
Liquid-Ammonia-Mediated Dyeing Process of Wool at a Lower Temperature

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Liquid Ammonia Treatment
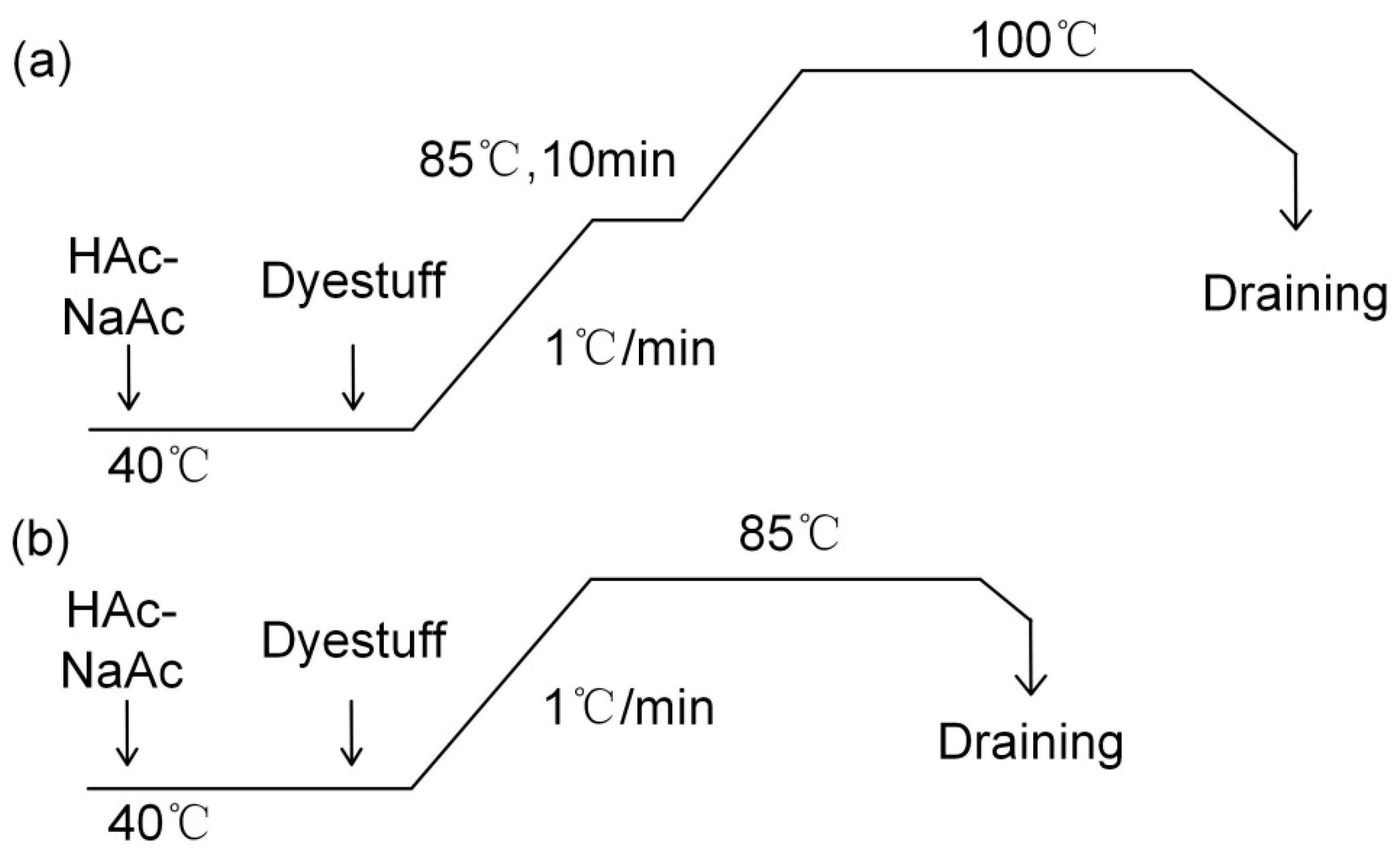
2.3. Dyeing with Metal-Complex Dyes
2.4. Reactive Dyeing
2.5. Surface Morphology Analysis
2.6. Chemical Structure Analysis
2.7. Dye Uptake
2.8. K/S Value
2.9. Color Difference (ΔE)
2.10. Rubbing Fastness
2.11. Potting Fastness
2.12. Single Fiber Break Strength
3. Results and Discussion
3.1. Surface Morphology
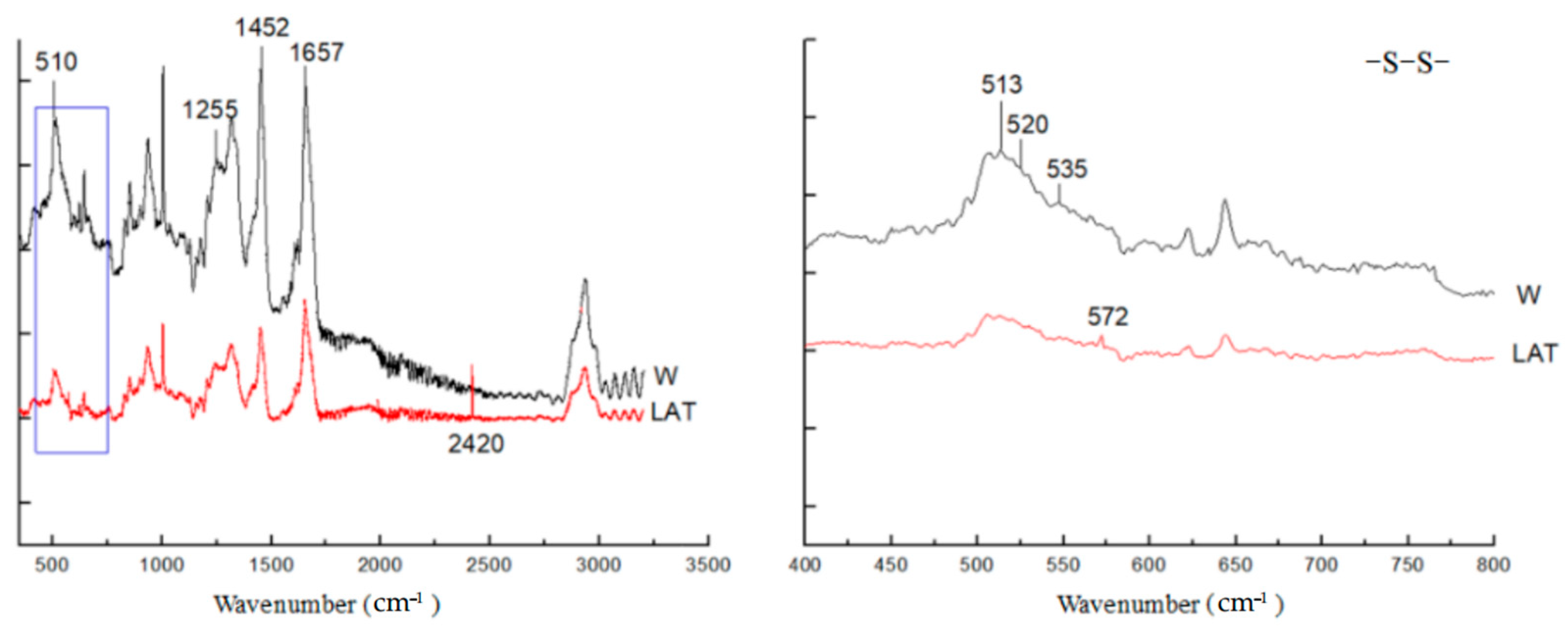
3.2. Chemical Structure Analysis
3.3. Dyeing Properties
3.3.1. Dyeing with Metal-Complex Dyes
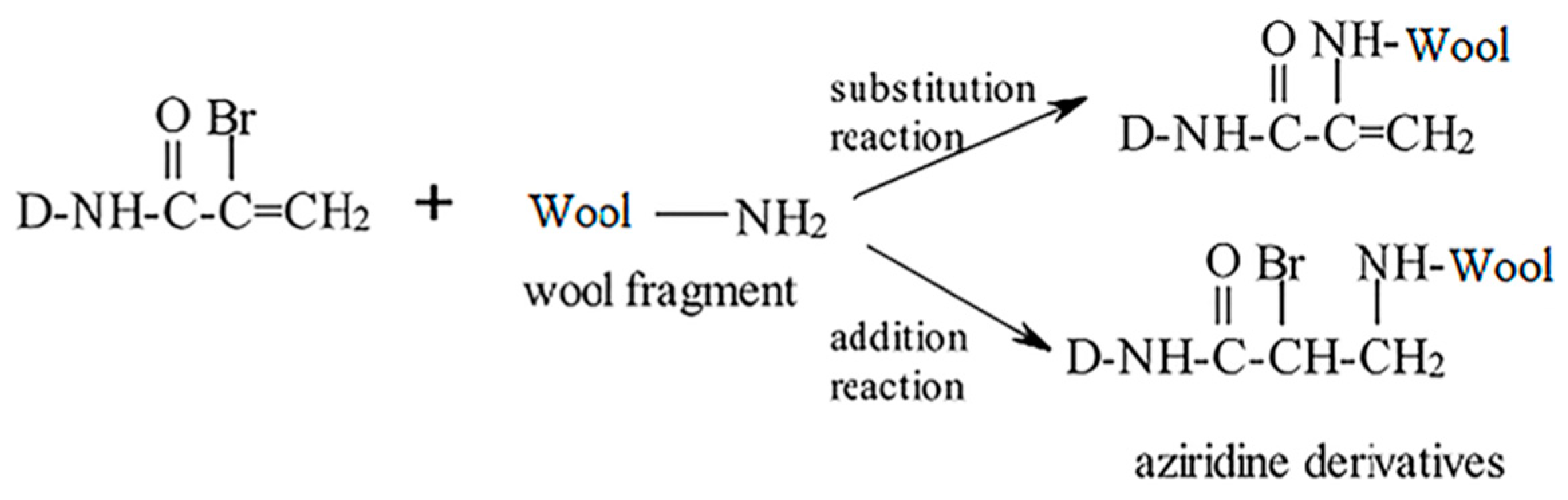
3.3.2. Reactive Dyeing
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zahn, H.; Messinger, H.; Hocker, H. Covalently linked fatty acids at the surface of wool: Part of the cuticle cell envelop. Text. Res. J. 1994, 64, 554–555. [Google Scholar] [CrossRef]
- Islam, G.M.N.; Ke, G.Z.; Haque, A.N.M.A.; Islam, M.A. Effect of ultrasound on dyeing of wool fabric with acid dye. J. Ind. Eng. Chem. 2017, 8, 425–431. [Google Scholar] [CrossRef][Green Version]
- McNeil, S.J.; McCall, R.A. Ultrasound for wool dyeing and finishing. Ultrason. Sonochem. 2011, 18, 401–406. [Google Scholar] [CrossRef]
- Yükseloşlu, S.M.; Bolat, N. The use of conventional and ultrasonic energy in dyeing of 100% wool woven fabrics. Tekst. Konfeksiyon. 2010, 20, 162–167. [Google Scholar]
- Kamel, M.M.; EI-Shishtawy, R.M.; Yussef, B.M.; Mashaly, H. Ultrasonic assisted dyeing. Dye. Pigment. 2005, 65, 103–110. [Google Scholar] [CrossRef]
- Nazmul, G.M.N.; Ke, G.Z. Ultrasonic effects on the kinetics and thermodynamics of dyeing wool fiber with reactive dye. Fiber. Polym. 2020, 21, 1071–1077. [Google Scholar] [CrossRef]
- Khatri, M.; Ahmed, F.; Jatoi, A.W.; Mahar, R.B.; Khatri, Z.; Kim, I.S. Ultrasonic dyeing of cellulose nanofibers. Ultrason. Sonochem. 2016, 31, 350–354. [Google Scholar] [CrossRef]
- Panda, P.K.; Rastogi, D.; Jassal, M.; Agrawal, A.K. Effect of atmospheric pressure helium plasma on felting and low temperature dyeing of wool. J. Appl. Polym. Sci. 2012, 124, 4289–4297. [Google Scholar] [CrossRef]
- Mendhe, P.; Arolkar, G.; Shukla, S.; Deshmukh, R. Low-temperature plasma processing for the enhancement of surface properties and dyeability of wool fabric. J. Appl. Polym. Sci. 2016, 133, 43097. [Google Scholar] [CrossRef]
- Cai, Z.S.; Qin, Y.P. Dyeing properties of wool fabrics treated with atmospheric pressure plasmas. J. Appl. Polym. Sci. 2008, 109, 1257–1261. [Google Scholar] [CrossRef]
- Wakida, T.; Cho, S.; Choi, S.; Tokino, S.; Lee, M. Effect of low temperature plasma treatment on color of wool and nylon 6 fabrics dyed with natural dyes. Text. Res. J. 1998, 68, 848–853. [Google Scholar] [CrossRef]
- Haji, A. Natural dyeing of wool with henna and yarrow enhanced by plasma treatment and optimized with response surface methodology. J. Text. I. 2020, 111, 467–475. [Google Scholar] [CrossRef]
- Riva, A.; Algaba, I.; Prieto, R. Dyeing kinetics of wool fabrics pretreated with a protease. Color. Technol. 2002, 118, 59–63. [Google Scholar] [CrossRef]
- Cui, L.; Yu, Y.Y.; Fan, X.R.; Wang, P.; Wang, Q. Effect of protease treatment on dyeing properties of wool fabrics for single bath. Eng. Life Sci. 2009, 9, 135–139. [Google Scholar] [CrossRef]
- Periolatto, M.; Ferrero, F.; Giansetti, M.; Mossotti, R.; Innocenti, R. Enzyme-aided wool dyeing with a neutral protease at reduced temperatures. Eng. Life Sci. 2010, 10, 474–479. [Google Scholar] [CrossRef]
- El-Gabry, L.; El-Nouby, G.; Allam, O.G.; El-Sayed, H. Effect of mechanical and enzymatic treatments on some properties of coarse wool. J. Nat. Fibers. 2008, 5, 461–475. [Google Scholar] [CrossRef]
- Alhariri, D.K.; Rattee, I.D.; Seltzer, I. Improvements in the dyeing of wool at low temperatures by the use of amine or ammonia pretreatments. J. Soc. Dye. Colours 1978, 94, 149–155. [Google Scholar] [CrossRef]
- El-Sayed, H.; El-Hawary, N. The use of modified fenton chemistry for reducing energy consumption during dyeing of wool and nylon 6 fabrics with acid dyes. J. Nat. Fibers 2021, 1–13. [Google Scholar] [CrossRef]
- Akoh, F.; Mehdi, E.B.; Cherkaoui, O.; Tahiri, M. The esterification and dyeing properties of raw wool fibers. IOP Conf. Ser. Mater. Sci. Eng. 2020, 827, 012053. [Google Scholar] [CrossRef]
- El-Hawary, N.S.; Elshemy, N.S.; El-Sayed, H. New thiol-disulfide exchangers as anti-setting agents for wool fabric during dyeing. Fiber Polym. 2016, 17, 1391–1396. [Google Scholar] [CrossRef]
- Cao, W.Z.; Pei, L.J.; Zhang, H.J.; Wang, J.P. Sustainable wool fabric pad dyeing using reactive dyes in silicone non-aqueous medium. Environ. Chem. Lett. 2021, 19, 737–741. [Google Scholar] [CrossRef]
- Włochowicz, A.; Stelmasiak, E. Influence of ammonia on the fine structure of wool fibre. Acta Polym. 1983, 34, 428–433. [Google Scholar] [CrossRef]
- Hermiston, B.N.; Pitts, J.M.D. The surface characteristics of wool fibres treated in liquid ammonia. J. Text. I. 1976, 67, 72–76. [Google Scholar] [CrossRef]
- Wakida, T.; Lee, M.; Sato, Y.; Yanai, Y. Dyeing properties of wool treated with liquid ammonia. J. Soc. Dyers. Colour. 1993, 109, 393–397. [Google Scholar] [CrossRef]
- Navik, R.; Shafiq, F.; Khan, A.; Datta, M.; Peng, X.Y.; Kamruzzaman, M.; Cai, Y.J. Preparation and characterizations of polypyrrole on liquid ammonia pre-treated wool fabric. Fiber Polym. 2017, 18, 1115–1123. [Google Scholar] [CrossRef]
- Włochowicz, A.; Stelmasiak, E. Change in thermal properties of wool after treatment with liquid ammonia. J. Therm. Anal. Calorim. 1983, 26, 17–22. [Google Scholar] [CrossRef]
- Osa, R.A.D.L.; Iparragirre, I.; Ortiz, D.; Saiz, J.M. The extended Kubelka-Munk theory and its application to spectroscopy. Chem. Text. 2020, 6, 1–14. [Google Scholar] [CrossRef]
- Tse, S.T.; Kan, C.W. Effect of laser treatment on pigment printing on denim fabric-A study of colour properties. Fiber Polym. 2022, 23, 728–735. [Google Scholar] [CrossRef]
- Jurdana, L.E.; Ghiggino, K.P.; Nugent, K.W.; Leaver, I.H. Confocal Laser Raman Microprobe Studies of Keratin Fibers. Text. Res. J. 1995, 65, 593–600. [Google Scholar] [CrossRef]
- Jones, D.C.; Carr, C.M.; Cooke, W.D.; Lewis, D.M. Investigating the photo-oxidation of wool using FT-Raman and FT-IR spectroscopies. Text. Res. J. 1998, 68, 739–748. [Google Scholar] [CrossRef]
- Liu, H.L.; Yu, W.D. Study of the structure transformation of wool fibers with Raman spectroscopy. J. Appl. Polym. Sci. 2007, 103, 1–7. [Google Scholar] [CrossRef]
- Jiang, Z.; Zhang, N.; Wang, Q.; Wang, P.; Yu, Y.Y.; Yuan, J.G. A controlled, highly effective and sustainable approach to the surface performance improvement of wool fibers. J. Mol. Liq. 2021, 322, 114952. [Google Scholar] [CrossRef]
- Wojciechowska, E.; Rom, M.; Włochowicz, A.; Wysocki, M.; Wesełucha-Birczyńska, A. The use of Fourier transform-infrared (FTIR) and Raman spectroscopy (FTR) for the investigation of structural changes in wool fiber keratin after enzymic treatment. J. Mol. Struct. 2004, 704, 315–321. [Google Scholar] [CrossRef]
- Lewis, D.M. The dyeing of wool with reactive dyes. Color. Technol. 1982, 98, 165–175. [Google Scholar] [CrossRef]
- Ding, C.; Yu, J.Y.; Zhang, R.Y.; Li, H.; Cheng, L.D.; Qin, G. Research on low damage and temperature dyeing performance of superfine wool. J. Text. Res. 2016, 37, 72–75. [Google Scholar] [CrossRef]
- Abdel-Fattah, S.H.; El-Khatib, E.M. Low Temperature Chrome Dyeing of Wool. J. Nat. Fiber. 2007, 2, 53–61. [Google Scholar] [CrossRef]
- Hassan, M.M.; Bhagvandas, M. Sustainable low liquor ratio dyeing of wool with acid dyes: Effect of auxiliaries on agglomeration of dye molecules in a dyebath and dyeing uniformity. J. Clean. Prod. 2017, 152, 464–473. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dyestuff | Temperature (°C) | Sample | K/S Value | ΔE | Rubbing Fastness | Potting Fastness | Single Fiber Strength (cN) | ||
|---|---|---|---|---|---|---|---|---|---|
| Dry | Wet | Cotton Staining | Wool Staining | ||||||
| Blue 2R | 100 | W | 25.21 | 0.33 | 4 | 3–4 | 4 | 4–5 | 4.81 ± 1.98 |
| LAT | 25.25 | 4 | 3–4 | 4 | 4–5 | 4.64 ± 2.02 | |||
| Red G | 100 | W | 24.71 | 0.35 | 4 | 3–4 | 4 | 4–5 | 4.85 ± 1.83 |
| LAT | 24.83 | 4 | 3–4 | 3–4 | 4 | 4.67 ± 1.87 | |||
| Blue 2R | 85 | W | 24.29 | 0.41 | 3–4 | 3 | 4 | 3–4 | 5.18 ± 1.85 |
| LAT | 25.19 | 4 | 4 | 4 | 4–5 | 5.03 ± 1.9 | |||
| Red G | 85 | W | 23.66 | 0.37 | 4 | 3–4 | 4 | 4 | 5.22 ± 1.88 |
| LAT | 24.51 | 3–4 | 3–4 | 4 | 4–5 | 5.06 ± 1.79 | |||
| Dyestuff | Temperature (°C) | Sample | K/S Value | ΔE | Rubbing Fastness | Potting Fastness | Single Fiber Strength (cN) | ||
|---|---|---|---|---|---|---|---|---|---|
| Dry | Wet | Cotton Staining | Wool Staining | ||||||
| Red CE | 100 | W | 25.28 | 0.13 | 4–5 | 4 | 4–5 | 4 | 4.78 ± 2.03 |
| LAT | 25.85 | 4–5 | 4 | 4–5 | 4 | 4.64 ± 1.91 | |||
| Blue CE | 100 | W | 25.61 | 0.15 | 4–5 | 4 | 4–5 | 4 | 4.65 ± 1.99 |
| LAT | 25.93 | 4–5 | 4 | 4 | 4 | 4.51 ± 1.96 | |||
| Red CE | 85 | W | 22.17 | 0.34 | 3–4 | 3 | 4 | 4 | 5.13 ± 1.74 |
| LAT | 25.15 | 4 | 4 | 4 | 4 | 4.88 ± 1.65 | |||
| Blue CE | 85 | W | 23.25 | 0.31 | 4 | 3–4 | 4 | 3–4 | 5.06 ± 1.70 |
| LAT | 25.67 | 3–4 | 3–4 | 4 | 4 | 4.81 ± 1.79 | |||
| Red CE | 70 | W | 18.99 | 0.25 | 3–4 | 3 | 4 | 3–4 | 5.26 ± 1.65 |
| LAT | 25.74 | 4 | 4 | 4 | 4 | 5.15 ± 1.74 | |||
| Blue CE | 70 | W | 19.33 | 0.27 | 4 | 3–4 | 4 | 4 | 5.24 ± 1.80 |
| LAT | 26.02 | 3–4 | 3–4 | 4 | 4 | 5.11 ± 1.69 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shang, X.; Wang, Q.; Jiang, Z.; Ma, H.; Zhang, D. Liquid-Ammonia-Mediated Dyeing Process of Wool at a Lower Temperature. Processes 2022, 10, 2172. https://doi.org/10.3390/pr10112172
Shang X, Wang Q, Jiang Z, Ma H, Zhang D. Liquid-Ammonia-Mediated Dyeing Process of Wool at a Lower Temperature. Processes. 2022; 10(11):2172. https://doi.org/10.3390/pr10112172
Chicago/Turabian StyleShang, Xianqin, Qiang Wang, Zhe Jiang, Haitao Ma, and Denglu Zhang. 2022. "Liquid-Ammonia-Mediated Dyeing Process of Wool at a Lower Temperature" Processes 10, no. 11: 2172. https://doi.org/10.3390/pr10112172
APA StyleShang, X., Wang, Q., Jiang, Z., Ma, H., & Zhang, D. (2022). Liquid-Ammonia-Mediated Dyeing Process of Wool at a Lower Temperature. Processes, 10(11), 2172. https://doi.org/10.3390/pr10112172