1. Introduction
Fibre reinforced polymers (FRP) have gained importance in aviation and other transportation sectors due to their excellent mechanical properties combined with relatively low weight. High performance composites like carbon fibre reinforced polymers (CFRP) and also glass fibre reinforced polymers (GFRP) are used in primary and secondary structures of modern aircrafts. They enable the construction of lighter and more efficient aircraft resulting in the reduction of fuel consumption and increased payloads Carbon fibres consume high amounts of energy during the production phase. Therefore, it is of high interest to reduce the consumption of synthetic materials in favour of bio-based materials in certain applications. Bio-based (renewable) materials like natural fibres have been under investigation for a long time for their use in composites but they have not yet been introduced into modern aircraft in a noticeable way. Lack of experience and confidence in the long-term performance and mechanical properties of composites containing natural fibres are still an obstacle for their usage in safety relevant applications like primary structures (e.g., fuselage). However, secondary structures and interior composites, which are not stressed on such high levels offer possible areas of application in aviation [
1].
In contrast to synthetic fibres, natural fibres are characterised by a complex multiscale structure, leading to a large variability in mechanical properties for different natural fibres [
2]. Compared to glass fibres, natural fibres usually offer good specific stiffness due to their low density. However, their tensile strength cannot compete even when taking into account the fibre density. Furthermore, the length of natural fibres is limited to the maximum of the plant length. Single flax fibres reach a maximum length in the two-digit millimetre range. This is a major difference compared to synthetic fibres which are available as filaments in theoretically unrestricted length. A comprehensive review of natural fibres and their properties can be found in the literature [
3,
4,
5,
6,
7].
The mechanical properties of natural fibre reinforced polymers (NFRP) are typically lower when compared to GFRP and especially CFRP. In order to broaden the application of NFRP, it is important to increase their mechanical properties. Several ways to improve the mechanical properties of NFRP have been investigated [
8]. Most of them use chemical treatments to improve the fibre-matrix adhesion. For example, the effect of silane coupling agents on NFRP has been reviewed by Xie et al. [
9]. As another example, the positive effects of the grafting of flax fibres with nanoparticles and incorporation of carbon nanotubes on natural fibres was recently reviewed by Li et al. [
10].
Another way to increase the mechanical properties of NFRP is the hybridization with synthetic fibres such as glass or carbon fibres. There is a differentiation between interlayer (interply) and intralayer (intraply) hybrid composites [
11,
12]. A common configuration of hybrid composites is the interlayer (
Figure 1a) because it is simple to produce by stacking commercially available reinforcement layers with different types of fibres, such as carbon fibre and glass fibre woven fabrics. A mix of different fibre types in one layer characterises intralayer hybrid composites, resulting in a higher dispersion of fibres but also a more complex production process (
Figure 1b). Swolfs et al. [
11] reported the limited availability of investigations in the comparison of interlayer and intralayer hybrid composites. Smaller delamination areas have been found by Park et al. [
13] after impact tests in intralayer compared to interlayer hybrids aramid/polypropylene fibre composites. An increased resistance to crack propagation has been found by Pegoretti et al. [
14] for E-glass and polyvinyl alcohol woven fabrics.
In the literature, a multitude of hybrid combinations of all kind of natural fibres with glass, aramid and carbon fibres can be found. Manders and Bader [
15] evaluated the tensile mechanical properties of glass/carbon fibre hybrid composites with epoxy resin. They found that the dispersion and localisation of the fibres had a strong effect on the results. An increase in toughness and failure strain was observed with a finer dispersion (“hybrid effect”). Reddy et al. [
16] found a gradual increase in tensile and flexural modulus by stacking layers of jute, pineapple leaf and glass fibres. Lützkendorf et al. [
17] assessed the combination of recycled carbon fibres (rCF) and natural fibres in a hybrid nonwoven and thermoplastic polypropylene matrix. With bonding agent, the flexural stiffness could be increased by more than 100% with an rCF-content of 20%. Using rCF/PP only in the top-layers with pure NF/PP in between (interlayer hybrid) led to a minor increase in flexural stiffness. Flynn et al. [
18] tested the effects of hybridization with flax and carbon fibre fabrics in different stacking configurations. A gain in tensile strength of 252% compared to a purely flax fibre reinforced composite was found for the hybrid variant. Adekunle et al. [
19] tested different hybrid combinations of woven and nonwoven flax fibres with glass fibres using a soybean oil derived bio-resin. They found a considerable increase in tensile strength by integration of a glass fibre mat. Cicala et al. [
20] combined flax and carbon fibres in different stacking sequences and found up to three times higher tensile strength compared to the pure flax composite. Murdani et al. [
21] found that the damping ratio decreased while flexural properties were improved by adding glass and carbon fibres to a jute fibre reinforced composite.
Summarizing the available literature on hybrid natural fibre/synthetic fibre composites, an improvement in mechanical properties was usually observed. A majority of studies are based on reinforcements using usual (commercial) delivery forms of reinforcement, such as woven fabric. However, the increasing use of CFRP in aviation and other high performance applications leads to a further rise in carbon fibre production. Double-digit growth for the demand of carbon fibre is expected in the next decade [
22]. From an ecological perspective, composites like CFRP consume high amounts of energy during the production phase. The high value of carbon fibres makes them very interesting for recycling. Recycled carbon fibres can be obtained from production waste (dry fibres from cutting and trimming as well as uncured prepreg) and cured end-of-life CFRP products. Close-loop recycling, as with metals is currently not available for end-of-life CFRP because of their intrinsic heterogenic structure. Especially in combination with cross-linked thermoset polymer systems, this impedes efficient recycling at the end of life [
23].
Potential cost savings and reduced energy consumption through carbon fibre recycling were predicted by Carberry [
24]. However, recycling processes can be even more expensive compared to the production of vCF [
25]. A comprehensive overview of composite recycling processes can be found in the review papers of Oliveux et al. [
26] and Naqvi et al. [
27]. Currently, the CFRP recycling process with the highest technology readiness level is pyrolysis [
28]. CFRP waste is fed into the pyrolysis chamber at temperatures up to 600 °C. Pyrolysis has already found its way into commercial applications in the UK and Germany [
29]. Typically, the quality of the recycled carbon fibres (rCF) is lower compared to virgin carbon fibres (vCF). A main reason is the discontinuous length due to the preceding shredding process to reduce the size of end-of-life parts. The removal of fibre sizing and thus a possible reduction of fibre-matrix adhesion is another drawback. Information on the influence of the fibre-matrix interface and interphase on the composite properties can be found in the work of Jesson et al. [
30]. The mechanical properties of rCF can still be considered as very good. Tensile fibre tests have shown comparable results for rCF and vCF [
31]. Because of the reduced length, the application of rCF is currently restricted to alternative use-cases with lower quality requirements [
28]. The usual delivery forms are chopped, milled and pelletized rCF [
29]. Another way to obtain recycled fibres is the recycling of waste of carbon fibre fabrics generated during the production of composites. Waste from fabric cutting is the main source for this material. The short and variable length of rCF is a challenge for converting them into continuous yarns used in woven reinforcements. Nonwovens made of chopped rCF are already available on the market [
32,
33].
Chopped rCF (
Figure 2b) shows some apparent similarities to natural fibres (
Figure 2a), for example, randomness, restricted length and curvature. Therefore, a possible way of using rCF is in combination with natural fibres in a hybrid nonwoven as reinforcement for FRP, combining the very good mechanical properties of the rCF with the low density and good damping properties of natural fibres. Nonwoven processes are capable of combining different types of fibres of variable length in a single web structure. Nonwovens are also less expensive and potentially more eco efficient compared to classic woven fabrics from bio-fibres due to their simple production process [
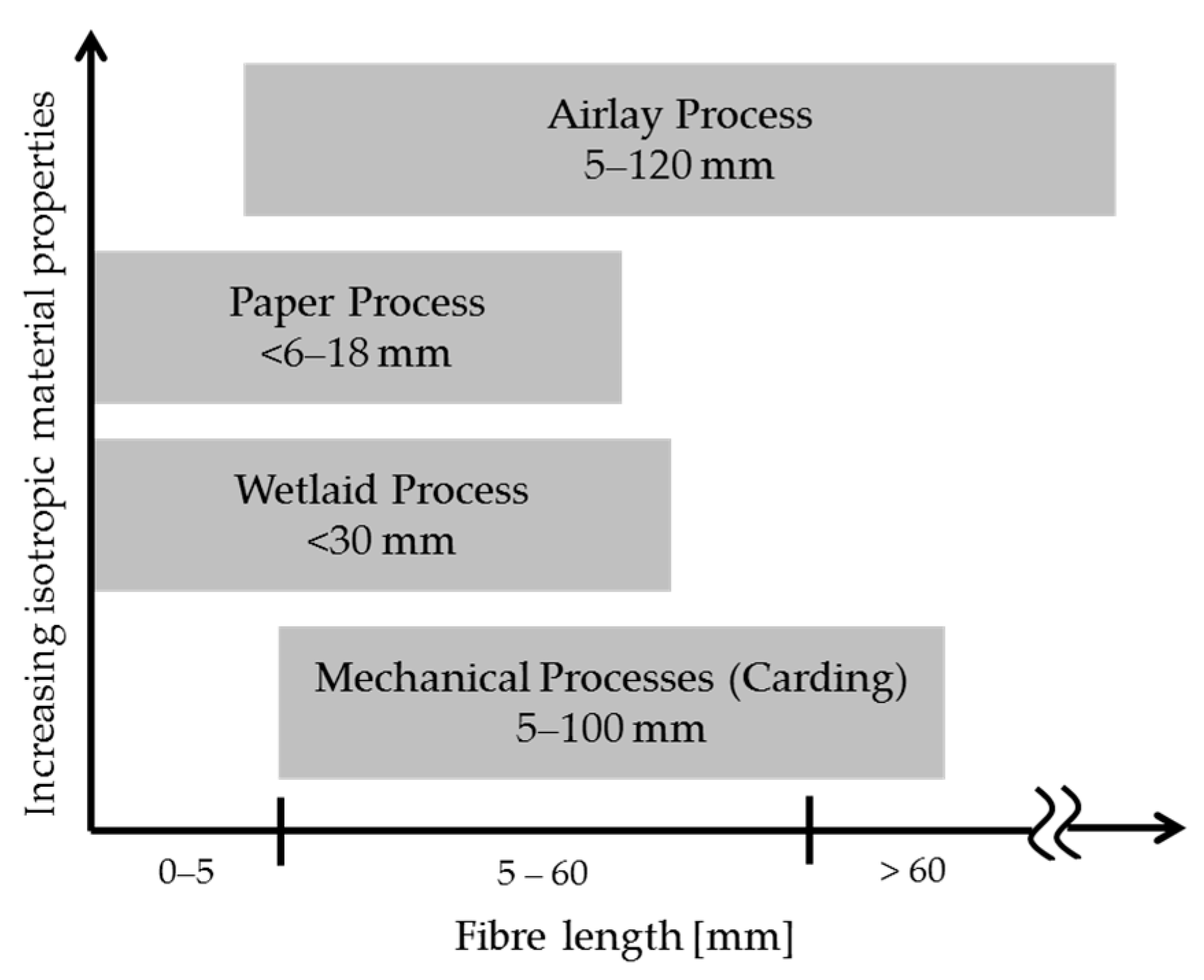
34]. The question is, do the added steps in the production of a hybrid nonwoven add benefits compared to a more common reinforcement, which uses just one fibre type in woven or nonwoven fabrics? The aim of this study is to make a preliminary assessment of the impact of flexural mechanical properties. An overview of typical manufacturing processes for nonwoven fabric in relation to fibre length and degree of isotropic behaviour is given in
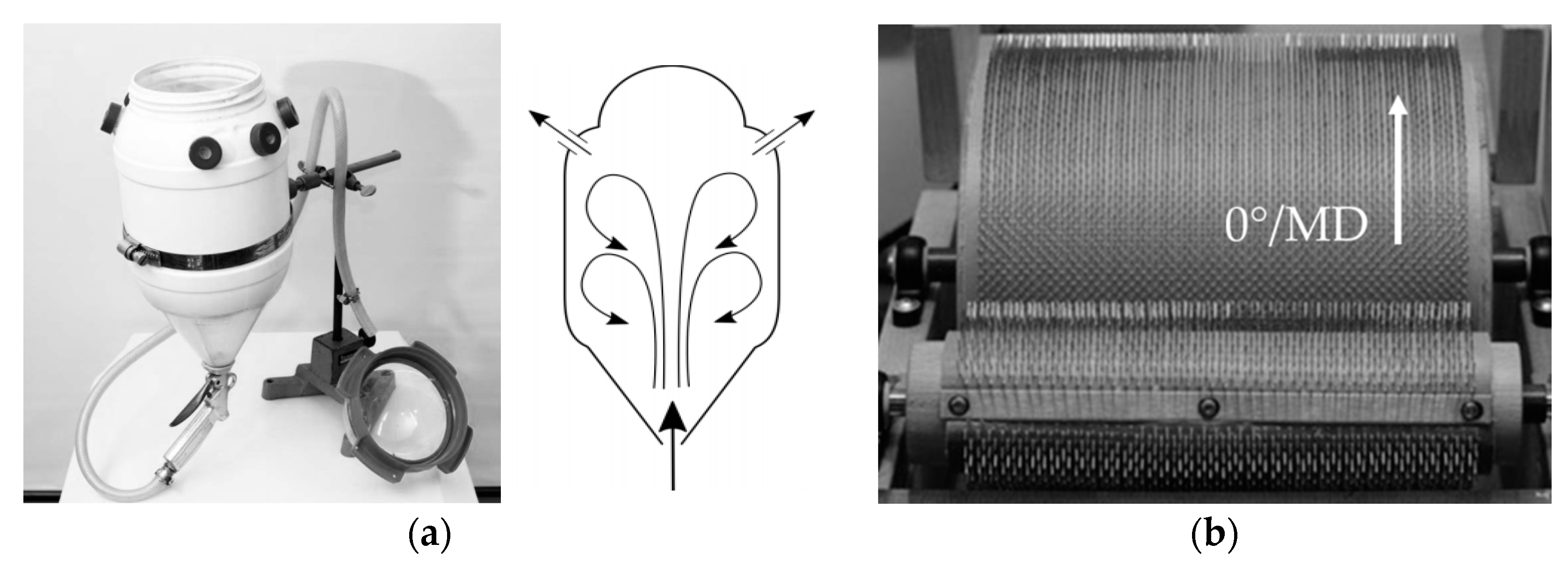
Figure 3. A distinction can be made between four processes, and the two dry-laying processes are capable of processing fibre lengths of more than 30 mm. Aerodynamic airlay processes usually utilize an airstream to feed the fibres on a moving belt. Carding is a process of separating individual fibres, using a series of dividing and re-dividing steps. This results in a parallelisation of the fibres. Carding is possible by using hand cards or drum cards in which fibres are fed through one or more pinned drums. The nonwoven web can be parallel or random laid. Parallel laid carded nonwoven usually results in good tensile strength and low elongation in the machine direction (MD) compared to the cross direction (CD) [
34].
The manufacturing processes of nonwoven fabrics are very efficient and it is possible to use different fibre length fractions. For woven fabrics, the fibres are normally processed into yarns, which leads to strong twists and thus to areas of potentially poor wettability by liquid resin systems. A possible advantage of the use of nonwoven for FRP lies in the better availability of the fibres to be embedded in the resin system. Nonwoven is an obvious choice because of the fibre characteristics of the flax and rCF. However, fibres can be damaged because of the mechanical stress during the carding process [
35].
The hybrid combination of recycled carbon fibres with natural fibres and their different distribution in thermoset composites has not been assessed in detail so far. This study aimed to provide a preliminary assessment of the potential of hybrid rCF/flax nonwoven as reinforcement in combination with a thermoset resin. Two references, pure flax and pure rCF nonwoven reinforced composite, were produced as a base line. Two hybrid variants contained fibres in the same total volumetric mixing ratio of flax to rCF (3:1). The difference was the distribution of the rCF over the laminate thickness. The effect on flexural mechanical properties was studied by three-point bending (3PB). This test was chosen because of the simple specimen preparation and the small size of the samples.
3. Results and Discussion
The mean results and standard deviations on flexural strength, modulus and strain at failure obtained from the flexural test are summarized in
Table 3.
Figure 7 provides a graphical overview of the test results for flexural strength and modulus. It can be observed that the fibre type and distribution in hybrid laminates has a strong impact on the flexural mechanical properties.
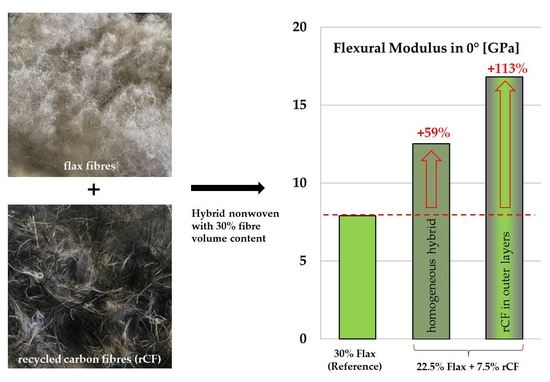
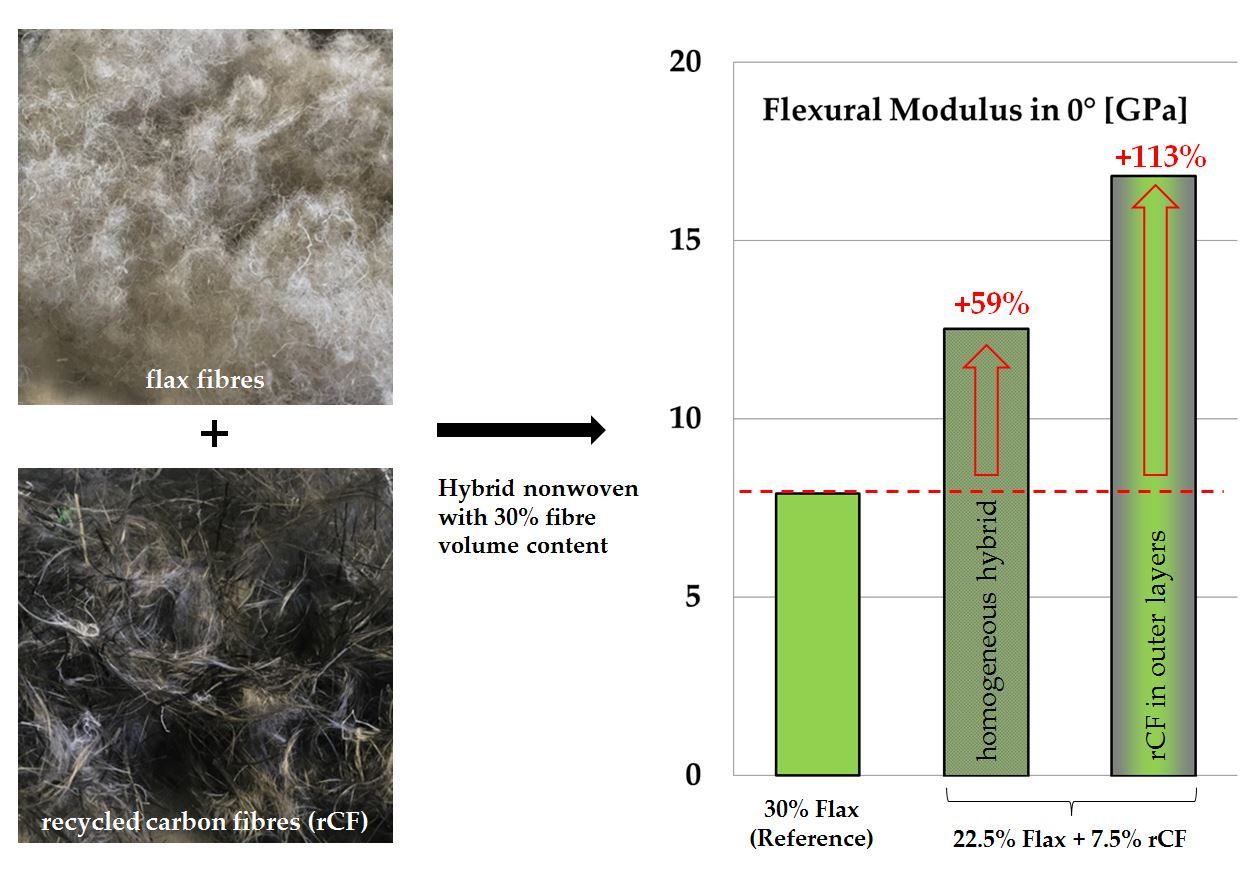
As a reference, the pure flax fibre reinforced laminate 30Flax achieved the lowest flexural mechanical properties of all tested laminates. Mean flexural strength was 131.2 MPa in the 0° laminate direction, while the mean flexural stiffness was 7.9 GPa. A decrease of 35% for flexural strength and 45% for flexural modulus was found in the transverse (90°) direction compared to the 0° laminate direction. The lower flexural properties in 90° can be explained by the stronger alignment of the fibres in the machine direction (MD) compared to the cross direction (CD) for the nonwoven produced with the electrical carding machine (see
Section 2.2).
The laminate with the highest flexural modulus and strength was reinforced purely with rCF nonwoven (30rCF). In the 0° laminate direction, 30rCF reached a mean flexural strength of 491.5 MPa and a modulus of 22.8 GPa. Flexural strength and modulus dropped by 43% and 49%, respectively, in the 90° laminate direction. Compared to the pure flax fibre reinforced variant (30Flax), a strong increase of 274% for flexural strength and 188% for flexural modulus was observed for 30rCF.
The intralayer hybrid laminate 22.5F-7.5rC, with an rCF to flax ratio of 3:1 distributed evenly in the laminate, reached a flexural strength of 225.3 MPa and a flexural modulus of 12.5 GPa in the 0° direction. Similar to the other laminates, flexural strength and modulus decreased by 49% and 56%, respectively, in the 90° laminate test direction. Compared to the pure flax reinforced laminate 30F, the substitution of 7.5 vol.-% flax fibres by rCF led to an increase of 72% strength and 59% stiffness in the 0° direction. The increase in flexural modulus and flexural strength was considerably lower in the 90° laminate test direction compared to the 0° direction. This corresponds to the stronger alignment of fibres in the machine direction (MD) during manufacturing of the nonwoven and led to a stronger influence of the matrix in the 90° direction.
In contrast to 22.5Flax-7.5rCF, the second hybrid laminate Gr-22.5Flax-7.5rCF contained the same total volumetric flax to rCF ratio of 3:1. However, here all rCF fibres were concentrated in the outer layers with flax to rCF ratio of 1:3. All remaining flax fibres were located as non-hybrid layers in the four middle layers (see
Table 1). This resulted in a combined intralayer and interlayer hybrid configuration. Concentrating the rCF in the outer layers resulted in a flexural strength of 286.7 MPa and a flexural modulus of 16.8 GPa in the 0° laminate direction. Compared to the evenly distributed rCF/flax mix in the laminate 22.5Flax-7.5rCF, the flexural strength and modulus were further increased by 27% and 34%, respectively. Compared to the pure flax fibre reinforced variant (30Flax), an increase of 118% flexural strength and 113% modulus was found. The flexural properties of the pure rCF laminate (30rCF) were still out of reach with a reduction of flexural strength of −71% for Gr-22.5Flax-7.5rCF. However, the flexural modulus of the Gr-22.5Flax-7.5rCF laminate approaches the stiffness of the 30rCF laminate with a loss of −36%. A reduction in flexural strength (−42%) and modulus (−54%) in the 90° laminate direction compared to 0° was found for Gr-22.5Flax-7.5rCF.
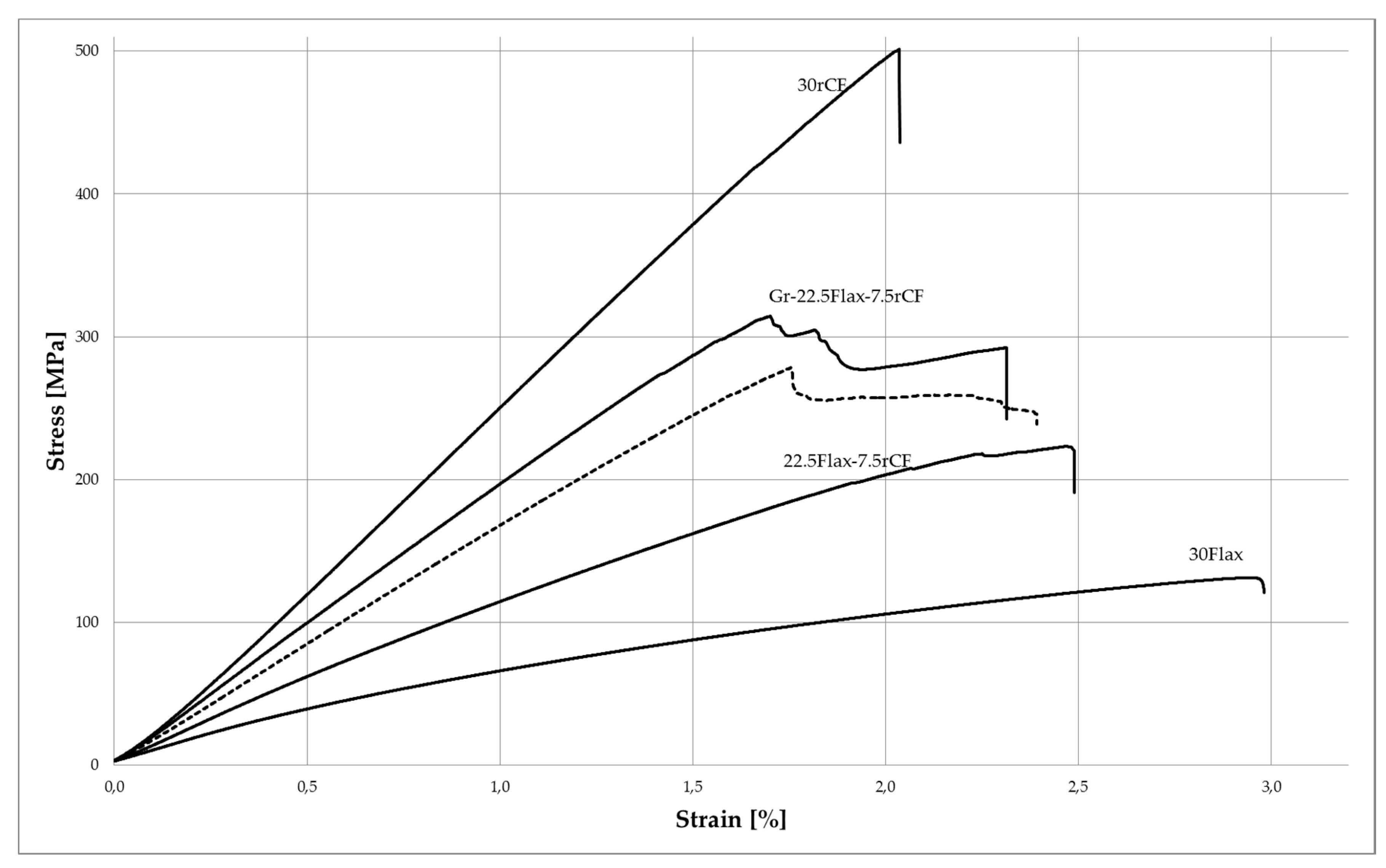
Typical stress-strain curves for each set of specimens in the 0° laminate direction (=machine direction of nonwoven) can be seen in
Figure 8, while
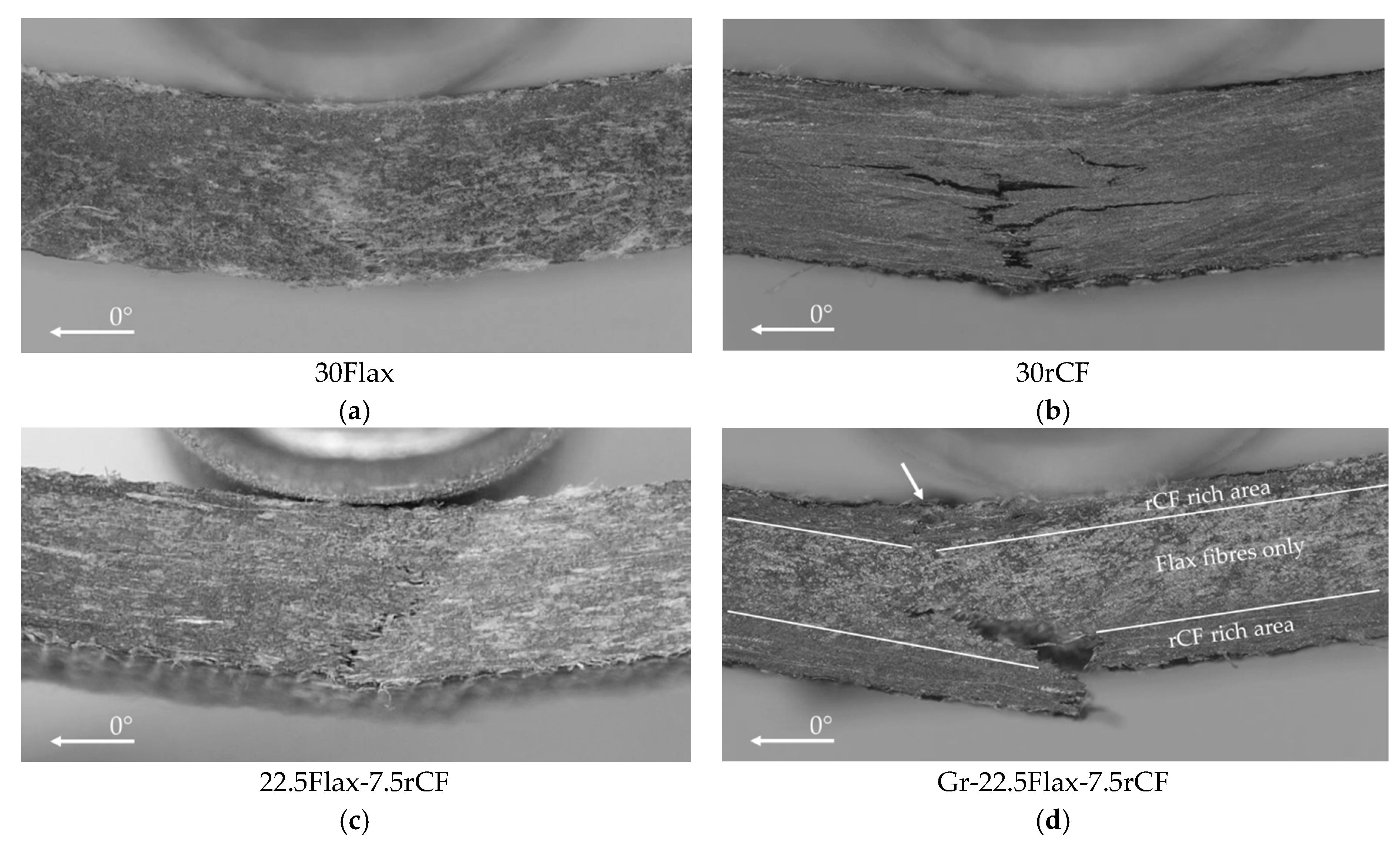
Figure 9 gives an overview of the fracture pattern after completion of the three-point bending tests. All measurement curves show an almost linear, slightly degressive behavior. Major differences in the stress-strain curves can be observed in stiffness, stress and strain at failure. While the 30rCF laminate obtained the highest flexural stress at failure, it also had the steepest rise, resulting in the highest stiffness. The fracture pattern of 30rCF is shown in
Figure 9b. Fracture occurred abruptly on the tension side (lower side in the specimen), with clearly visible delamination effects and branched crack patterns. The reference laminate 30Flax, made purely of flax fibres, had the lowest mechanical properties of approximately 125 MPa flexural strength and 8 GPa flexural modulus. A more degressive behaviour compared to 30rCF is visible for the test curve in
Figure 8. The strain at failure of about 3% is considerably higher compared to the laminates containing rCF with a strain at failure of up to 2.5%. Just as in laminate 30rCF, the fracture of 30Flax occurred on the tension side of the laminate, without observation of compression damage (
Figure 9a).
The hybridisation of flax and rCF introduced further variables, which resulted in a more complex behaviour of the stress-strain curves in the form of several drops of load (primary and final failure). The hybrid laminate 22.5Flax-7.5rCF (with evenly distributed rCF) shows several minor drops, starting at a strain of approximately 1.9%. Each drop is followed by a further increasing stress level as can be seen in the exemplary measurement curve in
Figure 8. Similar to the purely flax and rCF reinforced laminates, the fracture pattern was predominantly visible on the tension side (
Figure 9c).
A stronger distinction between primary and final flexural failure was observed for the gradient laminate Gr-22.5Flax-7.5rCF. Kretzis et al. [
12] described the flexural behaviour of hybrid fibre reinforced composites. They found that for some hybrid configurations, the stress at primary failure was about half of the stress at final failure. In the case of the laminate Gr-22.5Flax-7.5rCF, the first failure occurred on the compression side. The location of the compression failure (buckling) is indicated with an arrow in
Figure 9d and can also be attributed to a slight drop visible in the exemplary stress-strain curve at a strain of approximately 1.4% (
Figure 8). This first compressive failure had no significant effect on the further development of the stress-strain curve. Final failure started on the tension side, comparable to the other tested laminates. However, the final failure did not occur as a single catastrophic failure. Instead, after the first visible tensile failure, the stress level dropped slightly at a strain of approximately 1.7%, until the specimen failed completely at a strain of approximately 2.3%.
In the 90° laminate test direction the flexural mechanical properties were considerably lower than the 0° test direction because of the main fibre alignment in the machine direction of the composite. The failure in the 90° laminate test direction always occurred on the tension side without visible compression failure. Typically, the crack pattern was less branched compared to the 0° laminate test direction, with the exception of the 30rCF laminate, which showed a similar crack pattern in the 0° and 90° test direction.
Deviations in flexural mechanical properties measured for the hybrid nonwoven specimens were observed. The highest standard deviation in the 0° laminate test direction was found in the Gr-22.5Flax-7.5rCF variant. In principle, the standard deviation varies between 4.5% and 11.8% in the 0° laminate test direction. Two curves measured during the flexural test for the Gr-22.5Flax-rCF samples are shown in
Figure 8 as an example. The dashed line shows a low performing sample of Gr-22.5Flax-7.5rCF for comparison. Different reasons for the standard deviation can be considered and will be discussed in the following paragraph.
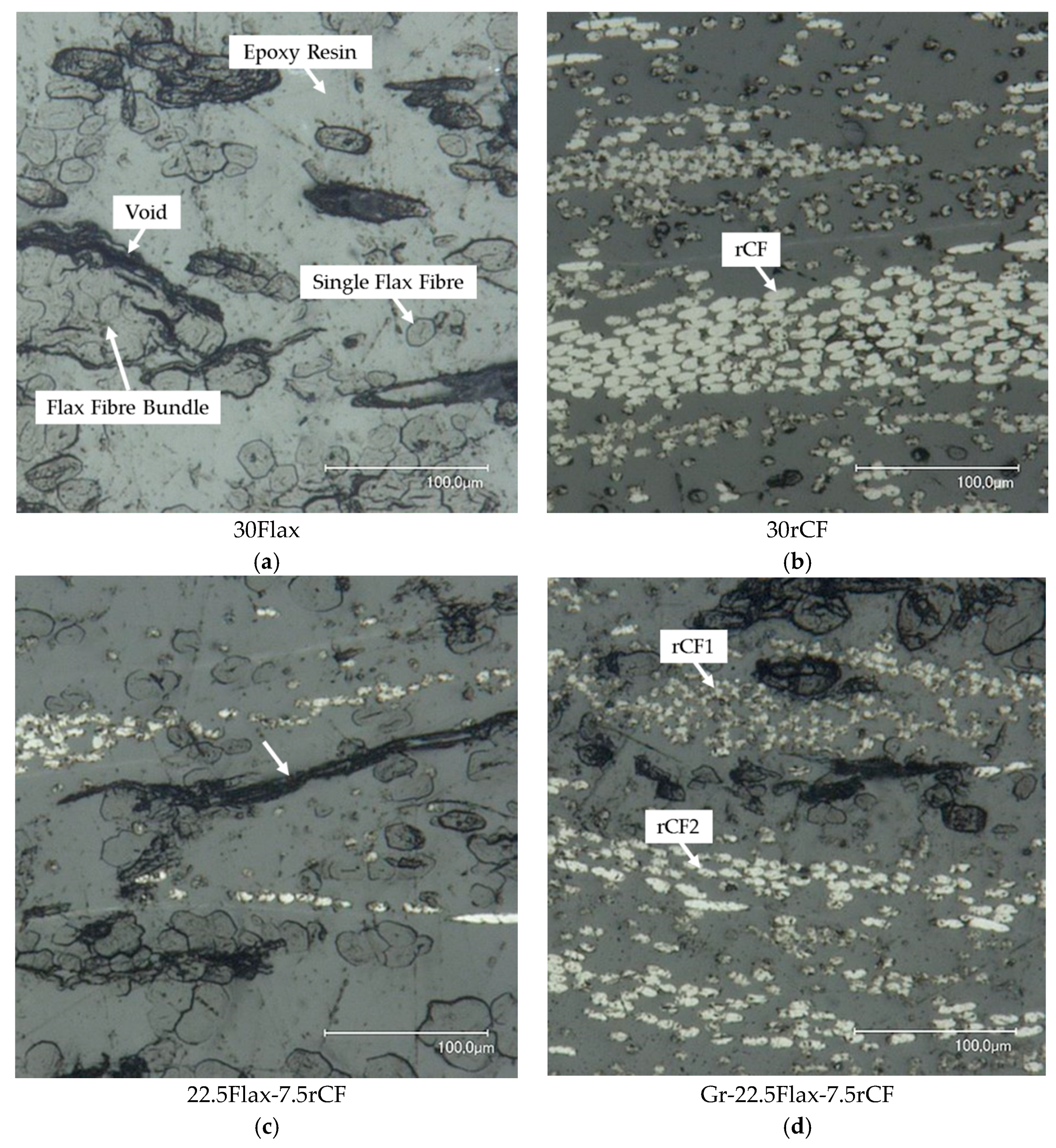
The distribution of fibres (rCF and flax) in the nonwoven was not fully homogeneous and led to variance in the fibre volume content in the laminate. For example, relative accumulations of rCF lead to higher mechanical properties in these specific areas compared to areas with low fibre content. An example can be observed in
Figure 5c, which shows a deviation in the thickness of the rCF rich outer layers. The random distribution of fibres in the nonwoven also has an effect on the fibre orientation in different areas of the laminate. This can lead to fibres oriented anywhere between the 0° and 90° laminate direction. The laboratory nonwoven produced in this study also showed a strong curvature of fibres which resulted in reduced mechanical performance compared to perfectly aligned fibres. Another aspect, generally applicable for natural fibre reinforced polymers, is the embedding of shives into the composite and a considerable void content. Shives are wooden particles that can be left over from the manufacturing process of the flax fibres. With a possible shive diameter in the millimetre range, compared to approximately 20 µm for flax fibres, these shives can act as a weak point in the composite. Voids and unwanted constituents like shives can increase stresses locally, leading to earlier failure [
37].
4. Conclusions and Outlook
Growing environmental concerns have led to an increased interest in the application of bio-based materials such as flax fibres in composites. In parallel, increasing amounts of CFRP waste raise questions on the utilisation of valuable recycled carbon fibres (rCF). Recycling only makes sense when the regained materials are used again in new applications. As NFRP usually have low mechanical properties compared to GFRP and CFRP, a possible solution for the improvement could be the addition of rCF in a hybrid composite. This study gives a preliminary insight into the potential of mixing flax fibres with rCF in a hybrid nonwoven and the effect on the flexural properties of epoxy composites.
The nonwoven, containing flax and rCF was manufactured manually with a two-drum card. While obtaining the typical overall randomness of fibre distribution, the nonwoven had a fibre orientation in the machine direction. Epoxy laminates with 30% fibre volume content were manufactured. The results presented in this study show that mixing natural bast fibres such as flax with a small amount of recycled carbon fibres (7.5 volume percent of the laminate) can lead to a significant increase in flexural mechanical properties compared to a composite only reinforced with flax fibres. The concentration of rCF in the outer layers of the laminate, away from the neutral axis, further increased the flexural mechanical properties, compared to the same mixing ratio of rCF to flax distributed evenly in the laminate. However, the flexural mechanical properties of composites purely reinforced with rCF were not obtained with the hybrid variants.
The hybrid combination of flax and rCF makes it possible to modify the material characteristics. The mixing ratio and distribution of the different fibres can be fully adapted to the requirements of the desired application. While such hybrid composites lose their fully bio-based nature, they may gain enough multifunctional characteristics to compete with fully synthetic materials. Usually, a high degree of freedom for the choice of fibre orientation, ranging from a strong fibre orientation up to a more isotropic material behaviour, can be obtained by standard nonwoven manufacturing processes. Therefore, a hybrid combination of natural fibres and recycled carbon fibres can be considered as a possible alternative to state-of-the-art materials such as GFRP for application in semi-structural applications. However, a more detailed characterisation of the hybrid nonwoven from rCF and flax is required. Tensile, compressive, damping and fatigue behaviour need to be characterised for a better understanding of the potential of natural fibres combined with recycled carbon fibres. An assessment of the damping properties is important to highlight the multifunctional advantages of the multiscale structure of natural fibres. Furthermore, recycled carbon fibres from a pyrolysis process should also be considered. Such rCF are decreased in size by the pyrolysis step, usually leading to reduced fibre-matrix adhesion. Chemical and physical treatments of the rCF could help to improve this interface.
Finally, it must be stressed that the environmental impacts need to be assessed. For example, a reduction in environmental impacts is not generally possible by just substituting synthetic fibres with natural fibres. The use-phase in transportation applications usually has a strong impact on the environmental properties. Another important aspect is the end-of-life treatment. NFRP can be incinerated but the addition of rCF would make another process necessary. Further recycling of the rCF in the hybrid laminates is theoretically possible. Such “re-recycled” rCF could be recovered in an even more deteriorated quality and used to produce milled rCF in the form that is already available today [
38]. It is important to calculate the environmental impacts of all life phases of composites with a life cycle assessment (LCA); from raw material extraction, production, and the use-phase to the end-of-life treatments, and to compare them with competing materials.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




