The Road to Improved Fiber-Reinforced 3D Printing Technology




Abstract
1. Introduction
2. Materials and Methods
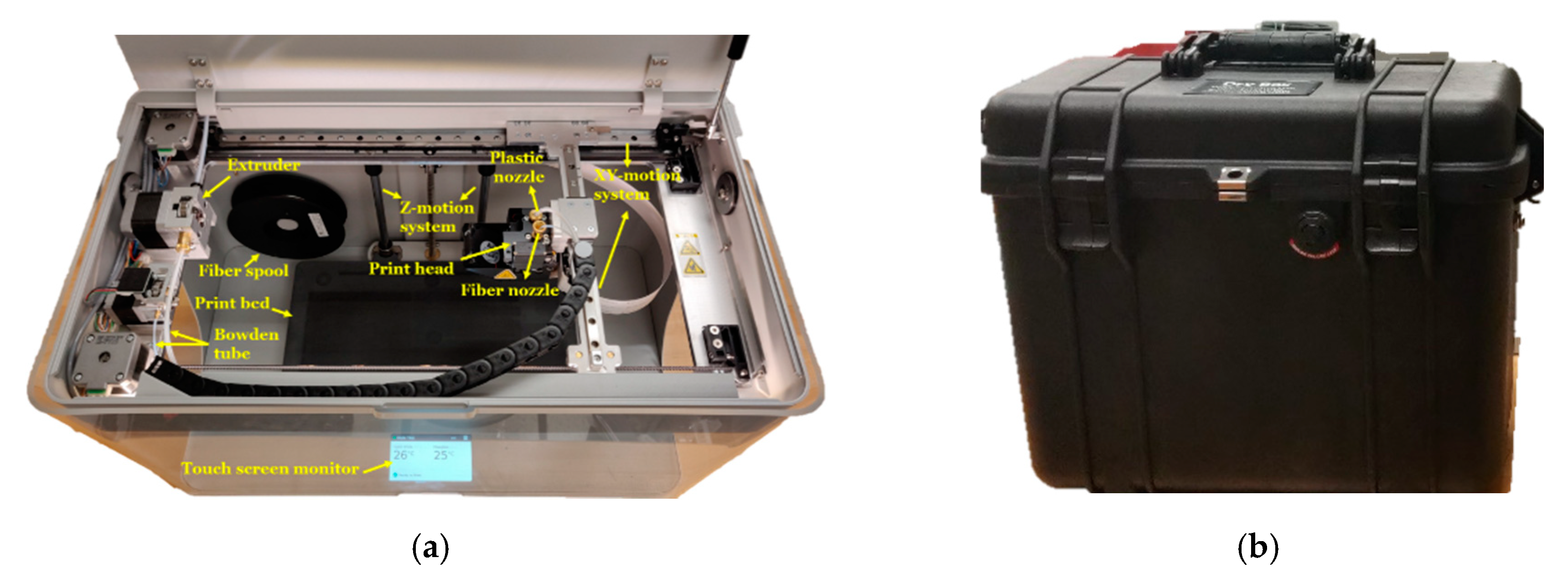
2.1. Printer and Materials
2.2. Material Assessment
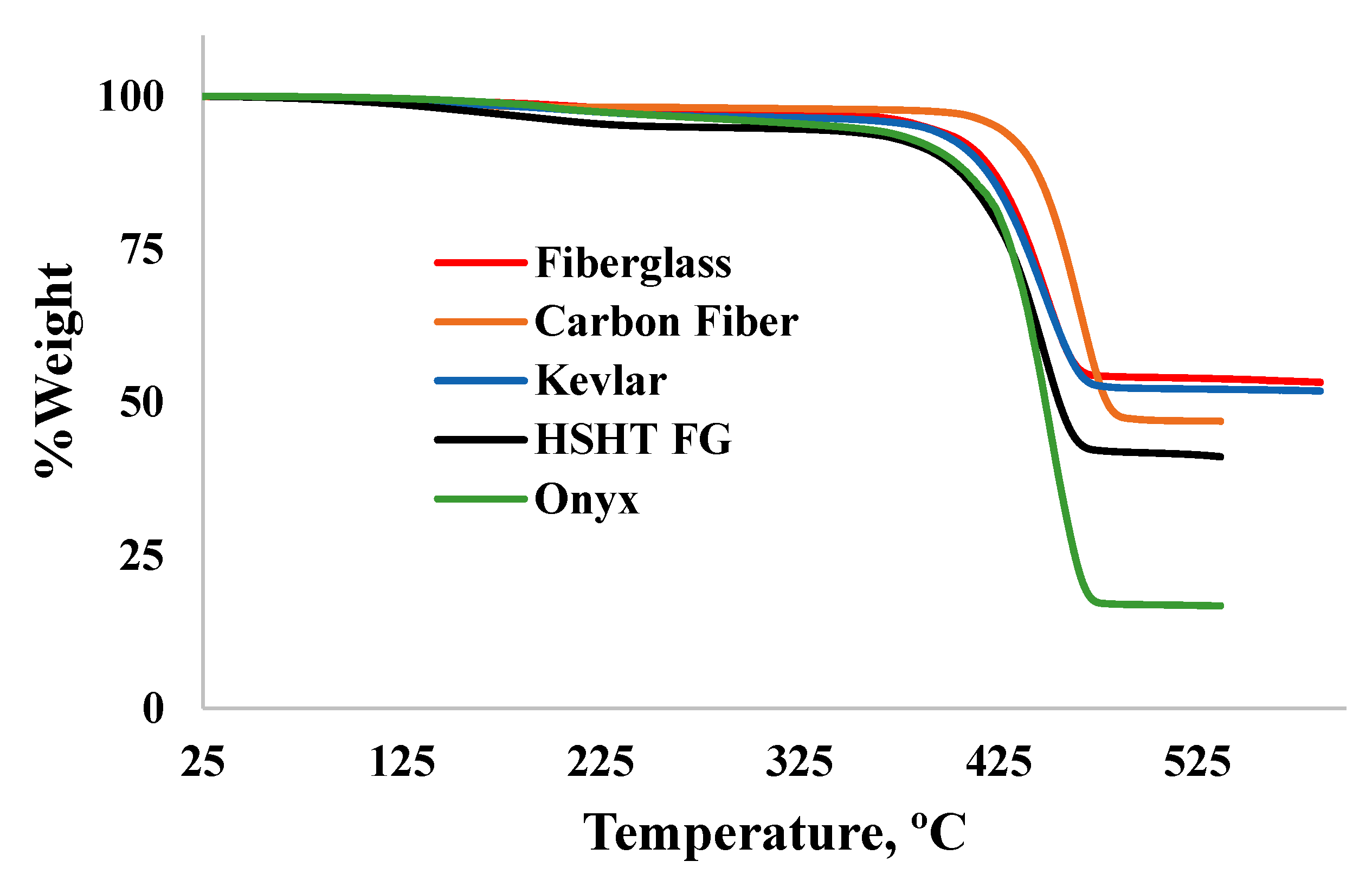
2.2.1. Thermal Analysis
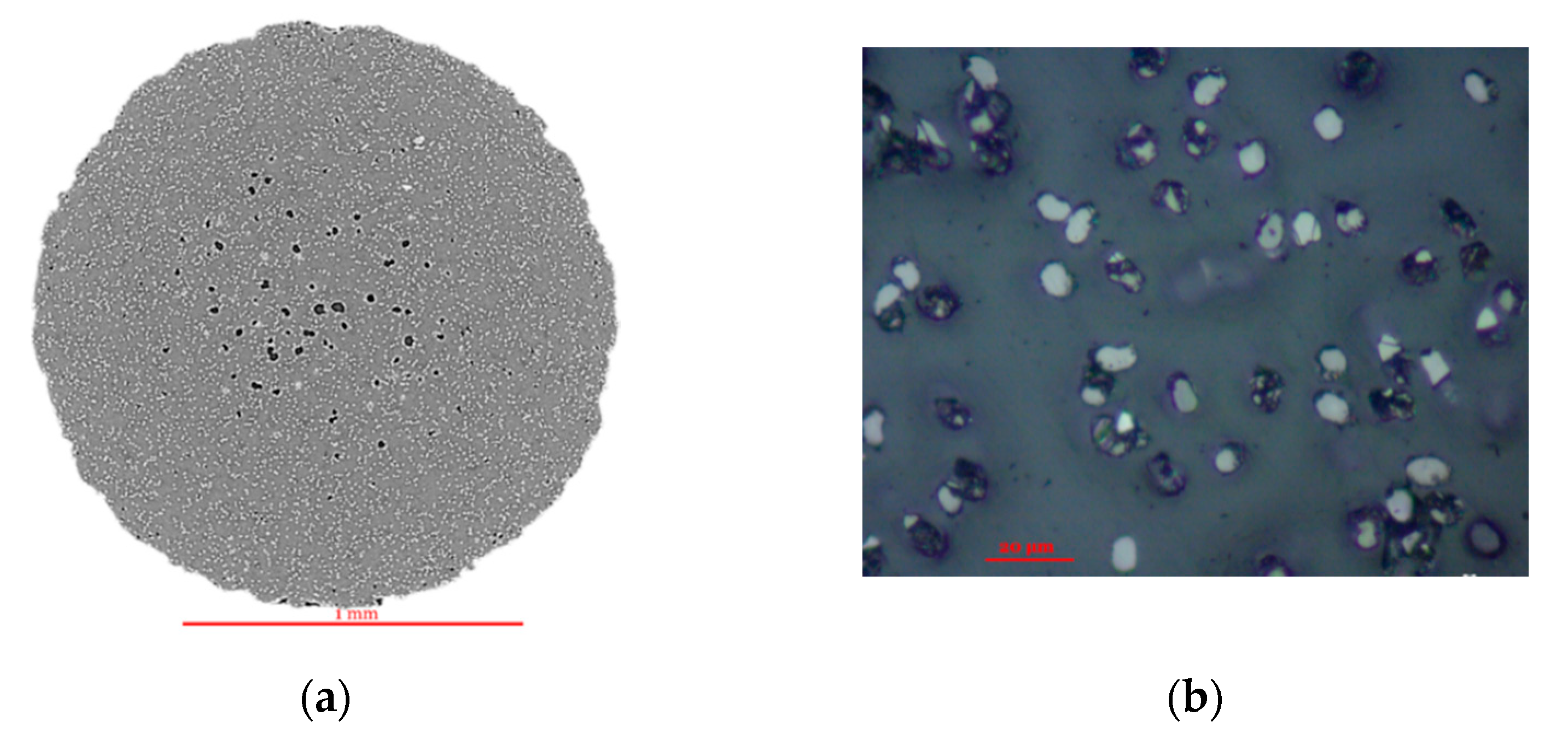
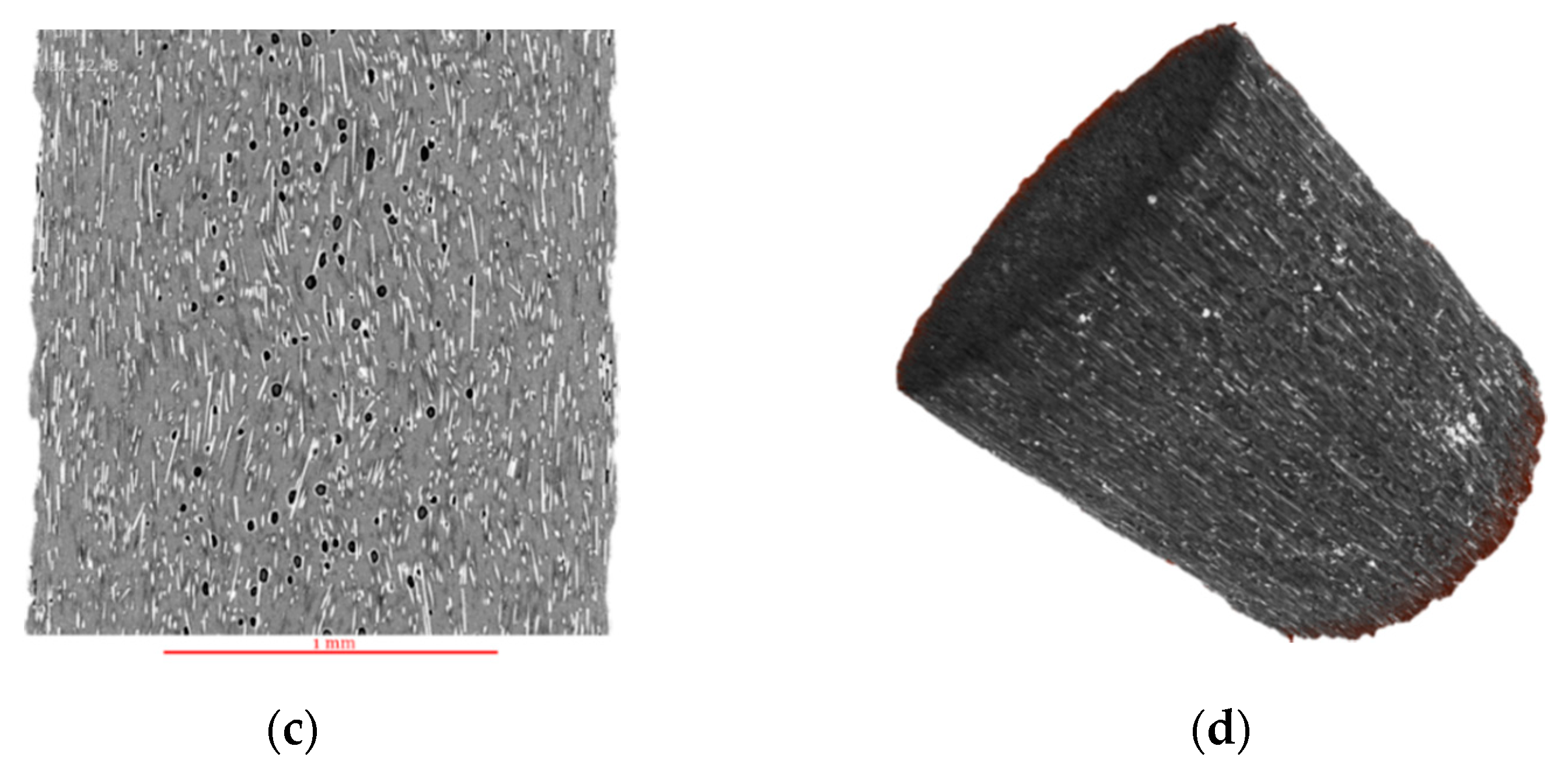
2.2.2. Microstructural Analysis
2.3. Technology Assessment
3. Results and Discussion
3.1. Material Assessment
3.1.1. Thermal Characterization
- Composite filament weight (g) =
- Composite filament volume (cm3) =
- Composite density (g/cm3) = = (acquired from material specification data)
- Plastic weight (g) =
- Plastic volume (cm3) =
- Plastic density (g/cm3) = = = 1.1 (acquired from material specification data)
- Plastic weight content ratio in the composite = (acquired rom TGA)
- Fiber weight (g) =
- Fiber volume (cm3) =
- Fiber density (g/cm3) =
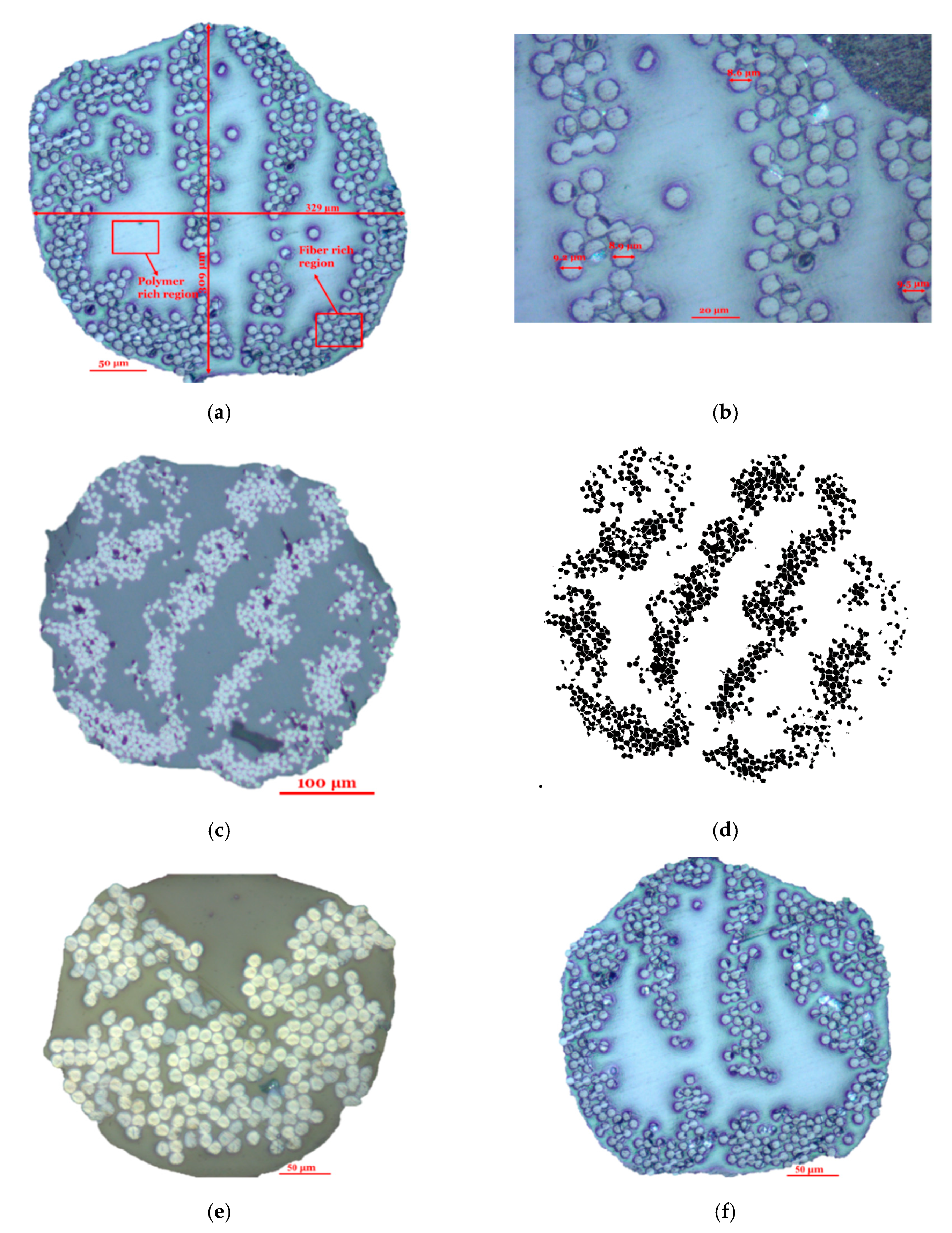
3.1.2. Microstructural Characterization
- Volume of single fiber (cm3) =
- Composite filament radius (cm) =
- Length of the Filament (cm) =
- Single fiber diameter (cm) =
3.2. Technology Assessment
3.2.1. Slicing Software
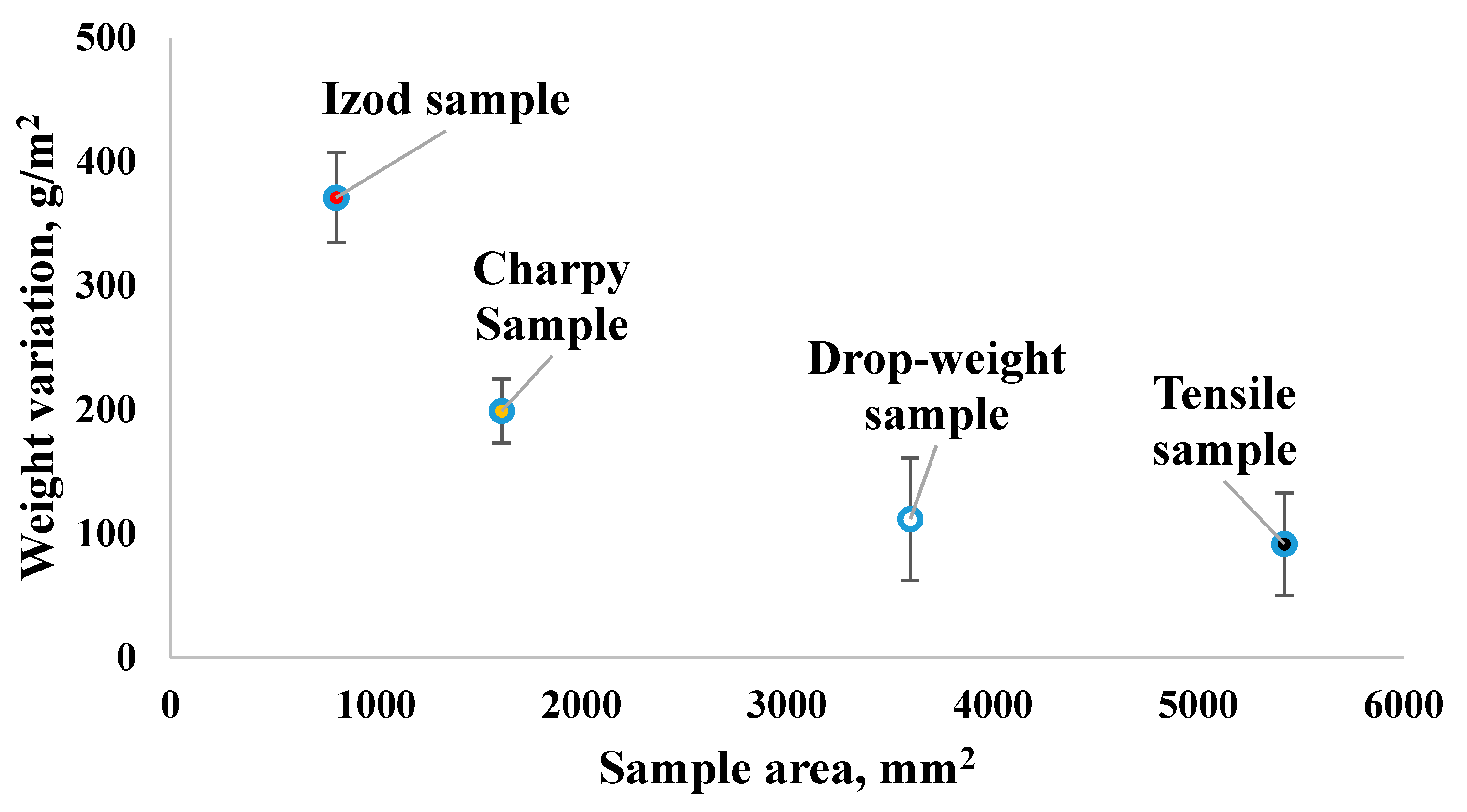
3.2.2. Print Accuracy
3.2.3. Print Integrity
4. Implications and Recommendations
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent progress in additive manufacturing of fiber reinforced polymer composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef]
- Kabir, S.F.; Mathur, K.; Seyam, A.-F.M. A critical review on 3D printed continuous fiber-reinforced composites: History, mechanism, materials and properties. Compos. Struct. 2020, 232, 111476. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Van de Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D printing for continuous fiber reinforced thermoplastic composites: Mechanism and performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Kabir, S.F.; Mathur, K.; Seyam, A.-F.M. Impact resistance and failure mechanism of 3D printed continuous fiber-reinforced cellular composites. J. Text. Inst. 2020, 1–15. [Google Scholar] [CrossRef]
- Mathur, K.; Kabir, S.M.F.; Seyam, A.-F.M. Tensile properties of 3D printed continuous fiberglass reinforced cellular composites. J. Text. Inst. 2020. under review. [Google Scholar]
- Chabaud, G.; Castro, M.; Denoual, C.; Le Duigou, A. Hygromechanical properties of 3D printed continuous carbon and glass fibre reinforced polyamide composite for outdoor structural applications. Addit. Manuf. 2019, 26, 12. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; Nagalingam, A.P.; Goh, G.L.; Agarwala, S.; Sing, S.L.; Wei, J.; Yeong, W.Y. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 2018, 137, 79–89. [Google Scholar] [CrossRef]
- Justo, J.; Távara, L.; García-Guzmán, L.; París, F. Characterization of 3D printed long fibre reinforced composites. Compos. Struct. 2018, 185, 537–548. [Google Scholar] [CrossRef]
- Mei, H.; Ali, Z.; Ali, I.; Cheng, L. Tailoring strength and modulus by 3D printing different continuous fibers and filled structures into composites. Adv. Compos. Hybrid Mater. 2019, 2, 312–319. [Google Scholar] [CrossRef]
- Mei, H.; Ali, Z.; Yan, Y.; Ali, I.; Cheng, L. Influence of mixed isotropic fiber angles and hot press on the mechanical properties of 3D printed composites. Addit. Manuf. 2019. [Google Scholar] [CrossRef]
- Pyl, L.; Kalteremidou, K.-A.; Van Hemelrijck, D. Exploration of the design freedom of 3D printed continuous fibre-reinforced polymers in open-hole tensile strength tests. Compos. Sci. Technol. 2019, 171, 135–151. [Google Scholar] [CrossRef]
- Vyatskikh, A.; Delalande, S.; Kudo, A.; Zhang, X.; Portela, C.M.; Greer, J.R. Additive manufacturing of 3D nano-architected metals. Nat. Commun. 2018, 9, 593. [Google Scholar] [CrossRef]
- Zhuo, P.; Li, S.; Ashcroft, I.; Jones, A.; Pu, J. 3D printing of continuous fibre reinforced thermoplastic composites. In Proceedings of the 21st International Conference on Composite Materials, ICCM21, Xi’an, China, 20–25 August 2017. [Google Scholar]
- Caminero, M.; García-Moreno, I.; Rodríguez, G.; Chacón, J. Internal damage evaluation of composite structures using phased array ultrasonic technique: Impact damage assessment in CFRP and 3D printed reinforced composites. Compos. Part B Eng. 2019, 165, 131–142. [Google Scholar] [CrossRef]
- Markforged Inc. Material Specifications; Markforged Inc.: Watertown, MA, USA, 2019. [Google Scholar]
- Czigány, T.; Kling, S. A comparative analysis of hollow and solid glass fiber reinforced composites. In Proceedings of the 15th European Conference on Composite Materials, Venice, Italy, 24–28 June 2012. [Google Scholar]
- Gernitex. Carbon Fiber Properties. Available online: https://gernitex.com/resources/carbon-fiber-properties/ (accessed on 11 June 2020).
- Hartman, D.; Greenwood, M.E.; Miller, D.M. High strength glass fibers. Adv. Mater. 1994, 39, 521–533. [Google Scholar]
- MInus, M.; Kumar, S. The processing, properties, and structure of carbon fibers. JOM 2005, 57, 52–58. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Salarian, M.; Toyserkani, E. The use of nano-computed tomography (nano-CT) in non-destructive testing of metallic parts made by laser powder-bed fusion additive manufacturing. Int. J. Adv. Manuf. Technol. 2018, 98, 3147–3153. [Google Scholar] [CrossRef]
- Ultimaker. Ultimaker Cura. Available online: https://ultimaker.com/software/ultimaker-cura (accessed on 10 July 2020).
- Inc, Markforged. Product Specification of Mark Two. Available online: https://markforged.com/mark-two/ (accessed on 25 June 2020).
- Inc, Markforged. Product Specification of X7. Available online: https://markforged.com/x7/ (accessed on 25 June 2020).
- Goh, G.; Yap, Y.; Tan, H.; Sing, S.; Goh, G.; Yeong, W. Process–structure–properties in polymer additive manufacturing via material extrusion: A review. Crit. Rev. Solid State Mater. Sci. 2020, 45, 113–133. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Materials | |||||
|---|---|---|---|---|---|---|
| Matrix | Continuous Fiber Filament Composites | |||||
| Nylon | Onyx | Carbon | Fiberglass | Kevlar | HSHT FG | |
| Density (g/cm3) | 1.1 | 1.2 | 1.4 | 1.5 | 1.2 | 1.5 |
| Tensile Strength (MPa) | 51 | 36 | 800 | 590 | 610 | 600 |
| Tensile Modulus, (GPa) | 1.7 | 1.4 | 60 | 21 | 27 | 21 |
| Flexural Strength (MPa) | 50 | 81 | 540 | 200 | 240 | 420 |
| Flexural Modulus (GPa) | 1.4 | 3.6 | 51 | 22 | 26 | 21 |
| Compressive Strength (MPa) | N/A | N/A | 320 | 140 | 97 | 192 |
| Compressive Modulus (MPa) | N/A | N/A | 54 | 21 | 28 | 21 |
| Izod Impact—notched (J/m) | 110 | 330 | 960 | 2600 | 2000 | 3100 |
| Heat Deflection Temp (°C) | 41 | 145 | 105 | 105 | 105 | 150 |
| Information Provided | Information Measured and Revealed | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Filament Type | Plastic Density, g/cm3 | Filament Density, g/cm3 | Linear Density, tex | Composition, Fiber: Plastic | Fiber Volume Fraction, % | Fiber Density, g/cm3 | Filament dia, µm | No. of Fibers | Fiber dia, µm |
| Onyx | 1.1 | 1.2 | 2730 ± 60 | 18:82 | 10.5 | 2.10 | 1750 ± 5 | R * | 6.5 ± 0.3 |
| Fiberglass | 1.1 | 1.5 | 127 ± 1 | 54.5:45.5 | 38.0 | 2.15 | 317 ± 6 | 393 ± 3 | 9.5 ± 0.6 |
| Carbon | 1.1 | 1.4 | 147 ± 0.5 | 57:43 | 45.0 | 1.76 | 393 ± 2 | 998 ± 2 | 8 ± 0.1 |
| Kevlar | 1.1 | 1.2 | 104 ± 0.57 | 42:57 | 37.0 | 1.37 | 320 ± 7 | 271 ± 4 | 12 ± 0.1 |
| HTHS GF | 1.1 | 1.5 | 128 ± 0.57 | 53:47 | 36.0 | 2.21 | 330 ± 5 | 388 ± 1 | 9.6 ± 0.5 |
| Category. | Issues Related to | Description |
|---|---|---|
| General observation | Default settings | Roof/floor, wall, and infill pattern layers are always plastic. For a selected roof/floor layer, the same number of plastic layers is used before fiber layer/s and one plastic layer thereafter, (for more details please see reference [8]). In case of solid infill, the floor/roof layers are fixed to 4. Printing with different layer thicknesses together is not possible. |
| Anomaly | Rectangular infill pattern | While triangular and hexagonal cells are formed in a layer, rectangular cells are formed by superimposing of subsequent less dense ±45° plastic layers. |
| Layer height | Changing the layer can only be applied when printed with plastic. When reinforcing, the layer height freezes to 0.100 mm for fiberglass, Kevlar and HSHT FG, and 0.125 mm for carbon fiber. | |
| Software limitation | While using ‘raise part’ option from ‘use support” | ‘Raise part’ option is used to achieve good quality of a part that uses 20 plastic layers before it starts printing the main model to avoid any defects of initial layers (floor). Unfortunately, the first two layers give something completely different from the original model (see the supplementary information for details) (Tables S1 and S2). |
| Some limitations | Materials | Materials other than listed in Table 1 cannot be used |
| Operating temperature | The slicer only allows the selection of the material (no option to set temperature) that automatically sets operating temperature of the nozzles, which are 275 °C for the plastic nozzle, and 255 °C for fiber nozzles irrespective of the materials being processed. | |
| Envelop temperature | Option is not available | |
| Print speed | Option is not available | |
| Orientation of plastic layer | Option is not available, and always ±45° | |
| Infill pattern cannot be reinforced | Option is not available | |
| Changing bead density and degree of overlap | Option is not available | |
| Fiber placement in Z (vertical) direction | Option is not available; Eiger is not configured to edit G-code | |
| Post processing | Option is not available |
| Category | Mark Two | X7 |
|---|---|---|
| Build platform | 320 × 132 × 154 mm | 330 × 270 × 200 mm |
| Levelness of print bed | Flat to within 160 μm | Flat to within 80 μm |
| Leveling system | Manual | Uses laser system to smoothen leveling (adaptive bed leveling) |
| Materials | Plastic: Onyx, Nylon White Fiber: fiberglass, carbon fiber, Kevlar, HSHT FG | Plastic: Onyx, Onyx FR, Nylon White Fiber: fiberglass, carbon fiber, Kevlar, HSHT FG |
| Layer height | 100 μm default, 200 μm maximum, | 100 μm default, 50 μm minimum, 250 µm maximum |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kabir, S.M.F.; Mathur, K.; Seyam, A.-F.M. The Road to Improved Fiber-Reinforced 3D Printing Technology. Technologies 2020, 8, 51. https://doi.org/10.3390/technologies8040051
Kabir SMF, Mathur K, Seyam A-FM. The Road to Improved Fiber-Reinforced 3D Printing Technology. Technologies. 2020; 8(4):51. https://doi.org/10.3390/technologies8040051
Chicago/Turabian StyleKabir, S M Fijul, Kavita Mathur, and Abdel-Fattah M. Seyam. 2020. "The Road to Improved Fiber-Reinforced 3D Printing Technology" Technologies 8, no. 4: 51. https://doi.org/10.3390/technologies8040051
APA StyleKabir, S. M. F., Mathur, K., & Seyam, A.-F. M. (2020). The Road to Improved Fiber-Reinforced 3D Printing Technology. Technologies, 8(4), 51. https://doi.org/10.3390/technologies8040051