
Enhancing the Interlaminar Fracture Toughness and AO Resistance of CFRPs by Using Phosphorus-Containing Polymer/PEC-K Bifunctional Film


Abstract
:
1. Introduction
2. Experimental
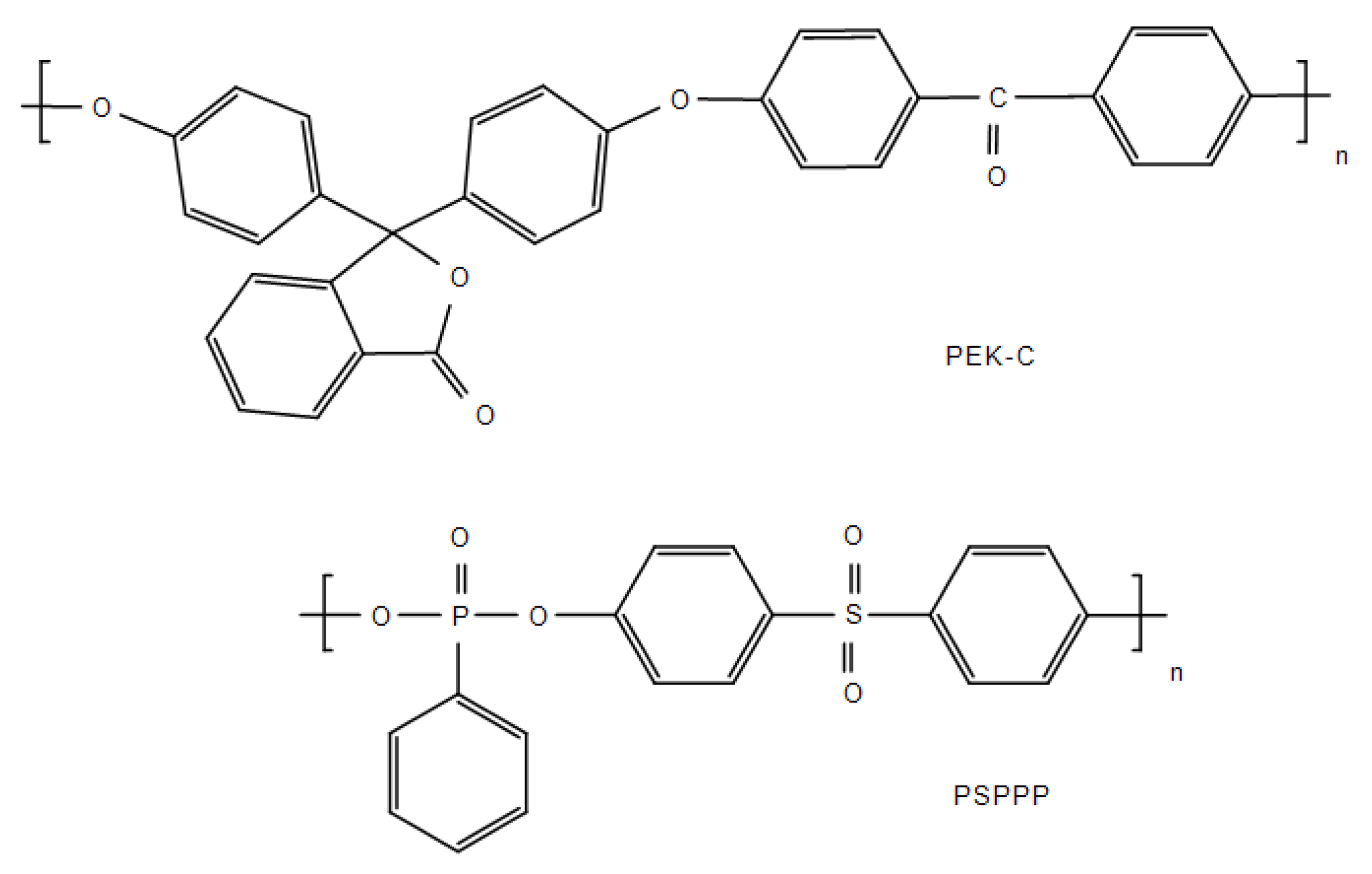
2.1. Materials
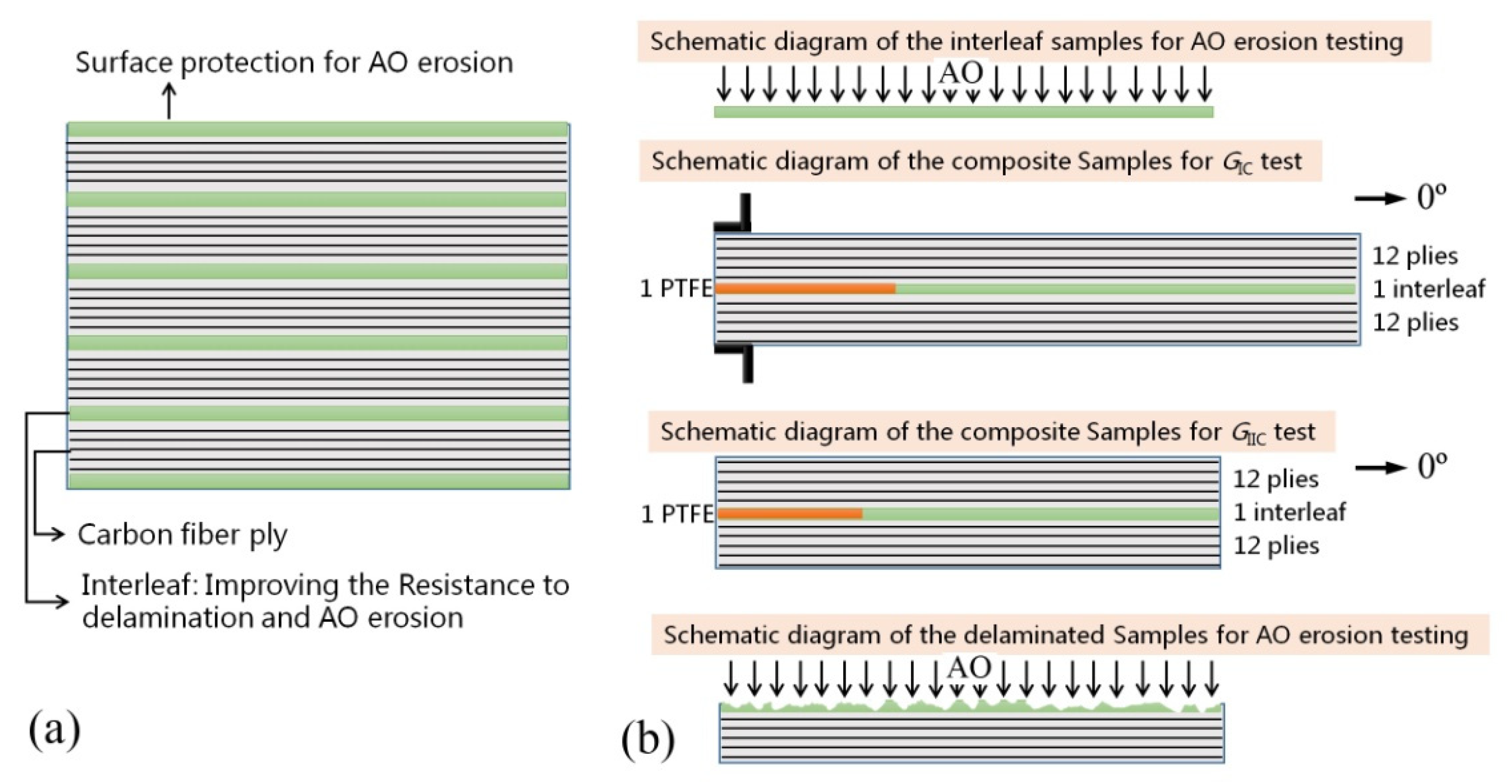
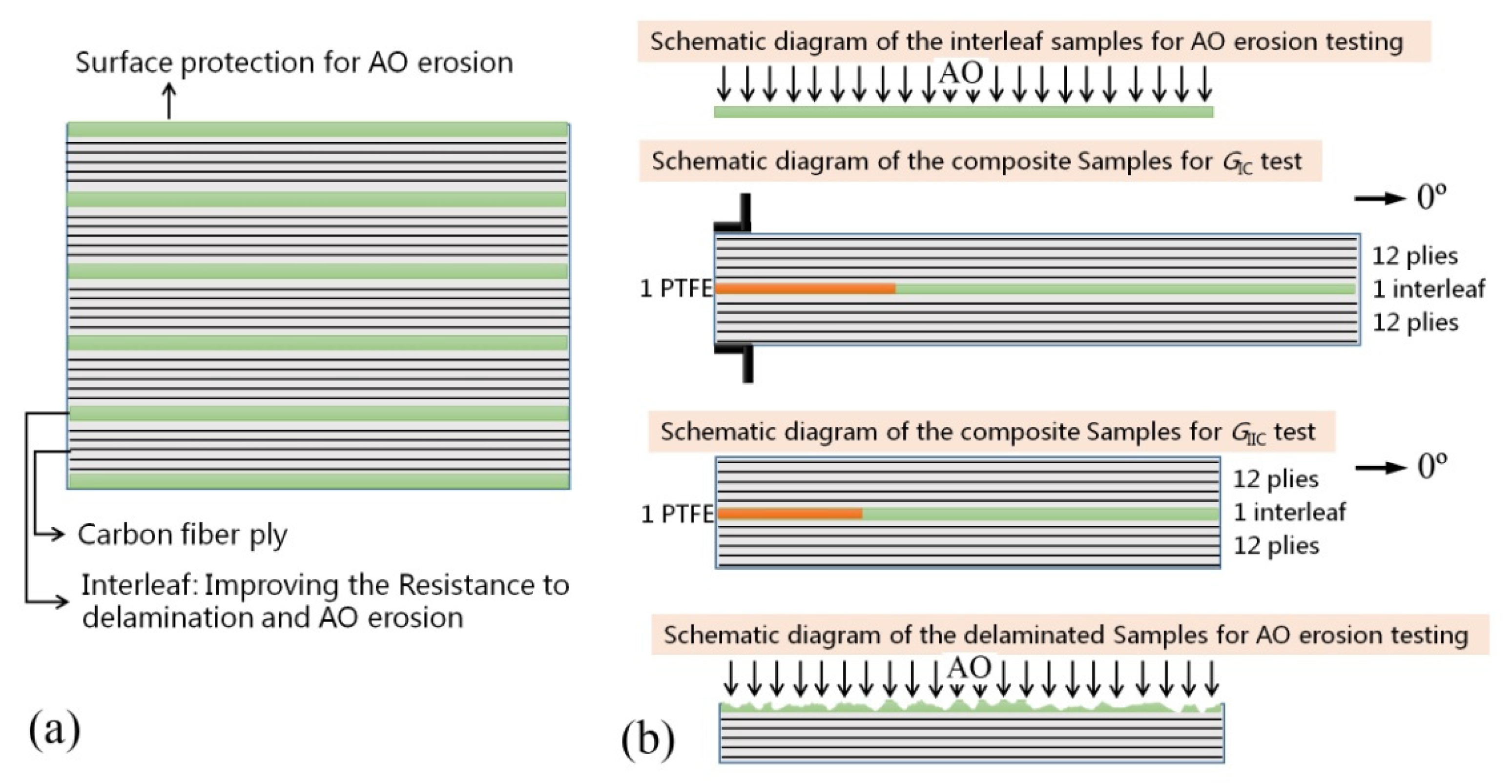
2.2. Preparation of the Laminates
2.3. Test of Mode I and II Interlaminer Fracture Toughness
2.4. Test of the AO Erosion Rates
2.5. Other Characterizations
3. Results and Discussion
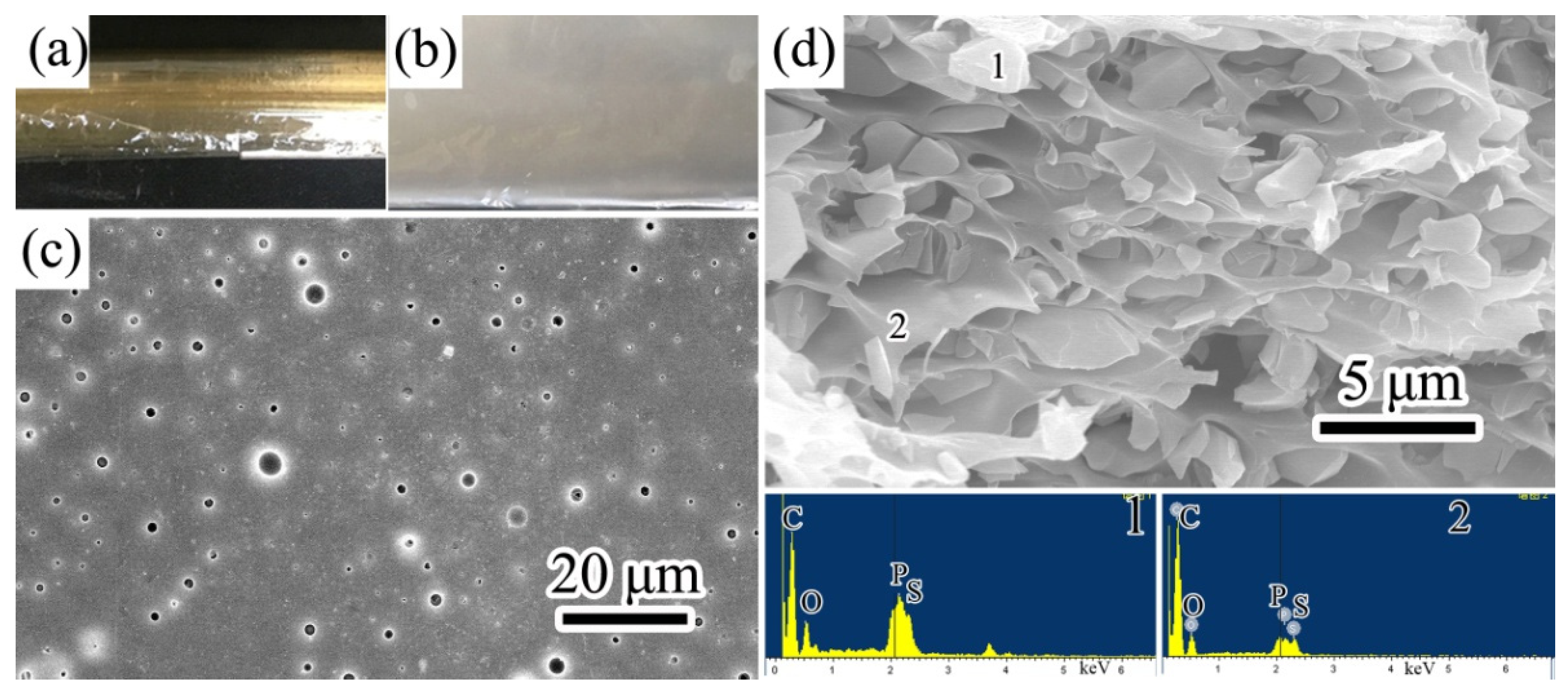
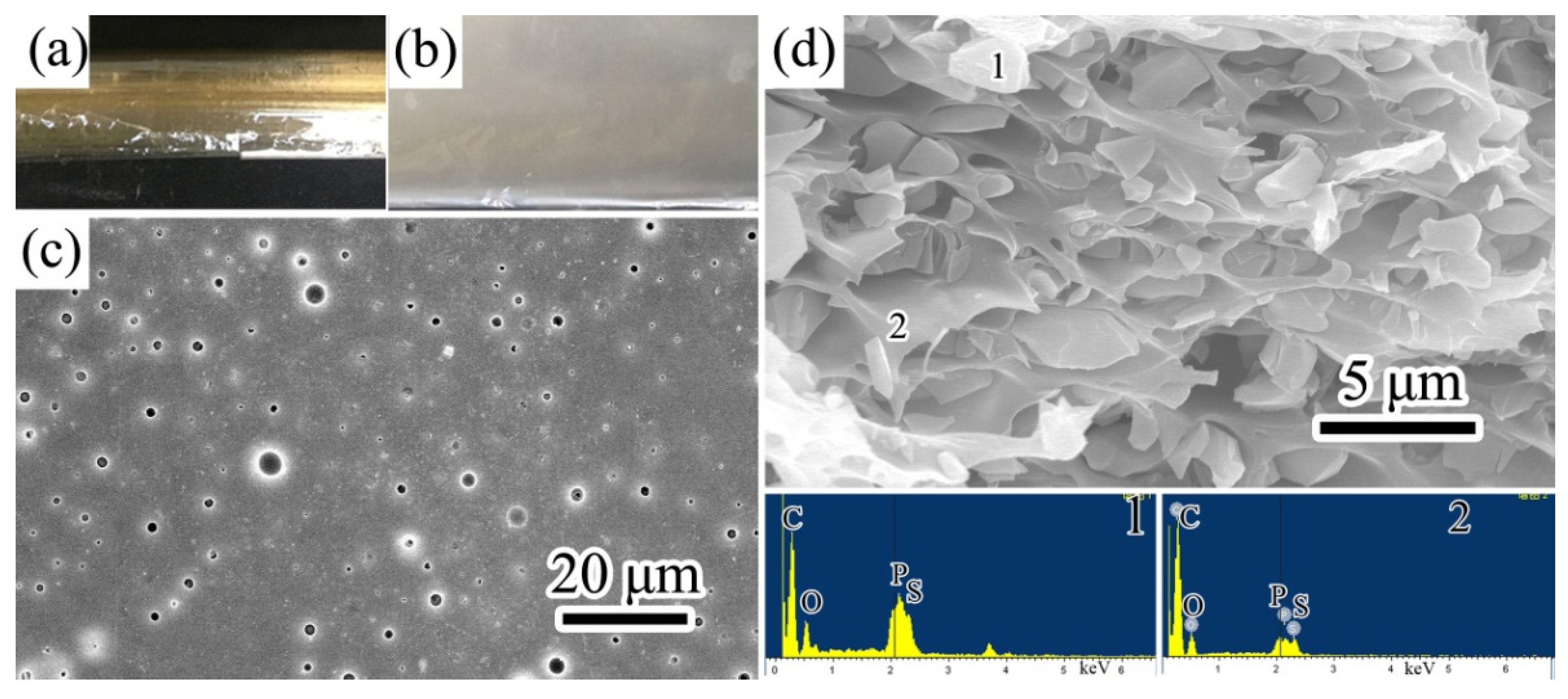
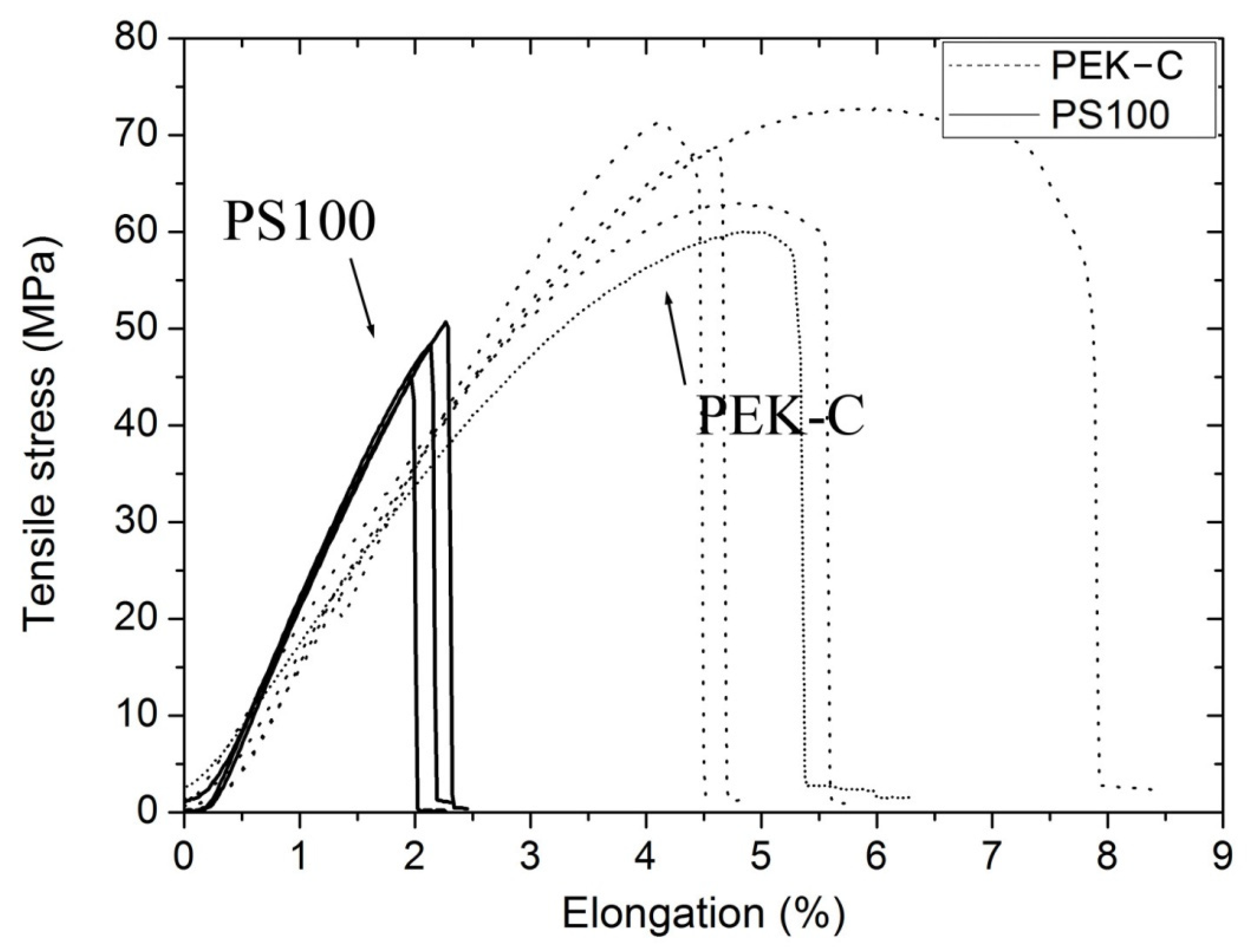
3.1. Preparation and Properties of Interleaf Films
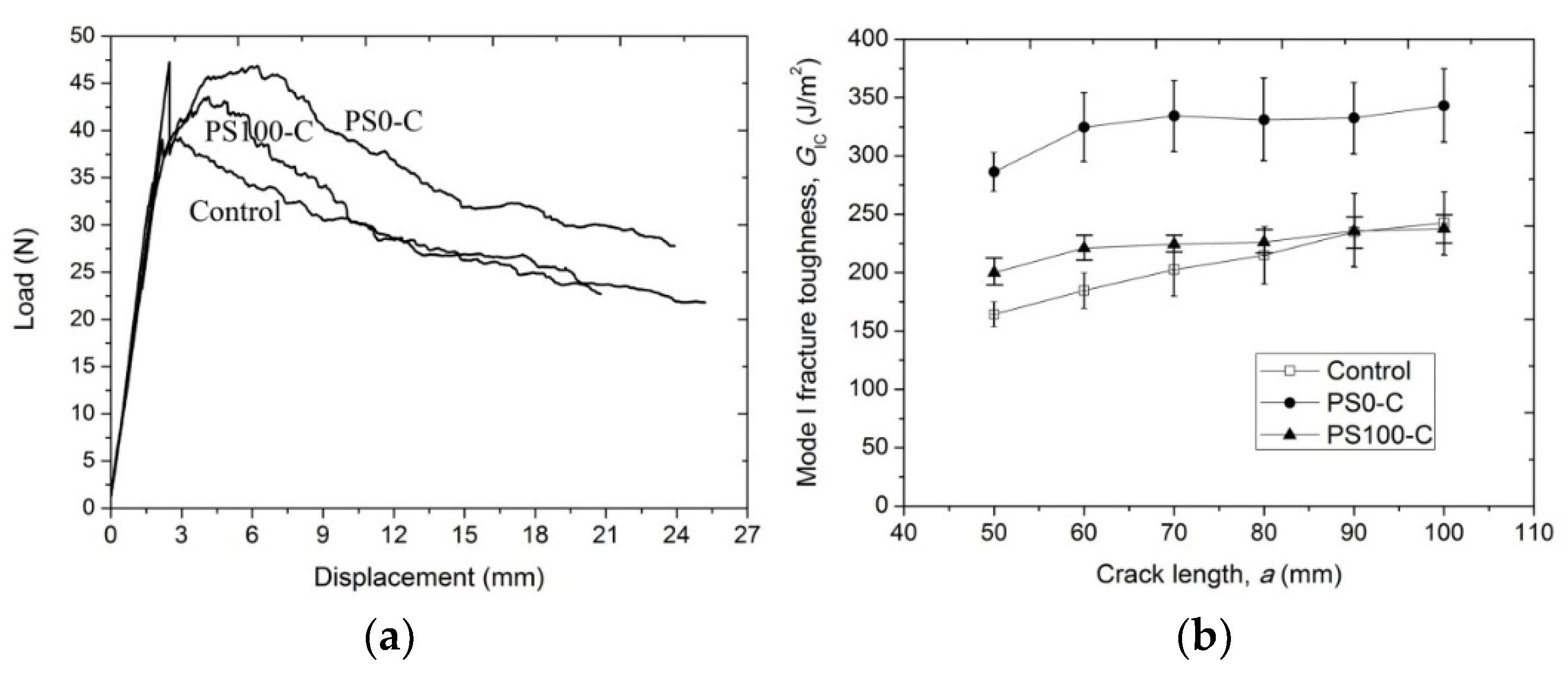
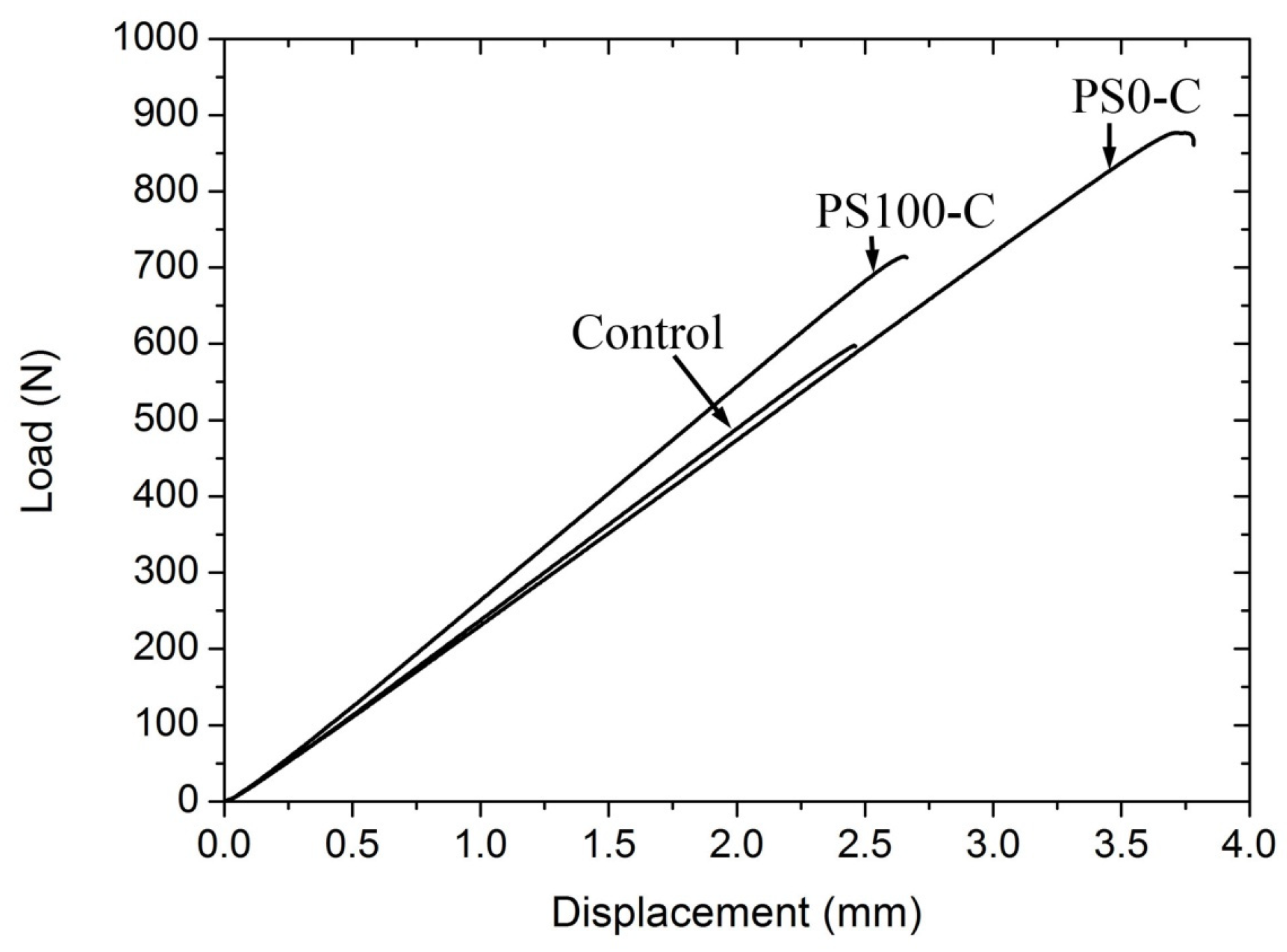
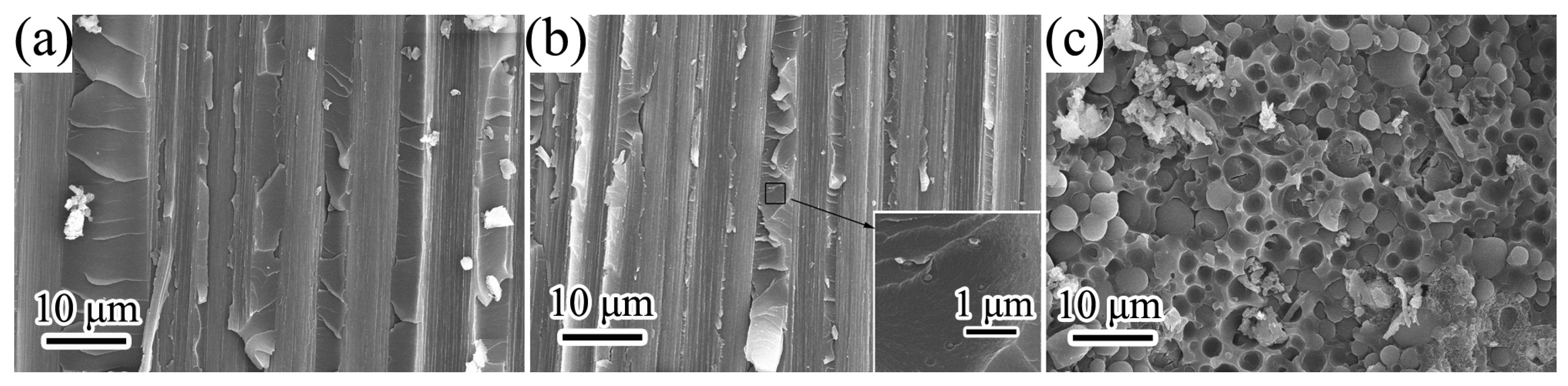
3.2. The Interlaminar Fracture Toughness of the Composites
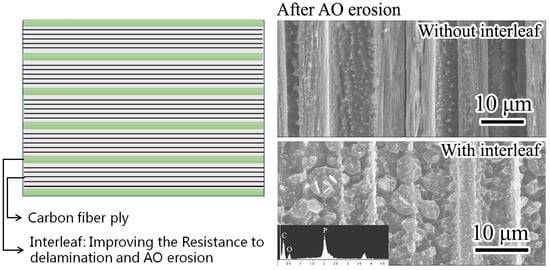
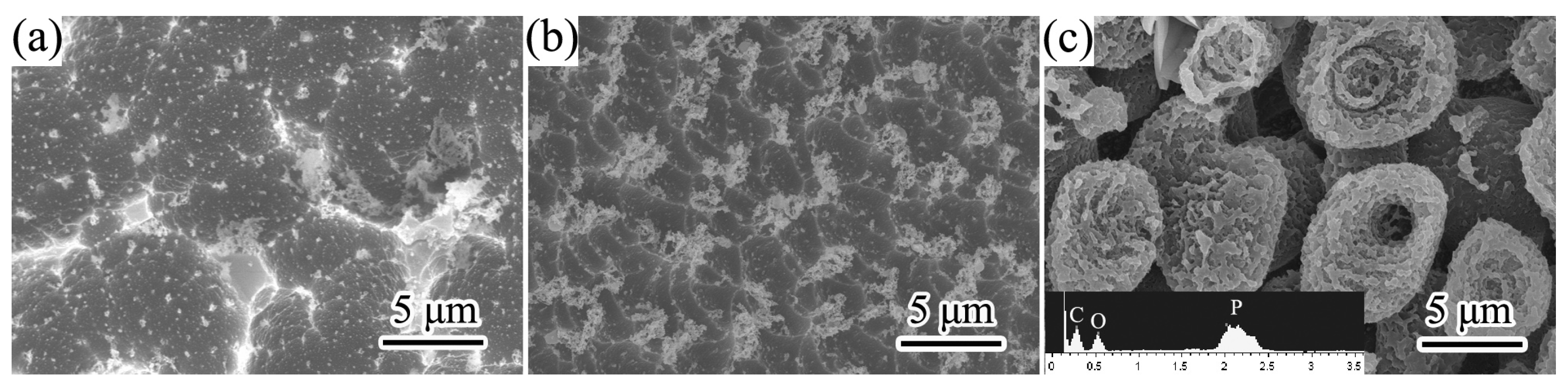
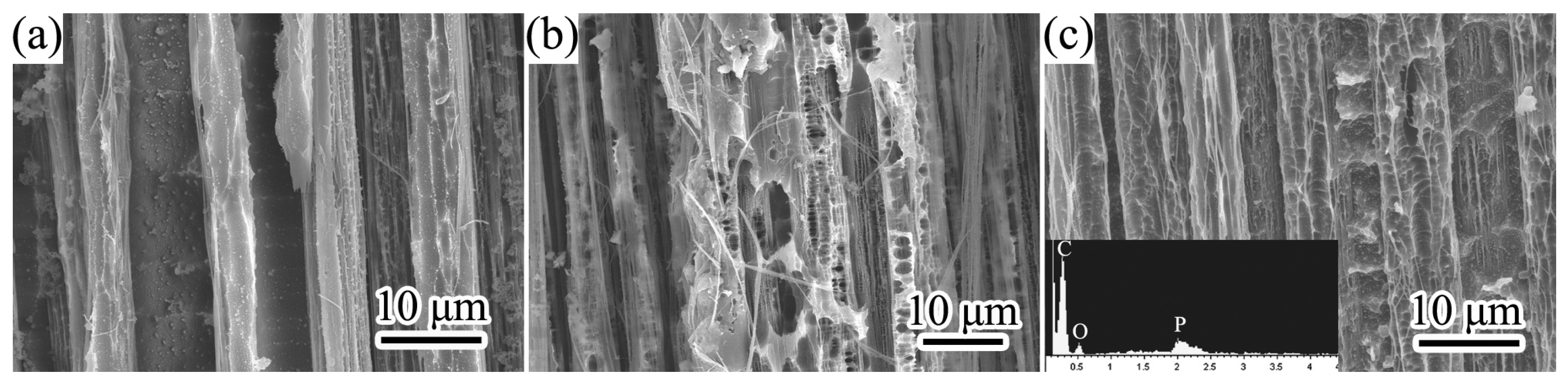
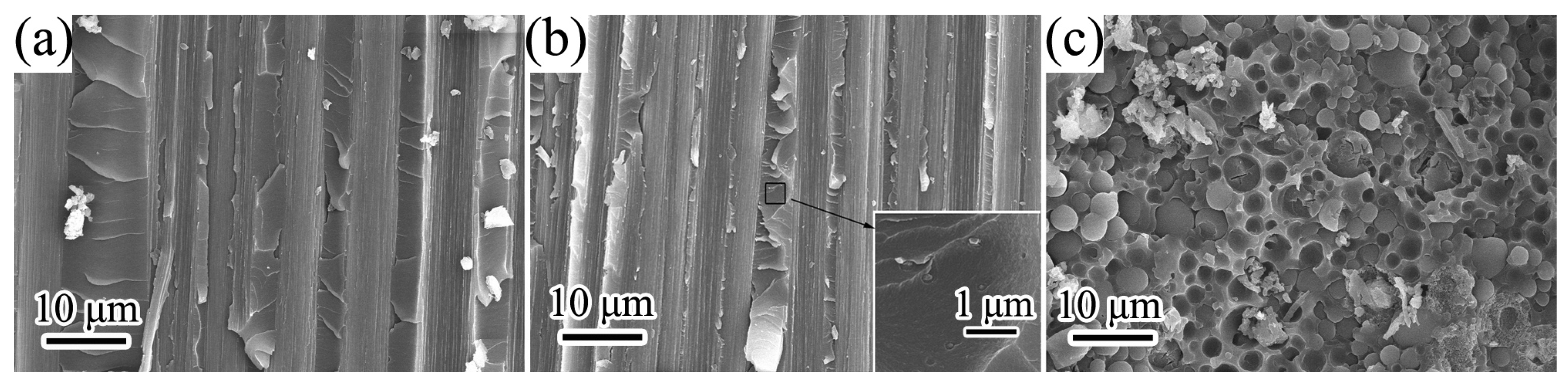
3.3. AO Erosion Properties
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Ghosh, L.; Kinoshita, H.; Ohmae, N. Degradation on a Mechanical Property of High-Modulus Aramid Fiber due to Hyperthermal Atomic Oxygen Beam Exposures. Compos. Sci. Technol. 2007, 67, 1611–1616. [Google Scholar] [CrossRef]
- Wei, H.; He, J.; Huang, Y.; Mao, L.; Cheng, Z. Study on Atomic Oxygen Erosion Resistance for Interface of Carbon Fiber/Epoxy Composites. J. Reinf. Plast. Compos. 2010, 29, 2547–2555. [Google Scholar]
- Chen, L.; Wei, F.; Liu, L.; Cheng, W.; Hu, Z.; Wu, G.; Du, Y.; Zhang, C.; Huang, Y. Grafting of Silane and Graphene Oxide onto PBO Fibers: Multifunctional Interphase for Fiber/Polymer Matrix Composites with Simultaneously Improved Interfacial and Atomic Oxygen Resistant Properties. Compos. Sci. Technol. 2015, 106, 32–38. [Google Scholar] [CrossRef]
- Huo, C.; Guo, L.; Cao, A.; Wang, Z.; Wang, C.; Kou, G.; Zhang, Y. The Degradation Behavior of C/C Composites in High-Energy Atomic Oxygen. Vacuum 2017, 146, 120–129. [Google Scholar] [CrossRef]
- Liu, X.; Cheng, L.; Zhang, L.; Luan, X.; Mei, H. Behavior of Pure and Modified Carbon/Carbon Composites in Atomic Oxygen En-Vironment. Int. J. Miner. Metall. Mater. 2014, 21, 190–195. [Google Scholar] [CrossRef]
- Pei, X.; Li, Y.; Wang, Q.; Sun, X. Effects of Atomic Oxygen Irradiation on the Surface Properties of Phenolphthalein Poly (Ether Sulfone). Appl. Surf. Sci. 2009, 255, 5932–5934. [Google Scholar] [CrossRef]
- Atar, N.; Grossman, E.; Gouzman, I.; Bolker, A.; Murray, V.J.; Marshall, B.C.; Qian, M.; Minton, T.K.; Hanein, Y. Atomic-Oxygen-Durable and Electrically-Conductive CNT-POSS-Polyimide Flexible Films for Space Applications. ACS Appl. Mater. Interfaces 2015, 7, 12047–12056. [Google Scholar] [CrossRef] [PubMed]
- Mundari, N.D.A.; Srivastava, A.K.; Toyoda, K.; Cho, M. Influnce of Atomic Oxygen Exposure on Surface Resistivity of Silicon Doped Polyimide Affecting Spacecraft Charging. Vacuum 2014, 105, 11–16. [Google Scholar] [CrossRef]
- Xu, S.; Sun, J.; Weng, L.; Hua, Y.; Liu, W.; Neville, A.; Hu, M.; Gao, X. In-Situ Friction and Wear Responses of WS2 Films to Space Environment: Vacuum and Atomic Oxygen. Appl. Surf. Sci. 2018, 447, 368–373. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.; Guo, H.; Zhao, Y.; Qiu, X.; Gao, L. Enhanced Resistance to the Atomic Oxygen Exposure of POSS/Polyimide Composite Fibers with Surface Enrichment through Wet Spinning. Eur. Polym. J. 2018, 105, 115–125. [Google Scholar] [CrossRef]
- Qi, H.; Qian, Y.; Xu, J.; Zuo, J.; Li, M. An AZ31 Magnesium Alloy Coating for Protecting Polyimide from Erosion-Corrosion by Atomic Oxygen. Corros. Sci. 2018, 138, 170–177. [Google Scholar] [CrossRef]
- Liu, B.; Ji, M.; Liu, J.; Fan, L.; Yang, S. Phenylphosphine Oxide Containing Polyimide Matrix Resins for Atomic Oxygen-Resistant Fiber-Reinforced Composites. High Perform. Polym. 2013, 25, 907–917. [Google Scholar] [CrossRef]
- Zhao, G.; Liu, B.; Wang, Q.; Wang, T. The Effect of the Addition of Talc on Tribological Properties of Aramid Fiber-Reinforced Polyimide Composites Under High Vacuum, Ultraviolet or Atomic Oxygen Environment. Surf. Interface Anal. 2013, 45, 605–611. [Google Scholar] [CrossRef]
- Zheng, N.; He, J.; Zhao, D.; Huang, Y.; Gao, J.; Mai, Y.-W. Improvement of Atomic Oxygen Erosion Resistance of Carbon Fiber and Carbon Fiber/Epoxy Composite Interface with a Silane Coupling Agent. Mater. Des. 2016, 109, 171–178. [Google Scholar] [CrossRef]
- Dransfield, K.; Baillie, C.; Mai, Y.-W. Improving the Delamination Resistance of CFRP by Stitching—A Review. Compos. Sci. Technol. 1994, 50, 305–317. [Google Scholar] [CrossRef]
- Hutchinson, J.W.; Lu, T.J. Laminate Delamination due to Thermal Gradients. J. Eng. Mater. Technol. 1995, 117, 386–390. [Google Scholar] [CrossRef]
- Yi, X.-S.; An, X.F. Effect of Interleaf Sequence on Impact Damage and Residual Strength in a Graphite/Epoxy Laminate. J. Mater. Sci. 2004, 39, 3253–3255. [Google Scholar] [CrossRef]
- Guo, M.; Liu, L. Structuring the Thermoplastic Interleaf with Lotus-Leaf-Like Structure and its Interlaminar Toughening for CFRPs. Compos. Sci. Technol. 2019, 183, 107825. [Google Scholar] [CrossRef]
- Tsotsis, T.K. Interlayer Toughening of Composite Materials. Polym. Compos. 2009, 30, 70–86. [Google Scholar] [CrossRef]
- Riccio, A.; Russo, A.; Sellitto, A.; Toscano, C.; Alfano, D.; Zarrelli, M. Experimental and Numerical Assessment of Fibre Bridging Toughening Effects on the Compressive Behaviour of Delaminated Composite Plates. Polymers 2020, 12, 554. [Google Scholar] [CrossRef] [Green Version]
- Enayati, M.S.; Neisiany, R.E.; Sajkiewicz, P.; Behzad, T.; Denis, P.; Pierini, F. Effect of Nanofiller Incorporation on Thermome-Chanical and Toughness of Poly (Vinyl Alcohol)-Based Electrospun Nanofibrous Bionanocomposites. Theor. Appl. Fract. Mech. 2019, 99, 44–50. [Google Scholar] [CrossRef]
- Guo, M.; Yi, X. The Production of Tough, Electrically Conductive Carbon Fiber Composite Laminates for Use in Airframes. Carbon 2013, 58, 241–244. [Google Scholar] [CrossRef]
- Guo, M.; Yi, X. Effect of Paper or Silver Nanowires-Loaded Paper Interleaves on the Electrical Conductivity and Interlaminar Fracture Toughness of Composites. Aerospace 2018, 5, 77. [Google Scholar] [CrossRef] [Green Version]
- Guo, M.; Yi, X.; Rudd, C.; Liu, X. Preparation of Highly Electrically Conductive Carbon-Fiber Composites with High Interlaminar Fracture Toughness by Using Silver-Plated Interleaves. Compos. Sci. Technol. 2019, 176, 29–36. [Google Scholar] [CrossRef]
- ASTM D5528-01. Standard Test Method for Mode I Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites; ASTM International: West Conshohocken, PA, USA, 2001. [Google Scholar]
- Daelemans, L.; van der Heijden, S.; De Baere, I.; Rahier, H.; VAN Paepegem, W.; De Clerck, K. Nanofibre Bridging as a toughening Mechanism in Carbon/Epoxy Composite Laminates Interleaved with Electrospun Polyamide Nanofibrous Veils. Compos. Sci. Technol. 2015, 117, 244–256. [Google Scholar] [CrossRef]
- Hunt, C.; Kratz, J.; Partridge, I.K. Cure Path Dependency of Mode I Fracture Toughness in Thermoplastic Particle Interleaf Toughened Prepreg Laminates. Compos. Part A Appl. Sci. Manuf. 2016, 87, 109–114. [Google Scholar] [CrossRef] [Green Version]
- Hojo, M.; Ando, T.; Tanaka, M.; Adachi, T.; Ochiai, S.; Endo, Y. Modes I and II Interlaminar Fracture Toughness and Fatigue Delamination of CF/Epoxy Laminates with Self-Same Epoxy Interleaf. Int. J. Fatigue 2006, 28, 1154–1165. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Film Abbreviation | PEK-C Content | PSPPP Content | Thickness | Composite Abbreviation |
|---|---|---|---|---|
| PEK-C | 100 wt.% | 0 | 25 μm | PS0-C |
| PS100 | 50 wt.% | 50 wt.% | 30 μm | PS100-C |
| Composites. | Control | PS0-C | PS100-C |
|---|---|---|---|
| GIC/(J/m2) | 207 | 325 | 224 |
| Std. Dev./(J/m2) | 44 | 58 | 20 |
| GIIC/(J/m2) | 556 | 1193 | 688 |
| Std. Dev./(J/m2) | 129 | 85 | 115 |
| Composites | Control | PS0-C | PS100-C |
|---|---|---|---|
| Base material | 3.20 ± 0.33 | 2.63 ± 0.52 | 0.50 ± 0.07 |
| Mode I fracture surface | 2.56 ± 0.86 | 4.70 ± 0.81 | 1.40 ± 0.32 |
| Mode II fracture surface | 3.04 ± 0.27 | 6.30 ± 0.76 | 2.09 ± 0.36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, M. Enhancing the Interlaminar Fracture Toughness and AO Resistance of CFRPs by Using Phosphorus-Containing Polymer/PEC-K Bifunctional Film. Aerospace 2021, 8, 365. https://doi.org/10.3390/aerospace8120365
Guo M. Enhancing the Interlaminar Fracture Toughness and AO Resistance of CFRPs by Using Phosphorus-Containing Polymer/PEC-K Bifunctional Film. Aerospace. 2021; 8(12):365. https://doi.org/10.3390/aerospace8120365
Chicago/Turabian StyleGuo, Miaocai. 2021. "Enhancing the Interlaminar Fracture Toughness and AO Resistance of CFRPs by Using Phosphorus-Containing Polymer/PEC-K Bifunctional Film" Aerospace 8, no. 12: 365. https://doi.org/10.3390/aerospace8120365
APA StyleGuo, M. (2021). Enhancing the Interlaminar Fracture Toughness and AO Resistance of CFRPs by Using Phosphorus-Containing Polymer/PEC-K Bifunctional Film. Aerospace, 8(12), 365. https://doi.org/10.3390/aerospace8120365