1. Introduction
The implementation of complex numerical simulations together with design-of-experiment (DoE) methods can have many positive effects on the R&D process. It can reduce costs, partially optimise the design of the product or its effectiveness and reliability even before the prototype is built and tested. Finite-element simulations play an important role in these situations, as they can be used to reproduce the behaviour of the product under various operating conditions. Nowadays, they are mostly used to analyse the load-bearing capacity or the resistance of a structure under extreme loading conditions in the early stages of the R&D process. The DoE technique is a systematic procedure generally used to understand how the process and the various product parameters affect response variables such as the physical properties. In other words, it is used to find the cause-effect relationships necessary to control the process inputs in order to optimise the output. It uses a statistical methodology to analyse the data under all possible conditions within the selected limits and can generate the required information with the minimum number of experiments [
1,
2,
3].
To correctly simulate and predict the behaviour of the product under extreme loading conditions, the material properties of the product under consideration as well as the influences of the various physical quantities on the behaviour of the material should be known. Some material properties can be easily obtained from basic experiments, e.g., the elastic modulus or the yield stress from a static tensile test, while some influences can be more difficult to obtain, e.g., the strain rate or the effect of temperature on the behaviour of the material. To include these kinds of influences in simulations, empirical relationships have been developed over decades by observing different materials under various conditions and many approaches, e.g., Johnson-Cook [
4], Zerilli-Armstrong [
5,
6], or Cowper-Symonds [
7], have been implemented as material models in commercial simulation software [
8] or used in researches as a reference to validate or compare other constitutive approaches [
9,
10,
11]. The empirical parameters of the material models are usually acquired through experiments (standard or non-standard), which must be carried out under different operating conditions so as to include all possible effects. The experimental results are then analysed using a suitable method to identify the optimum parameter values that take into account all the results, usually with a linear or a non-linear curve-fitting least-squares method [
12,
13,
14] or with the help of numerical simulations used in the optimisation method [
15,
16,
17], repeating the actual experiment under exactly applied conditions.
One of these empirical relationships is the Johnson-Cook (J-C) material model [
4]. This has already been extensively investigated in many studies for different metallic materials: for mild steel in [
11,
13,
18], for various dual-phase steels in [
10,
11,
12] and also for stainless steel and TRIP steel in [
11,
14]. Temperature and strain-rate effects, which influence the material behaviour at high-rate loads similar as at low-rate loads [
19], are considered in this material model through empirical parameters in the J-C equation [
4]. Their appropriate values can be applied in numerical simulations to obtain more accurate physical reactions for a product under different loading conditions during its R&D process. One problem is that the appropriate values of these parameters vary from one group of materials to another and should therefore be determined individually for each group of similar materials in order to accurately simulate and predict their response. In addition, limited information about the parameter values is available in the literature, or there are different reported values for basically similar materials. This could be due to a misinterpretation of the reference strain rate (Equation (3)), which was not reported or assumed to be 1 s
−1 in former studies [
15,
16,
17,
20,
21], and disproved in more recent studies [
14,
18,
22], or the lack of experimental results over a wider range of strain rates (quasi-static, low, intermediate and high values).
To obtain the optimum values of the parameters for the J-C material model, researchers usually analysed the results of high-speed loading experiments, e.g., the Taylor test in [
4], or the split Hopkinson tensile [
12,
13,
21] or pressure bar test in [
17], which are quite popular experimental procedure. In these cases, numerous experiments were conducted at various loading rates (for strain rates from 10
2 to 2 × 10
3 s
−1 or even higher), but reports like [
12,
13,
18] that include strain rates across the full strain-rate interval are rare. The problem with physical limits occurs in these experiments, especially in the Taylor test at low strain rates, so conditions at intermediate strain rates or below (strain rates of 10–10
3 s
−1) cannot be covered. When the observed product is subjected to the loading conditions at intermediate strain rates (e.g., the impact during a burst or a crash test on a structure), the J-C material parameters obtained only from high-rate loading experiments will provide an inadequate simulation response compared to the real behaviour. Therefore, the optimum results are best acquired with an experiment covering the whole range of loading speeds as in [
10,
11,
23] or with a combination of different experiments at different loading speeds [
12,
13,
18]. In order to determine the optimum parameter values, which can vary over a wide interval, as many experiments as possible are required for a single material. Therefore, the same procedure should be repeated when using a new material, which would mean a time-consuming process.
The time necessary to determine the optimum parameter values can be shortened if the DoE method is used in a way that minimises the amount of data to be analysed. With an appropriate DoE technique from [
1,
2,
3,
24,
25], the number of possible parameter values can be drastically reduced, but the values would still be approximately evenly distributed for a given design space, without missing important information about them. If an approximation function modelled over the analysed data is also included in the procedure, it could even provide some information in areas where the parameter values have not been selected for analysis. Using an optimisation algorithm (e.g., an evolutionary algorithm) for this approximation function or response surface would speed up the entire identification process.
A method combining all the above aspects was presented in our previous research [
26]. In the present research, this approach is applied to identify the optimum parameter values for the empirical relationships of the simplified J-C material model. In this empirical relationship, the
B,
n,
C parameters describe the plastic flow stress with the strain-rate effect and the intention of the paper is to determine their values, which could be valid for static and dynamic conditions. This is achieved with two types of experiments, the first at static reference strain rate and the second at higher strain rates. The applied method combines a DoE technique, material experiments at different loading speeds, explicit finite-element simulations, numerical modelling of an approximated response surface based on the simulation results and an evolutionary optimisation algorithm.
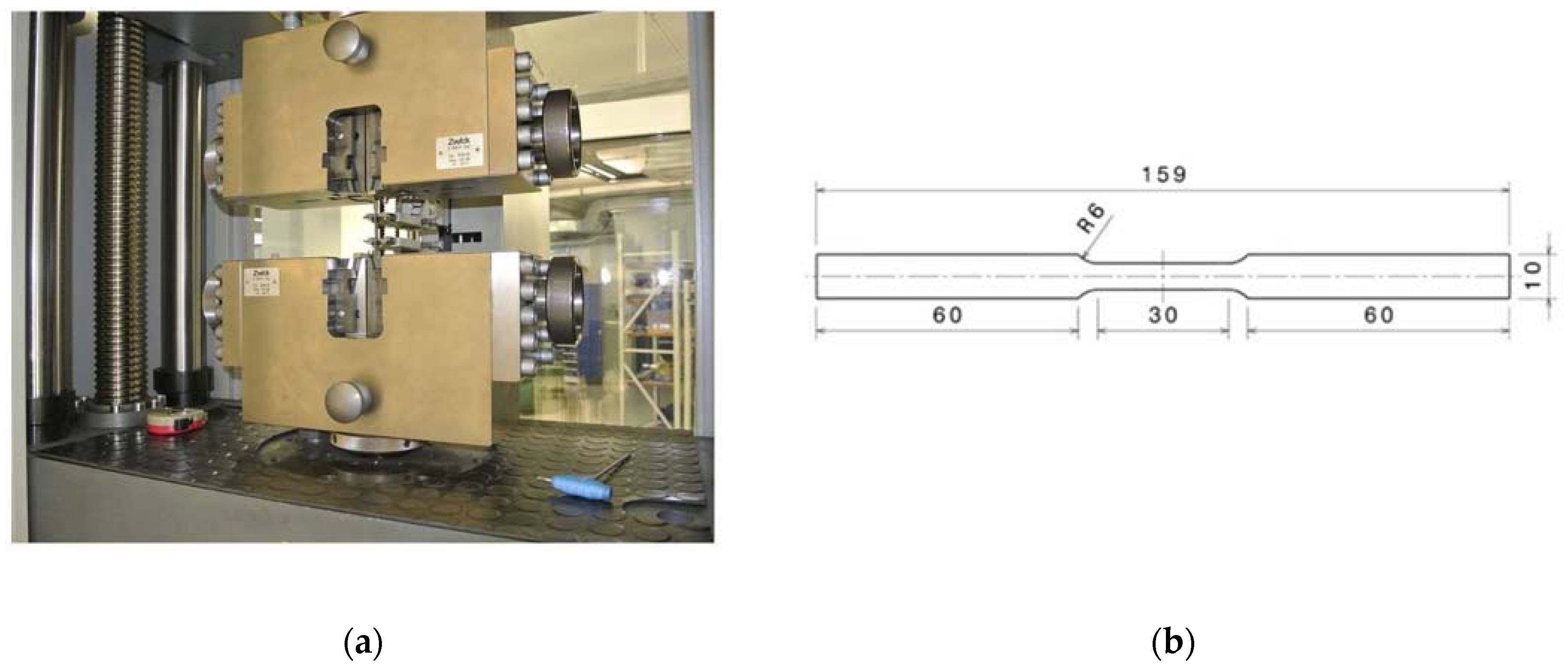
Contrary to the referenced literature, the dynamic experiment used in the study was designed replicating conditions in which real products operate. Actually, the experiment and the material (structural steel E185, formerly Fe310-0 according to standard ISO 630:1995 A1:2003) were used in a pilot project of the plastic turbocharger frame design. In this project, sheets of this material were intended to be used as a shield to contain moving particles inside the frame in case of a turbocharger burst. Due to its abilities in terms of plastic deformation and the low cost-efficiency, this material was adequate for our application.
There are many known evolutionary algorithms to solve multi-dimensional optimisation problems, e.g., particle swarm optimisation (PSO) [
27], diferential evolution (DE) [
28], biogeography-based optimisation (BBO) [
29] social network optimisation (SNO) [
30]. The applied evolutionary optimisation algorithm in this research was mainly selected based on our previous experiences. For different past studies [
31] in our research group, a few evolutionary algorithms were analysed, in particular PSO, some versions of genetic algorithms [
32,
33], and differential ant stigmergy algorithm (DASA) [
34]. It is known that optimisation results can be quite affected by the algorithm’s parameter settings and in our past studies the most consistent behaviour with the same parameter settings for different applications showed the real valued genetic algorithm (RVGA) [
33] and the DASA [
34]. The problem with the PSO was that different settings had to be set practically for each study to get optimum results, while the settings for the DASA or the RVGA were tuned through the first few studies and since then these parameter settings have not been changed and they have given us the optimum results in different researches.
The key contributions of this study are:
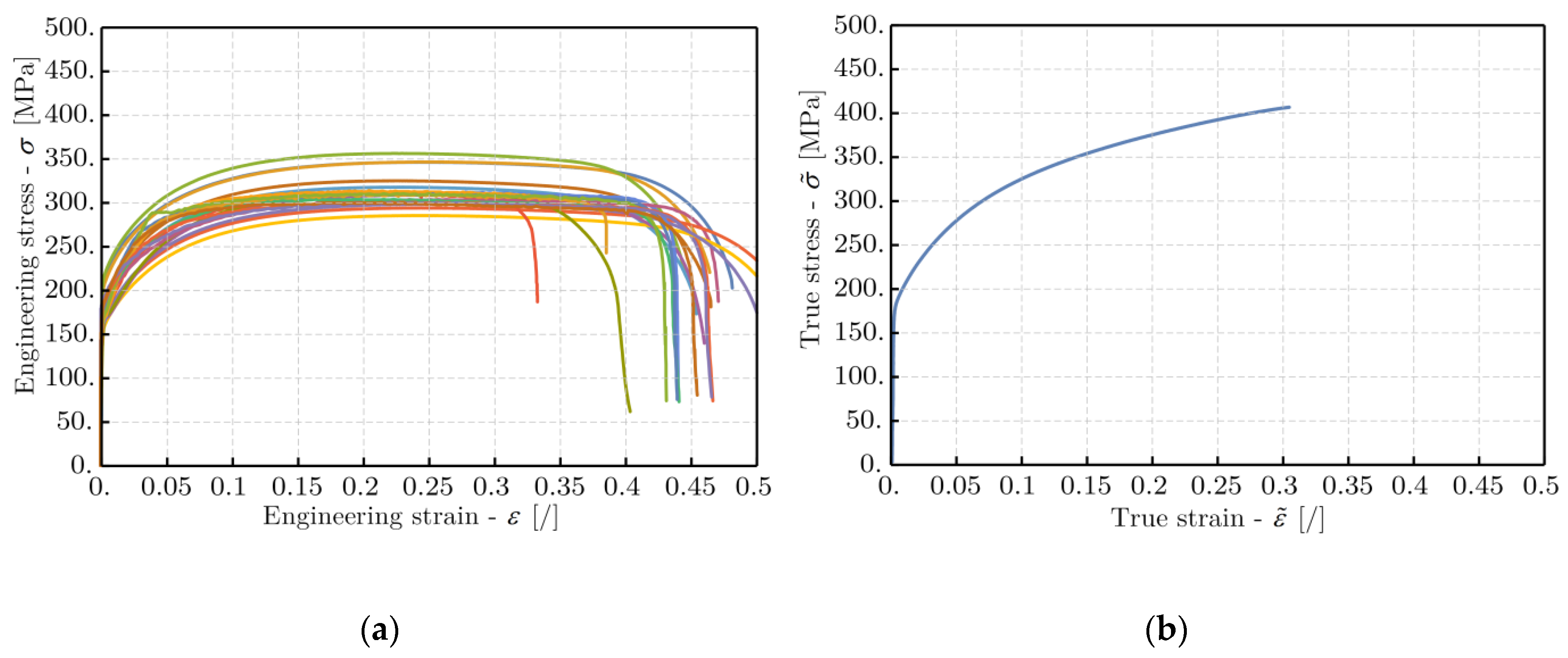
The main objective is to obtain the optimum values for characterising the material behaviour of the structural steel E185 at low, medium and high strain rates, which are difficult to find in the literature. In most cases they can only be found for high-strain-rate applications.
It is shown that the optimum material parameters can be estimated on the basis of non-standardised experimental results using a reverse-engineering approach.
A first comparison among the modelled response surfaces based on different DoE techniques and different modelling settings is performed and presented.
The second comparison among three optimisation algorithms, i.e., the traditional gradient descent (GD), the real-valued genetic algorithm (RVGA) and the differential ant-stigmergy algorithm (DASA), is presented to evaluate their effectiveness on the given response surfaces.
The article consists of five sections, and is structured as follows. After the introduction, an experimental setup within low and medium strain rates, static curve results and dynamic test results are presented. The article continues with
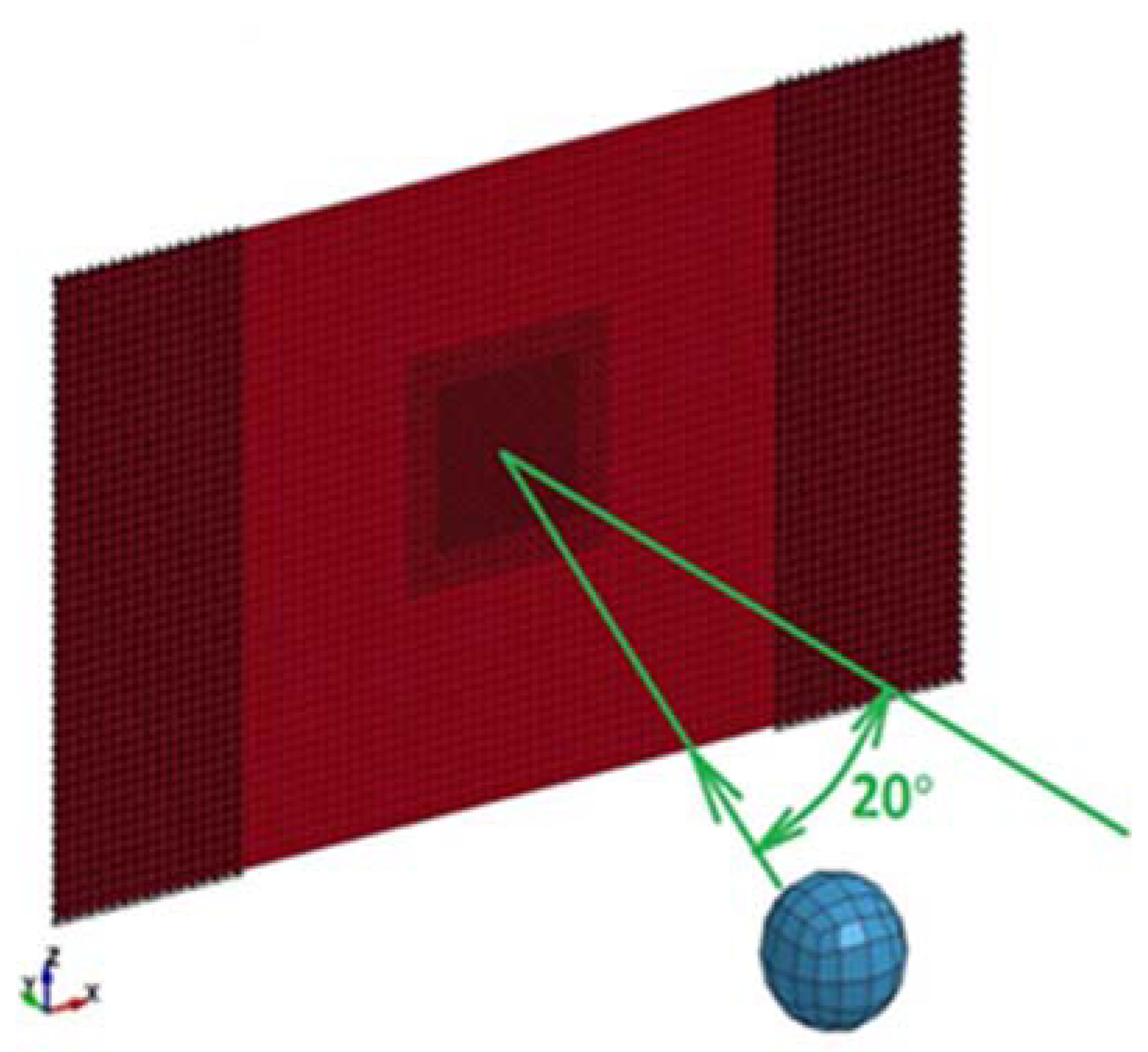
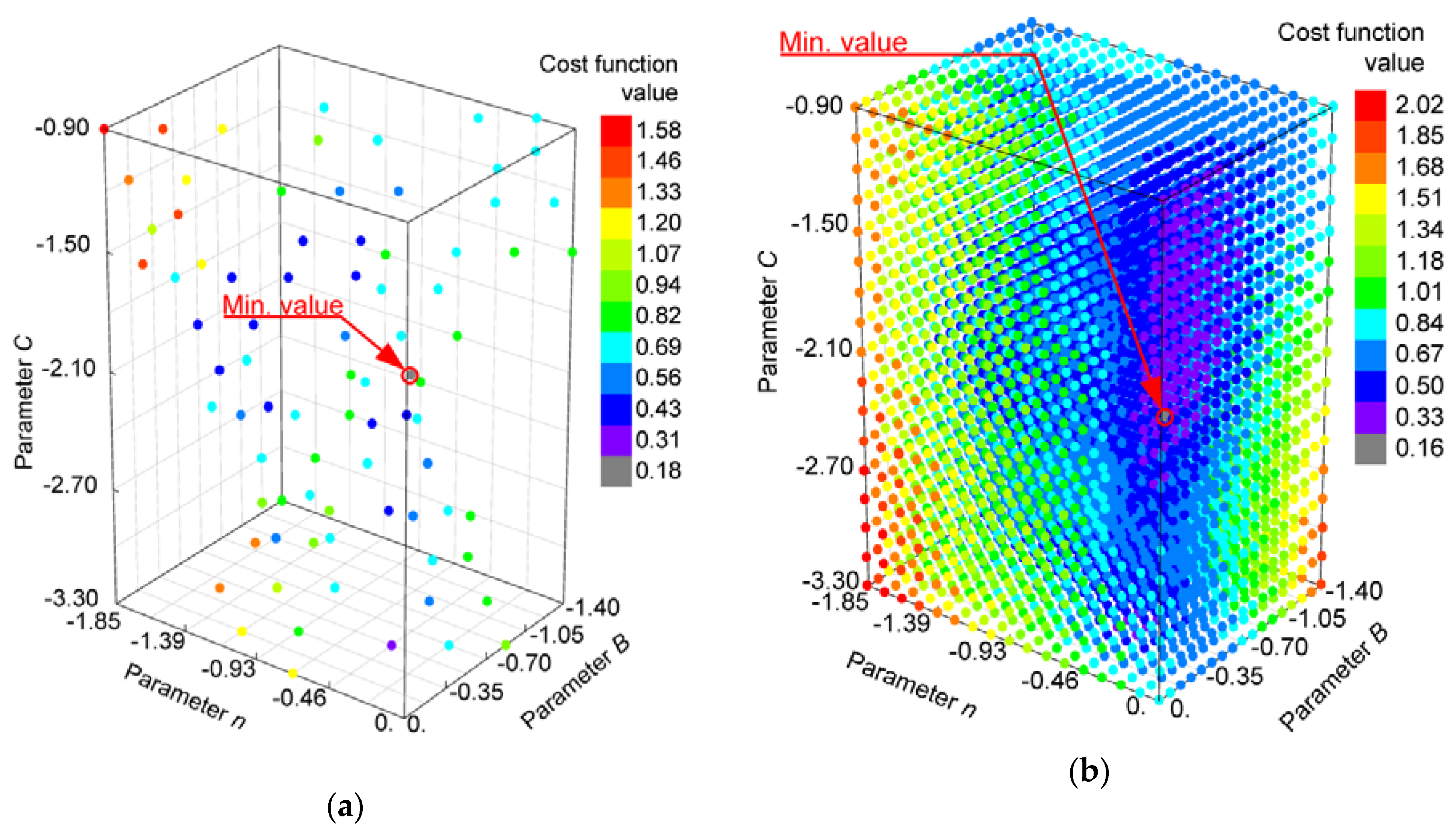
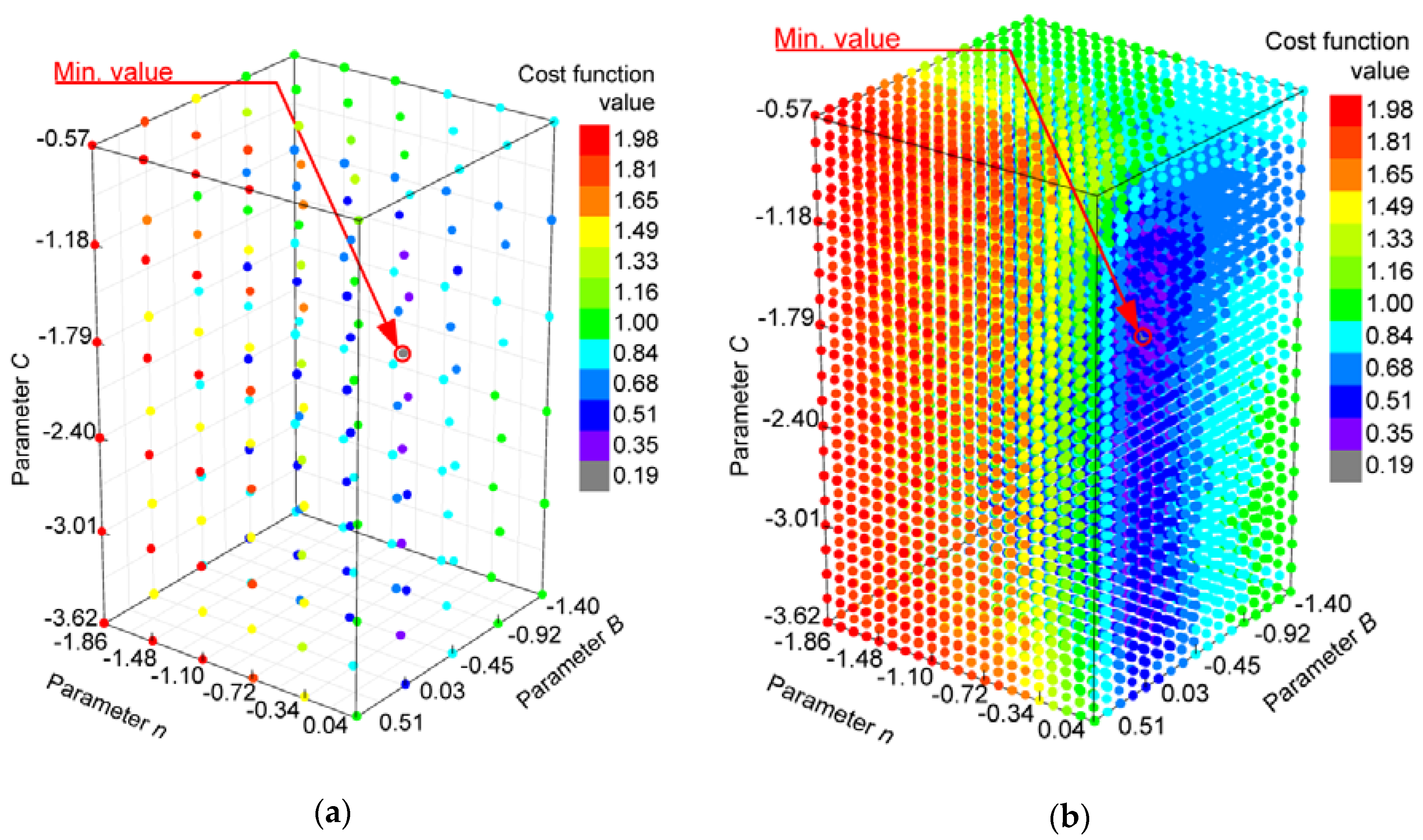
Section 3, where the applied methodology is briefly presented. First, the explicit finite-element model and the required parameters for the J-C material model are described. Then, a cost function is given, which includes the results from both experiments and simulations, and a selection approach using the Taguchi orthogonal array to model the response surface is shown. In
Section 4, the results are presented and discussed, together with comparisons with other optimisation methods and values from the literature. Finally, the conclusions and suggestions for future work are given.
5. Conclusions
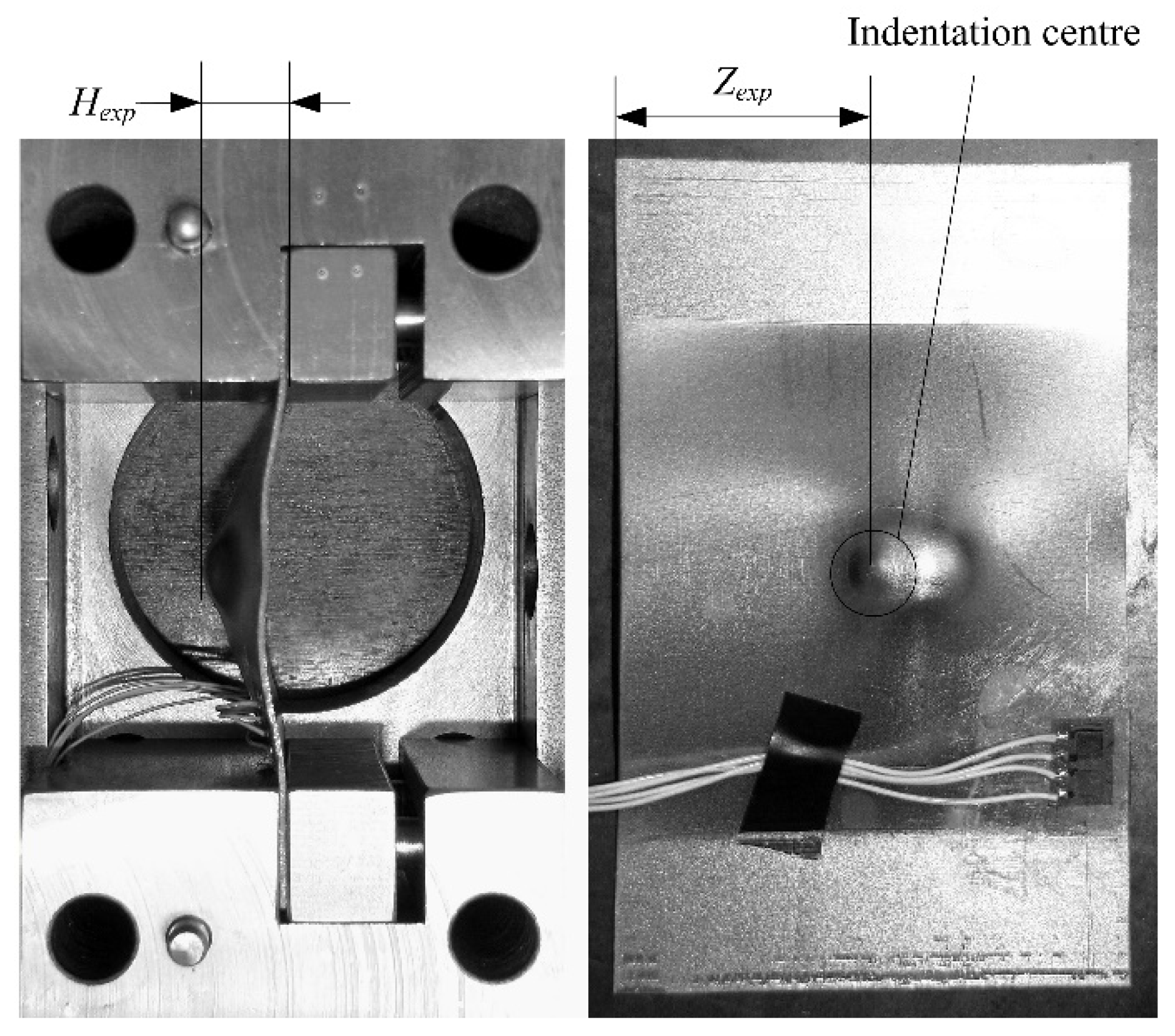
This article presents a general approach to estimate the parameters that determine the behaviour of a material subjected to high strain rates. In our approach, the Taguchi experimental design was combined with the finite-element code LS-DYNA, the modelled response surface and three optimisation algorithms to estimate the material parameters based on the results of a standard static tensile test and a non-standard impact test between a ball and a thin sheet. With a reverse-engineering procedure and a completely different experiment, when compared to the literature data, the presented approach was applied to the realistic case of a material parameter estimation for the Johnson-Cook material model at low and intermediate values of the strain rates. Additionally, the second approach was performed using a full-factorial DoE technique to compare the accuracy of the presented approach.
It turned out that it is possible to obtain reliable estimates of the Johnson-Cook parameters (
B,
n,
C) with a suitable design-of-simulation approach using only two iteration runs, i.e., first with the wide-domain approach from which the narrower domain of the design space was isolated. Nevertheless, even with two iteration runs using the Taguchi-array approach, the total number of simulations was significantly lower than with the full-factorial arrangement of the design-space combinations in the narrower domain. The optimisation process based on TA points had 2.5 times less simulations for the similar range of parameters, but with higher number of parameter levels as the optimisation process based on the FFE points. If the calculation time for the whole TA procedure is accounted, this is approximately more than two times faster than for the FFE procedure. Further, it was shown that the GD algorithm found a better optimum with a smaller dispersion in 30 repetitions on the TA modelled response surface as the other two algorithms, even though it was much slower. On the FFE modelled response surface the two metaheuristic algorithms were evidently better. The most consistent results were given by DASA, but with slightly slower calculation time than RVGA. Moreover, the estimated material parameters for the observed material model are consistent and comparable with the results from the literature. The results from our study are practically in the same order of magnitude. The optimum value of parameter
B is about 30% higher in comparison with [
17,
21] but two times smaller than [
18], while the optimum value of the parameter
n is in the middle of the range found in the literature and the optimum value of the parameter C is in fact the lowest in comparison with those from the literature, but only 10% lower than the smallest value reported in [
17].










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}