

Mathematical Modeling and Robust Multi-Objective Optimization of the Two-Dimensional Benzene Alkylation Reactor with Dry Gas


Abstract

1. Introduction
- A two-dimensional homogeneous alkylation reactor model is established to describe a dry gas-based ethylbenzene production process. This model can obtain the temperature distribution in the reactor, and then observe the hot spots.
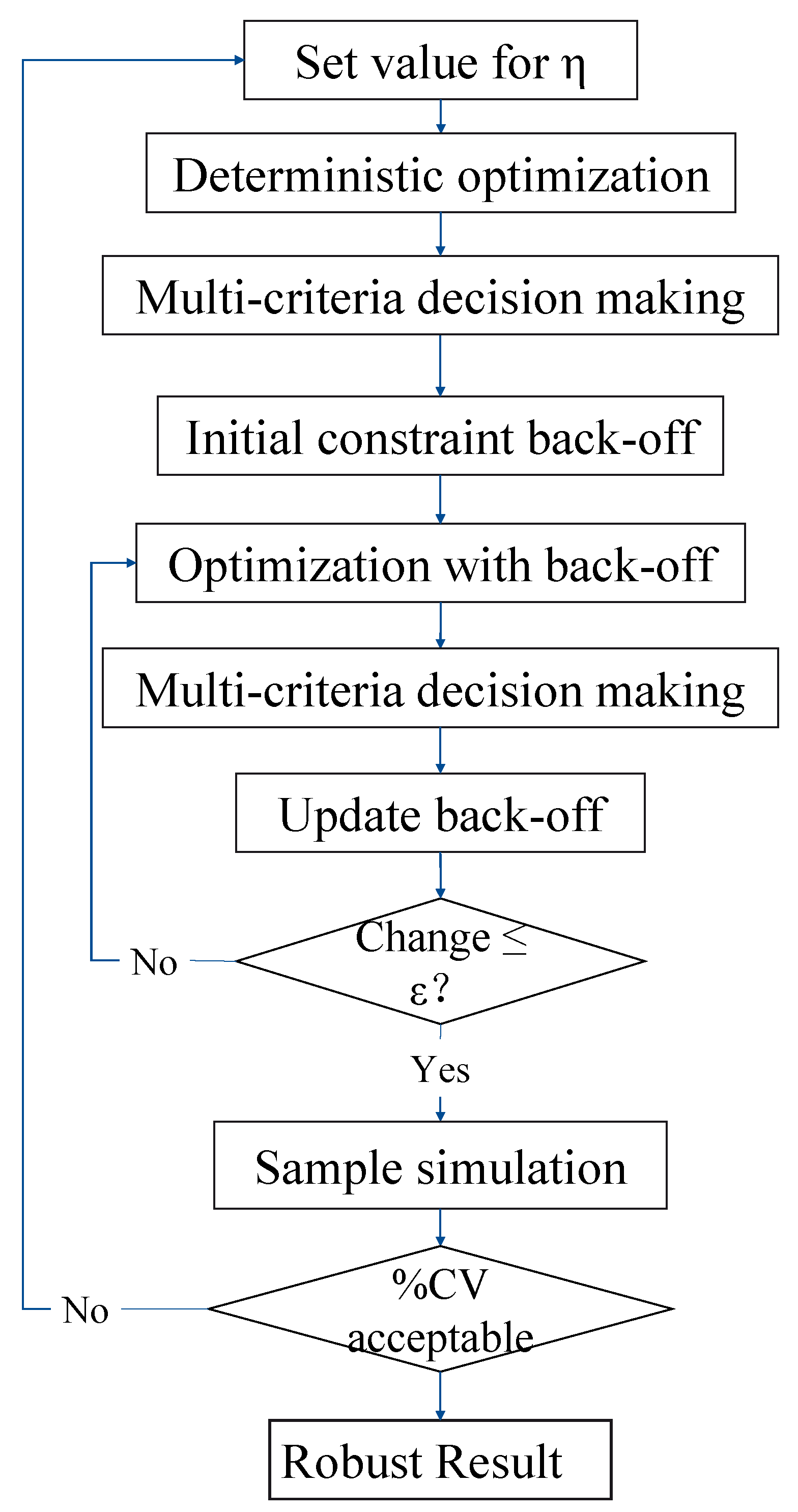
- A robust multi-objective optimization framework is proposed by combining back-off in constraints, multi-objective optimization algorithm and multi-criteria decision-making. The proposed framework can effectively handle the hotspot temperature violation caused by uncertain dry gas composition.
- The effectiveness of the proposed robust multi-objective optimization framework is verified through an industrial case study.
2. Industrial Process
3. Mathematical Model
3.1. Mixture Behavior with SRK-EoS
3.2. Transfer Parameter
3.3. Balances for the Reactor
3.4. Numerical Methods
4. Robust Multi-Objective Optimization
4.1. Multi-Objective Optimization Problem
4.2. Multi-Criteria Decision-Making
4.3. Robust Optimization Method
5. Results and Discussion
5.1. Model Validation
5.2. Temperature Distribution of the Reactor
5.3. Robust Multi-Objective Optimization
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| BZ | Benzene |
| DEB | Diethylbenzene |
| EB | Ethylbenzene |
| ET | Ethylene |
| FCC | Fluid Catalytic Cracking |
| MCDM | Multi-Criteria Decision-Making |
| PDEs | Partial Differential Equations |
| SRK-EoS | Soave–Redlich–Kwong Equation of State |
References
- Shen, Z.; Ma, C.; Wang, D.; He, J.; Sun, H.; Zhu, Z.; Yang, W. Shape-selective alkylation of benzene with ethylene over a core-shell ZSM-5@MCM-41 composite material. Chin. J. Chem. Eng. 2021, 37, 64–71. [Google Scholar] [CrossRef]
- Yang, W.; Wang, Z.; Sun, H.; Zhang, B. Advances in development and industrial applications of ethylbenzene processes. Chin. J. Catal. 2016, 37, 16–26. [Google Scholar] [CrossRef]
- Vogt, E.T.C.; Weckhuysen, B.M. Fluid catalytic cracking: Recent developments on the grand old lady of zeolite catalysis. Chem. Soc. Rev. 2015, 44, 7342–7370. [Google Scholar] [CrossRef]
- Melero, J.A.; Iglesias, J.; Garcia, A. Biomass as renewable feedstock in standard refinery units. Feasibility, opportunities and challenges. Energy Environ. Sci. 2012, 5, 7393–7420. [Google Scholar] [CrossRef]
- Chen, F.; Zhu, X.; Xie, S.; Zeng, P.; Guo, Z.; An, J.; Wang, Q.; Liu, S.; Xu, L. Technology development of ethylbenzene production from catalytic dry-gas. Chin. J. Catal. 2009, 30, 817–824. [Google Scholar]
- Zhu, X.; Chen, F.; An, J.; Zeng, P.; Xu, L. Development and industrialization of the ethylbenzene production technologies from dilute ethylene in FCC dry gas. Adv. Mater. Res. 2011, 1708–1713. [Google Scholar] [CrossRef]
- Liu, S.; Chen, F.; Xie, S.; Zeng, P.; Du, X.; Xu, L. Highly selective ethylbenzene production through alkylation of dilute ethylene with gas phase-liquid phase benzene and transalkylation feed. J. Nat. Gas Chem. 2009, 18, 21–24. [Google Scholar] [CrossRef]
- Xinhua, Q.; Shiyang, J.; Xing, S.; Yue, C.; Kefeng, W.; Pingjing, Y. Adaptive On-line Operation Guide for Dry Gas-to-ethylbenzene Reactor. Chin. J. Chem. Eng. 2010, 18, 419–424. [Google Scholar]
- Ebrahimi, A.N.; Sharak, A.Z.; Mousavi, S.A.; Aghazadeh, F.; Soltan, A. Modification and optimization of benzene alkylation process for production of ethylbenzene. Chem. Eng. Process. Process Intensif. 2011, 50, 31–36. [Google Scholar] [CrossRef]
- Hamid, G.; Ahari, J.S.; Farshi, A.; Kakavand, M. Modelling and Simulation of Benzene Alkylation Process Reactors for Production of Ethylbenzene. Pet. Coal 2004, 46, 55–63. [Google Scholar]
- Ivashkina, E.; Khlebnikova, E.; Dolganova, I.; Dolganov, I.; Khroyan, L.A. Mathematical Modeling of Liquid-Phase Alkylation of Benzene with Ethylene Considering the Process Unsteadiness. Ind. Eng. Chem. Res. 2020, 59, 14537–14543. [Google Scholar] [CrossRef]
- Rossner, N.; Heine, T.; King, R. Quality-by-Design Using a Gaussian Mixture Density Approximation of Biological Uncertainties. IFAC Proc. Vol. 2010, 43, 7–12. [Google Scholar] [CrossRef]
- Telen, D.; Vallerio, M.; Cabianca, L.; Houska, B.; Van Impe, J.; Logist, F. Approximate robust optimization of nonlinear systems under parametric uncertainty and process noise. J. Process Control 2015, 33, 140–154. [Google Scholar] [CrossRef]
- Paixao, V.P.; Franco, L.F.M.; D’Angelo, J.V.H. Simulation and Design of a Water-Gas Shift Catalytic Multitubular Reactor with Integrated Heat Exchange. Ind. Eng. Chem. Res. 2020, 59, 21429–21438. [Google Scholar] [CrossRef]
- Xie, X.; Schenkendorf, R. Robust Process Design in Pharmaceutical Manufacturing under Batch-to-Batch Variation. Processes 2019, 7, 509. [Google Scholar] [CrossRef]
- Wierzbicki, A.P. The Use of Reference Objectives in Multiobjective Optimization; Springer: Berlin/Heidelberg, Germany, 1980; pp. 468–486. [Google Scholar]
- Raj, K.J.A.; Malar, E.J.P.; Vijayaraghavan, V.R. Shape-selective reactions with AEL and AFI type molecular sieves alkylation of benzene, toluene and ethylbenzene with ethanol, 2-propanol, methanol and t-butanol. J. Mol. Catal. A Chem. 2006, 243, 99–105. [Google Scholar] [CrossRef]
- Qi, Z.W.; Zhang, R.S. Alkylation of benzene with ethylene in a packed reactive distillation column. Ind. Eng. Chem. Res. 2004, 43, 4105–4111. [Google Scholar] [CrossRef]
- Soave, G.T. Equilibrium constants from a modified Redlich-Kwong equation of state. Chem. Eng. Sci. 1972, 27, 1197–1203. [Google Scholar] [CrossRef]
- Li, Z. Derivation of Deviation Function of Constant Pressure and Heat Capacity by Equation of State Method. Shiyou Yu Tianranqi Huagong 1987, 4, 55–59. [Google Scholar]
- Liu, Y.; Wu, Y.; Xu, Z.; Zhu, Z. Study on Effective Thermal Conductivity of Fixed Bed. J. East China Univ. Sci. Technol. 2004, 30, 130–134. [Google Scholar]
- Tong, J. Viscosity and thermal conductivity of gaseous and liquid mixtures. Chem. Eng. 1977, 6, 66–84. [Google Scholar]
- Fairbanks, D.F.; Wilke, C.R. Diffusion Coefficients in Multicomponent Gas Mixtures. Ind. Eng. Chem. 1950, 42, 471–475. [Google Scholar] [CrossRef]
- Fuller, E.N.; Schettler, P.D.; Giddings, J. A new method for prediction of binary gas-phase diffusion coefficients. Ind. Eng. Chem. 1966, 58, 18–27. [Google Scholar] [CrossRef]
- Guoa, C.Q.; Zhanga, C.H.; Païdoussis, M.P. Modification of equation of motion of fluid-conveying pipe for laminar and turbulent flow profiles. J. Fluid. Struct. 2010, 26, 793–803. [Google Scholar] [CrossRef]
- Yee, A.K.Y.; Ray, A.K.; Rangaiah, G.P. Multiobjective optimization of an industrial styrene reactor. Comput. Chem. Eng. 2003, 27, 111–130. [Google Scholar] [CrossRef]
- Liu, C.; Wang, H.; Tang, Y.; Wang, Z. Optimization of a Multi-Energy Complementary Distributed Energy System Based on Comparisons of Two Genetic Optimization Algorithms. Processes 2021, 9, 1388. [Google Scholar] [CrossRef]
- Wang, Z.; Parhi, S.S.; Rangaiah, G.P.; Jana, A.K. Analysis of Weighting and Selection Methods for Pareto-Optimal Solutions of Multiobjective Optimization in Chemical Engineering Applications. Ind. Eng. Chem. Res. 2020, 59, 14850–14867. [Google Scholar] [CrossRef]
- Koller, R.W.; Ricardez-Sandoval, L.A.; Biegler, L.T. Stochastic back-off algorithm for simultaneous design, control, and scheduling of multiproduct systems under uncertainty. AlChE J. 2018, 64, 2379–2389. [Google Scholar] [CrossRef]
- Srinivasan, B.; Bonvin, D.; Visser, E.; Palanki, S. Dynamic optimization of batch processes: II. Role of measurements in handling uncertainty. Comput. Chem. Eng. 2003, 27, 27–44. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coefficient | Expression |
|---|---|
| Parameter | Value |
|---|---|
| 3 | |
| 4.2 | |
| 292.65 | |
| 628.95 | |
| Parameter | Case 1 | Case 2 | Case 3 | Case 4 | Case 5 | Standard |
|---|---|---|---|---|---|---|
| 250.6 | 240.5 | 234.7 | 250.2 | 282.6 | 260.3 | |
| 187.6 | 194.8 | 171.4 | 186.4 | 200.4 | 196.7 | |
| %(mole) | ||||||
| 27.775 | 25.973 | 27.267 | 27.765 | 29.083 | 27.770 | |
| 8.714 | 7.955 | 8.655 | 9.008 | 9.244 | 8.646 | |
| 26.197 | 25.229 | 28.66 | 26.355 | 24.521 | 25.22 | |
| 0.004 | 0.004 | 0.005 | 0.004 | 0.005 | 0.005 | |
| 0.03 | 0.028 | 0.02 | 0.031 | 0.034 | 0.066 | |
| 0.005 | 0.01 | 0.014 | 0.003 | 0.005 | 0.014 | |
| 0.787 | 1.224 | 0.466 | 0.655 | 0.438 | 0.664 | |
| 7.537 | 8.824 | 6.92 | 7.239 | 5.645 | 6.969 | |
| 0.442 | 0.406 | 0.48 | 1.057 | 0.498 | 0.572 | |
| 0.517 | 0.541 | 0.547 | 0.55 | 0.557 | 0.495 | |
| 27.992 | 29.806 | 26.966 | 27.333 | 29.97 | 29.579 | |
| 0.2278 | 0.2183 | 0.2225 | 0.2295 | 0.2286 | 0.2274 | |
| 0.2469 | 0.2589 | 0.2418 | 0.2406 | 0.2545 | 0.2524 | |
| 0.2721 | 0.2749 | 0.2811 | 0.2808 | 0.2683 | 0.2710 | |
| 0.2532 | 0.2479 | 0.2546 | 0.2491 | 0.2486 | 0.2492 | |
| Item | Output Temperature, K | Product Mass Fraction, % (Mass) | |||
|---|---|---|---|---|---|
| Case 1 | Unit | 657.0 | 76.81 | 20.44 | 2.75 |
| Model | 658.6 | 76.90 | 20.25 | 2.85 | |
| Case 2 | Unit | 656.9 | 75.95 | 21.11 | 2.94 |
| Model | 655.6 | 76.11 | 20.82 | 3.07 | |
| Case 3 | Unit | 658.2 | 75.59 | 21.72 | 2.69 |
| Model | 663.1 | 75.48 | 21.3 | 3.22 | |
| Case 4 | Unit | 654.0 | 76.33 | 20.92 | 2.75 |
| Model | 658.7 | 76.86 | 20.28 | 2.86 | |
| Case 5 | Unit | 657.2 | 78.99 | 18.59 | 2.42 |
| Model | 656.7 | 79.27 | 18.46 | 2.27 | |
| Item | Dry Gas Distribution Ratios | |||||
|---|---|---|---|---|---|---|
| Stage 1 | Stage 2 | Stage 3 | Stage 4 | |||
| Standard condition | 0.2279 | 0.2469 | 0.2721 | 0.2532 | 91.1191 | 99.2150 |
| Deterministic optimization results | 0.5208 | 0.3010 | 0.1176 | 0.0005 | 90.9812 | 99.8900 |
| Robust optimization results | 0.7438 | 0.2234 | 0.0325 | 0.0003 | 90.8802 | 99.9372 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, M.; Shen, F.; Ye, Z.; Du, W. Mathematical Modeling and Robust Multi-Objective Optimization of the Two-Dimensional Benzene Alkylation Reactor with Dry Gas. Processes 2022, 10, 2271. https://doi.org/10.3390/pr10112271
Yang M, Shen F, Ye Z, Du W. Mathematical Modeling and Robust Multi-Objective Optimization of the Two-Dimensional Benzene Alkylation Reactor with Dry Gas. Processes. 2022; 10(11):2271. https://doi.org/10.3390/pr10112271
Chicago/Turabian StyleYang, Menglin, Feifei Shen, Zhencheng Ye, and Wenli Du. 2022. "Mathematical Modeling and Robust Multi-Objective Optimization of the Two-Dimensional Benzene Alkylation Reactor with Dry Gas" Processes 10, no. 11: 2271. https://doi.org/10.3390/pr10112271
APA StyleYang, M., Shen, F., Ye, Z., & Du, W. (2022). Mathematical Modeling and Robust Multi-Objective Optimization of the Two-Dimensional Benzene Alkylation Reactor with Dry Gas. Processes, 10(11), 2271. https://doi.org/10.3390/pr10112271