
Reverse Design of Solid Propellant Grain for a Performance-Matching Goal: Shape Optimization via Evolutionary Neural Network


Abstract
:1. Introduction
2. Methods
2.1. Steps of the Grain Reverse Design
2.1.1. Step1: Reverse Internal Ballistic Calculation
2.1.2. Step2: Grain Reconstruction
2.2. Burn-Back Analysis of Irregular Grain Shapes
2.2.1. PEF Method (Poisson Equation—Eikonal Equation—Finite Element Method)
2.2.2. Modified PEF Method (—PEF)
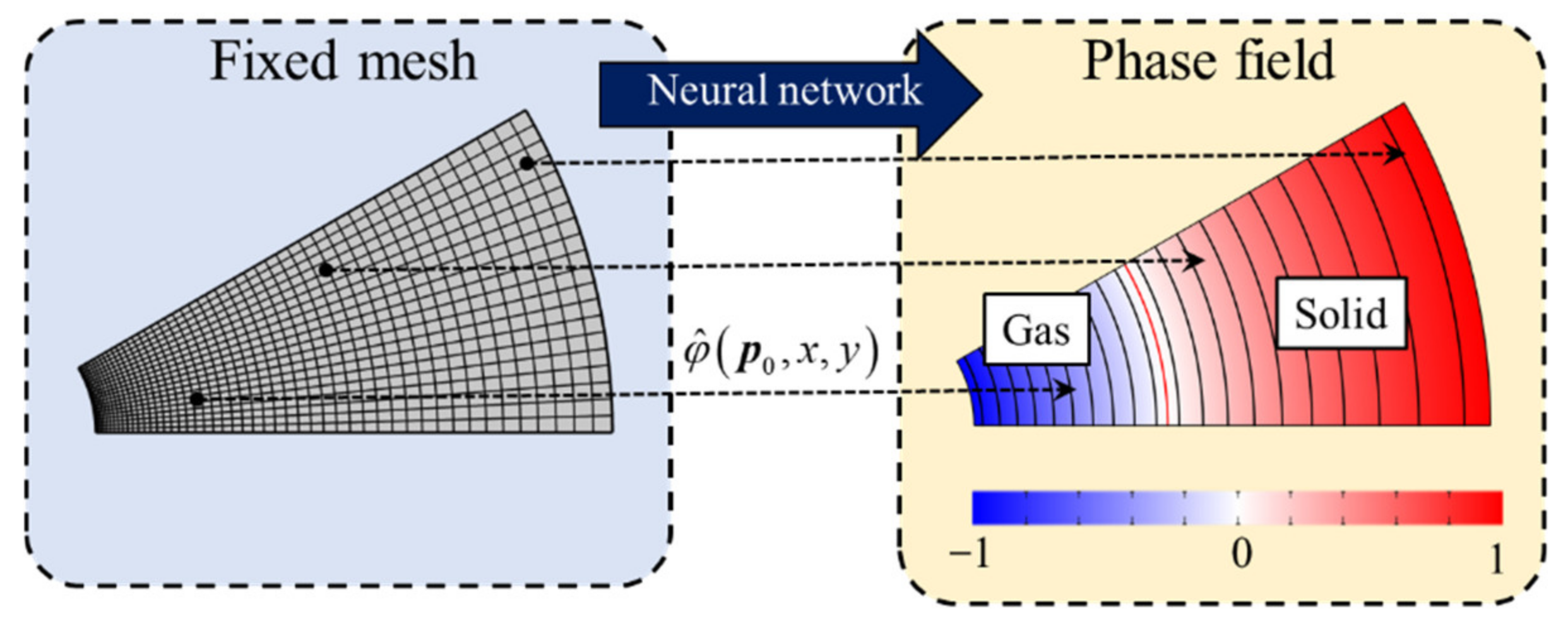
2.3. Defining the Phase Field Using Neural Network
2.3.1. The Direct Method to Solve the Optimization Problem
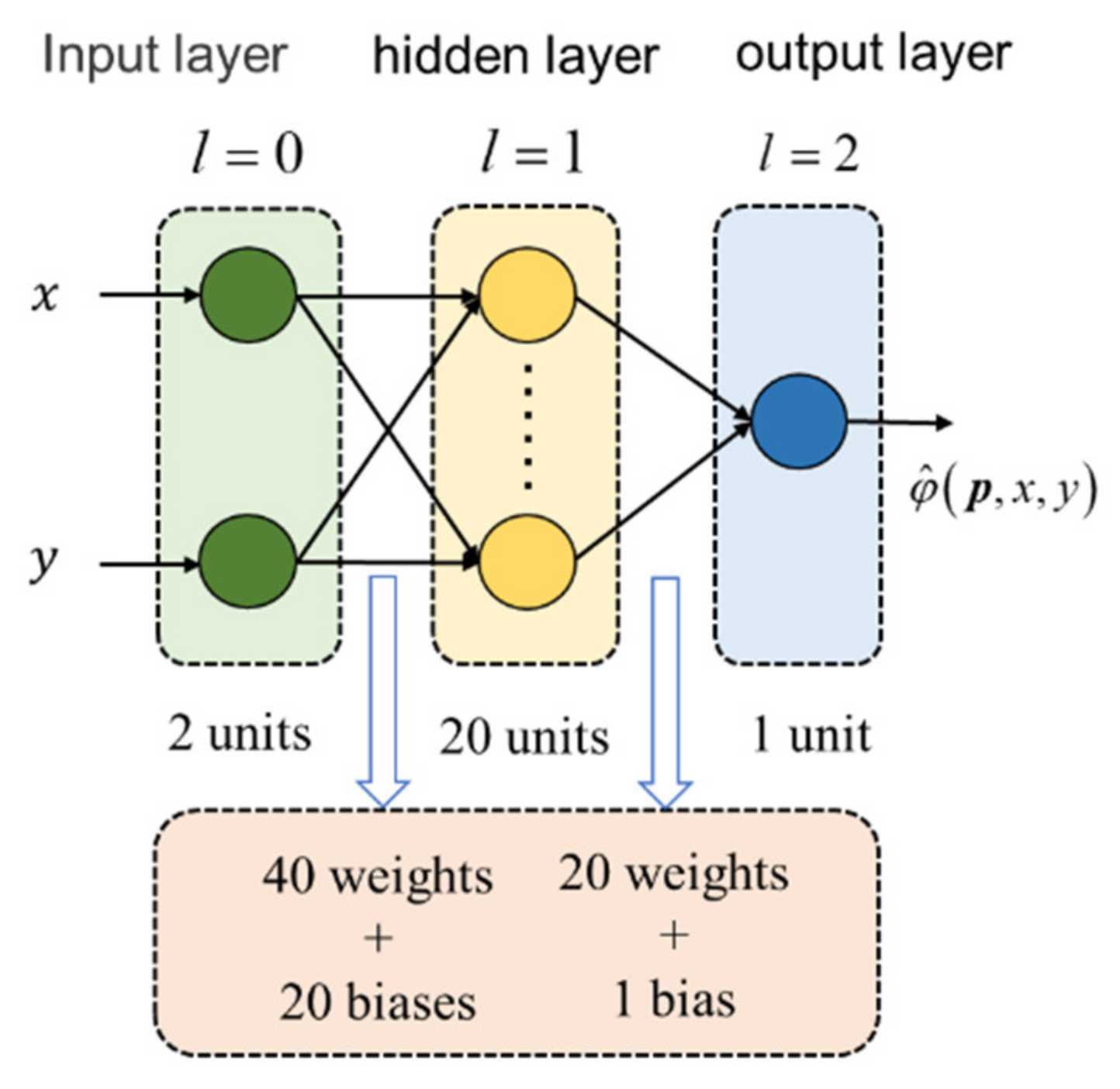
2.3.2. Design of Feedforward Neural Network
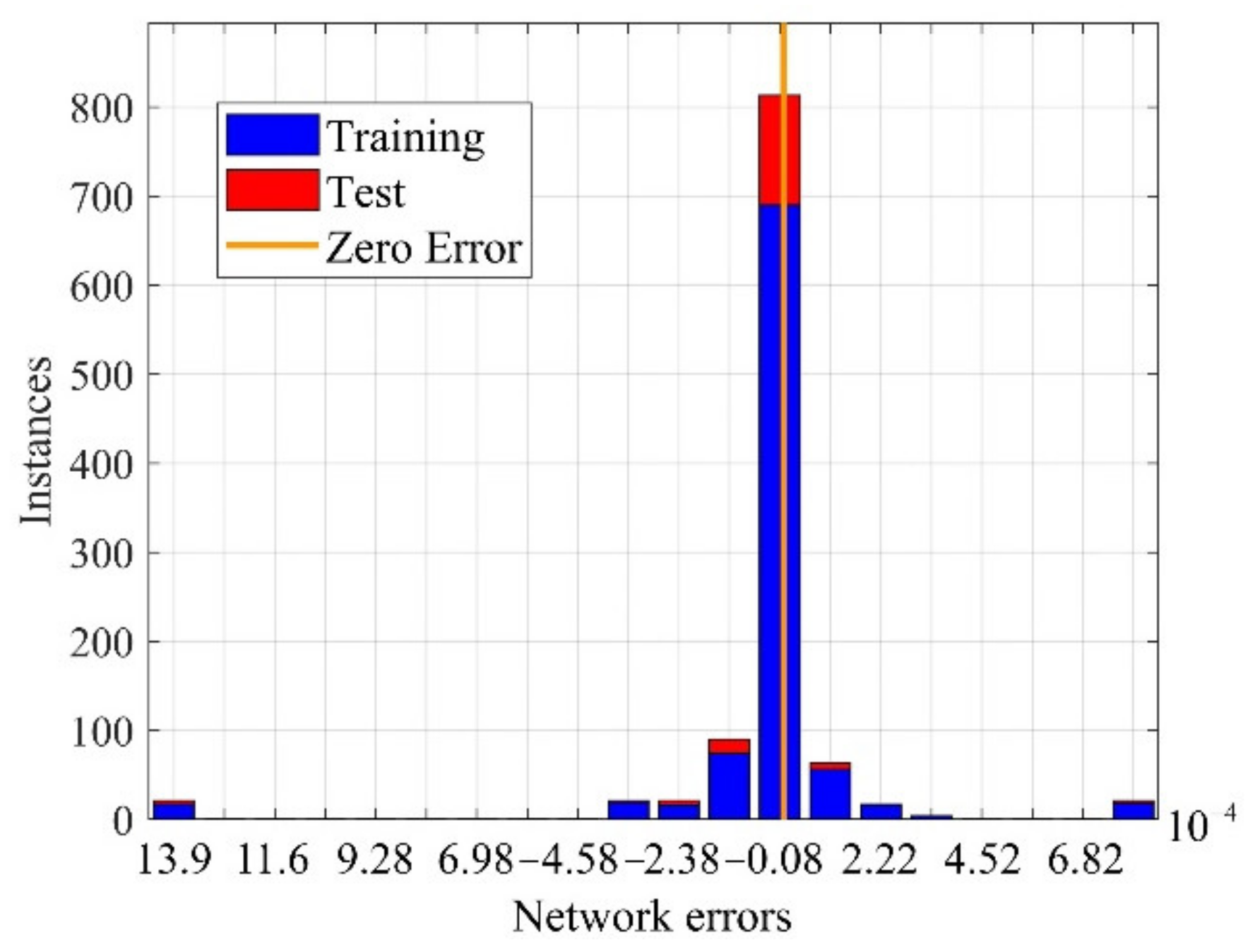
2.3.3. Pre-Training Based on Supervised Learning
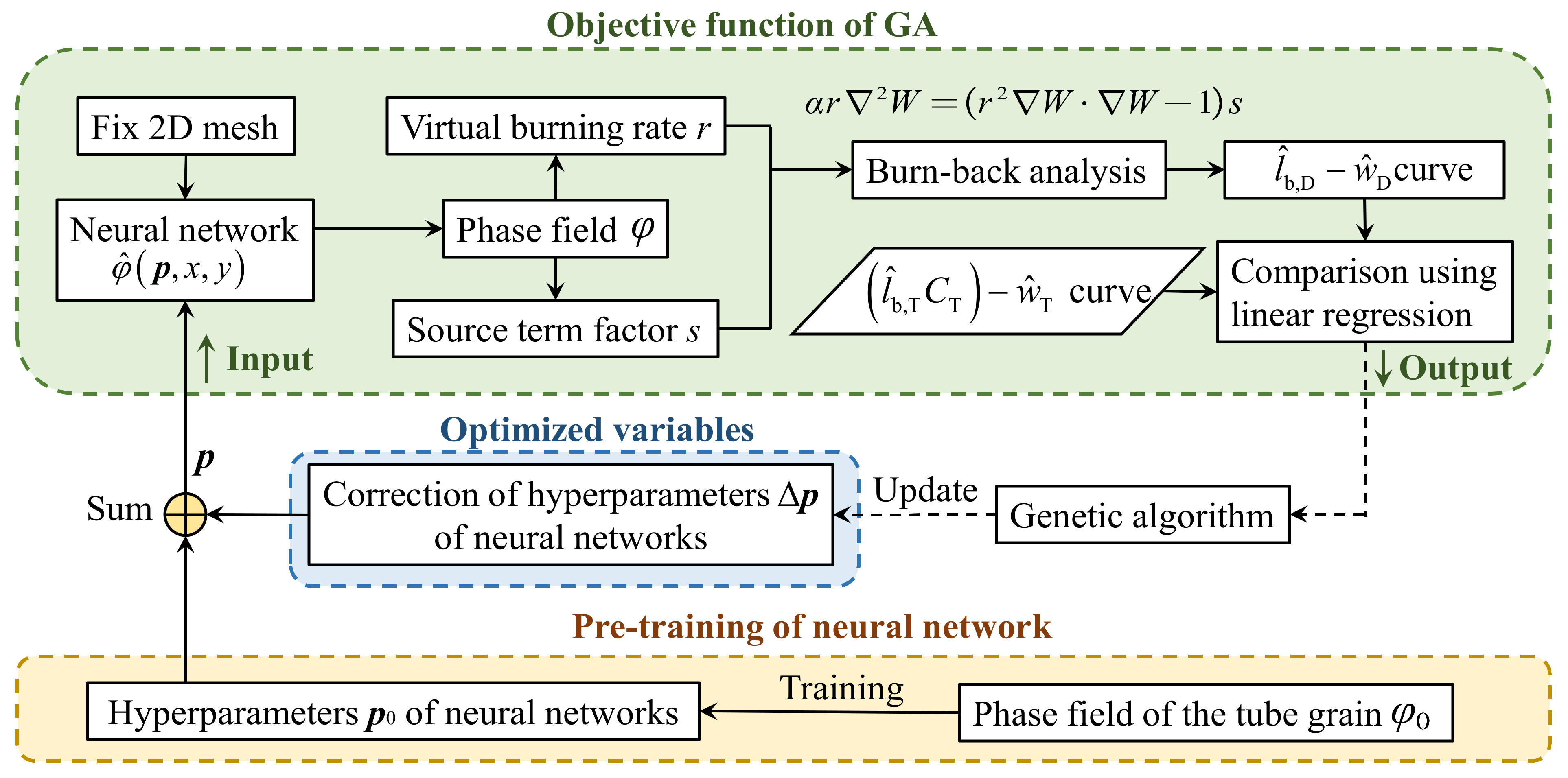
2.4. Optimizing the Neural Network Using the Genetic Algorithm
2.4.1. Genetic Algorithm Framework
2.4.2. Objective Function
2.4.3. Consideration of Constraints
- Rationality of the grain structure.
- 2.
- Loading fraction constraints.
3. Results and Discussion
3.1. Reconstruction of a Star Grain
3.1.1. Design Target
3.1.2. Design Result
3.2. Reconstruction of a Slotted-Tube Grain
3.2.1. Design Target
3.2.2. Design Result
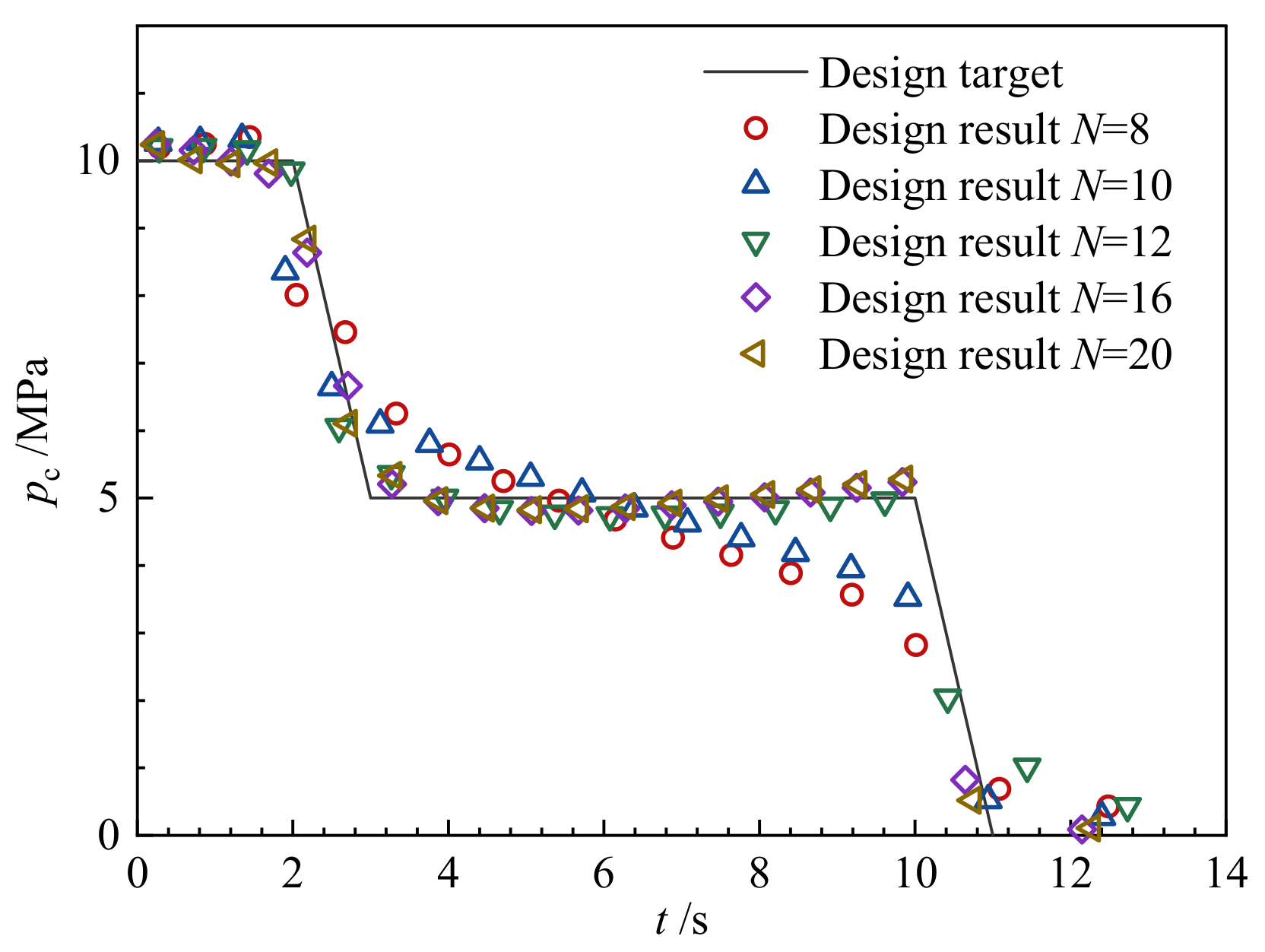
3.3. Reverse Design for a Dual-Thrust Goal
3.3.1. Design Target
3.3.2. Design Result
4. Conclusions
- The major contribution of this work is to propose a shape optimization method based on the evolutionary neural network to achieve grain reverse design. It does not require any pre-selection of the grain shape and the designers shall be free from defining different kinds of geometric parameters for specific grain configurations.
- Burn-back analysis method (—PEF) of irregular grain shape on a fixed unstructured mesh is proposed. The method can be directly solved by the steady-state heat conduction modules in commercial finite element platforms.
- The neural network is designed to determine and manipulate the phase field of the grain. Since the degree of freedom is controllable (much higher), it will form much more grain shapes and gives designers more options.
- The genetic algorithm framework is established to optimize the hyperparameters in the neural network. The objective function that evaluates the performance-matching degree is the coefficient of determination (COD) derived from the linear regression.
- The computation results show that the method can precisely match the performance of the given star grain and slotted-tube grain. By adding constraints, it can achieve other performance requirements, such as higher loading fraction.
- The method can automatically evolve a new dendritic-shaped grain that matches the given dual-thrust pressure-time curve. Consequently, the method has the potential to apply to the conceptual design of innovative grain shapes through the reverse design procedure, which can hardly be predefined and achieved by the traditional approaches.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jiang, Y.Q. Study on General Design Method of Solid Grain Internal Surface. Master’s Thesis, Beihang University, Beijing, China, 2018. [Google Scholar]
- Sforzini, R.H. An automated approach to design of solid rockets utilizing a special internal ballistics model. In Proceedings of the AIAA 16th Joint Propulsion Conference, Hartford, CT, USA, 30 June–2 July 1980. [Google Scholar]
- Sforzini, R.H. Automated approach to design of solid rockets. J. Spacecr. Rocket. 1981, 18, 200–205. [Google Scholar] [CrossRef]
- Albarado, K.M.; Hartfield, R.J.; Hurston, B.W.; Jenkins, R.M. Solid rocket motor performance matching using pattern search/particle swarm optimization. In Proceedings of the AIAA 47th Joint Propulsion Conference and Exhibit, San Diego, CA, USA, 31 July–3 August 2011. [Google Scholar]
- Yücel, O.; Açık, S.; Toker, K.A.; Dursunkaya, Z.; Aksel, M.H. Three-dimensional grain design optimization of solid rocket motors. In Proceedings of the IEEE 7th International Conference on Recent Advances in Space Technologies, Istanbul, Turkey, 16–19 June 2015. [Google Scholar]
- Wu, Z.P.; Wang, D.H.; Zhang, W.H.; Patrick, O.N.; Yang, F. Solid-rocket-motor performance-matching design framework. J. Spacecr. Rocket. 2017, 18, 698–707. [Google Scholar]
- Hashish, A.; Mohamed, M.Y.; Abdalla, H.M.; Al-Sanabawy, M.A. Design of solid propellant grain for predefined performance criteria. In Proceedings of the AIAA SciTech Forum, San Diego, CA, USA, 7–11 January 2019. [Google Scholar]
- Kamran, A.; Liang, G.Z. Design and optimization of 3D radial slot grain configuration. Chin. J. Aeronaut. 2010, 23, 409–414. [Google Scholar] [CrossRef]
- Wang, D.H.; Fei, Y.; Hu, F.; Zhang, W.H. An integrated framework for solid rocket motor grain design optimization. J. Aerosp. Eng. 2013, 228, 1156–1170. [Google Scholar]
- Rafique, A.F.; Zeeshan, Q.; Kamran, A.; Liang, G.Z. A new paradigm for star grain design and optimization. Aircr. Eng. Aerosp. Technol. 2015, 87, 476–482. [Google Scholar] [CrossRef]
- Clegern, J.B. Computer aided solid rocket motor conceptual design and optimization. In Proceedings of the AIAA 32nd Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 10–13 January 1994. [Google Scholar]
- Bendsøe, M.P. Optimal shape design as a material distribution problem. Struct. Optim. 1989, 1, 193–202. [Google Scholar] [CrossRef]
- van Dijk, N.P.; Maute, K.; Langelaar, M.; van Keulen, F. Level-set methods for structural topology optimization: A review. Struct. Multidiscip. Optim. 2013, 48, 437–472. [Google Scholar] [CrossRef]
- Sigmund, O.; Maute, K. Topology optimization approaches. Struct. Multidiscip. Optim. 2013, 48, 1031–1055. [Google Scholar] [CrossRef]
- Hartfield, R.; Jenkins, R.; Burkhalter, J.; Foster, W. A review of analytical methods for solid rocket motor grain analysis. In Proceedings of the AIAA 39th Joint Propulsion Conference and Exhibit, Huntsville, TX, USA, 20–23 July 2003. [Google Scholar]
- Tola, C.; Nikbay, M. Internal ballistic modeling of a solid rocket motor by analytical burnback analysis. J. Spacecr. Rocket. 2018, 56, 498–516. [Google Scholar] [CrossRef]
- Peterson, E.G.; Nielsen, C.C.; Johnson, W.C.; Cook, K.S.; Barron, J.G. Generalized coordinate grain design and internal ballistics evaluation program. In Proceedings of the AIAA 3rd Solid Propulsion Conference, Atlantic, NJ, USA, 4–6 June 1968. [Google Scholar]
- Liang, G.Z.; Wang, H.Y. Generalized shape simulation method of three dimensional grain geometry. J. Propuls. Technol. 1991, 3, 26–35. [Google Scholar]
- Püskülcü, G.; Ulas, A. 3-D grain burnback analysis of solid propellant rocket motors: Part 2-modeling and simulations. Aerosp. Sci. Technol. 2008, 12, 585–591. [Google Scholar] [CrossRef]
- Mahjub, A.; Azam, Q.; Abdullah, M.Z.; Mazlan, N.M. CAD-based 3D grain burnback analysis for solid rocket motors. In Proceedings of the International Conference of Aerospace and Mechanical Engineering, University Sains Malaysia, Penang, Malaysia, 20–21 November 2020. [Google Scholar]
- Willcox, M.A.; Brewster, M.Q.; Tang, K.C.; Stewart, D.S. Solid propellant grain design and burnback simulation using a minimum distance function. J. Propul. Power. 2007, 23, 465–475. [Google Scholar] [CrossRef]
- Ren, P.F.; Wang, H.B.; Zhou, G.F.; Li, J.N.; Cai, Q.; Yu, J.Q.; Yuan, Y. Solid rocket motor propellant grain burnback simulation based on fast minimum distance function calculation and improved marching tetrahedron method. Chin. J. Aeronaut. 2021, 34, 208–224. [Google Scholar] [CrossRef]
- Hejl, R.J.; Heister, S.D. Solid rocket motor grain burnback analysis using adaptive grids. J. Propul. Power. 1995, 11, 1006–1011. [Google Scholar] [CrossRef]
- Gueyffier, D.; Roux, F.X.; Fabignon, Y.; Chaineray, G.; Lupoglazoff, N.; Vuillot, F.; Frederic, A. High-order computation of burning propellant surface and simulation of fluid flow in solid rocket chamber. In Proceedings of the AIAA 50th Joint Propulsion Conference, Cleveland, OH, USA, 28–30 July 2014. [Google Scholar]
- Yildirim, C.; Aksel, M.H. Numerical simulation of the grain burnback in solid propellant rocket motor. In Proceedings of the AIAA 41st Joint Propulsion Conference and Exhibit, Tucson, AZ, USA, 10–13 July 2005. [Google Scholar]
- Sullwald, W.; Smit, F.; Steenkamp, A.; Rousseau, W. Solid rocket motor grain burn back analysis using level set methods and Monte-Carlo volume integration. In Proceedings of the AIAA 49th Joint Propulsion Conference, San Jose, CA, USA, 14–17 July 2013. [Google Scholar]
- Toker, K.A.; Tinaztepe, H.T.; Aksel, M.H. Three-dimensional internal ballistic analysis by fast marching method applied to propellant grain burn-back. In Proceedings of the AIAA 41st Joint Propulsion Conference and Exhibit, Tucson, AZ, USA, 10–13 July 2005. [Google Scholar]
- Sutton, G.P.; Biblarz, O. Rocket Propulsion Elements, 9th ed.; John Wiley and Sons: New York, NY, USA, 2016; pp. 445–449. [Google Scholar]
- Mokrý, P. Iterative method for solving the eikonal equation. In Proceedings of the SPIE Optics and Measurement International Conference, Liberec, Czech Republic, 11 November 2016. [Google Scholar]
- Sethian, J.A. Curvature and the evolution of fronts. Commun. Math. Phys. 1985, 101, 487–499. [Google Scholar] [CrossRef]
- Wang, M.Y.; Wang, X.M.; Guo, D.M. A level set method for structural topology optimization. Comput. Methods Appl. Mech. Eng. 2003, 192, 227–246. [Google Scholar] [CrossRef]
- Wang, M.Y.; Zhou, S.W. Phase field: A variational method for structural topology optimization. Comput. Model. Eng. Sci. 2004, 6, 547–566. [Google Scholar]
- Chai, R.Q.; Savvaris, A.; Tsourdos, A.; Chai, S.C.; Xia, Y.Q. A review of optimization techniques in spacecraft flight trajectory design. Prog. Aerosp. Sci. 2019, 109, 100543. [Google Scholar] [CrossRef]
- Shirazi, A.; Ceberio, J.; Lozano, J.A. Spacecraft trajectory optimization: A review of models, objectives, approaches and solutions. Prog. Aerosp. Sci. 2018, 102, 76–98. [Google Scholar] [CrossRef]
- Dachwald, B. Optimization of interplanetary solar sailcraft trajectories using evolutionary neurocontrol. J. Guid. Control Dyn. 2004, 27, 66–72. [Google Scholar] [CrossRef]
- Hornik, K.; Stinchcombe, M.; White, H. Multilayer feedforward networks are universal approximators. Neural Netw. 1989, 2, 359–366. [Google Scholar] [CrossRef]
- Cybenko, G. Approximation by superpositions of a sigmoidal function. Math. Control Signals Syst. 1989, 2, 303–314. [Google Scholar] [CrossRef]
- Foresee, F.D.; Hagan, M.T. Gauss-Newton approximation to Bayesian learning. In Proceedings of the IEEE International Conference on Neural Networks, Houston, TX, USA, 9–12 June 1997. [Google Scholar]
- Jiang, Y.Q.; Liang, G.Z. Design analysis of a new kind of combined dendrite grain. J. Solid Rocket. Technol. 2018, 41, 269–277. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Notation |
|---|---|
| N | Number of geometry units (half an angle) |
| R | Outer radius |
| Propellant density | |
| c* | Propellant characteristic velocity |
| a | Burning rate coefficient |
| n | Pressure index |
| pc~t curve | Pressure-time curve |
| Symbol | Notation |
|---|---|
| Number of units in layer l | |
| Activation function of the units in layer l | |
| Weight matrix from layer l-1 to layer l | |
| Bias vector from layer l-1 to layer l | |
| Net input (net activation) of units in layer l | |
| Output (activation) of units in layer l |
| Items | Value |
|---|---|
| 2 | |
| 20 | |
| 1 | |
| Symbol | Name | Value | Unit |
|---|---|---|---|
| Propellant density | 1700 | kg/m3 | |
| c* | Propellant characteristic velocity | 1400 | m/s |
| a | Burning rate coefficient | m/(s-Pa0.3) | |
| n | Pressure index | 0.3 | — |
| Symbol | Name | Value | Unit |
|---|---|---|---|
| N | Number of units | 12 | — |
| R | Outer radius | 0.5 | m |
| Propellant density | 1700 | kg/m3 | |
| c* | Propellant characteristic velocity | 1400 | m/s |
| a | Burning rate coefficient | m/(s-Pa0.3) | |
| n | Pressure index | 0.3 | — |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Li, W.; He, Y.; Liang, G. Reverse Design of Solid Propellant Grain for a Performance-Matching Goal: Shape Optimization via Evolutionary Neural Network. Aerospace 2022, 9, 552. https://doi.org/10.3390/aerospace9100552
Li W, Li W, He Y, Liang G. Reverse Design of Solid Propellant Grain for a Performance-Matching Goal: Shape Optimization via Evolutionary Neural Network. Aerospace. 2022; 9(10):552. https://doi.org/10.3390/aerospace9100552
Chicago/Turabian StyleLi, Wentao, Wenbo Li, Yunqin He, and Guozhu Liang. 2022. "Reverse Design of Solid Propellant Grain for a Performance-Matching Goal: Shape Optimization via Evolutionary Neural Network" Aerospace 9, no. 10: 552. https://doi.org/10.3390/aerospace9100552
APA StyleLi, W., Li, W., He, Y., & Liang, G. (2022). Reverse Design of Solid Propellant Grain for a Performance-Matching Goal: Shape Optimization via Evolutionary Neural Network. Aerospace, 9(10), 552. https://doi.org/10.3390/aerospace9100552