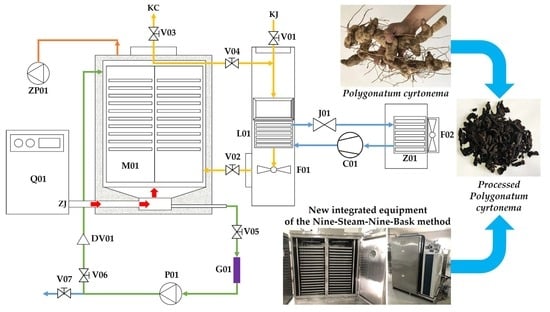
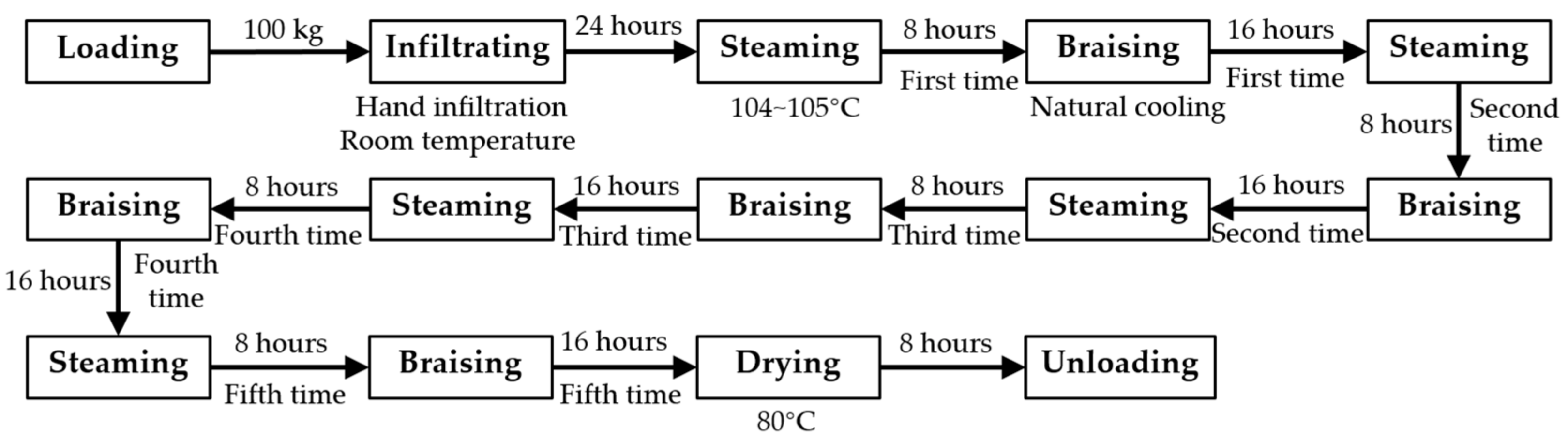
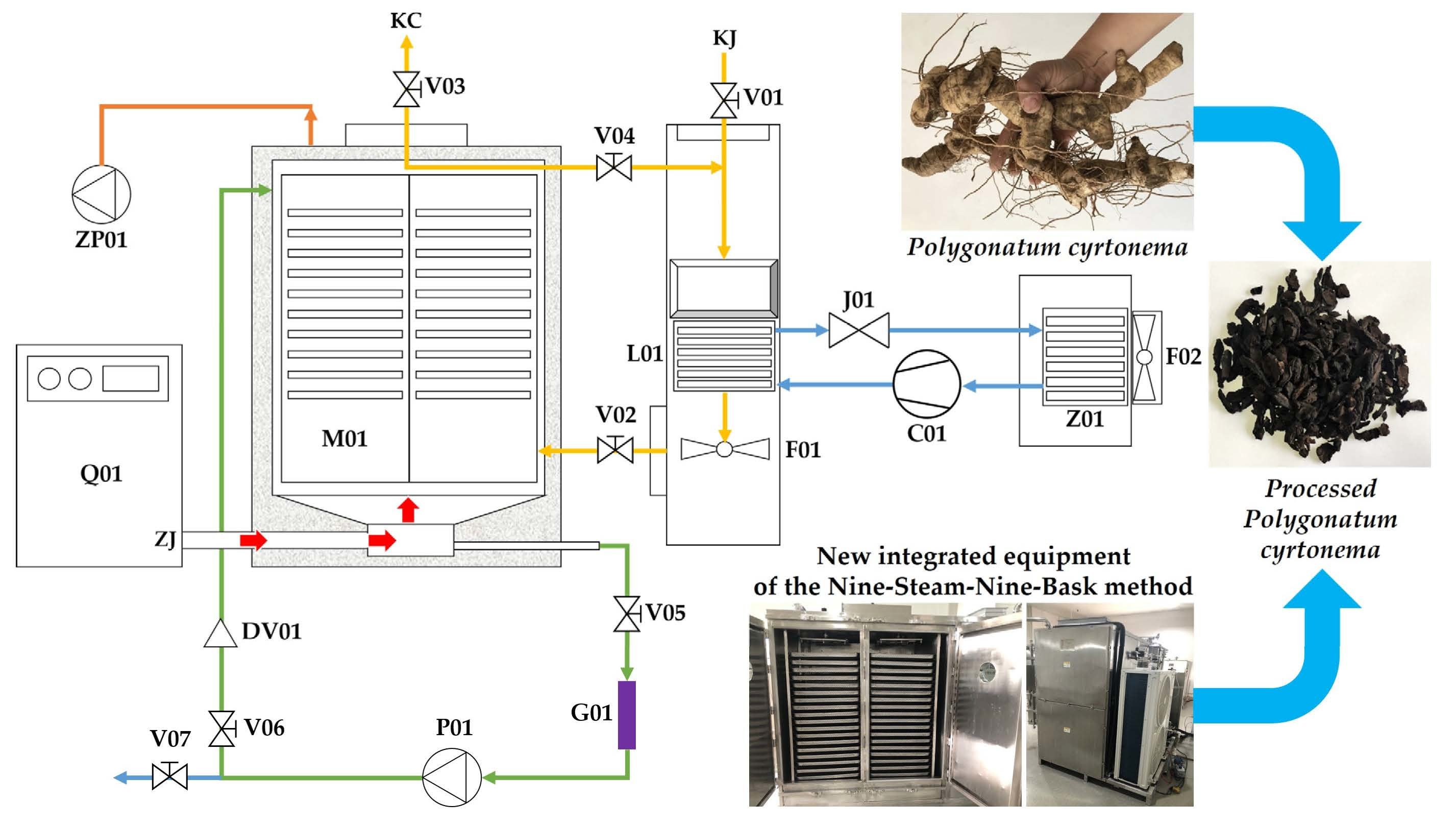
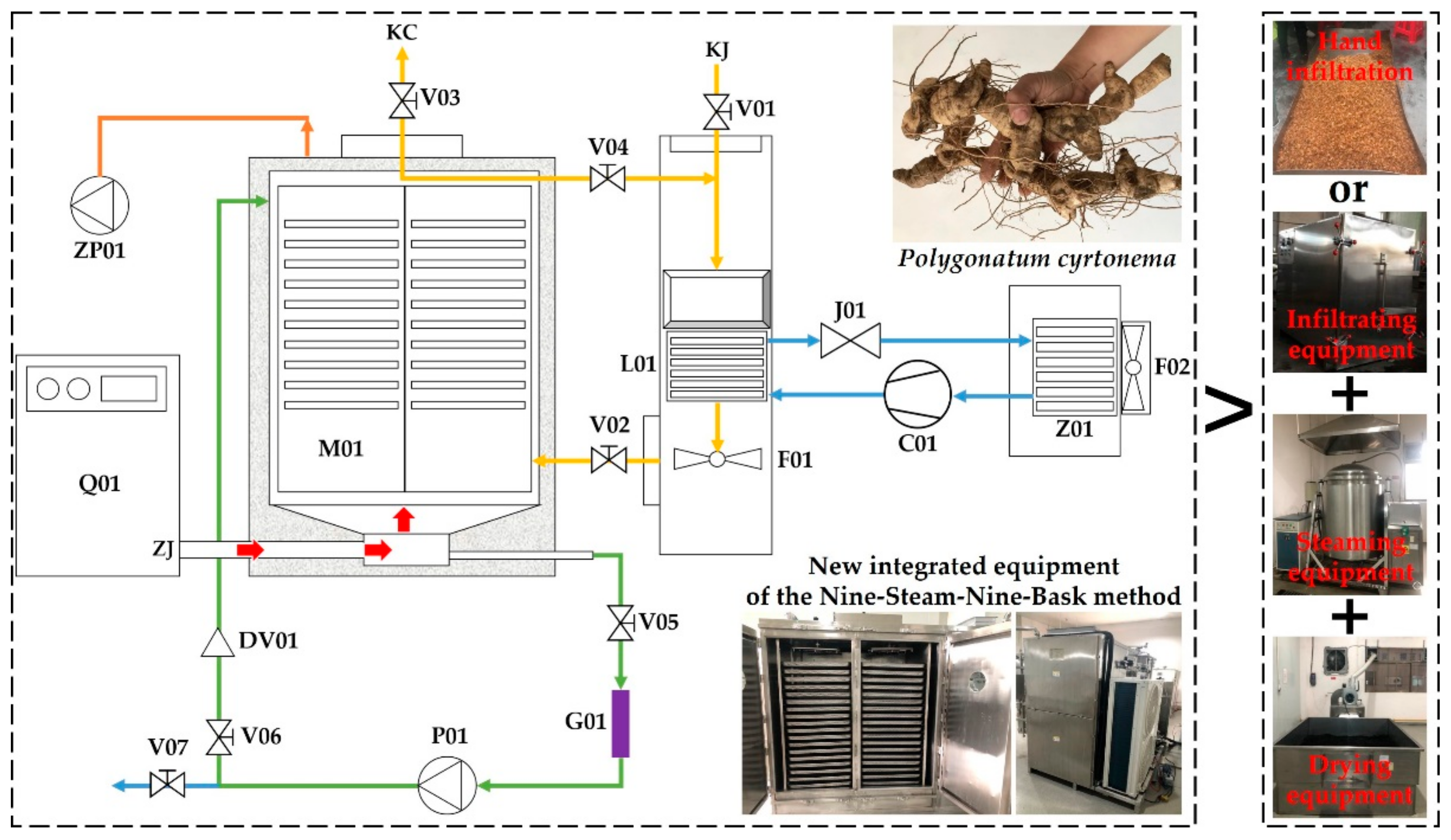
As a typical representation of the traditional products of the Nine-Steam-Nine-Bask method, Polygonatum cyrtonema can be used in the application research of the corresponding integrated equipment. The evaluation and analysis of the processing performance of the integrated equipment and the quality of the processed products will have important guiding significance for the further optimization of the integrated equipment and the development and application of the processing technology of characteristic Chinese medicinal materials. The comprehensive evaluation indicators of products processed by the integrated equipment mainly include color, odor, taste, recovery rate, polysaccharide content, processing time, processing energy consumption, etc., of which color, odor and taste are sensory qualities. The recovery rate, polysaccharide content, processing time, and processing energy consumption of the products processed by the integrated equipment are judged and scored through their experimental results. In the adopted scoring standard, the highest score is 95 points, the lowest score is 60 points, the scores are scored at a five-point interval, and the same score is scored in the same situation. Then, the average total score of each evaluation index is calculated and ranked accordingly, and finally, the best new process among all processes is determined.
3.2.1. Evaluation and Analysis of the Product Recovery Rate
In general, if the product grade of
Polygonatum cyrtonema does not change, the higher the product recovery rate of
Polygonatum cyrtonema, the higher the economic value it produces, and the process by which it was produced should be optimal. If the product grade of
Polygonatum cyrtonema is changed, then the economic value cannot be determined solely by the product recovery rate of
Polygonatum cyrtonema, but should be determined by the comprehensive evaluation index of
Polygonatum cyrtonema. The product recovery rate of
Polygonatum cyrtonema under different processing conditions can be calculated using the following formula:
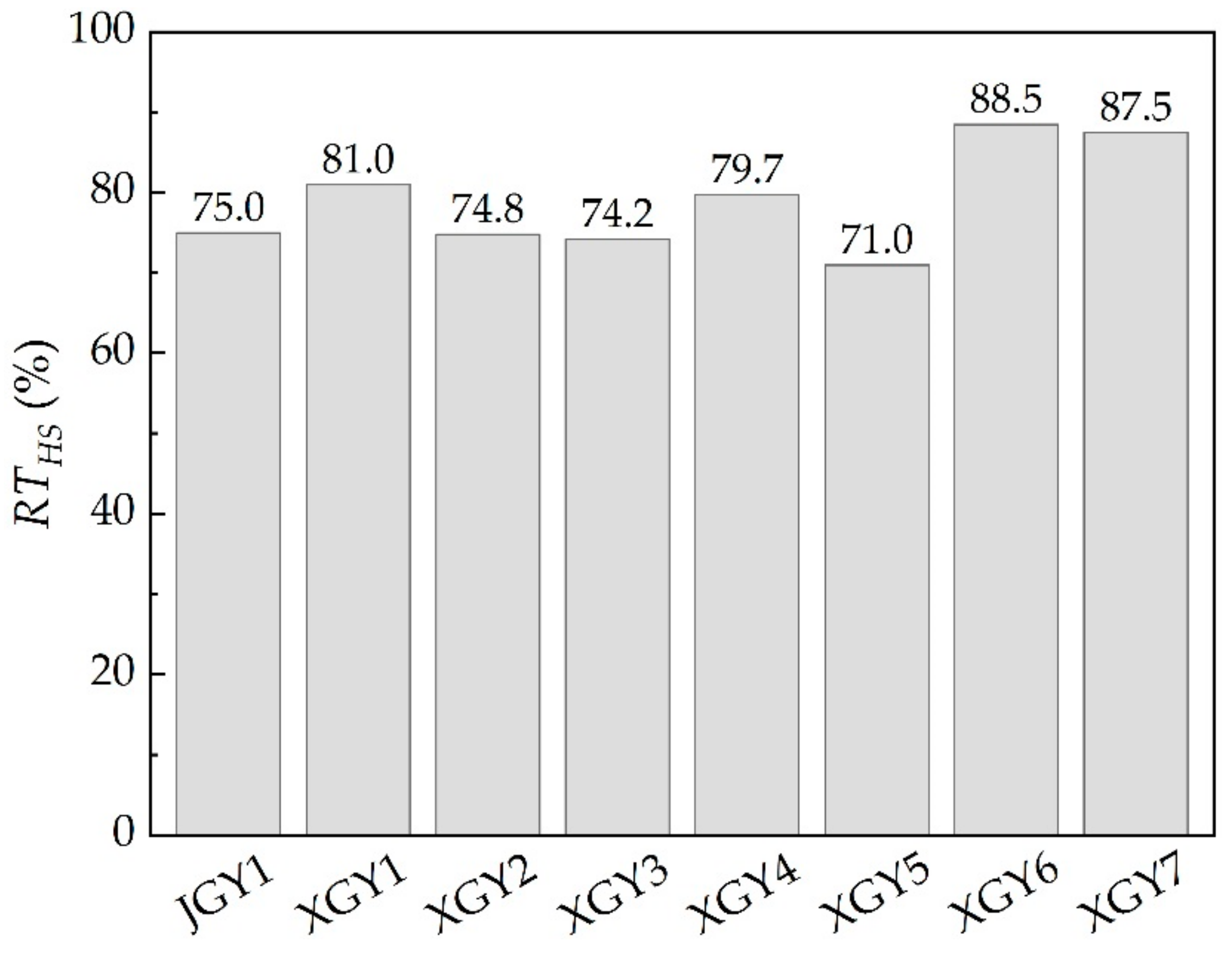
In the above formula, RTHS is the product recovery rate of Polygonatum cyrtonema in %. MYL is the raw material quality of Polygonatum cyrtonema before each batch of processing in kg. MHS is the final mass of Polygonatum cyrtonema recovered after each batch of processing in kg.
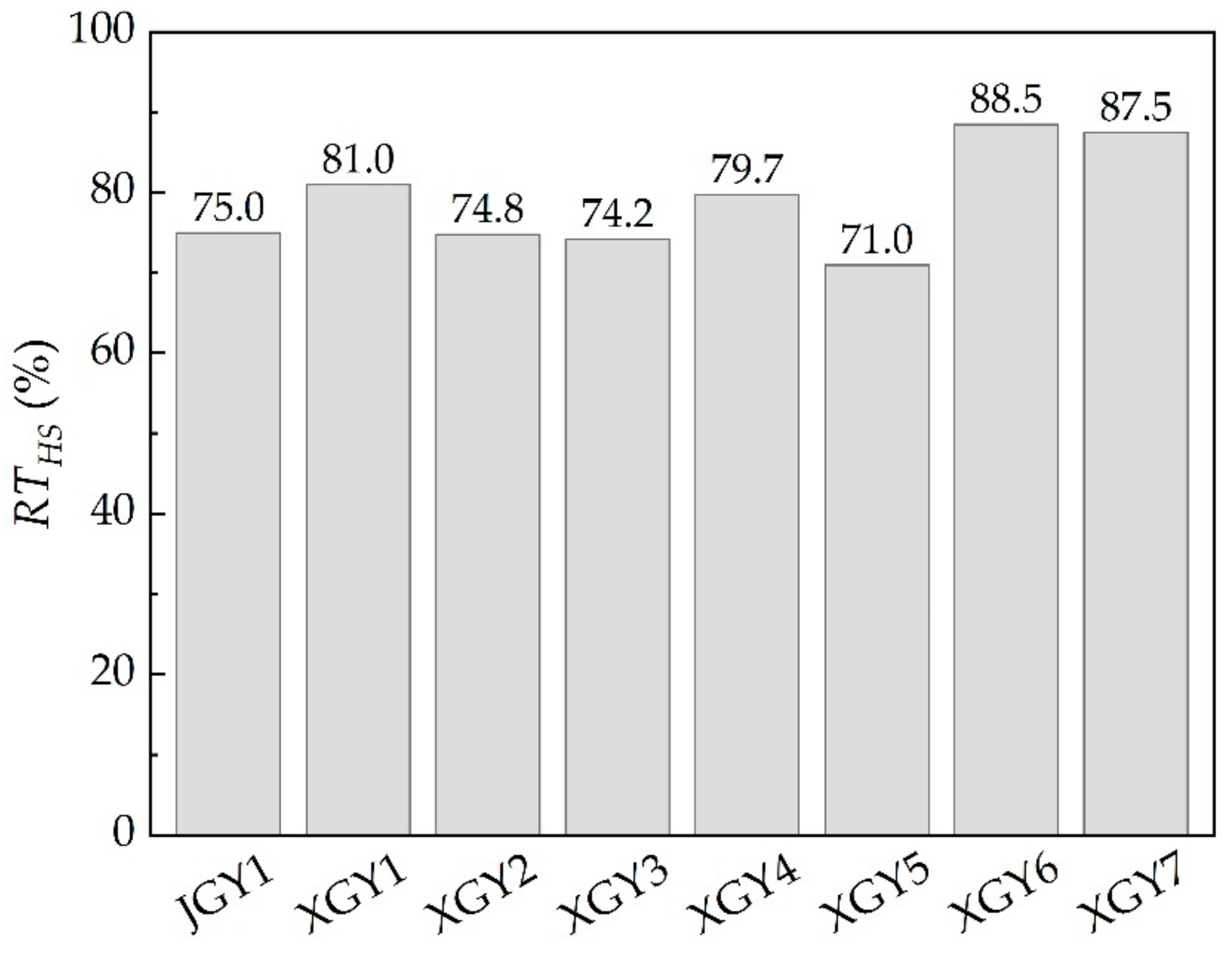
The product recovery rates of
Polygonatum cyrtonema under different processing conditions are shown in
Figure 10, and the order of size was XGY6 > XGY7 > XGY1 > XGY4 > JGY1 > XGY2 > XGY3 > XGY5. The results show that the different processing conditions have a great influence on the product recovery rate. If you only look at the product recovery rate, the products processed by XGY6 are the most economical, and XGY5 is the worst. Compared with XGY1, the product recovery rate of XGY2 is lower, mainly due to the greater loss of
Polygonatum cyrtonema caused by multiple steaming and drying cycles and longer drying conditions. This also shows that after many cycles of steaming and drying, the product recovery rate of
Polygonatum cyrtonema will not be very high, and the loss will be relatively large. The infiltrating and drying conditions of XGY1, XGY3, and XGY6 were exactly the same, but the steaming temperature and time were different. Among them, the steaming pressure or temperature of XGY1 and XGY3 were different. The reason why the product recovery rate of XGY1 was higher than that of XGY3 is that XGY3 caused a greater loss of
Polygonatum cyrtonema under a higher steaming pressure. The product recovery rate of XGY6 was higher than that of XGY1 for similar reasons. In the three kinds of the high-pressure steaming, the product recovery rate of XGY4 was greater than that of XGY3 and XGY5, which may be related to the length of steaming time. The steaming time of XGY5 was the longest, and the steaming time of XGY4 was the shortest. The steaming and braising times of XGY4 and XGY5 were different. The reason why the product recovery rate of XGY4 was higher than that of XGY5 was that XGY5 caused a greater loss of
Polygonatum cyrtonema at longer steaming time. The drying temperatures of XGY6 and XGY7 were different. The reason why the product recovery rate of XGY6 is higher than that of XGY7 is that XGY7 leads to greater loss of
Polygonatum cyrtonema at a longer drying time. Among all the new processes, XGY6 and XGY7 had the lowest steaming pressure, which was implemented during atmospheric steaming. However, the product recovery rates of XGY6 and XGY7 were higher than those of micro-positive pressure steaming and high-pressure steaming, and most of the product recovery rates of micro-positive pressure steaming are also higher than those of high-pressure steaming. Indirectly, the level of steaming pressure has a serious impact on the product recovery rate of
Polygonatum cyrtonema, which should be steamed at as low a pressure as possible to obtain a higher product recovery rate. This result also suggests the unique advantages of upgrading the original stacking form to the layered tiering form, which reduces the steaming pressure and also improves the product recovery rate of
Polygonatum cyrtonema.
In summary, the higher the steaming pressure is, the longer the steaming time, and the longer the drying time, and the more steaming and drying cycles there are, the lower the product recovery rate of Polygonatum cyrtonema. These conclusions provide guidance for the future development and further optimization of the integrated equipment and process of the Nine-Steam-Nine-Bask method.
3.2.2. Evaluation and Analysis of Polysaccharide Contents
Polysaccharides are the most abundant component and an important active ingredient in
Polygonatum cyrtonema. It is the most intact among the various chemical components of
Polygonatum cyrtonema. Because of its importance, it is often listed as one of the measures of the quality of
Polygonatum cyrtonema [
9,
30,
34,
37]. The extraction rate of polysaccharides extracted by water or alkali can be calculated by the following formula:
In the above formula, PTWE and PTAE are the polysaccharide extraction rates of the water-extracted and alkaline-extracted samples of Polygonatum cyrtonema, respectively, in %. MWE and mAE are the masses of the final obtained water-extracted sample and alkali-extracted sample, respectively, in g. mt is the mass of raw materials used for the extraction of Polygonatum cyrtonema in g.
By using a spectrophotometer to measure the absorbance of glucose at different wavelengths, the results show that the maximum absorption peak position of glucose is located at 486 nm. Therefore, the absorbance value (OD value) was measured at a wavelength of 486 nm using a spectrophotometer, the absorbance value was plotted against the concentration of the standard solution of glucose (mg/mL), and the standard curve of glucose was constructed. The standard curve of glucose is shown in
Figure S1 in the Supplementary Material. The linear regression equation is
y = 0.07805 + 53.7206
x, the maximum linear correlation coefficient (
R2) reaches 0.9999, and the linear range is around 0.00125–0.0125 mg/mL, which indicates good linearity. According to the final obtained glucose standard curve and by measuring the absorbance values of the samples, the mass fraction of polysaccharides in the water-extracted or alkaline-extracted samples of
Polygonatum cyrtonema can be calculated:
In the above formula, MWE and MAE are the mass fractions of polysaccharides in the water-extracted and alkaline-extracted samples of Polygonatum cyrtonema in %. CD is the polysaccharide solution concentration of the test sample determined by the phenol-sulfuric acid method in mg/mL. VD is the final constant volume of the test sample in mL. CQ is the sampling concentration of the test sample in mg/mL. VQ is the sampling volume of the test sample in mL. Mt is the total mass fraction of polysaccharides in the water-extracted and alkaline-extracted samples of Polygonatum cyrtonema in %.
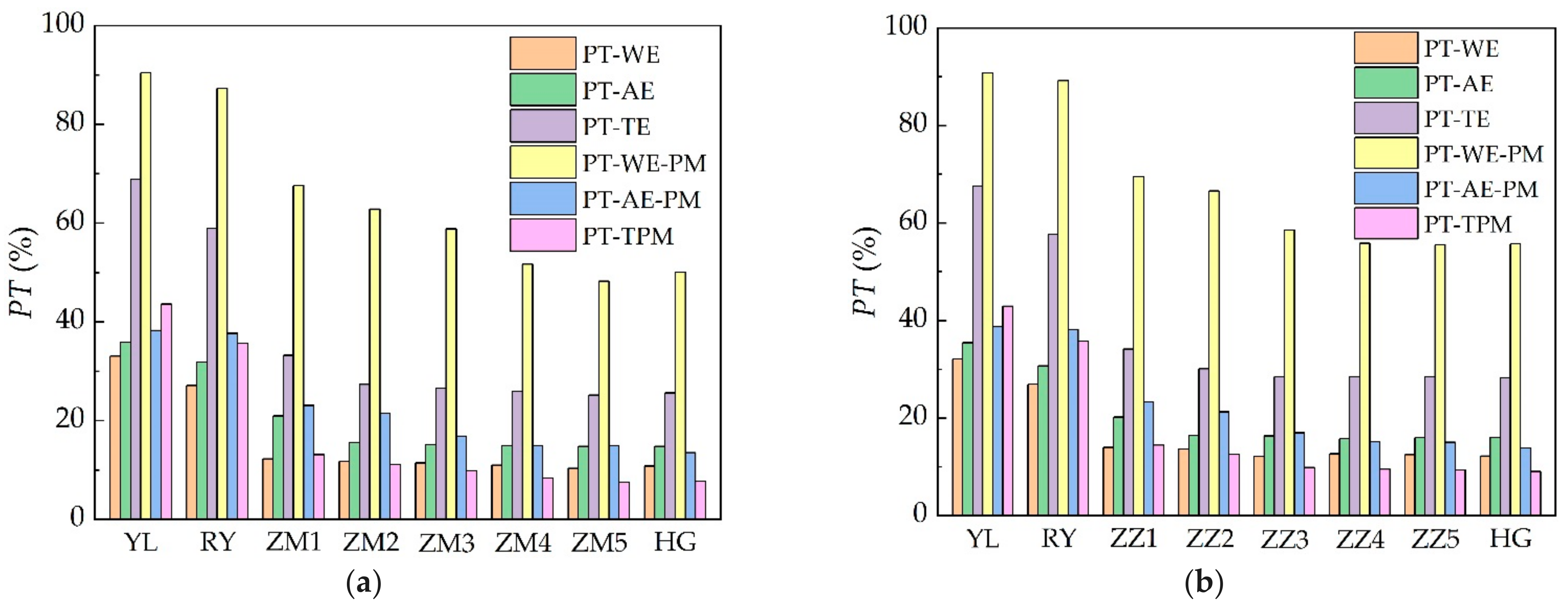
The extraction rates and polysaccharide mass fractions of JGY1 at different processing stages are shown in
Figure 11a. PT-WE, PT-AE, PT-TE, PT-WE-PM, PT-AE-PM, and PT-TPM represent the extraction rate of the water-extracted polysaccharide, the extraction rate of the alkali-extracted polysaccharide, the extraction rate of the total polysaccharide, the mass fraction of the water-extracted polysaccharides, the mass fraction of the alkaline-extracted polysaccharides, and the mass fraction of the total polysaccharides, respectively. PT represents percentage. YL, RY, and HG represent raw materials, infiltrating and drying, respectively. ZM1–ZM5 represent the first to fifth steaming and braising cycles. ZZ1–ZZ5 represent the first to fifth steaming cycles. ZH1–ZH5 represent the first to fifth steaming and drying cycles. With the continuous progress of each processing stage of
Polygonatum cyrtonema, PT-WE gradually decreased, from 33.04% of raw materials to 10.81% of dried. Compared with the raw materials of
Polygonatum cyrtonema, in the process of medicine infiltration, the decrease in PT-WE was smaller. After the first steaming and braising cycle, the decrease in PT-WE was the largest. The decreases for the subsequent processing stages are all small, and the overall trend tends to be balanced. PT-AE has a completely similar trend to PT-WE in each processing stage, from 35.88% of raw materials to 14.80% of dried, and each processing stage was higher than that of PT-WE, mainly because the dilution lye can dissolve more acidic polysaccharides and macromolecular neutral polysaccharides, while the water extract can only dissolve small molecular neutral polysaccharides. PT-TE is the sum of PT-WE and PT-AE, so it also had a similar change trend, from 68.93% of raw materials to 25.61% of dried. Similar to PT-WE and PT-AE, PT-WE-PM finally decreased from 90.39% of raw material to 50.03% of dried, and PT-AE-PM finally decreased from 38.26% of raw material to 13.54% of dried. PT-TPM finally decreased from 43.60% of raw material to 7.72% of dried. This again proves that the polysaccharide content of
Polygonatum cyrtonema after processing was generally decreasing. PT-WE-PM was much larger than PT-AE-PM, which indicates that there were more impurities in the alkaline-extracted polysaccharides, while the availability of the water-extracted polysaccharides was higher. It is necessary to use the graded extraction of polysaccharides for
Polygonatum cyrtonema, and related utilization research can be carried out in the future.
The extraction rates and polysaccharide mass fractions of XGY1 at different processing stages are shown in
Figure 11b, which are completely similar to those of JGY1, showing a trend of decreasing at first and then tending to balance. PT-WE finally decreased from 32.14% of raw material to 12.24% of dried. PT-AE decreased from 35.48% of raw material to 16.07% of dried. PT-TE decreased from 67.62% of raw material to 28.32% of dried. PT-WE-PM decreased from 90.83% of raw material to 55.69% of dried. PT-AE-PM decreased from 38.71% of raw material to 13.84% of dried. PT-TPM finally decreased from 42.93% of raw material to 9.04% of dried. PT-WE-PM was also much larger than PT-AE-PM.
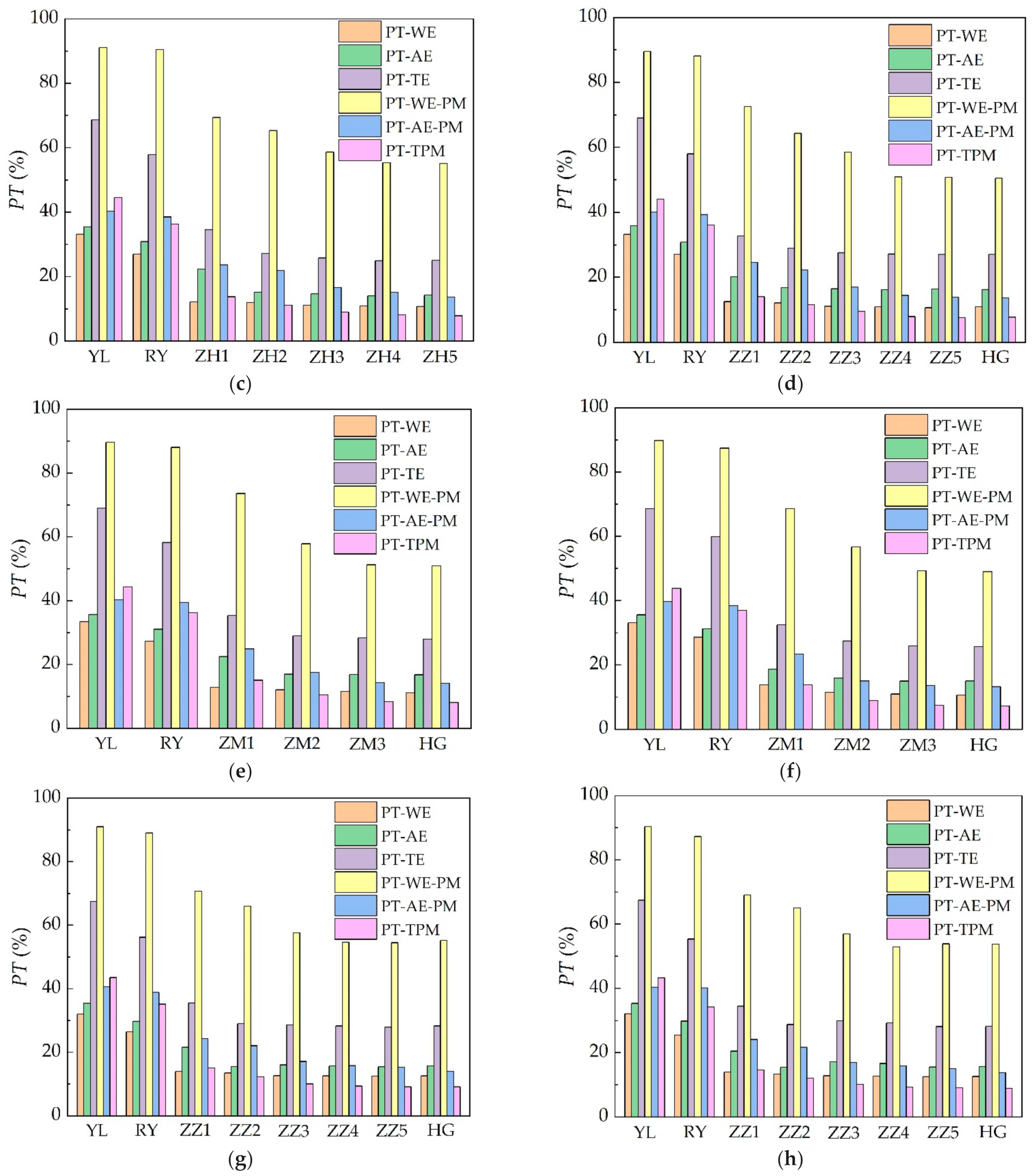
The extraction rates and polysaccharide mass fractions of XGY2 at different processing stages are shown in
Figure 11c. PT-WE finally decreased from 33.19% of raw material to 10.77% of dried. PT-AE decreased from 35.50% of raw material to 14.31% of dried. PT-TE decreased from 68.69% of raw material to 25.08% of dried. PT-WE-PM decreased from 91.13% of raw material to 55.09% of dried. PT-AE-PM decreased from 40.35% of raw material to 13.69% of dried. PT-TPM finally decreased from 44.57% of raw material to 7.89% of dried. Similar to JGY1 and XGY1, XGY2 shows a trend of decreasing at first and then tending to balance, and PT-WE-PM is much larger than PT-AE-PM. The steaming processes of XGY1 and XGY2 were both micro-positive pressure steaming. The infiltrating and drying conditions of both raw materials are the same, but the additional multiple drying process of XGY2 do not bring any benefits but reduce PT-WE, PT-AE, PT-TE, PT-WE-PM, PT-AE-PM, and PT-TPM. This shows that the polysaccharide extraction rate and mass fraction of
Polygonatum cyrtonema will be seriously decreased after the repeated steaming and drying cycles, which is the real reason why many processed products of
Polygonatum cyrtonema on the market are unqualified.
The extraction rates and polysaccharide mass fractions of XGY3 at different processing stages are shown in
Figure 11d. PT-WE finally decreased from 33.24% of raw materials to 10.89% of dried. PT-AE decreased from 35.85% of raw material to 16.24% of dried. PT-TE decreased from 69.09% of raw material to 27.14% of dried. PT-WE-PM decreased from 89.49% of raw material to 50.48% of dried. PT-AE-PM decreased from 40.05% of raw material to 13.69% of dried. PT-TPM finally decreased from 44.11% of raw material to 7.72% of dried. Compared with those of XGY1, the raw materials, infiltrating, and drying conditions of both are the same, except PT-AE, PT-WE, PT-TE, PT-WE-PM, PT-AE-PM, and PT-TPM are all lower for XGY1, which may be due to the high-pressure steaming of XGY3 resulting in more polysaccharides for conversion.
The extraction rates and polysaccharide mass fractions of XGY4 at different processing stages are shown in
Figure 11e. PT-WE decreased from 33.39% of raw material to 11.14% of dried. PT-AE decreased from 35.64% of raw material to 16.75% of dried. PT-TE decreased from 69.03% of raw material to 27.89% of dried. PT-WE-PM decreased from 89.64% of raw material to 50.92% of dried. PT-AE-PM decreased from 40.20% of raw material to 14.14% of dried. PT-TPM finally decreased from 44.26% of raw material to 8.07% of dried. Compared with JGY1, both involve the processes of infiltrating, steaming, braising, and drying. The steaming process was high-pressure steaming, but the infiltrating and drying conditions and processing time were different. The PT-WE, PT-AE, PT-TE, PT-WE-PM, PT-AE-PM, and PT-TPM of XGY4 were higher than those of JGY1. Compared with XGY3, both the steaming processes were high-pressure steaming, but XGY4 had a braising process. The PT-WE, PT-AE, PT-TE, PT-WE-PM, PT-AE-PM, and PT-TPM of XGY4 were higher than those of XGY3.
The extraction rates and polysaccharide mass fractions of XGY5 at different processing stages are shown in
Figure 11f. PT-WE decreased from 33.10% of raw material to 10.70% of dried. PT-AE decreased from 35.58% of raw material to 15.02% of dried. PT-TE decreased from 68.68% of raw material to 25.73% of dried. PT-WE-PM decreased from 89.79% of raw material to 48.99% of dried. PT-AE-PM decreased from 39.75% of raw material to 13.25% of dried. PT-TPM finally decreased from 43.86% of raw material to 7.23% of dried. The steaming processes of XGY3, XGY4 and XGY5 were high-pressure steaming. Compared with XGY3, XGY5 had a braising process. Compared with XGY4, the processing times were different. The PT-WE, PT-AE, PT-TE, PT-WE-PM, PT-AE-PM, and PT-TPM of XGY5 were all lower than those of XGY3 and XGY4, while those of XGY4 were higher than those of XGY3. The results show that the reductions in the extraction rate and mass fraction of polysaccharides may be more related to the steaming process or steaming time, and less related to the braising process or braising time. In addition, in terms of the polysaccharide content of the product, that of XGY1 was better than that of XGY4; while XGY1 had no braising process, which also indicates that the reductions in the extraction rate and mass fraction of polysaccharides may be more related to the steaming process. This provides future optimization directions of reducing the braising process and increasing the steaming process.
The extraction rates and polysaccharide mass fractions of XGY6 at different processing stages are shown in
Figure 11g. PT-WE decreased from 32.05% of raw material to 12.60% of dried. PT-AE decreased from 35.40% of raw material to 15.72% of dried. PT-TE decreased from 67.44% of raw material to 28.32% of dried. PT-WE-PM decreased from 90.98% of raw material to 55.24% of dried. PT-AE-PM decreased from 40.65% of raw material to 13.99% of dried. PT-TPM finally decreased from 43.54% of raw material to 9.16% of dried. Compared with XGY1 and XGY3, the steaming temperatures and times were different. The total polysaccharide mass fraction of XGY6 was greater than that of XGY1.
The extraction rates and polysaccharide mass fractions of XGY7 at different processing stages are shown in
Figure 11h. PT-WE decreased from 32.13% of raw material to 12.62% of dried. PT-AE decreased from 35.35% of raw material to 15.66% of dried. PT-TE decreased from 67.47% of raw material to 28.27% of dried. PT-WE-PM decreased from 90.39% of raw material to 53.75% of dried. PT-AE-PM decreased from 40.35% of raw material to 13.84% of dried. PT-TPM finally decreased from 43.30% of raw material to 8.95% of dried. The drying temperatures of XGY6 and XGY7 are different, which indicates that reducing the drying temperature will lead to slight decreases in PT-WE-PM, PT-AE-PM, and PT-TPM, mainly due to the longer drying time leading to more polysaccharide loss, which is similar to the product recovery rate of
Polygonatum cyrtonema. The longer the drying time was, the lower the polysaccharide content of
Polygonatum cyrtonema. Compared with JGY1, the drying time is still relatively long, which provides a future optimization direction of shortening the drying time.
3.2.3. Evaluation and Analysis of Processing Time
The processing time of
Polygonatum cyrtonema directly affects the production cost and efficiency of the product, mainly in the use of manual labor and the labor input for frequent operations. Therefore, under the premise of ensuring product quality, the shorter the processing time of the product is, the lower the production cost and the higher the production efficiency. The processing time of
Polygonatum cyrtonema mainly includes the times of infiltrating, steaming, braising, drying, and other steps, as well as the total time of each link. The following formula can be used to calculate the total processing time percentage of the product for infiltrating, steaming, braising, and drying under different processing conditions and the percentage of time saved compared with JGY1:
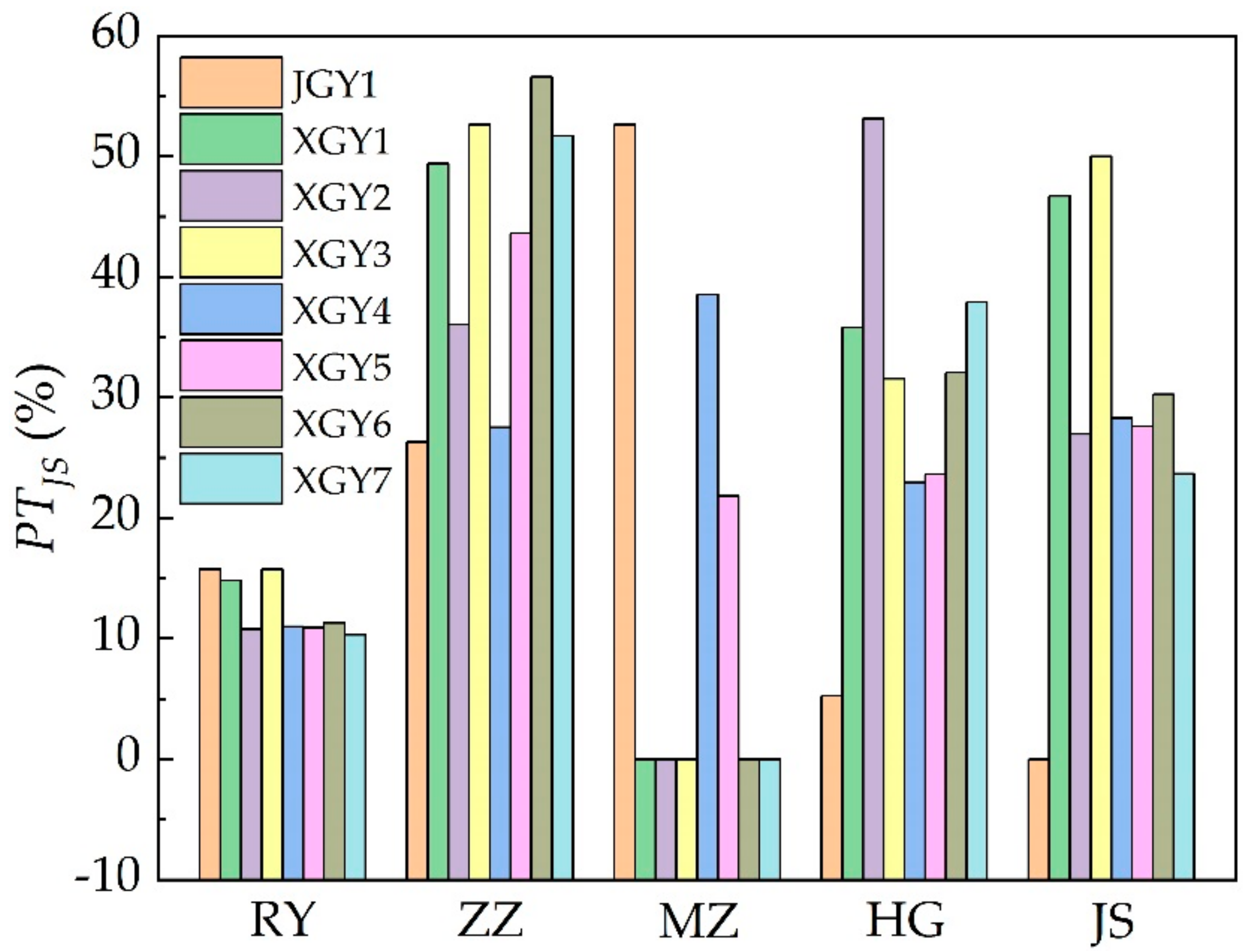
In the above formula, TRY, TZZ, TMZ, and THG represent the times of infiltration, steaming, braising, and drying, respectively, in hours. ∑T is the total time of the product processing in hours. PTRY, PTZZ, PTMZ, and PTHG represent the total processing time percentages of the product for infiltrating, steaming, braising, and drying under different processing conditions, respectively, in %. ∑TXGY is the total processing time of each new process in hours. ∑TJGY1 is the total processing time of JGY1 in hours. PTJS is the percentage of time saved compared with JGY1 in %. RY, ZZ, MZ, HG, and JS represent infiltrating, steaming, braising, drying, and time saving, respectively.
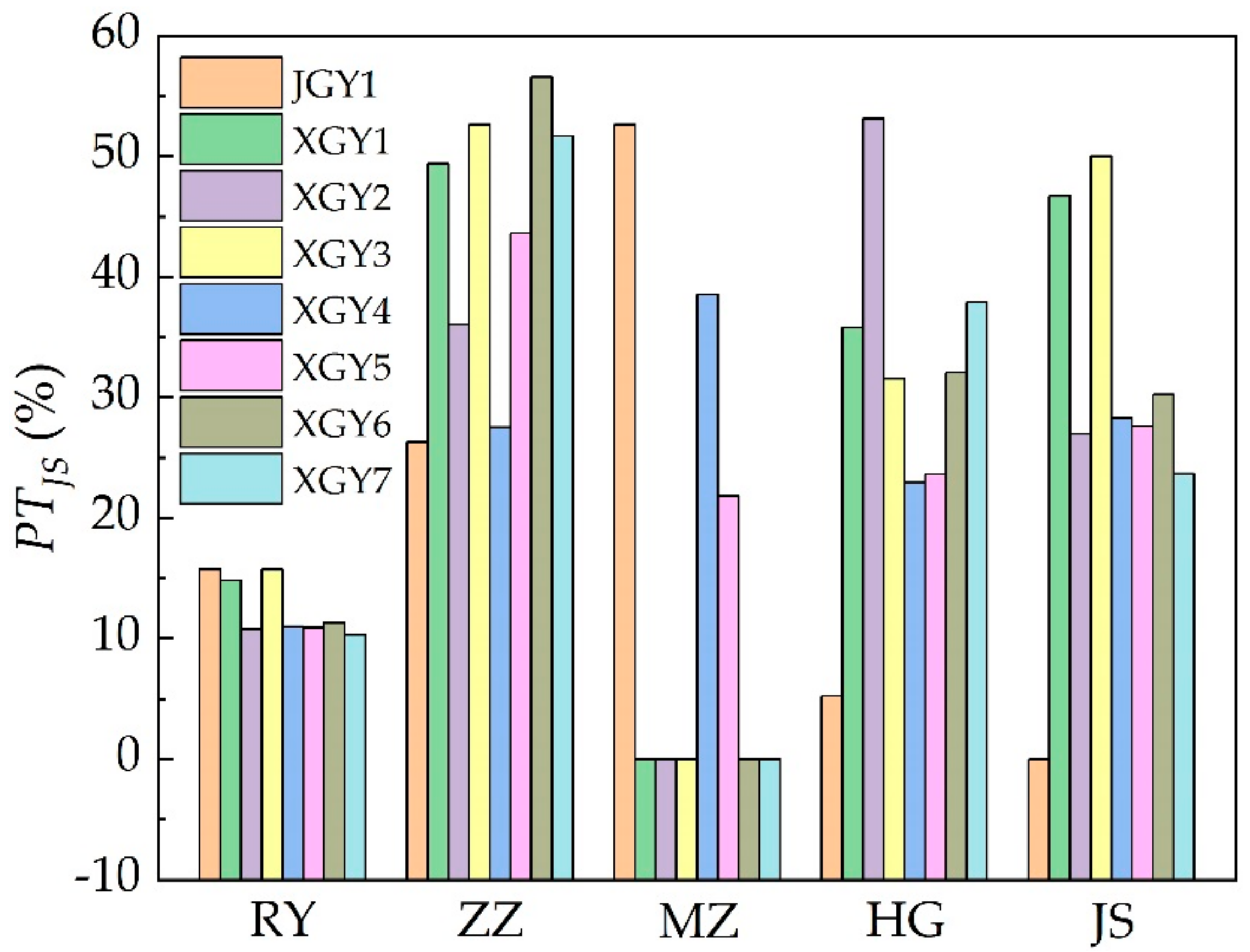
The total processing time percentages of the product for infiltrating, steaming, braising, and drying under different processing conditions and the percentages of time saved compared with JGY1 are shown in
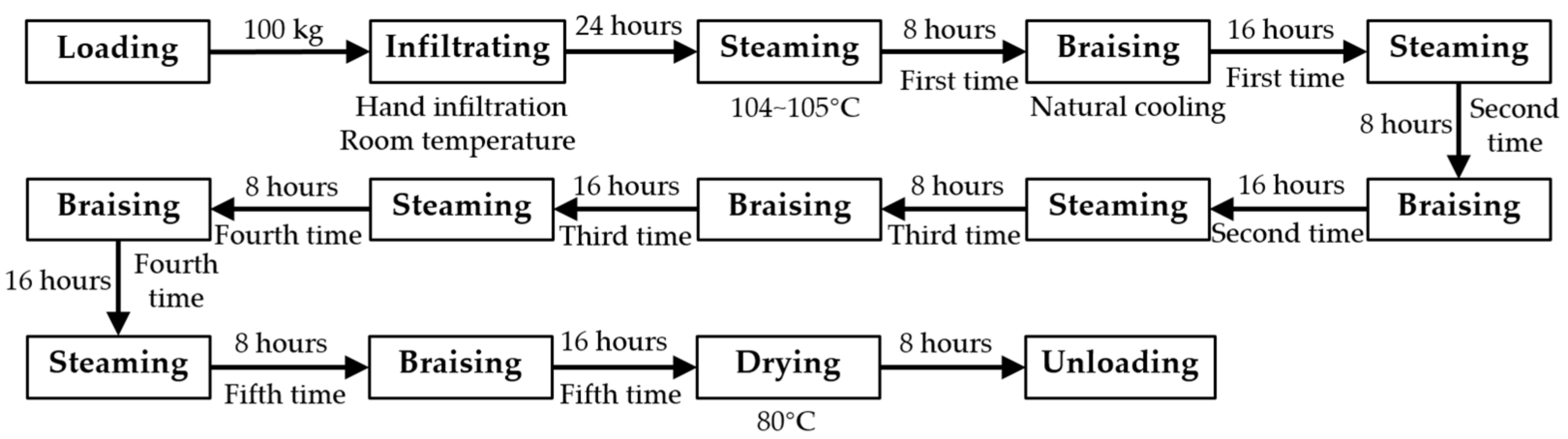
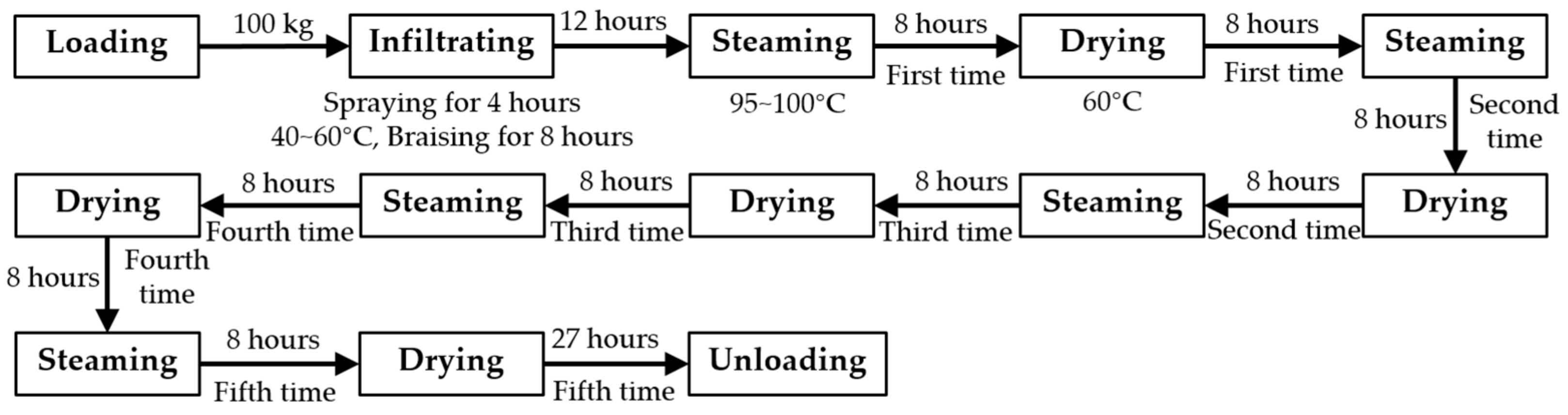
Figure 12. In the process of medicine infiltration, the total processing time percentages of JGY1, XGY1, XGY2, XGY3, XGY4, XGY5, XGY6, and XGY7 were 15.79%, 14.81%, 10.81%, 15.79%, 11.01%, 10.91%, 11.32%, and 10.34%, respectively. The total processing time percentage of XGY7 was the smallest, while the percentages of JGY1 and XGY3 were the largest. In general, the optimized processing time of infiltration was very reasonable. Compared with JGY1, all new processes do not require manual infiltration. By using the infiltration strengthening technology, the original infiltrating method under normal temperature and pressure was upgraded to spray infiltration in a vacuum state, and moreover, braising and infiltrating in a low-temperature state were carried out, which greatly shortens the time required for medicine infiltration. During the steaming process, the total processing time percentages of JGY1, XGY1, XGY2, XGY3, XGY4, XGY5, XGY6, and XGY7 were 26.32%, 49.38%, 36.04%, 52.63%, 27.52%, 43.64%, 56.6%, and 51.72%, respectively. The total processing time percentage of JGY1 was the smallest, while that of XGY6 was the largest. During the braising process, the total processing time percentages of JGY1, XGY4, and XGY5 were 52.63%, 38.53%, and 21.82%, and the order of size was JGY1 > XGY4 > XGY5. The polysaccharide content of the product also indicated that the braising process could be reduced. This provides a future optimization direction for shortening the braising time. In the drying process, the total processing time percentages of JGY1, XGY1, XGY2, XGY3, XGY4, XGY5, XGY6, and XGY7 were 5.26%, 35.8%, 53.15%, 31.58%, 22.94%, 23.64%, 32.08%, and 37.93%, respectively. The total processing time percentage of JGY1 was the smallest, while that of XGY2 was the largest.
Compared with JGY1, the time saving percentages of XGY1, XGY2, XGY3, XGY4, XGY5, XGY6, and XGY7 were 46.71%, 26.97%, 50%, 28.29%, 27.63%, 30.26%, and 23.68%, respectively, of which the time saving percentage of XGY7 was the smallest, and the time saving percentage of XGY3 was the largest. The results show that all the new processes using new equipment can result in saved processing time for Polygonatum cyrtonema, and the steaming and drying processes are the most correlated to the total processing time, which provides a future optimization direction of shortening the processing time. This also shows that the investment in new equipment improves production efficiency and reduces the use of labor, thus reducing production costs. The steaming pressures or temperatures of XGY1 and XGY3 were different, and finally, the drying time of XGY1 was 5 h longer than that of XGY3. This may be because XGY3 caused more damage to the internal structure of Polygonatum cyrtonema under higher steaming pressure, which is more conducive to the rapid moisture escape during the drying process, thereby shortening the drying time. For similar reasons, the final drying time of XGY6 was 5 h longer than that of XGY1. These results provide a future optimization direction of shortening the drying time. The drying temperatures of XGY6 and XGY7 were different, and finally, the drying time of XGY7 was 10 h longer than that of XGY6, which indicates that the water loss rate is slower at lower temperatures. In short, the higher the drying temperature is, the faster the water loss rate. Moreover, the higher the steaming pressure is, the shorter the drying time.
3.2.4. Evaluation and Analysis of Processing Energy Consumption
The processing energy consumption of
Polygonatum cyrtonema will also affect the production cost of the products, which is mainly reflected in the consumption of energy. Under the premise of ensuring product quality, the energy consumption per unit mass of
Polygonatum cyrtonema during processing should be reduced as much as possible. The processing energy consumption of
Polygonatum cyrtonema mainly includes the energy consumption of infiltrating, steaming, braising, drying, and other steps, as well as the total energy consumption of eachstep. The following formula can be used to calculate the total processing electric energy percentage of the product for infiltrating, steaming, braising, and drying under different processing conditions and the percentage of electric energy savings compared with JGY1:
In the above formula, ERY, EZZ, EMZ, and EHG represent the energy consumption of infiltrating, steaming, braising, and drying, respectively, in kW∙h. ∑E is the total energy consumption of the product processing in kW∙h. PERY, PEZZ, PEMZ, and PEHG are the percentages of the total energy consumption of the product processing for infiltrating, steaming, braising, and drying under different processing conditions, respectively, in %. ∑EXGY is the total processing energy consumption of each new process in kW∙h. ∑EJGY1 is the total processing energy consumption of JGY1 in kW∙h. PEJN is the percentage of electricity savings compared with JGY1 in %. JN represents energy savings.
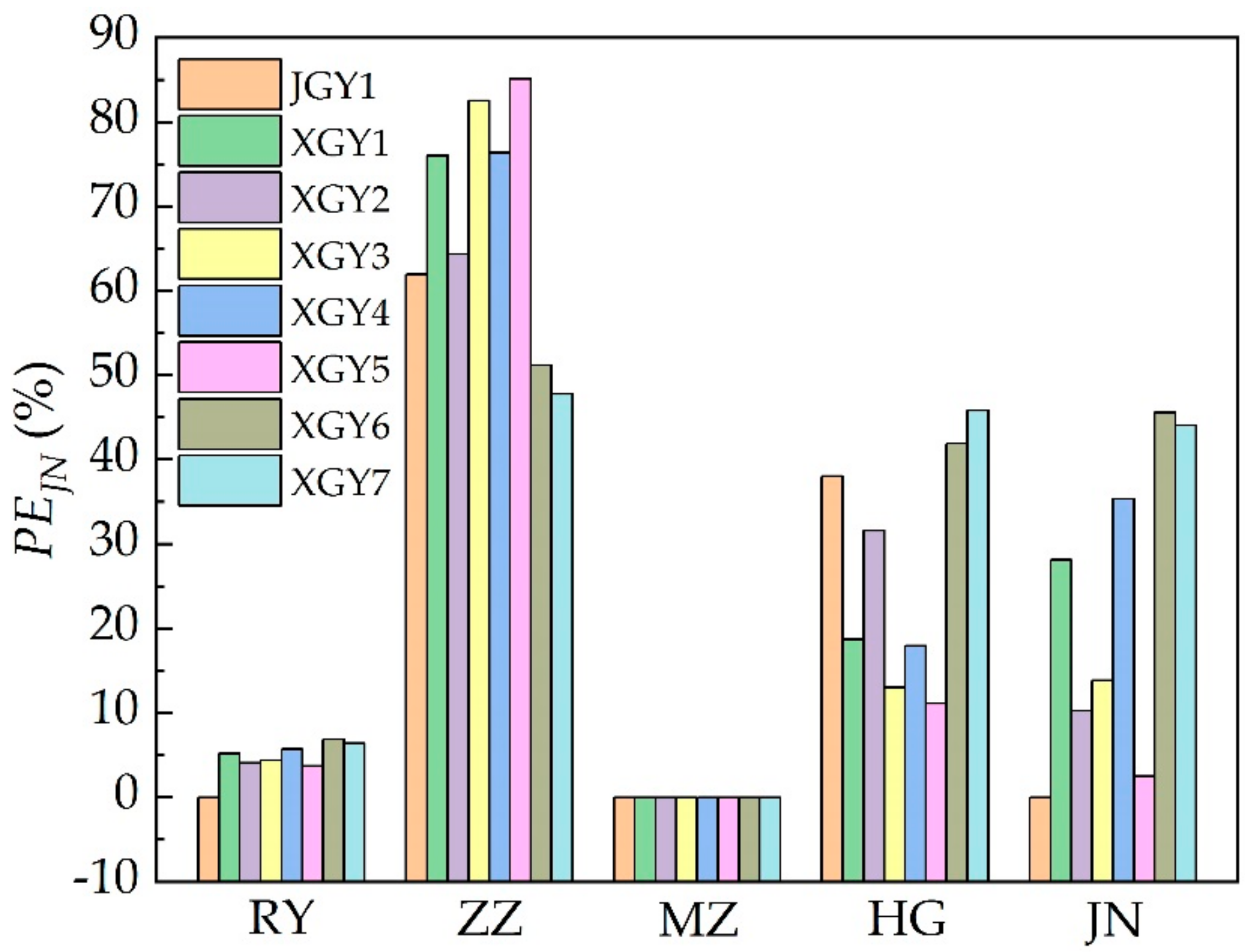
The total processing electric energy percentage of the product for infiltrating, steaming, braising, and drying under different processing conditions, and the percentage of electric energy savings compared with JGY1 are shown in
Figure 13. In the process of medicine infiltration, the total processing electric energy percentages of JGY1, XGY1, XGY2, XGY3, XGY4, XGY5, XGY6, and XGY7 were 0%, 5.24%, 4.08%, 4.42%, 5.71%, 3.72%, 6.89%, and 6.4%, respectively. JGY1 did not require electric energy but required labor, while the total processing electric energy percentage of XGY6 was the largest. It should be noted here that the infiltrating conditions of all new processes were the same, and the energy consumption fluctuated in the range of around 23.5–25 kW∙h, which is relatively normal. Due to the differences in the total processing electric energies, the total processing electric energy percentages of the infiltrating process of the new processes will be quite different. During the steaming process, the total processing electric energy percentages of JGY1, XGY1, XGY2, XGY3, XGY4, XGY5, XGY6, and XGY7 were 61.94%, 76.02%, 64.32%, 82.51%, 76.34%, 85.13%, 51.21%, and 47.77%, respectively. The total processing electric energy percentage of XGY7 was the smallest, while that of XGY5 was the largest. The total processing electric energy percentages of the steaming process of all new processes were in the range of around 47.77–85.13%, and the fluctuation range was large. This shows that the steaming process directly affects the overall energy consumption, which indicates that the steaming process is the most energy-consuming production step among all of the processing steps, and the future optimization of energy conservation and emission reduction should focus on this step. All braising processes of JGY1, XGY4, and XGY5 involve a natural cooling process and no energy consumption, so their energy consumption is zero. However, other new processes have no braising process, so their energy consumption is also zero. Therefore, the braising process will not affect the energy consumption. In the drying process, the total processing electric energy percentages of JGY1, XGY1, XGY2, XGY3, XGY4, XGY5, XGY6, and XGY7 were 38.06%, 18.74%, 31.61%, 13.06%, 17.95%, 11.15%, 41.9%, and 45.83%, respectively. The total processing electric energy percentage of XGY5 was the smallest, while that of XGY7 was the largest. The total processing electric energy percentages of the drying process of all new processes were in the range of around 11.15–45.83%, and the fluctuation range was also large. This shows that the drying process will also affect the overall energy consumption. The drying process is the second most energy-consuming link after the steaming process, and the future optimization of energy conservation and emission reduction should also be focused on this link.
Compared with JGY1, the energy saving percentages of XGY1, XGY2, XGY3, XGY4, XGY5, XGY6, and XGY7 were 28.13%, 10.26%, 13.85%, 35.36%, 2.49%, 45.59%, and 44.04%, respectively. The energy saving percentage of XGY5 was the smallest, and the energy saving percentage of XGY6 was the largest. The results show that all new processes using new equipment can save energy and reduce consumption, and the steaming and drying processes are the most energy-consuming production steps, which provides a future optimization direction of reducing the processing energy consumption per unit mass of Polygonatum cyrtonema. Thus, the investment in the research and development of new equipment is very important for saving energy and reducing emissions and production costs.
The steaming processes of JGY1, XGY3, XGY4, and XGY5 were high-pressure steaming, so the energy consumption is high. Those of XGY6 and XGY7 were atmospheric steaming, so the energy consumption is low. Those of XGY1 and XGY2 were micro-positive pressure steaming, so the energy consumption lies between that of atmospheric pressure steaming and high-pressure steaming. This shows that the steaming pressure has a great influence on the energy consumption per unit mass of Polygonatum cyrtonema, and upgrading the original stacking form to the layered tiering form reduces the steaming pressure and the energy consumption per unit mass. Compared with XGY1, the multiple steaming and drying cycles of XGY2 will greatly increase the energy consumption. The total processing electric energy percentage of the steaming process of XGY2 was less than that of XGY1, mainly because the increase in multiple-cycle drying steps led to increases in the drying energy consumption and total energy consumption, which reduced the total processing electric energy percentage of the steaming process of XGY2. In fact, the total energy consumption of the steaming process of XGY2 was higher than that of XGY1, mainly because the temperature of the material decreased due to the increase in the multiple-cycle drying steps, and the energy consumption required for steaming again increased. Compared with XGY1, because the high-pressure steaming of XGY3 greatly damages the internal structure of Polygonatum cyrtonema, the drying time was shortened, and the drying energy consumption was also reduced. Compared with XGY1, because the low-pressure steaming of XGY6 causes less damage to the internal structure of Polygonatum cyrtonema, its drying time increased, and thus the drying energy consumption also increased. Since the steaming time order was XGY5 > XGY3 > XGY4, the steaming energy consumption order was also XGY5 > XGY3 > XGY4. The drying temperatures of XGY6 and XGY7 were different, resulting in different energy consumption for drying. Low-temperature drying prolongs the drying time and increases the energy consumption. In summary, the steaming process was the most energy-intensive production step, and the drying process was the next most energy-intensive, and the future optimization of unit energy consumption should start from these two aspects. The higher the steaming pressure is, the longer the steaming time, the longer the drying time, the more steaming and drying cycles, and the higher the energy consumption.
3.2.5. Evaluation and Analysis of Polygonatum cyrtonema Quality
Sensory quality evaluation is mainly conducted by the processing experts of
Polygonatum cyrtonema. Huian Liao, a master craftsman from Zhangbang Luling in Jiangxi Province, China, was hired to make corresponding judgements and scores for each batch of samples. The color changes in the processing of
Polygonatum cyrtonema mainly include golden yellow, light yellow, brown yellow, dark brown, tan, black brown, dark black and so on. The odor changes during the processing of
Polygonatum cyrtonema mainly include slight fragrance, fragrance, sweetness, and strong fragrance. The taste changes during the processing of
Polygonatum cyrtonema mainly include a throat piercing taste, slightly sweet bitterness, sweet bitterness, and slightly bittersweetness. Huian Liao evaluated and scored the color, odor and taste of
Polygonatum cyrtonema, and the product recovery rate, polysaccharide content, processing time, and processing energy consumption were judged and scored through the specific experimental results. The final scores of JGY1, XGY1, XGY2, XGY3, XGY4, XGY5, XGY6, and XGY7 are summarized in
Table 1. It can be seen from the table that in terms of color quality, the order of scores was XGY1 = XGY4 > XGY3 > XGY5 > JGY1 > XGY2 > XGY6 > XGY7, where XGY1 and XGY4 had the same color quality, while XGY7 had the worst. In terms of odor quality, the order of scores was XGY1 > XGY4 > XGY3 > XGY5 > JGY1 > XGY2 > XGY6 > XGY7, where XGY1 had the best odor quality and XGY7 had the worst. In terms of taste quality, the order of scores was XGY1 > XGY6 > XGY7 > JGY1 > XGY4 > XGY3 > XGY5 > XGY2, where XGY1 had the best taste quality and XGY2 had the worst. These results show that the specific processing technology of
Polygonatum cyrtonema has a great influence on the quality of its color, odor and taste.
In terms of the product recovery rate, the order of scores was XGY6 > XGY7 > XGY1 > XGY4 > JGY1 > XGY2 > XGY3 > XGY5. In terms of polysaccharide content, the order of scores was XGY6 > XGY1 > XGY7 > XGY4 > XGY2 > XGY3 = JGY1 > XGY5. In terms of processing time, the order of scores was XGY3 > XGY1 > XGY6 > XGY4 > XGY5 > XGY2 > XGY7 > JGY1. In terms of processing energy consumption, the order of scores was XGY6 > XGY7 > XGY4 > XGY1 > XGY3 > XGY2 > XGY5 > JGY1. According to the average value of the total scores of each evaluation index, it can finally be determined that the optimal process sequence in all processes is XGY1 > XGY6 > XGY4 > XGY3 > XGY7 > JGY1 > XGY5 > XGY2. XGY1 has the best processing with the highest overall score. XGY2 has the worst processing with the lowest overall score. Therefore, we should try to use a processing method of XGY1 or better in the processing of Polygonatum cyrtonema. Since the original stacking form of JGY1 was changed to the layered tiering form of the new process, the heat and mass transfer in the steaming process of Polygonatum cyrtonema were greatly strengthened, and the demand for steaming pressure (actually steaming temperature) was reduced. This process can also meet the original quality requirements and ultimately improve the sensory quality of Polygonatum cyrtonema, the product recovery rate and the polysaccharide content and reduce the processing time and energy consumption per unit mass.
The drying temperature in the process with new equipment was 60 °C, mainly because some samples of Polygonatum cyrtonema had a burnt smell in the later stage of drying at 80 °C, which decreased the product quality. However, in the process with the old equipment, an open oven was used for drying at 80 °C with no recovery of hot air, only a small part of Polygonatum cyrtonema samples would produce a burnt smell, and the effect was relatively small. In the process with the new equipment, a decrease in drying temperature would significantly increase the drying time, which would increase the energy consumption. Since all new processes adopted the most advanced heat pump energy-saving technology, the new equipment still consumed much less energy than the old equipment, which indicates the very obvious energy-saving advantages of the new equipment. The original open hot-air drying form was upgraded to an air source heat pump drying form, and this new form can supplement heat by electric heating, which greatly reduces the processing energy consumption in the drying process of Polygonatum cyrtonema.
The final products of JGY1, XGY1, XGY2, XGY3, XGY4, XGY5, XGY6, and XGY7 were all sweet and black as lacquers. The color changes of
Polygonatum cyrtonema at different processing stages in XGY1 are shown in
Figure 14, and the color changes at different processing stages were golden yellow (YL) → light yellow (RY) → brown yellow (ZZ1) → dark brown (ZZ2) → tan (ZZ3) → dark brown (ZZ4) → dark black (ZZ5) → dark black (HG). However, the odor changes of
Polygonatum cyrtonema at different processing stages in XGY1 were in the order of slightly fragrant (YL) → slightly fragrant (RY) → slightly fragrant (ZZ1) → light fragrance (ZZ2) → light fragrance (ZZ3) → sweet (ZZ4) → strong fragrance (ZZ5) → strong fragrance (HG). The taste changes at different processing stages were in the order of thorn throat (YL) → thorn throat (RY) → bitter and slightly sweet (ZZ1) → bitter and slightly sweet (ZZ2) → bitter and sweet (ZZ3) → bitter and sweet (ZZ4) → sweet and slightly bitter (ZZ5) → sweet and slightly bitter (HG).


 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}