
Optimal Joint Path Planning of a New Virtual-Linkage-Based Redundant Finishing Stage for Additive-Finishing Integrated Manufacturing


Abstract
:1. Introduction
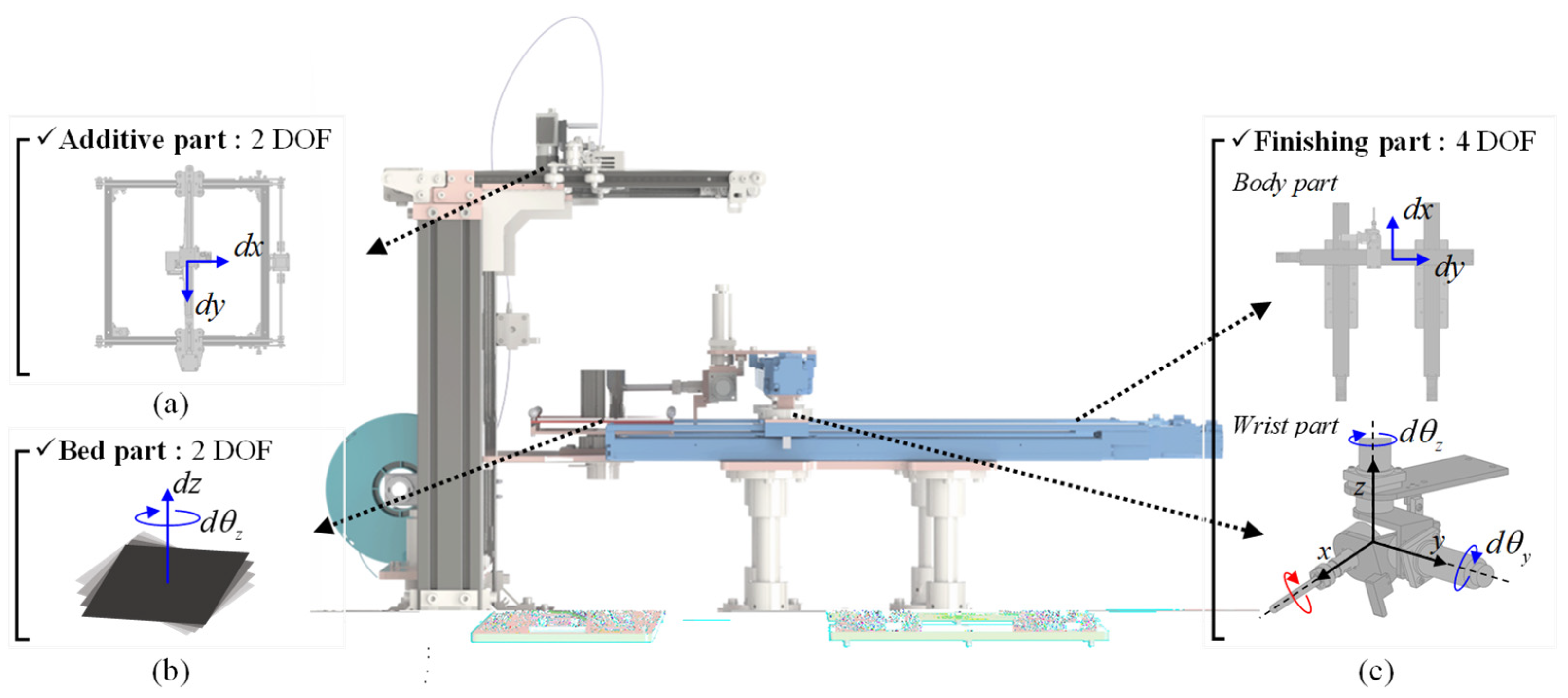
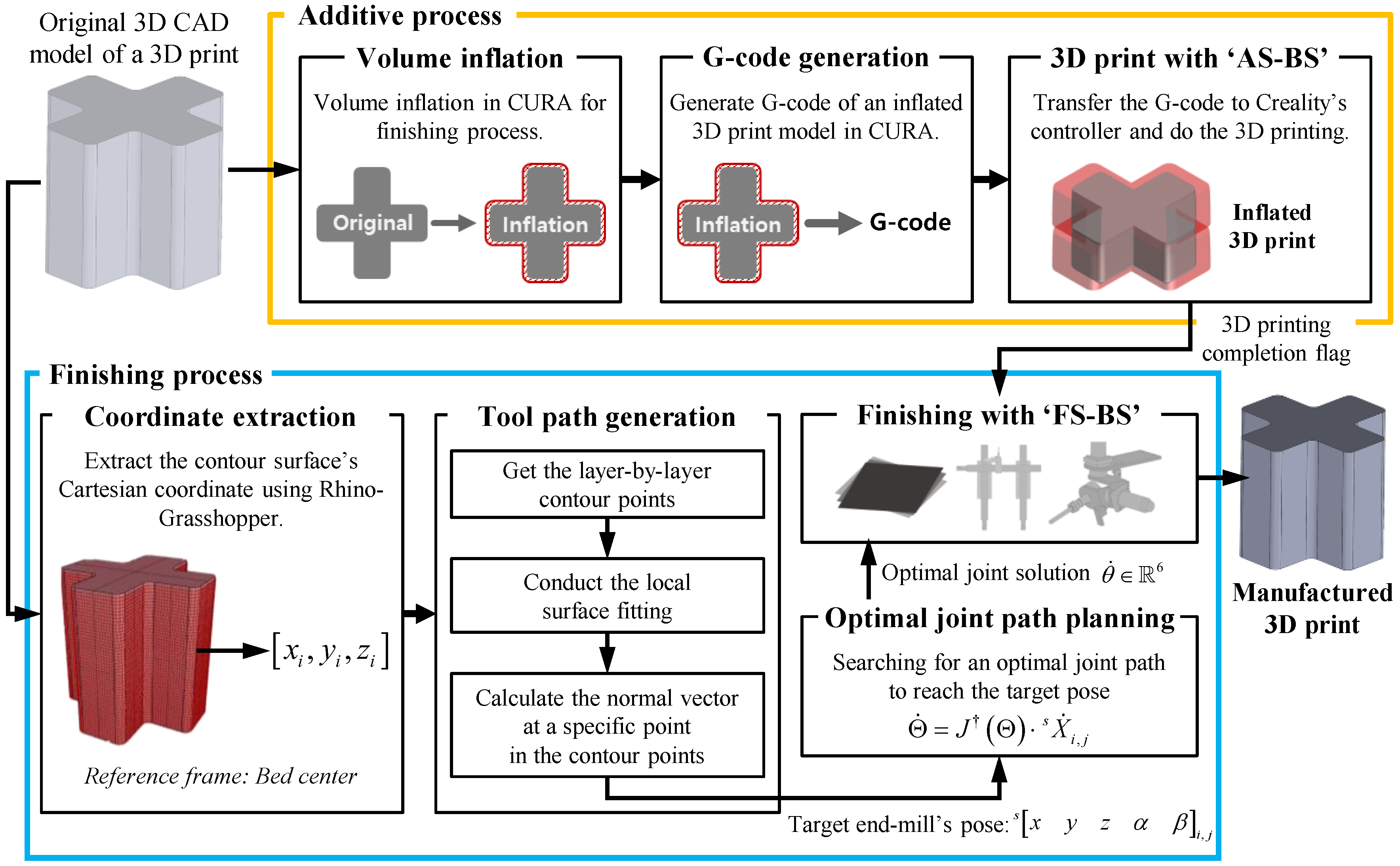
2. Design of AFM and Kinematics Analysis
3. Redundancy Optimization for Joint Path Planning
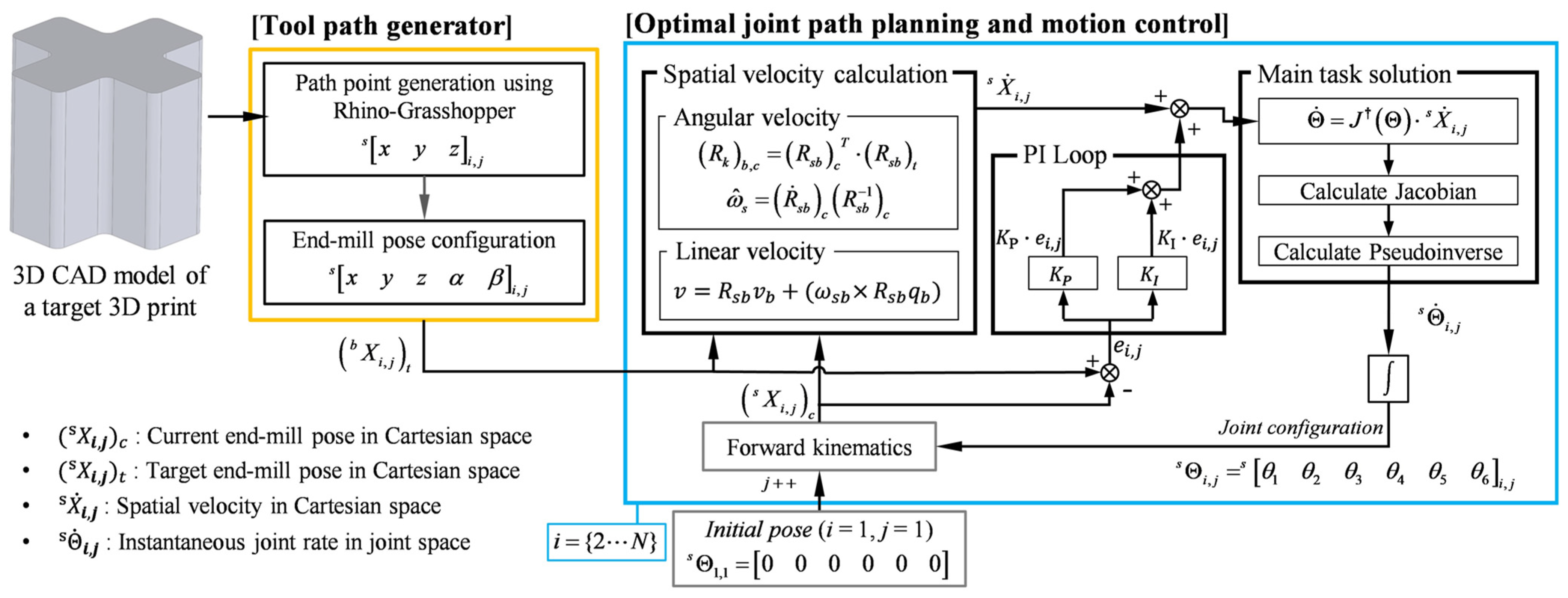
3.1. Minimum Euclidian Norm Solution for Optimal Joint Space Solution for Given Tool Path
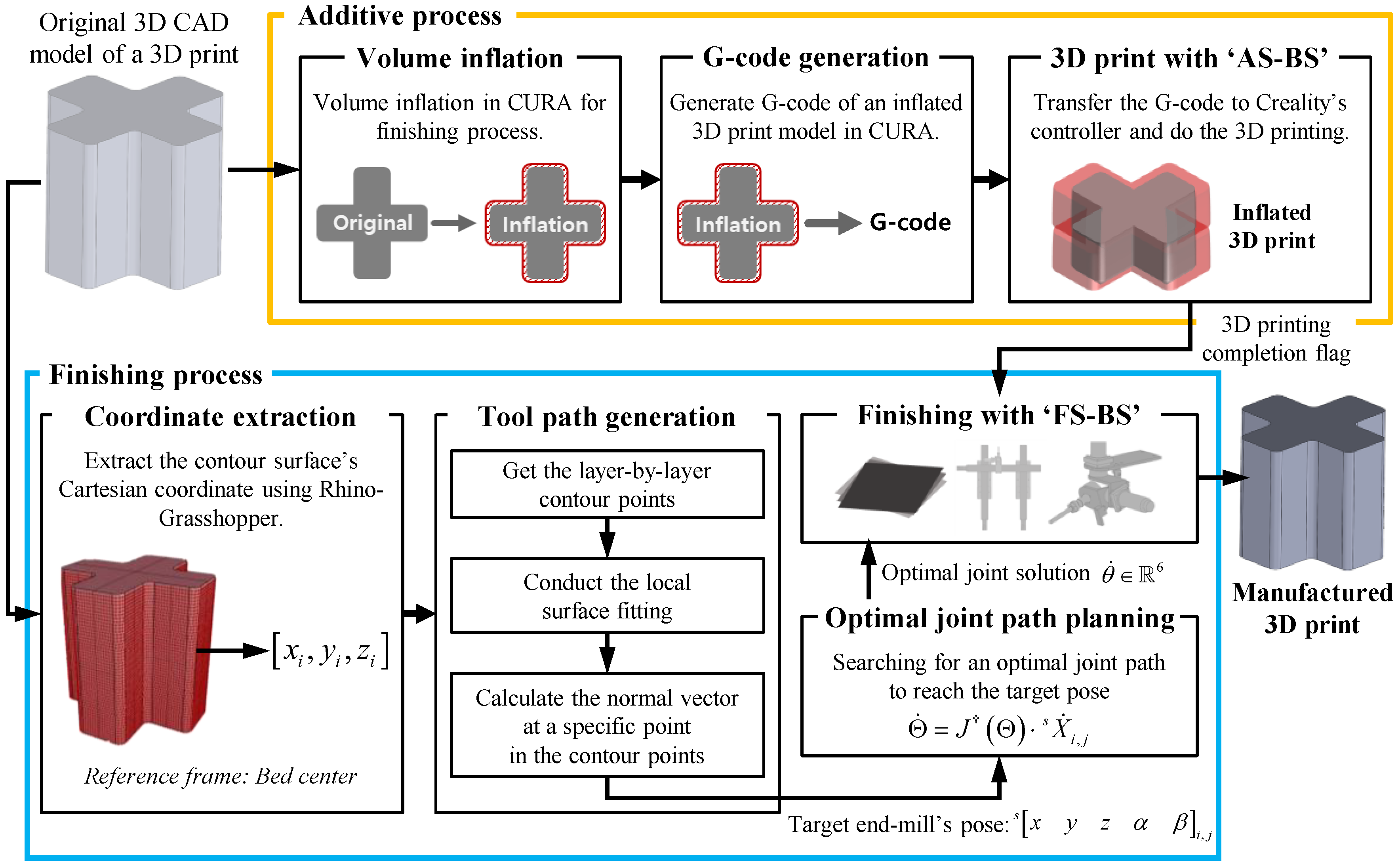
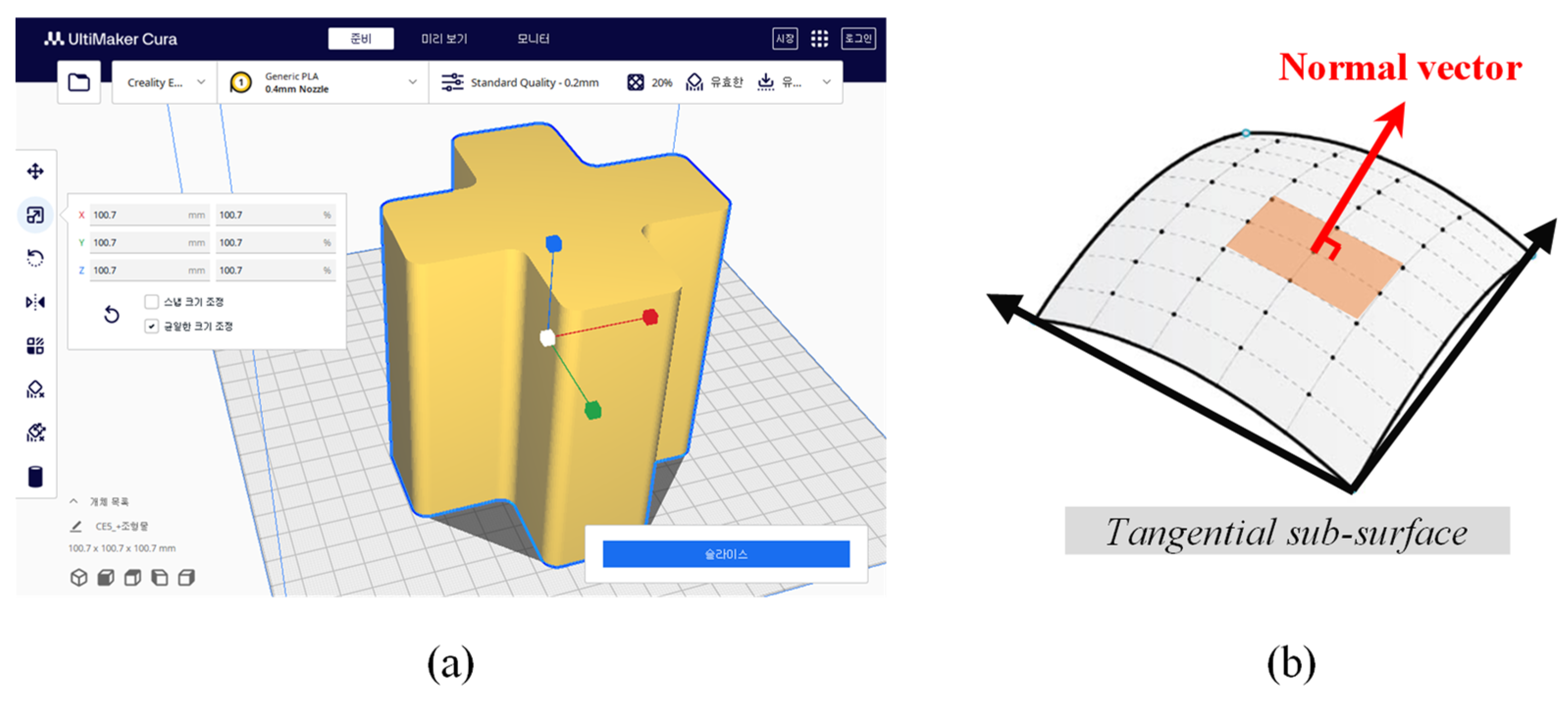
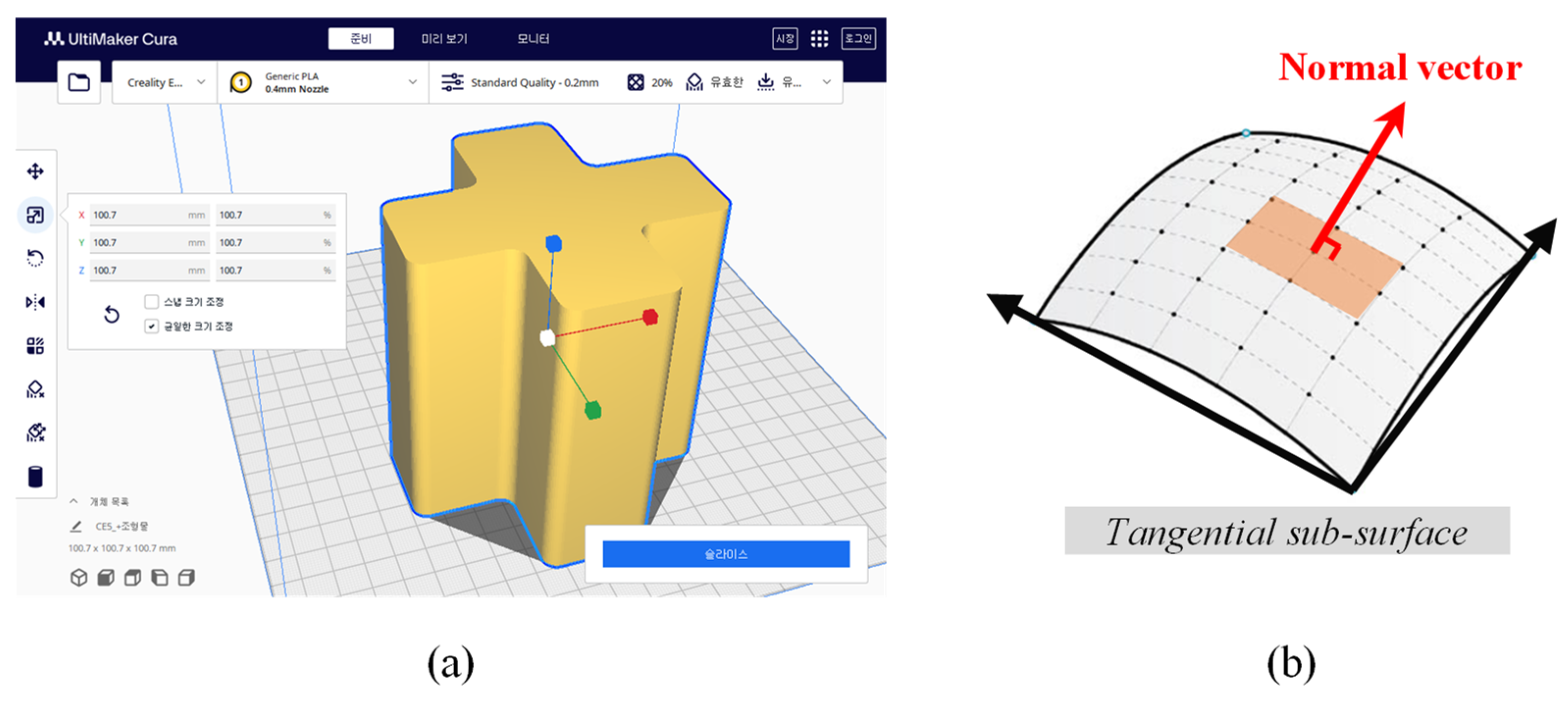
3.2. Tool Path Generation of the Inflated CAD Model of 3D Print with CURA Slicer
| Algorithm 1 Tool path generation | |
| 1: | Input (3D point surface coordinate Ni(xi,yi,zi)) |
| 2: | for i = 1 to n do |
| 3: | if , then |
| 4: | for j = 1 to n do |
| 5: | layer_points_x = Nj(0) |
| 6: | layer_points_y = Nj(1) |
| 7: | end |
| 8: | surface_spline = RectBivariateSpline(layer_points_x, layer_points_y, ) |
| 9: | z_point = surface_spline(x, y, grid=False) |
| 10: | Calculate |
| 11: | dx = surface_spline(x, y, dx = 1, dy = 0, grid = False) |
| 12: | dy = surface_spline(x, y, dx = 0, dy = 1, grid = False) |
| 13: | normal_vector |
| 14: | return normal_vector |
| 15: | end |
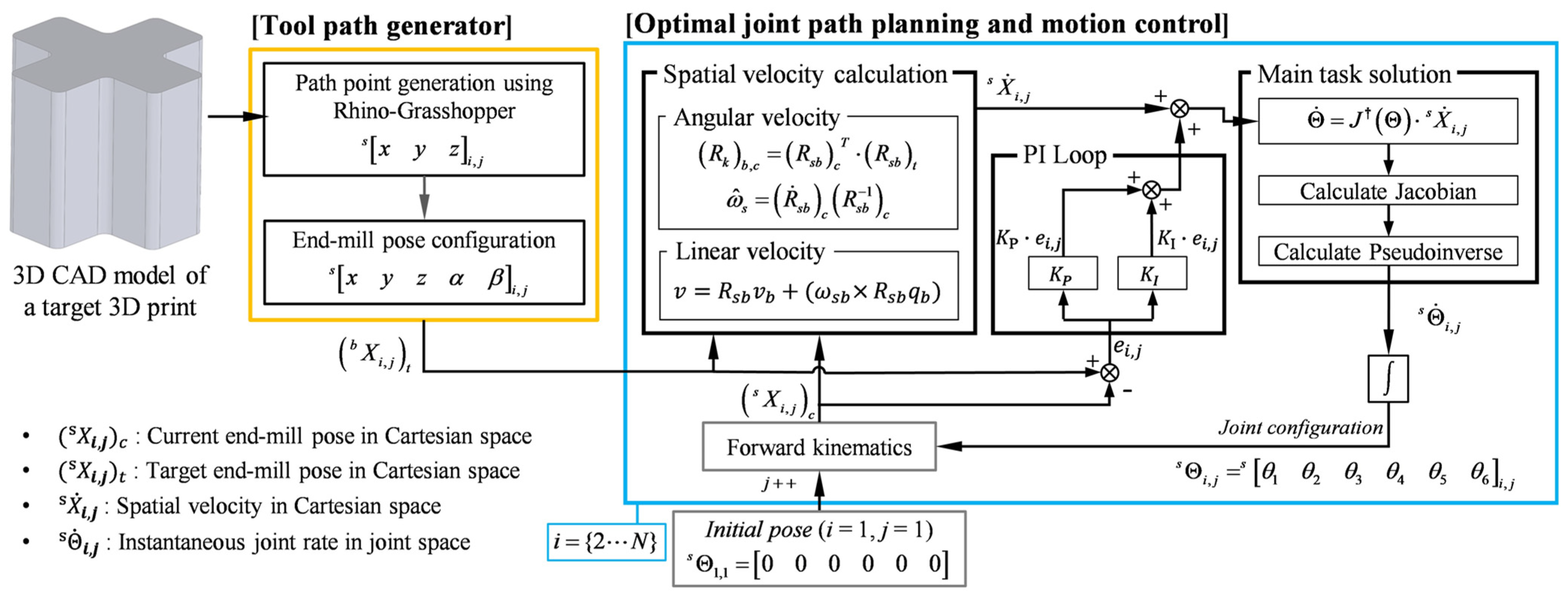
3.3. Frameworks of Optimal Joint Path Planning and Motion Control
4. Results and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Kumbhar, N.N.; Mulay, A.V. Post processing methods used to improve surface finish of products which are manufactured by additive manufacturing technologies: A review. J. Inst. Eng. India Ser. C 2018, 99, 481–487. [Google Scholar] [CrossRef]
- Jiang, P.; Rifat, M.; Basu, S. Impact of surface roughness and porosity on lattice structures fabricated by additive manufacturing-A computational study. Procedia Manuf. 2020, 48, 781–789. [Google Scholar] [CrossRef]
- Grzesik, W. Hybrid additive and subtractive manufacturing processes and systems: A review. J. Mach. Eng. 2018, 18, 5–24. [Google Scholar] [CrossRef]
- Grzesik, W. Hybrid manufacturing of metallic parts integrated additive and subtractive processes. Mechanik 2018, 9, 468–475. [Google Scholar] [CrossRef]
- DMG MORI. Lasertec 65 DED Hybrid. DMG MORI. Available online: https://de.dmgmori.com/produkte/maschinen/additive-manufacturing/pulverdueseverfahren/lasertec-65-ded-hybrid (accessed on 1 January 2016).
- Ma, G.; Zhao, G.; Li, Z.; Yang, M.; Xiao, W. Optimization strategies for robotic additive and subtractive manufacturing of large and high thin-walled aluminum structures. Int. J. Adv. Manuf. Technol. 2019, 101, 1275–1292. [Google Scholar] [CrossRef]
- Zhang, S.; Gong, M.; Zeng, X.; Gao, M. Residual stress and tensile anisotropy of hybrid wire arc additive-milling subtractive manufacturing. J. Mater. Process. Technol. 2021, 293, 117077. [Google Scholar] [CrossRef]
- Singh, R.; Singh, S.; Singh, I.P.; Fabbrocino, F.; Fraternali, F. Investigation for surface finish improvement of FDM parts by vapor smoothing process. Compos. Part B Eng. 2017, 111, 228–234. [Google Scholar] [CrossRef]
- Cunico, M.W.M.; Cavalheiro, P.M.; de Carvalho, J. Development of automatic smoothing station based on solvent vapour attack for low cost 3D Printers. In 2017 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2017. [Google Scholar]
- Tomal, A.N.M.A.; Saleh, T.; Khan, R. Improvement of dimensional accuracy of 3-D printed parts using an additive/subtractive based hybrid prototyping approach. IOP Conf. Ser. Mater. Sci. Eng. 2017, 260, 012031. [Google Scholar] [CrossRef]
- Lu, Y.-A.; Tang, K.; Wang, C.-Y. Collision-free and smooth joint motion planning for six-axis industrial robots by redundancy optimization. Robot. Comput.-Integr. Manuf. 2021, 68, 102091. [Google Scholar] [CrossRef]
- Liu, Z.; Li, R.; Zhao, L.; Xia, Y.; Qin, Z.; Zhu, K. Automatic joint motion planning of 9-DOF robot based on redundancy optimization for wheel hub polishing. Robot. Comput.-Integr. Manuf. 2023, 81, 102500. [Google Scholar] [CrossRef]
- Dai, C.; Lefebvre, S.; Yu, K.-M.; Geraedts, J.M.P.; Wang, C.C.L. Planning jerk-optimized trajectory with discrete time constraints for redundant robots. IEEE Trans. Autom. Sci. Eng. 2020, 17, 1711–1724. [Google Scholar] [CrossRef]
- Lu, S.; Ding, B.; Li, Y. Minimum-jerk trajectory planning pertaining to a translational 3-degree-of-freedom parallel manipulator through piecewise quintic polynomials interpolation. Adv. Mech. Eng. 2020, 12, 1687814020913667. [Google Scholar] [CrossRef]
- Gosselin, C.; Schreiber, L.-T. Kinematically redundant spatial parallel mechanisms for singularity avoidance and large orientational workspace. IEEE Trans. Robot. 2016, 32, 286–300. [Google Scholar] [CrossRef]
- Tong, J.; Lou, Y.; Lyu, H.; Liu, Y.; Yang, X. Automatic Tool Path Planning Strategy Based on Feature Extraction of 3D Models. In Proceedings of the 2018 IEEE International Conference on Robotics and Biomimetics (ROBIO), Kuala Lumpur, Malaysia, 12–15 December 2018; pp. 1677–1682. [Google Scholar]
- Verl, A.; Valente, A.; Melkote, S.; Brecher, C.; Ozturk, E.; Tunc, L.T. Robots in machining. CIRP Ann. 2019, 68, 799–822. [Google Scholar] [CrossRef]
- Huber, G.; Wollherr, D. Globally Optimal Online Redundancy Resolution for Serial 7-DOF Kinematics along SE (3) Trajectories. In Proceedings of the 2021 IEEE International Conference on Robotics and Automation (ICRA), Xi’an, China, 30 May–5 June 2021; pp. 7570–7576. [Google Scholar]
- Nakamura, Y. Advanced Robotics: Redundancy and Optimization; Addison-Wesley Longman Publishing Co., Inc.: Reading, MA, USA, 1990. [Google Scholar]
- Wang, J.; Li, Y.; Zhao, X. Inverse kinematics and control of a 7-DOF redundant manipulator based on the closed-loop algorithm. Int. J. Adv. Robot. Syst. 2010, 7, 37. [Google Scholar] [CrossRef]
- Ultimaker. Ultimaker/Cura: Open Source 3D Printer Management Software. 2023. Available online: https://github.com/Ultimaker/Cura (accessed on 22 November 2023).
- Yu, J.W.; Hyung, J.J.; Park, J.H.; Dong, H.L. Analysis of Correlation between FDM Additive and Finishing Process Conditions in FDM Additive-Finishing Integrated Process for the Improved Surface Quality of FDM Prints. J. Korean Soc. Precis. Eng. 2022, 39, 159–165. [Google Scholar] [CrossRef]
- Grasshopper 3D. Version Rhino8. 2023. Available online: https://www.rhino3d.com/download/ (accessed on 22 November 2023).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
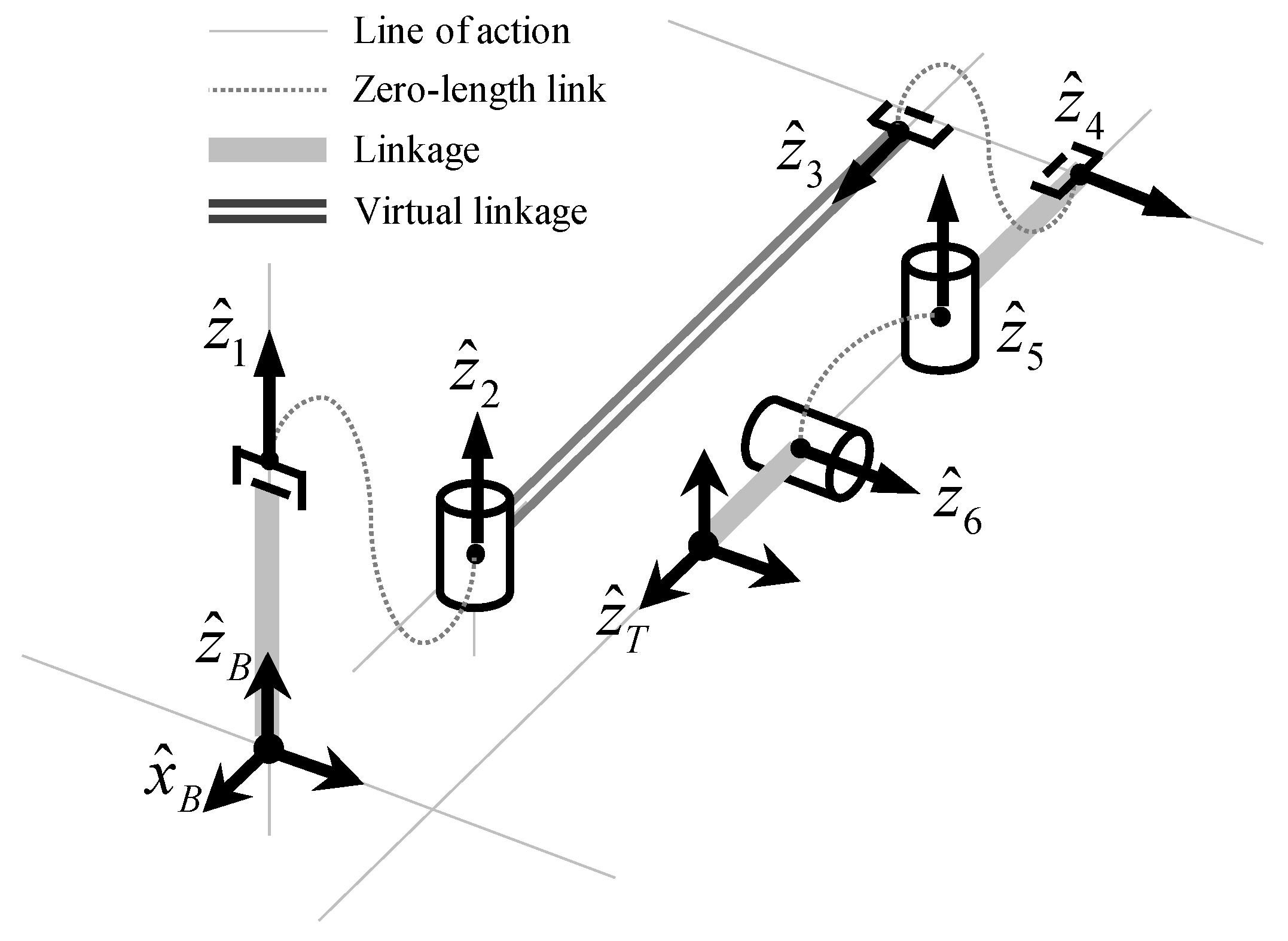
| Frame i | |||
|---|---|---|---|
| 1 | (0, 0, 0) | (0, 0, 0) | (0, 0, 1) |
| 2 | (0, 0, 1) | (0, 0, 0) | (0, 0, 0) |
| 3 | (0, 0, 0) | (−L3, 0, 0) | (1, 0, 0) |
| 4 | (0, 0, 0) | (−L3, 0, 0) | (0, 1, 0) |
| 5 | (0, 0, 1) | (−L3, 0, 0) | (0, L3, 0) |
| 6 | (0, 1, 0) | (−L3, 0, 0) | (0, 0, −L3) |
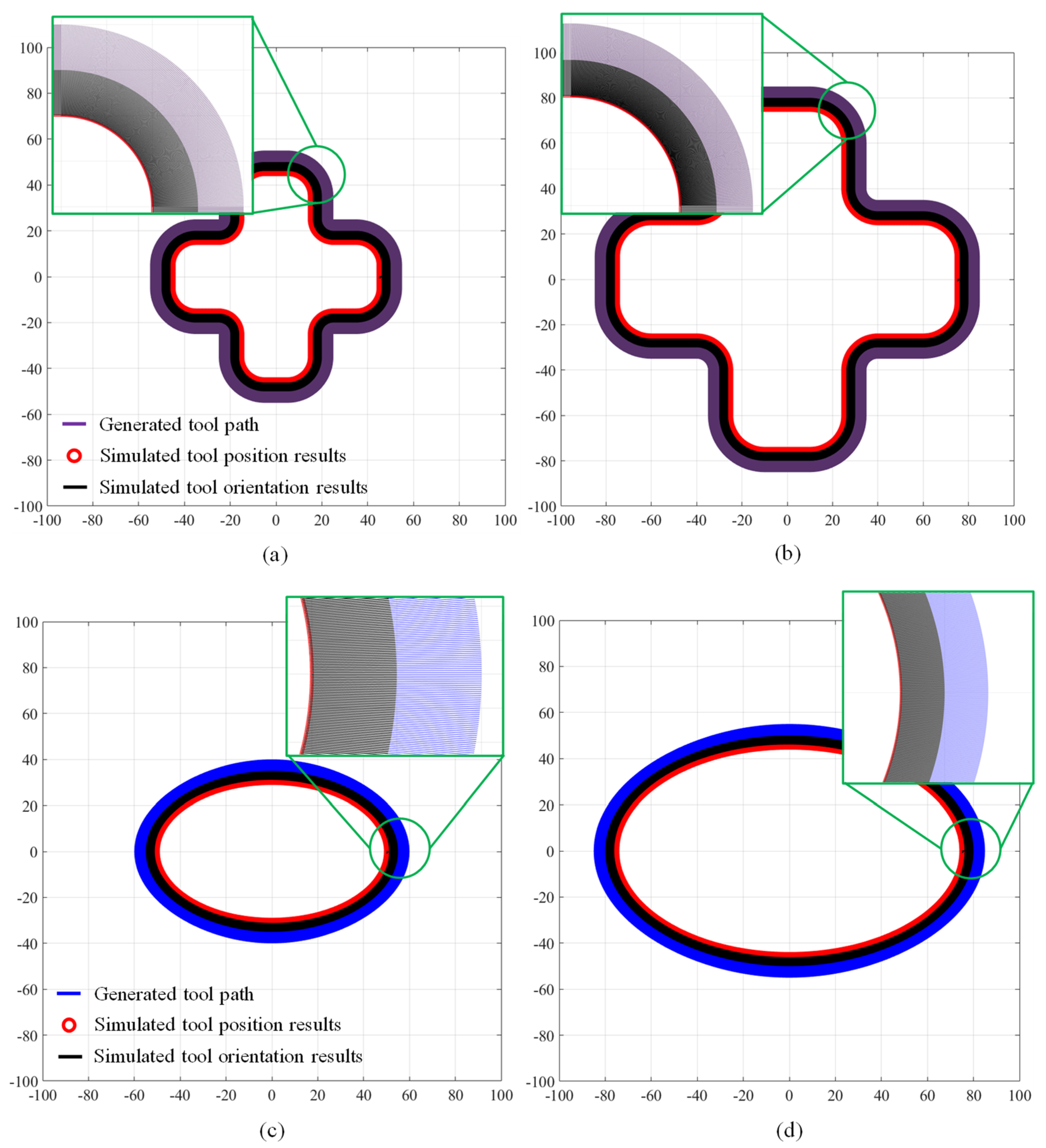
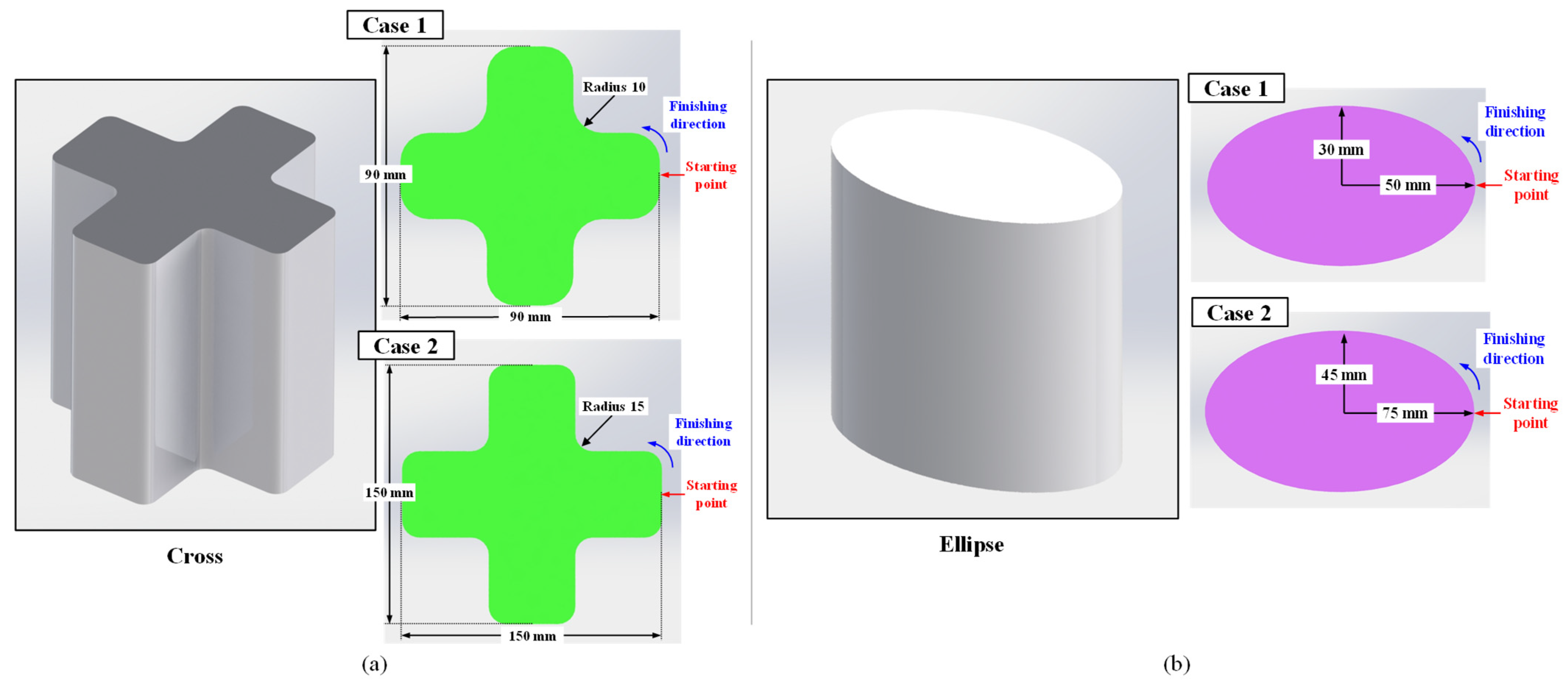
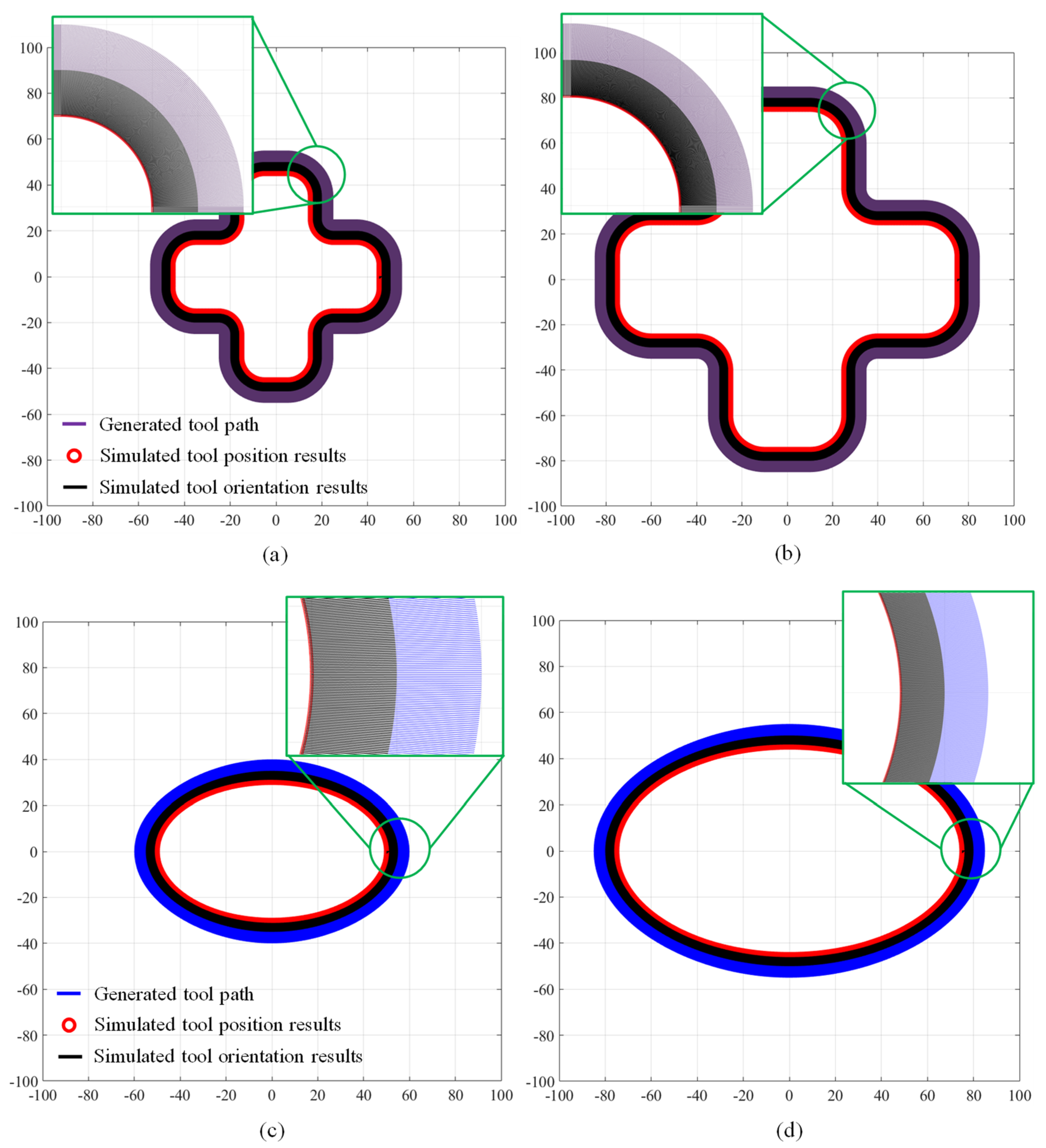
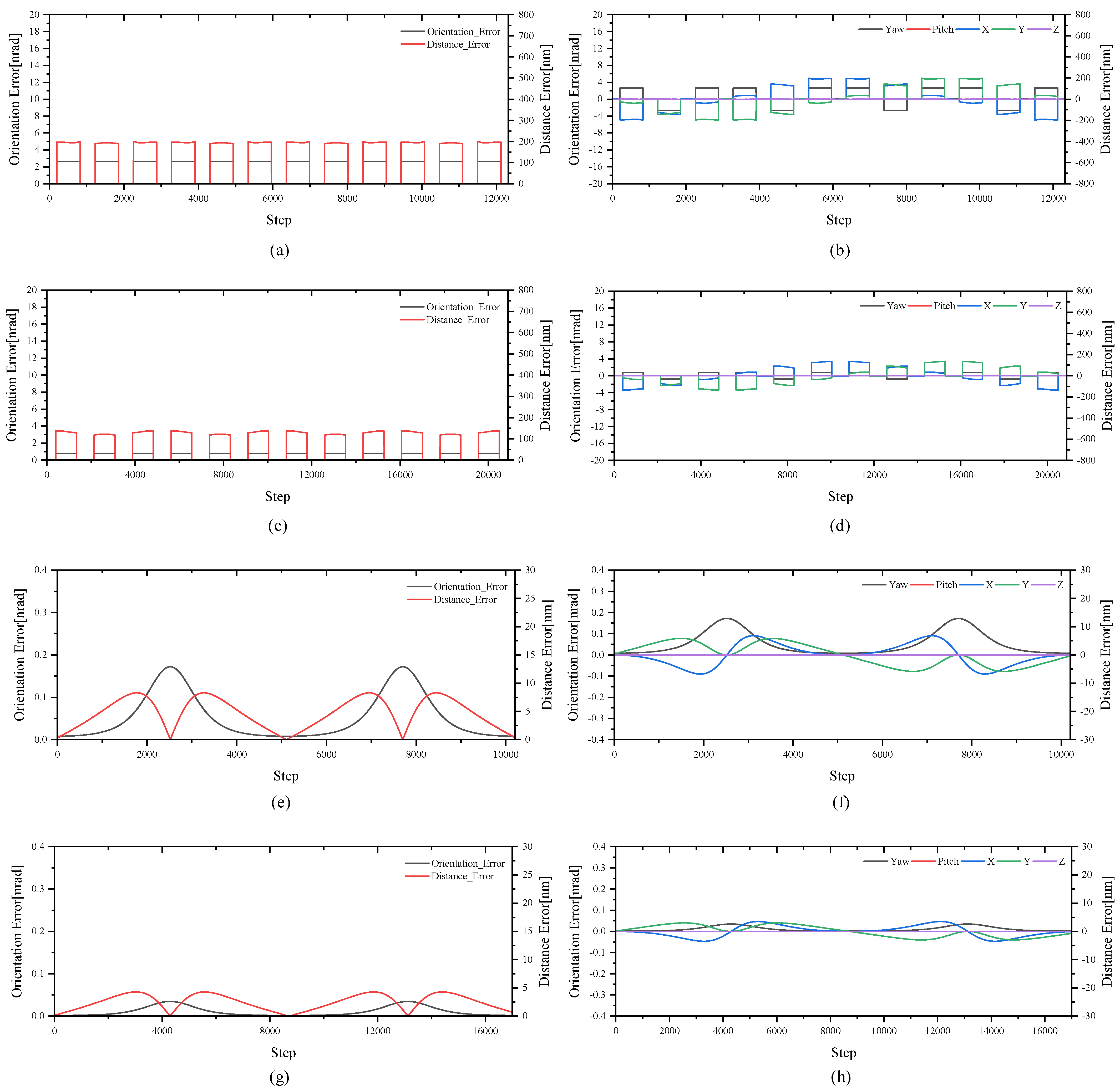
| Case 1 | Case 2 | |||
|---|---|---|---|---|
| Distance Error [RMS (Peak)] | Orientation Error [RMS (Peak)] | Distance Error [RMS (Peak)] | Orientation Error [RMS (Peak)] | |
| Cross shape | 152.33 (201.00) × 10−9 m | 2.04 (2.62) × 10−9 rad | 95.49 (137.62) × 10−9 m | 0.57 (0.77) × 10−9 rad |
| Ellipse shape | 5.38 (8.29) × 10−9 m | 0.07 (0.17) × 10−9 rad | 2.78 (4.27) × 10−9 m | 0.01 (0.03) × 10−9 rad |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, J.; Jeon, H.; Jeong, H.; Lee, D. Optimal Joint Path Planning of a New Virtual-Linkage-Based Redundant Finishing Stage for Additive-Finishing Integrated Manufacturing. Mathematics 2023, 11, 4995. https://doi.org/10.3390/math11244995
Yu J, Jeon H, Jeong H, Lee D. Optimal Joint Path Planning of a New Virtual-Linkage-Based Redundant Finishing Stage for Additive-Finishing Integrated Manufacturing. Mathematics. 2023; 11(24):4995. https://doi.org/10.3390/math11244995
Chicago/Turabian StyleYu, Jiwon, Haneul Jeon, Hyungjin Jeong, and Donghun Lee. 2023. "Optimal Joint Path Planning of a New Virtual-Linkage-Based Redundant Finishing Stage for Additive-Finishing Integrated Manufacturing" Mathematics 11, no. 24: 4995. https://doi.org/10.3390/math11244995
APA StyleYu, J., Jeon, H., Jeong, H., & Lee, D. (2023). Optimal Joint Path Planning of a New Virtual-Linkage-Based Redundant Finishing Stage for Additive-Finishing Integrated Manufacturing. Mathematics, 11(24), 4995. https://doi.org/10.3390/math11244995