

Optimal Circular Economy and Process Maintenance Strategies for an Imperfect Production–Inventory Model with Scrap Returns




Abstract
:1. Introduction
2. Literature Review
3. Notation and Assumptions
3.1. Notation
3.2. Assumptions
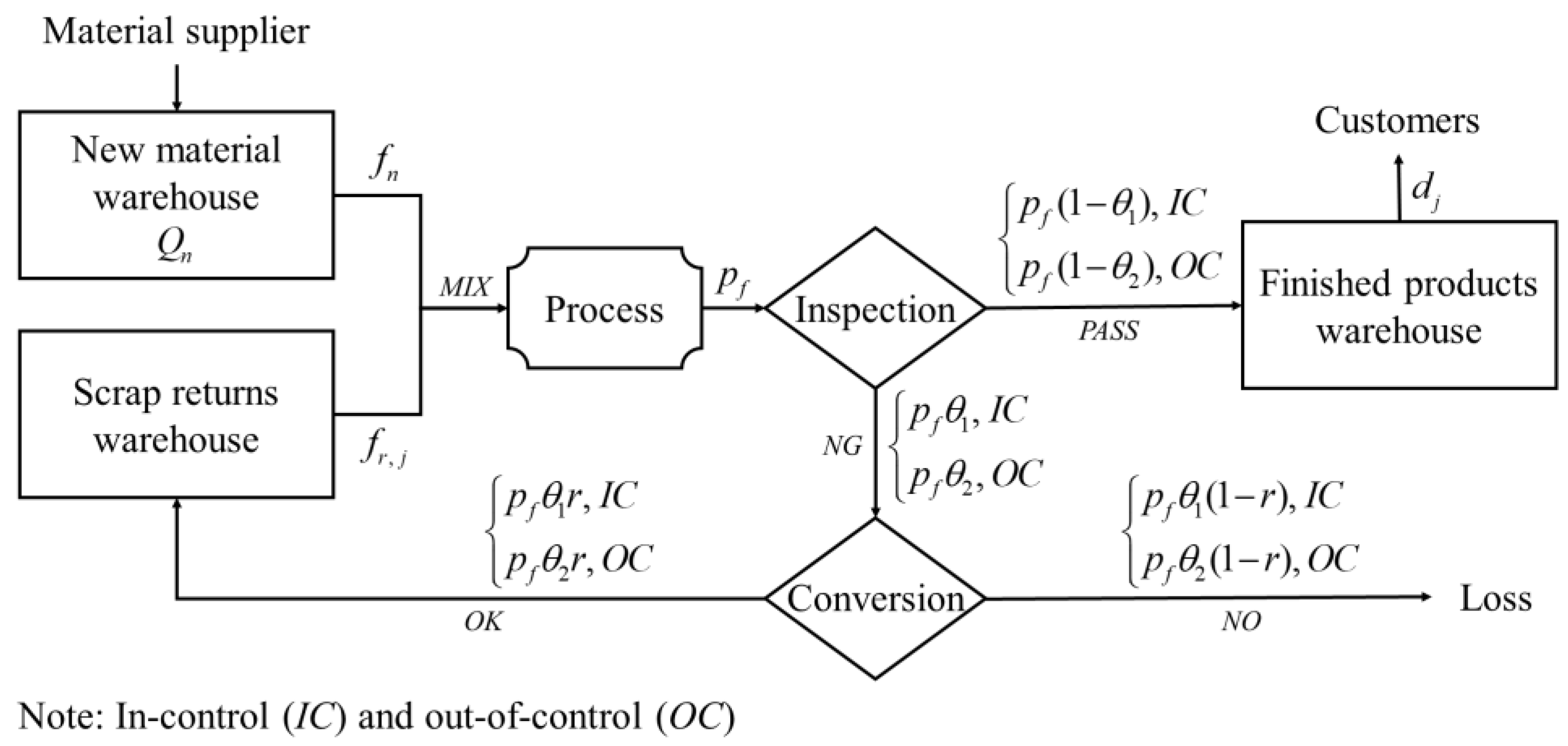
- Consider a production line that is not perfect and that produces multiple products, with the availability of process maintenance. For simplicity, we first establish a production–inventory model with two products. The production cost and materials used for the two products are the same, and the materials used are a mixture of new materials and scrap returns. Figure 1 illustrates a schematic process of the production line.
- The defective products can be processed to scrap returns after passing the conversion stage. The conversion stage is used to process defective products into usable secondary raw materials through some special equipment, such as a furnace, blender, and extractor. However, a portion of defective products cannot be processed to scrap returns due to the imperfect conversion process. This study considers that capital investment in recovery capacity improvement is available, assuming it increases with the recovery rate.
- The process is not always in the in-control stage due to degraded equipment; it randomly shifts from the in-control stage to the out-of-control stage after a while, . In this study, is assumed to be a random variable with a normal distribution. That is, , where and are the mean and standard deviation, respectively (please refer to Su et al. [12]).
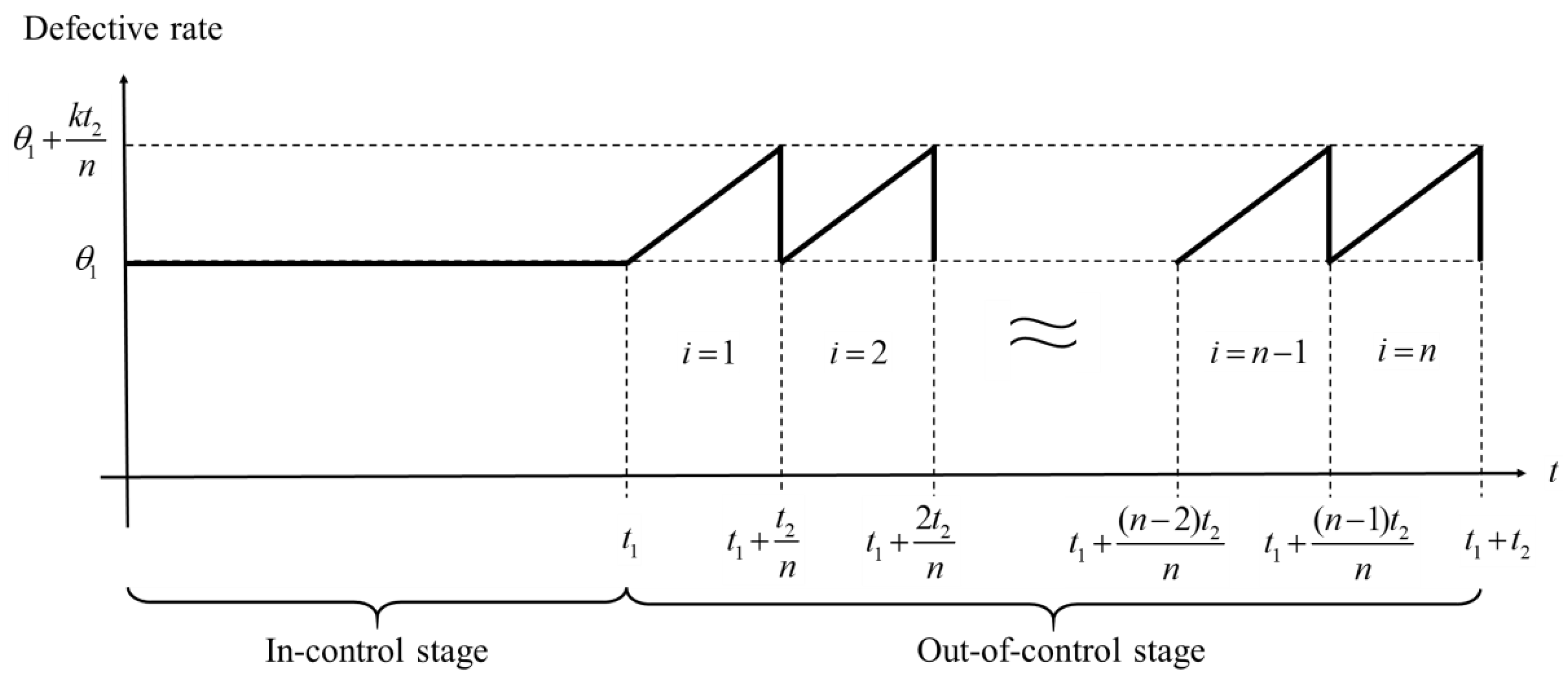
- The defective rate during the in-control stage is constant and lower than or equal to that during the out-of-control stage, i.e., . In contrast, the defective rate during the out-of-control stage increases over time, but it can be returned to after process maintenance. Note that process maintenance needs to be performed once for the next cycle after the end of the production system. However, if the maintenance cost is affordable, increasing the number of maintenance times during the out-of-control stage can reduce the waste of resources and indirectly increase production run time to retard the growth of the production cost. At this time, the number of maintenance times during the production cycle will be greater than one. Consequently, we will establish a generalized model for finding the optimal number of maintenance times. In this study, the defective rate during the out-of-control stage is set as the following linear function of time (denoted by ):where , and . Note that the maximum defective rate is . Because the defective rate must be less than 1, there is a condition for a combination of decision variables, i.e., . Figure 2 shows the change in the defective rate over time during a cycle.
- It is assumed that the feed rates of scrap returns for two products are different and that they satisfy the inequality, . Generally, product 1 and product 2 are arranged for manufacture in the in-control and out-of-control stages, respectively. In the in-control stage, the feed rate of scrap returns must be less than the recovery rate to avoid a lack of scrap returns, i.e., . On the contrary, the feed rate of scrap returns should exceed the recovery rate to avoid an unrestricted accumulation of scrap returns in the out-of-control stage, i.e., . Consequently, the inequality, , is held, which implies the recovery rate, .
- To avoid shortages in sales, the production rate of the finished product is assumed to exceed the demand rate, i.e., and .
4. Model Formulation
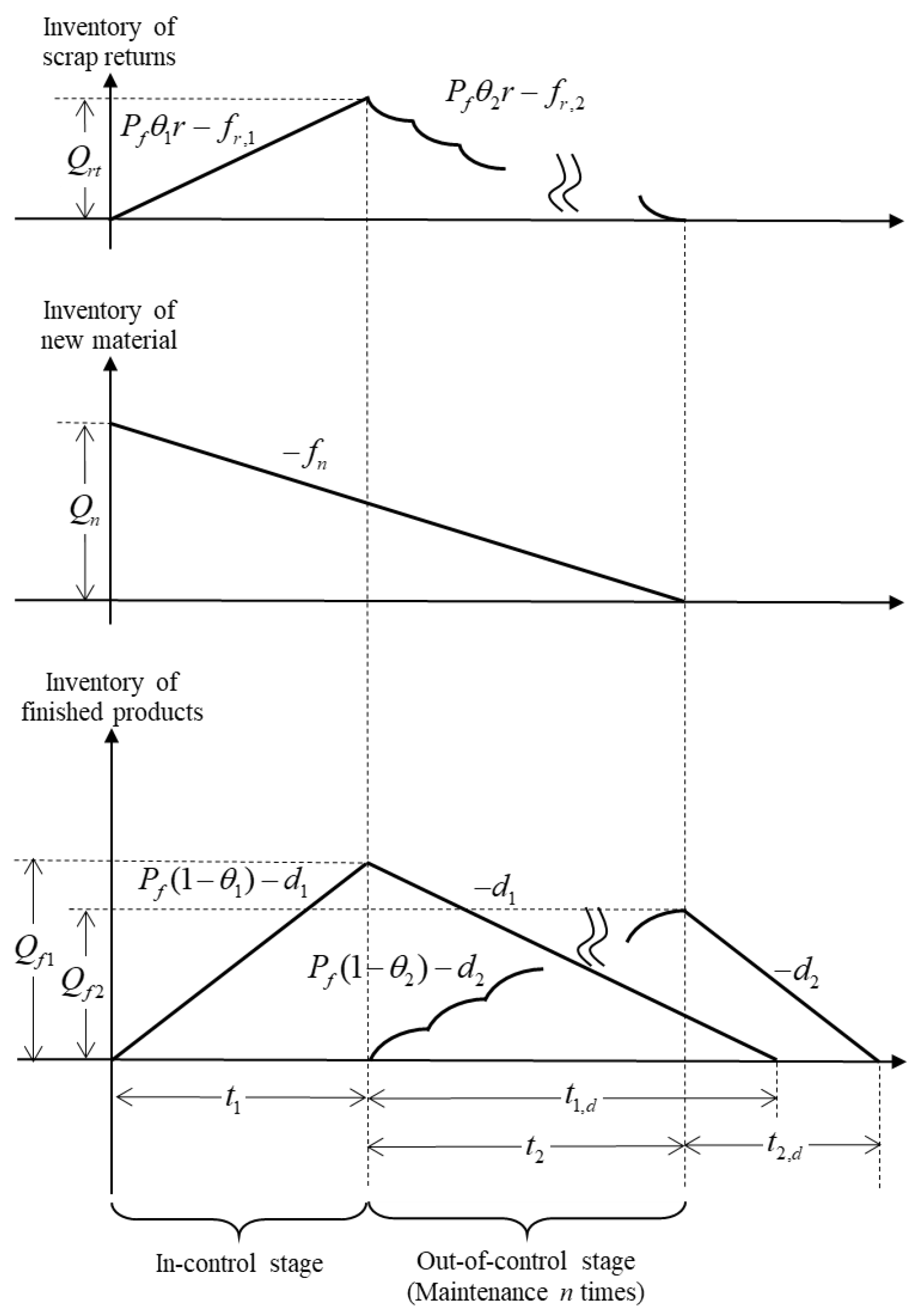
- During the in-control stage, the maximum stock of scrap returns can be obtained by multiplying growth rate and time length, i.e., . During the out-of-control stage, the inventory level of scrap returns (denoted by ) can be governed by the following differential equations:with boundary conditions and , where . Solving these differential equations, a general formulation for can be obtained as follows:Based on , a closed form of can be derived as follows:
- The maximum purchasing quantity for new material can be obtained by multiplying feed rate and total production run time, i.e., ;
- The maximum stock of product 1 can be obtained by multiplying the growth rate and time length during the in-control stage. Furthermore, it can also be obtained by multiplying the demand rate and the period during which the stock depletes, i.e.,
- 4.
- The following differential equations can govern the inventory level of product 2 during the out-of-control stage (denoted by ):with boundary conditions and , where . Similarly, by solving these differential equations, can be obtained as follows:
- 5.
- Because the maximum stock of product 2 is , it can be obtained by multiplying the demand rate and the period during which the stock depletes, i.e.,
- (a)
- Ordering and set-up costs (denoted by ): Both ordering and set-up costs are fixed costs, which implies that . These costs are associated with the delivery, layout, inspection, adjustment, and preparation.
- (b)
- Holding cost: The holding cost includes the storage space and preservation for three stock types: material, scrap returns, and finished products. By examining the pattern in Figure 3, we have separately compiled the holding cost per cycle for the three types, as shown below:
- (b-1)
- Cost of holding material (denoted by ):
- (b-2)
- Cost of holding scrap returns (denoted by ):
- (b-3)
- Cost of holding product 1 (denoted by ):
- (b-4)
- Cost of holding product 2 (denoted by ):
- (c)
- Production cost (denoted by ): Because the total yield in a cycle is , the production cost per cycle is obtained by multiplying the unit production cost by the total yield; that is: .
- (d)
- Recovery cost (denoted by ): The total quantity of the defective products in a cycle is . After multiplying it by the unit processing cost, the recovery cost per cycle can be obtained as follows:wherein the term of is the difference between the total yield and the demand of product 2 in a cycle. It can also be presented as the total quantity of defective items for product 2, i.e., .
- (e)
- The opportunity cost for recovery loss (denoted by ): Because the total unrecovered quantity of defective products is , the opportunity cost for recovery loss per cycle can be obtained as follows:
- (f)
- Purchasing cost (denoted by ): The purchasing cost is the result of multiplying the unit purchasing cost by the ordering quantity of material, i.e.,
- (g)
- Maintenance cost for production line (denoted by ): This cost is the maintenance cost multiplied by the number of maintenance times; that is:
- (h)
- Investment cost in the improvement of recovery equipment (denoted by ): This cost is usually formulated as an increasing function of the recovery rate. Imitating the investment function proposed by Priyan et al. [8], we establish an exponential investment function of recovery rate, which is , in which is an initial rate of recovery and represents the percentage increase in per dollar increase in . Because the recovery rate must fall in , this study considers an initial rate with the worst state of equipment, such that the initial recovery rate is larger and close to . Consequently, the feasible solution interval of the recovery rate is .
5. Model Solution
6. Numerical Example
- Demand parameters: 400 kg/day and 300 kg/day;
- Production parameters: 100 kg/day, 2 kg/day, 40 kg/day, 600 kg/day, and 3.4799 days. Note that the value of adopts the estimated results from Su et al. [12];
- Cost parameters: $1000, $10/kg, $5/kg, $2/kg, $0.15/kg, $0.10/kg, 50/time, $2 kg/day, $3 kg/day, $6 kg/day, $4 kg/day, and $100;
- Imperfect parameters: 0.1, 0.01, and 0.1;
- Accuracy parameter: .
7. Sensitivity Analysis and Managerial Insights
- Though the result that increasing the cost parameters will lead to an increase in the total cost is in line with practical intuition, it is found that the total cost per unit time is relatively sensitive to the production and holding costs (i.e., , , , and ). From a business operations perspective, if companies aim to effectively reduce total costs, they should prioritize parameters that exhibit relatively high sensitivity.
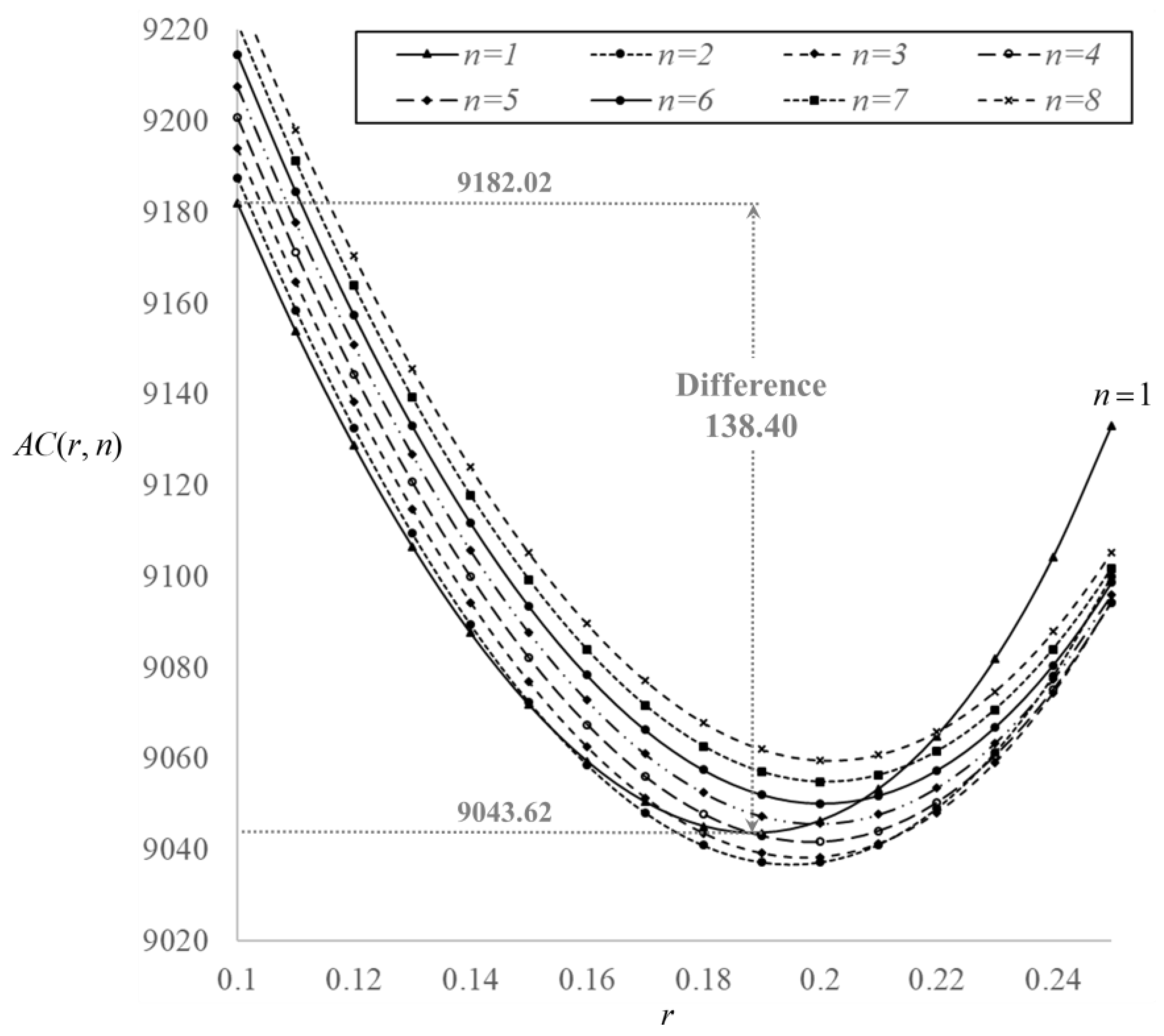
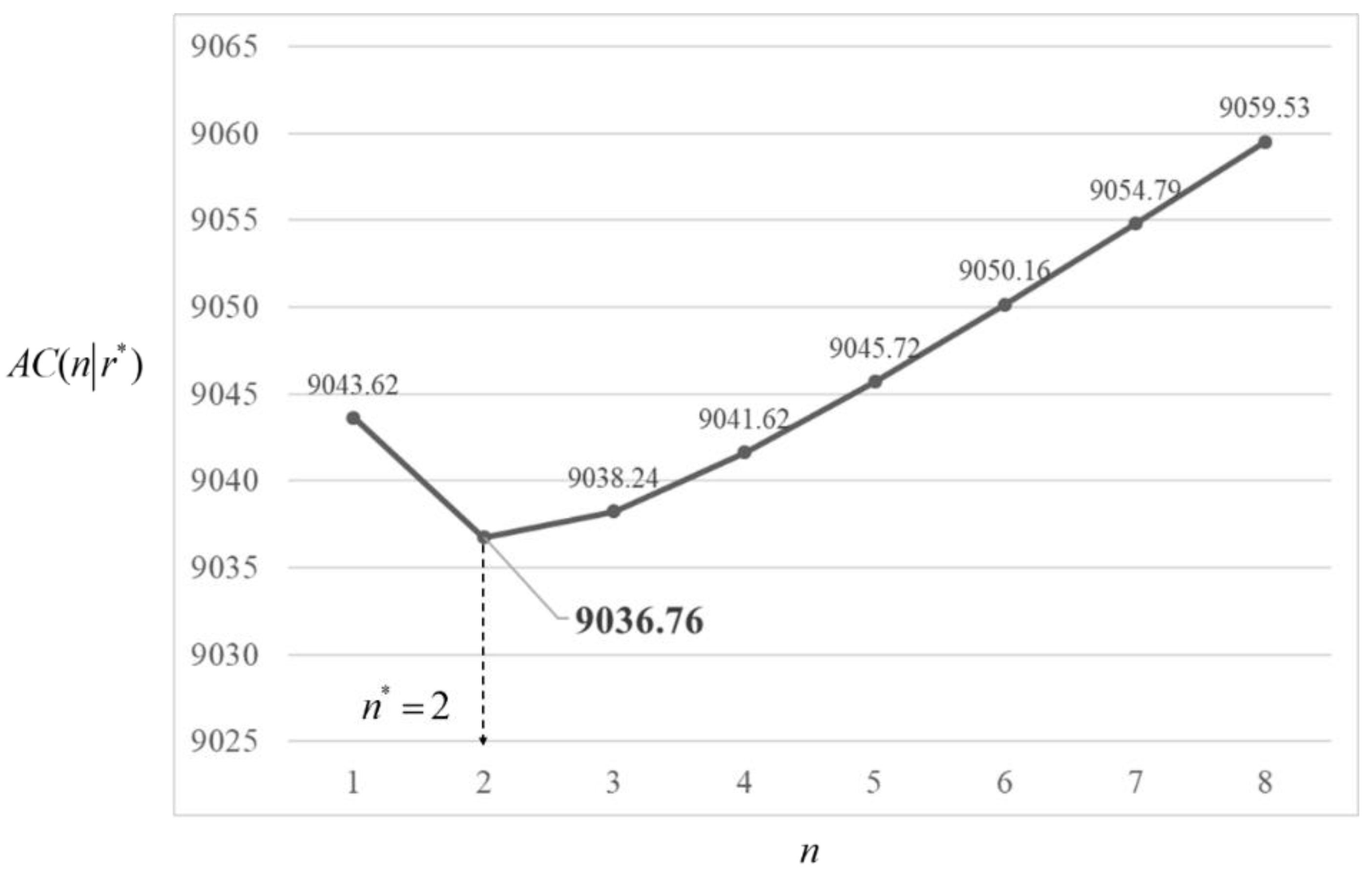
- When considering production-related cost parameters (i.e., , , , , , and ), an increase in the cost parameter value leads to higher optimal values of and . This implies that the manager could lengthen the production cycle to allocate the growth of these costs. Furthermore, the number of maintenance times could simultaneously increase when these costs increase excessively. From Table 2, the number of maintenance times changes from two to three as the production cost increases by 20%. More precisely, the number of maintenance times starts to increase when the production cost increases by 12%. Table 3 also provides information about the other cost parameters related to the upper boundaries of change in the number of maintenance times. The results show that a change in production-related cost has a higher impact on the number of maintenance times. On the other hand, the total cost per unit time is 9182.02 when both strategies are unimplemented. If both strategies are implemented, the total cost per unit can be saved by 150.84, as the parameter decreases by 20% (i.e., cost from 9182.02 to 9031.18; the reduction rate is 16.4%). If the parameter decreases by 20%, the total cost per unit can be saved by 147.35 (i.e., cost from 9182.02 to 9034.67; the reduction rate is 16.0%). From the above results, although both reduction rates are close, reducing parameter may be relatively efficient.
- Regarding holding cost parameters (i.e., , , , and ), with the increase in the value of or , the optimal values of and also increase. This implies that the manager could extend the production cycle to control the growth of these kinds of holding costs. For the holding cost of product 1, the upper boundary of change in the number of maintenance times is also shown in Table 3. Note that the effect of the change to a parameter on the number of maintenance times is not significant. However, the holding costs of product 2 () and the new material () yield opposite results, and even the number of maintenance times decreases. The main reason is that the production of product 2 is in the out-of-control stage involving decision making, and increasing the recovery rate and production time would lead to an increase in inventories of product 2 and new material requirements. This results in the manager having to reduce the length of the production cycle and the number of maintenance times to avoid the excessive growth of holding costs when the values of and increase.
- As for opportunity cost parameters (i.e., and ), the effects of the changes to opportunity costs on the values of optimal solutions and total cost are not significant. This implies that the manager could focus on other high-impact parameters related to production or investment control.
8. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| Parameters | |
| The ordering and set-up costs per cycle; | |
| The feed rate of new materials; | |
| The feed rate of scrap returns for a product , where ; | |
| The production rate of the finished product; | |
| The demand rate of the product , where ; | |
| The defective rate during the in-control stage; | |
| The defective rate during the out-of-control stage; | |
| The maximum stock of scrap returns; | |
| The maximum stock of the product , where ; | |
| The holding cost of scrap returns per unit/per unit time; | |
| The holding cost of new material per unit/per unit time; | |
| The holding cost of product per unit/per unit time, where ; | |
| The production cost of a finished product per unit; | |
| The processing cost for converting a defective product to scrap returns; | |
| The opportunity cost of a defective product that cannot be converted to scrap returns, where ; | |
| The purchasing cost of new material per unit; | |
| The maintenance cost of equipment for recovering an out-of-control stage to an in-control stage in the production line; | |
| The period during which the stock is depleted for the product , where ; | |
| The production run time during the in-control stage; random variable. | |
| Decision variables | |
| The production run time during the out-of-control stage; | |
| The purchasing quantity of new material per cycle; | |
| The recovery rate of scrap returns; | |
| The number of maintenance times with . | |
References
- Su, R.H.; Weng, M.W.; Huang, Y.F. Innovative maintenance problem in a two-stage production-inventory system with imperfect processes. Ann. Oper. Res. 2019, 287, 379–401. [Google Scholar] [CrossRef]
- Ellen MacArthur Foundation. Towards the Circular Economy: Economic and Business Rationale for an Accelerated Rransition. 2012. Available online: https://ellenmacarthurfoundation.org/topics/circular-economy-introduction/overview (accessed on 11 May 2023).
- Nkansah, A.; Attiogbe, F.; Kumi, E. Scrap metals’ role in circular economy in Ghana, using Sunyani as a case study. Afr. J. Environ. Sci. Technol. 2015, 9, 793–799. [Google Scholar]
- Paletta, A.; Filho, W.L.; Balogun, A.L.; Foschi, E.; Bonoli, A. Barriers and challenges to plastics valorization in the context of a circular economy: Case studies from Italy. J. Clean. Prod. 2019, 241, 118149. [Google Scholar] [CrossRef]
- Darwish, M.A.; Ben-Daya, M. Effect of inspection errors and preventive maintenance on a two-stage production inventory system. Int. J. Prod. Econ. 2007, 107, 301–313. [Google Scholar] [CrossRef]
- Pearn, W.L.; Su, R.H.; Weng, M.W.; Hsu, C.H. Optimal production run time for two-stage production system with imperfect processes and allowable shortages. Cent. Eur. J. Oper. Res. 2010, 19, 533–545. [Google Scholar] [CrossRef]
- Chang, H.J.; Su, R.H.; Yang, C.T.; Weng, M.W. An economic manufacturing quantity model for a two-stage assembly system with imperfect processes and variable production rate. Comput. Ind. Eng. 2012, 63, 285–293. [Google Scholar] [CrossRef]
- Priyan, S.; Mala, P.; Palanivel, M. A cleaner EPQ inventory model involving synchronous and asynchronous rework process with green technology investment. Clean. Logist. Supply Chain 2022, 4, 100056. [Google Scholar] [CrossRef]
- Paul, S.K.; Sarker, R.; Essam, D. A disruption recovery plan in a three-stage production-inventory system. Comput. Oper. Res. 2015, 57, 60–72. [Google Scholar] [CrossRef]
- Wang, Z.; Chan, F.T.S. A Robust Production Control Policy for a Multiple-Stage Production System with Inventory Inaccuracy and Time-Delay. In Proceedings of the 2013 IEEE International Conference on Automation Science and Engineering (CASE 2013), Madison, WI, USA, 17–20 August 2013. [Google Scholar]
- Su, R.H.; Weng, M.W.; Yang, C.T. Effects of corporate social responsibility activities in a two-stage assembly production system with multiple components and imperfect processes. Eur. J. Oper. Res. 2020, 293, 469–480. [Google Scholar] [CrossRef]
- Tayyab, M.; Sarkar, B.; Yahya, B.N. Imperfect multi-stage lean manufacturing system with rework under fuzzy demand. Mathematics 2019, 7, 13. [Google Scholar] [CrossRef] [Green Version]
- Wang, A.; Shi, J. Holistic modeling and analysis of multistage manufacturing processes with sparse effective inputs and mixed profile outputs. IISE Trans. 2020, 53, 582–596. [Google Scholar] [CrossRef]
- Cui, P.H.; Wang, J.Q.; Li, Y. Data-driven modeling, analysis and improvement of multistage production systems with predictive maintenance and product quality. Int. J. Prod. Res. 2021, 22, 6848–6865. [Google Scholar]
- Öztürk, H. Modeling an inventory problem with random supply, inspection and machine breakdown. Opsearch 2019, 56, 497–527. [Google Scholar] [CrossRef]
- Öztürk, H. Optimal production run time for an imperfect production inventory system with rework, random breakdowns and inspection costs. Oper. Res. 2021, 21, 167–204. [Google Scholar] [CrossRef]
- Dey, B.K.; Pareek, S.; Tayyab, M.; Sarkar, B. Autonomation policy to control work-in-process inventory in a smart production system. Int. J. Prod. Res. 2021, 59, 1258–1280. [Google Scholar] [CrossRef]
- Dey, B.K.; Sarkar, B.; Sarkar, M.; Pareek, S. An integrated inventory model involving discrete setup cost reduction, variable safety factor, selling price dependent demand, and investment. RAIRO Oper. Res. 2019, 53, 39–57. [Google Scholar] [CrossRef] [Green Version]
- Huang, H.; He, Y.; Li, D. Coordination of pricing, inventory, and production reliability decisions in deteriorating product supply chains. Int. J. Prod. Res. 2018, 56, 6201–6224. [Google Scholar] [CrossRef]
- Manna, A.K.; Das, B.; Tiwari, S. Impact of carbon emission on imperfect production inventory system with advance payment base free transportation. RAIRO Oper. Res. 2020, 54, 1103–1117. [Google Scholar] [CrossRef] [Green Version]
- Su, R.H.; Weng, M.W.; Yang, C.T.; Li, H.T. An imperfect production–inventory model with mixed materials containing scrap returns based on a circular economy. Processes 2021, 9, 1275. [Google Scholar] [CrossRef]
- Sarkar, S.; Shewchuk, J.P. Use of advance Demand Information in multi-stage production-inventory systems with multiple demand classes. Int. J. Prod. Res. 2013, 51, 57–68. [Google Scholar] [CrossRef]
- Mahata, G.C. A production-inventory model with imperfect production process and partial backlogging under learning considerations in fuzzy random environments. J. Intell. Manuf. 2014, 28, 883–897. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References | Single/Multiple Stage | Imperfect Process | Rework Process | Scrap Returns | Maintenance |
|---|---|---|---|---|---|
| Darwish and Ben-Daya [5] | Multiple | RS | V | ||
| Pearn et al. [6] | Multiple | CD | V | ||
| Chang et al. [7] | Multiple | CD | V | ||
| Sarker and Shewchuk [22] | Multiple | RD | V | ||
| Paul et al. [9] | Multiple | RD | V | ||
| Su et al. [1] | Multiple | CD | V | ||
| Su et al. [11] | Multiple | CD | V | ||
| Tayyab et al. [12] | Multiple | RS | V | ||
| Öztürk [15] | Single | RB | |||
| Öztürk [16] | Single | RB | V | V | |
| Dey et al. [17] | Single | RD/RS | V | ||
| Dey et al. [18] | Single | RS | |||
| Huang et al. [19] | Single | RS | V | ||
| Manna et al. [20] | Single | RS | V | ||
| Mahata [23] | Single | RS | V | ||
| Su et al. [21] | Multiple | RS | V | V | |
| This paper | Multiple | RS | V | V | V |
| Parameter | Change (%) | Change in | ||||
|---|---|---|---|---|---|---|
| 20 | 2 | 0.1981 | 1.2402 | 472.0100 | 9071.29 (+0.38%) | |
| 10 | 2 | 0.1966 | 1.2242 | 470.4100 | 9054.07 (+0.19%) | |
| −10 | 2 | 0.1935 | 1.1919 | 467.1800 | 9019.35 (−0.19%) | |
| −20 | 2 | 0.1918 | 1.1757 | 465.5600 | 9001.85 (−0.39%) | |
| 20 | 3 | 0.2256 | 1.5375 | 501.7400 | 9995.42 (+10.61%) | |
| 10 | 2 | 0.2098 | 1.3657 | 484.5600 | 9520.64 (+5.35%) | |
| −10 | 2 | 0.1783 | 1.0426 | 452.2500 | 8543.59 (−5.46%) | |
| −20 | 2 | 0.1590 | 0.8673 | 434.7200 | 8039.53 (−11.04%) | |
| 20 | 2 | 0.1951 | 1.2092 | 468.9140 | 9037.63 (+0.01%) | |
| 10 | 2 | 0.1951 | 1.2087 | 468.8590 | 9037.19 (+0.00%) | |
| −10 | 2 | 0.1950 | 1.2076 | 468.7470 | 9036.32 (−0.00%) | |
| −20 | 2 | 0.1949 | 1.2070 | 468.6920 | 9035.88 (−0.01%) | |
| 20 | 2 | 0.1950 | 1.2081 | 468.7950 | 9036.87 (+0.01%) | |
| 10 | 2 | 0.1950 | 1.2081 | 468.7990 | 9036.81 (+0.01%) | |
| −10 | 2 | 0.1950 | 1.2082 | 468.8070 | 9036.70 (−0.00%) | |
| −20 | 2 | 0.1950 | 1.2082 | 468.8110 | 9036.64 (−0.00%) | |
| 20 | 2 | 0.1976 | 1.2349 | 471.4810 | 9118.01 (+0.90%) | |
| 10 | 2 | 0.1963 | 1.2216 | 470.1450 | 9077.42 (+0.45%) | |
| −10 | 2 | 0.1937 | 1.1947 | 467.4560 | 8996.03 (−0.45%) | |
| −20 | 2 | 0.1924 | 1.1811 | 466.1030 | 8955.25 (−0.90%) | |
| 20 | 2 | 0.1961 | 1.2187 | 469.8630 | 9054.06 (+0.19%) | |
| 10 | 2 | 0.1955 | 1.2134 | 469.3330 | 9045.41 (+0.10%) | |
| −10 | 2 | 0.1945 | 1.2028 | 468.2730 | 9028.09 (−0.10%) | |
| −20 | 2 | 0.1940 | 1.1975 | 467.7430 | 9019.41 (−0.90%) | |
| 20 | 2 | 0.2148 | 1.4216 | 490.1450 | 9267.00 (+2.55%) | |
| 10 | 2 | 0.2053 | 1.3168 | 479.6730 | 9153.84 (+1.30%) | |
| −10 | 2 | 0.1837 | 1.0950 | 457.4850 | 8915.29 (−1.34%) | |
| −20 | 2 | 0.1712 | 0.9767 | 445.6579 | 8788.90 (−2.74%) | |
| 20 | 1 | 0.1315 | 0.6431 | 412.3048 | 9303.05 (+2.95%) | |
| 10 | 2 | 0.1664 | 0.9332 | 441.3092 | 9185.70 (+1.65%) | |
| −10 | 3 | 0.2245 | 1.5246 | 500.4450 | 8858.75 (−1.97%) | |
| −20 | 3 | 0.2507 | 1.8530 | 533.2880 | 8650.57 (−4.27%) | |
| 20 | 2 | 0.1921 | 1.1780 | 465.7870 | 9151.05 (+1.26%) | |
| 10 | 2 | 0.1935 | 1.1929 | 467.2790 | 9093.94 (+0.63%) | |
| −10 | 2 | 0.1965 | 1.2237 | 470.3600 | 8979.49 (−0.63%) | |
| −20 | 2 | 0.1981 | 1.2396 | 471.9520 | 8922.13 (−1.27%) | |
| 20 | 2 | 0.1952 | 1.2099 | 468.9770 | 9045.76 (+0.10%) | |
| 10 | 2 | 0.1951 | 1.2090 | 468.8900 | 9041.26 (+0.05%) | |
| −10 | 2 | 0.1949 | 1.2073 | 468.7160 | 9032.26 (−0.05%) | |
| −20 | 2 | 0.1949 | 1.2064 | 468.6300 | 9027.75 (−0.10%) | |
| 20 | 2 | 0.1931 | 1.1889 | 466.8750 | 9042.20 (+0.06%) | |
| 10 | 2 | 0.1941 | 1.1985 | 467.8350 | 9039.49 (+0.03%) | |
| −10 | 2 | 0.1960 | 1.2179 | 469.7790 | 9033.99 (−0.03%) | |
| −20 | 2 | 0.1969 | 1.2277 | 470.7640 | 9031.18 (−0.06%) | |
| 20 | 2 | 0.1952 | 1.2101 | 468.9970 | 9038.84 (+0.02%) | |
| 10 | 2 | 0.1951 | 1.2091 | 468.9000 | 9037.80 (+0.01%) | |
| −10 | 2 | 0.1949 | 1.2072 | 468.7060 | 9035.72 (−0.01%) | |
| −20 | 2 | 0.1948 | 1.2062 | 468.6090 | 9034.67 (−0.02%) | |
| Parameter | |||||||
| Boundary | 139.5% | 12.0% | 143.6% | 220.5% | 499.7% | 160.9% | 20.3% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, R.-H.; Weng, M.-W.; Yang, C.-T.; Hsu, C.-H. Optimal Circular Economy and Process Maintenance Strategies for an Imperfect Production–Inventory Model with Scrap Returns. Mathematics 2023, 11, 3041. https://doi.org/10.3390/math11143041
Su R-H, Weng M-W, Yang C-T, Hsu C-H. Optimal Circular Economy and Process Maintenance Strategies for an Imperfect Production–Inventory Model with Scrap Returns. Mathematics. 2023; 11(14):3041. https://doi.org/10.3390/math11143041
Chicago/Turabian StyleSu, Rung-Hung, Ming-Wei Weng, Chih-Te Yang, and Chia-Hsuan Hsu. 2023. "Optimal Circular Economy and Process Maintenance Strategies for an Imperfect Production–Inventory Model with Scrap Returns" Mathematics 11, no. 14: 3041. https://doi.org/10.3390/math11143041
APA StyleSu, R.-H., Weng, M.-W., Yang, C.-T., & Hsu, C.-H. (2023). Optimal Circular Economy and Process Maintenance Strategies for an Imperfect Production–Inventory Model with Scrap Returns. Mathematics, 11(14), 3041. https://doi.org/10.3390/math11143041