multi-body systems. In Proceedings of the 11th World Congress on Computational Mechanics, Barcelona, Spain, 20–25 July 2014. [Google Scholar]
- Xiu, R.; Spiryagin, M.; Wu, Q.; Yang, S.; Liu, Y. Fatigue life assessment methods for railway vehicle bogie frames. Eng. Fail. Anal. 2020, 116, 104725. [Google Scholar] [CrossRef]
- Liu, W.F. Research on Fatigue Strength Evaluation and Structure Optimization of Heavy Haul General Purpose Gondola Car Body; Beijing Jiaotong University: Beijing, China, 2019. [Google Scholar]
- Miner, M.A. Cumulative damage in fatigue. Int. J. Appl. Mech. 1945, 67, A159–A164. [Google Scholar] [CrossRef]
- Manson, S.S.; Halford, G.R. Practical implementation of the double linear damage rule and damage curve approach for treating cumulative fatigue damage. Int. J. Fracture 1981, 17, 169–192. [Google Scholar] [CrossRef]
- Golos, K. Cumulative fatigue damage. Mater. Sci. Eng. A 1988, 104, 61–65. [Google Scholar] [CrossRef]
- Song, Z.; Fang, S.; Zhang, Y.; Xie, J. Cracking analysis of bolster cover plate in C70 freight wagons. Eng. Fail. Anal. 2013, 30, 43–60. [Google Scholar] [CrossRef]
- Zhao, X.; Xie, S.; Zhang, Y.; Li, Q.; Wang, W.; Wang, B. Fatigue reliability analysis of metro bogie frame based on effective notch stress method. Eng. Fail. Anal. 2021, 131, 105811. [Google Scholar] [CrossRef]
- Milovanović, V.; Dunić, V.; Rakić, D.; Živković, M. Identification causes of cracking on the underframe of wagon for containers transportation—Fatigue strength assessment of wagon welded joints. Eng. Fail. Anal. 2013, 31, 118–131. [Google Scholar] [CrossRef]
- BS7608: 2014+A1; Guide to Fatigue Design and Assessment of Steel Products. British Standard Institute: London, UK, 2015.
- Manual of Standards and Recommended Practices Section C-Part II; Design, Fabrication, and Construction of Freight Cars; Association of American Railroads: Washington, DC, USA, 2007.
- TB/T1335; Code for Strength Design and Test Evaluation of Railway Rolling Stock. China Railway Publishing House: Beijing, China, 1996.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scheme | Order Number | Fatigue Damage (/10,000 km) | Fatigue Life (10,000 km) | ||
|---|---|---|---|---|---|
| AAR | Daqin + BSI | AAR | Daqin + BSI | ||
| 1 | 110 | 7.30 × 10−3 | 7.56 × 10−3 | 137 | 132 |
| 305 | 1.11 × 10−4 | 3.38 × 10−4 | 8.98 × 103 | 2.96 × 103 | |
| 2 | 110 | 3.61 × 10−5 | 6.25 × 10−5 | 2.77 × 104 | 1.6 × 104 |
| 305 | 7.07 × 10−5 | 2.21 × 10−4 | 1.42 × 104 | 4.53 × 103 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Zhang, L.; Bi, C.; Huo, Y.; Zhang, R.; Wang, Z. The Anti-Fatigue Design of 80 t Depressed-Center Gondola Car Body. Processes 2022, 10, 1618. https://doi.org/10.3390/pr10081618
Liu W, Zhang L, Bi C, Huo Y, Zhang R, Wang Z. The Anti-Fatigue Design of 80 t Depressed-Center Gondola Car Body. Processes. 2022; 10(8):1618. https://doi.org/10.3390/pr10081618
Chicago/Turabian StyleLiu, Wenfei, Liang Zhang, Cheng Bi, Yanling Huo, Ren Zhang, and Zhengchu Wang. 2022. "The Anti-Fatigue Design of 80 t Depressed-Center Gondola Car Body" Processes 10, no. 8: 1618. https://doi.org/10.3390/pr10081618
APA StyleLiu, W., Zhang, L., Bi, C., Huo, Y., Zhang, R., & Wang, Z. (2022). The Anti-Fatigue Design of 80 t Depressed-Center Gondola Car Body. Processes, 10(8), 1618. https://doi.org/10.3390/pr10081618