Effects of the Back Plate Inner Diameter on the Frictional Heat Input and General Performance of Brush Seals

Abstract
1. Introduction
2. Materials and Methods
2.1. Cold Air Test Facility (IFAS)
2.2. Brush Seal Test Rig (ITS)
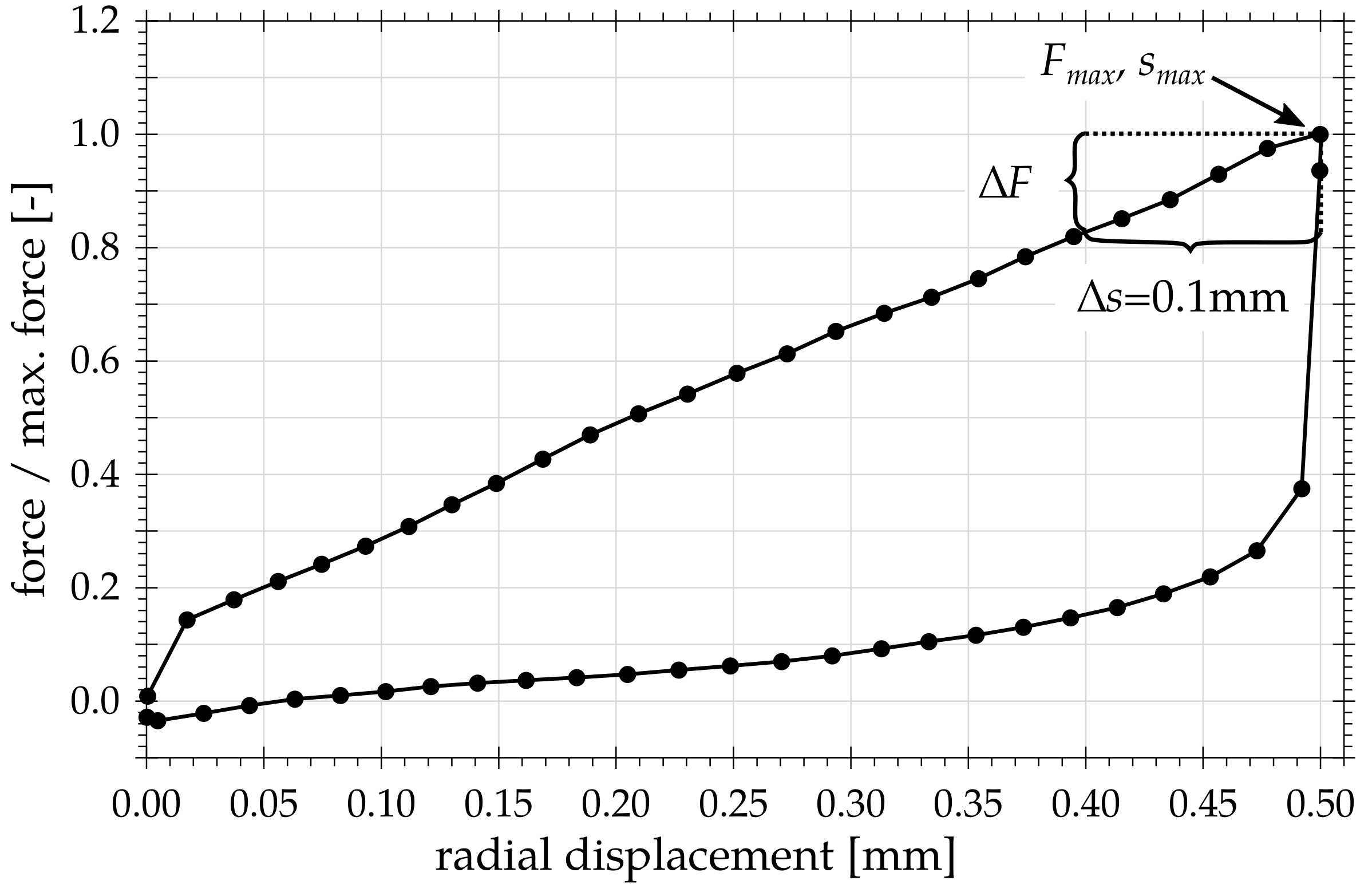
2.3. Evaluation Method
2.4. Repeatability of the Measurements
2.5. Investigated Seals and Test Parameters
3. Results and Discussion
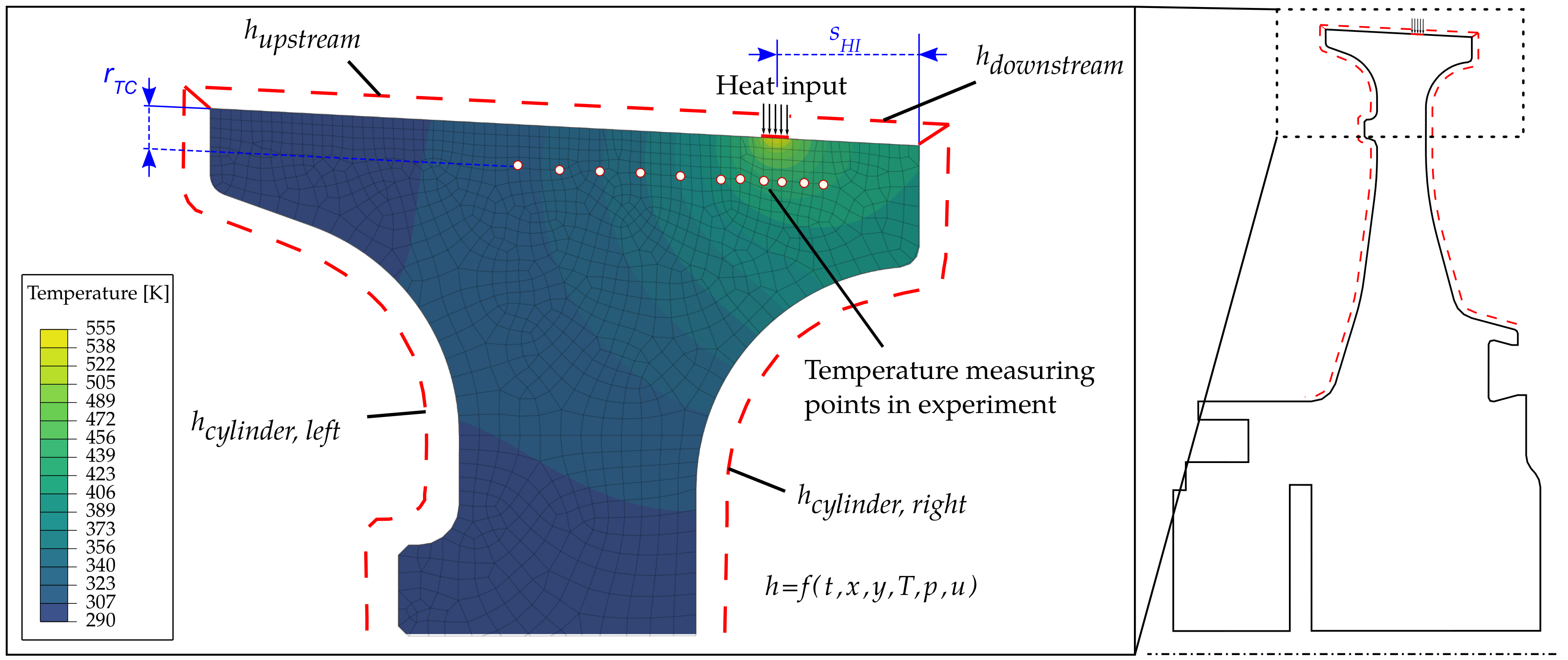
3.1. Generation and Distribution of Rubbing Heat
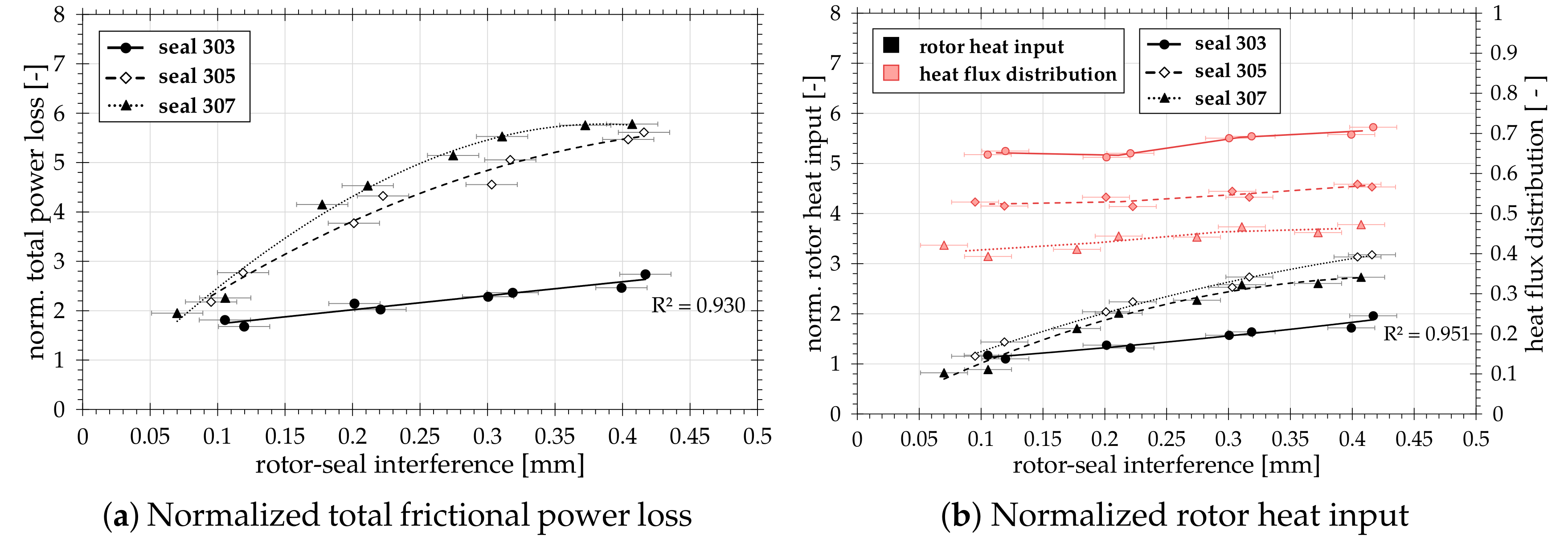
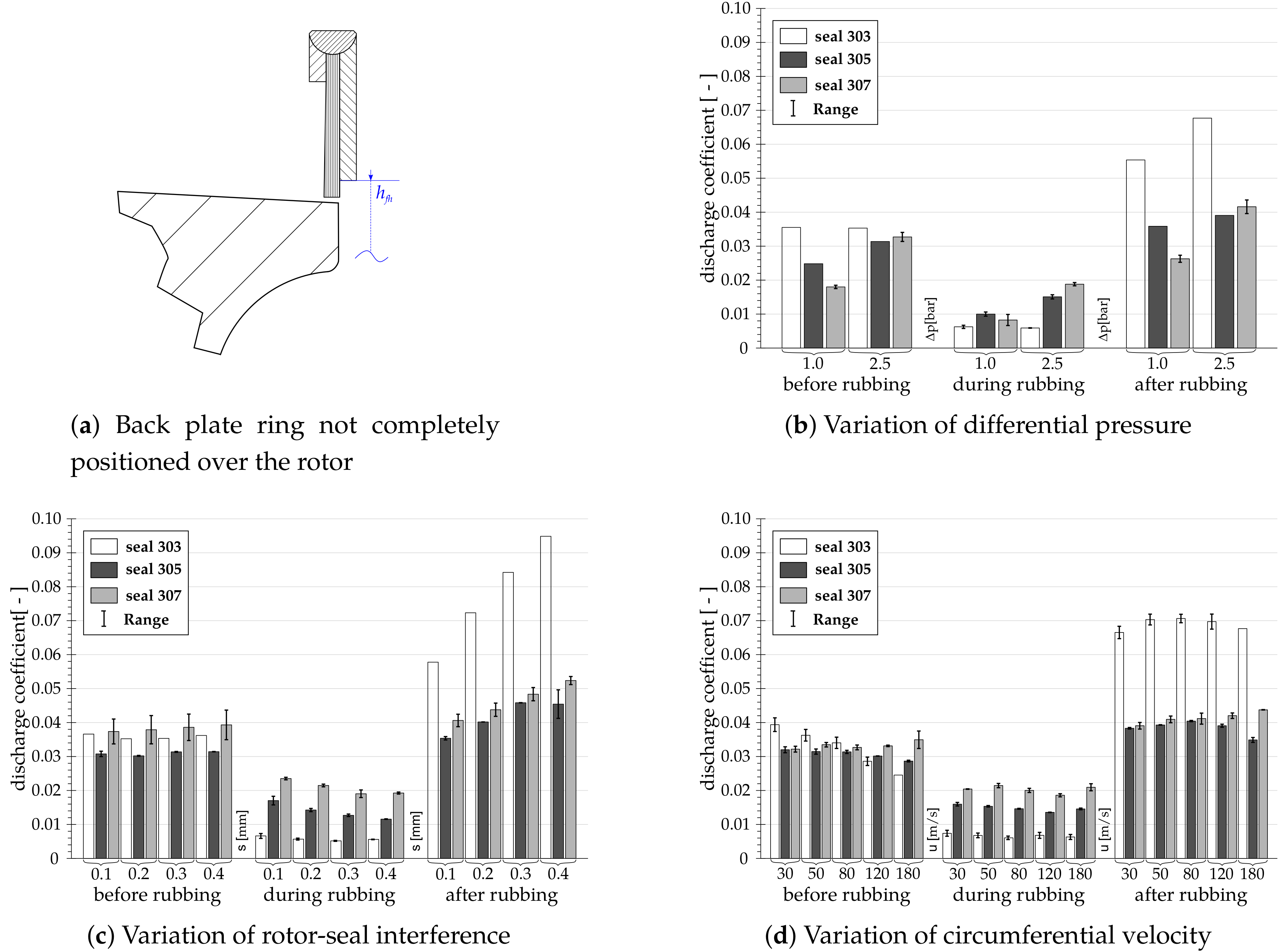
3.1.1. Variation of Rotor-Seal Interference
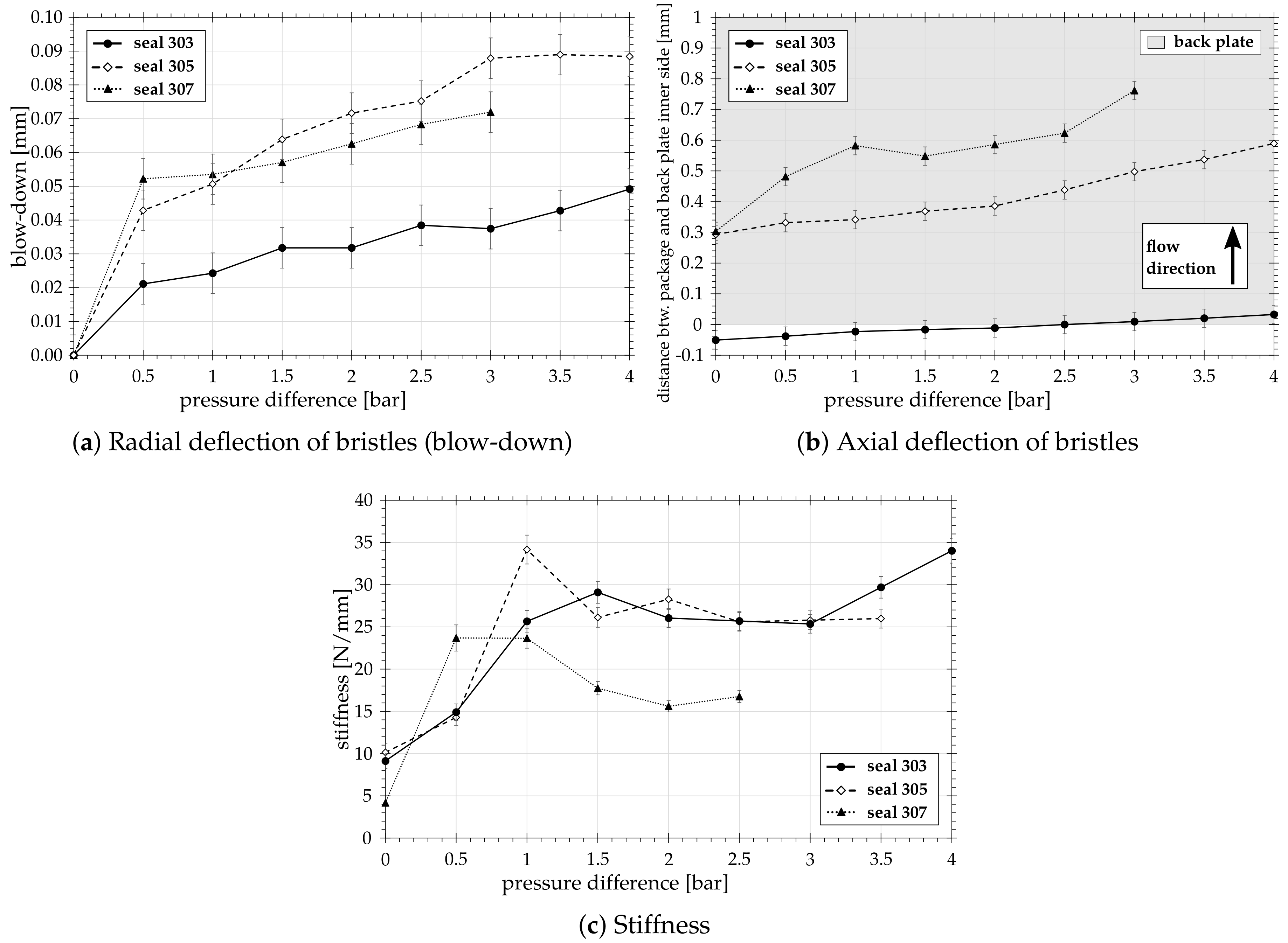
3.1.2. Variation of Differential Pressure
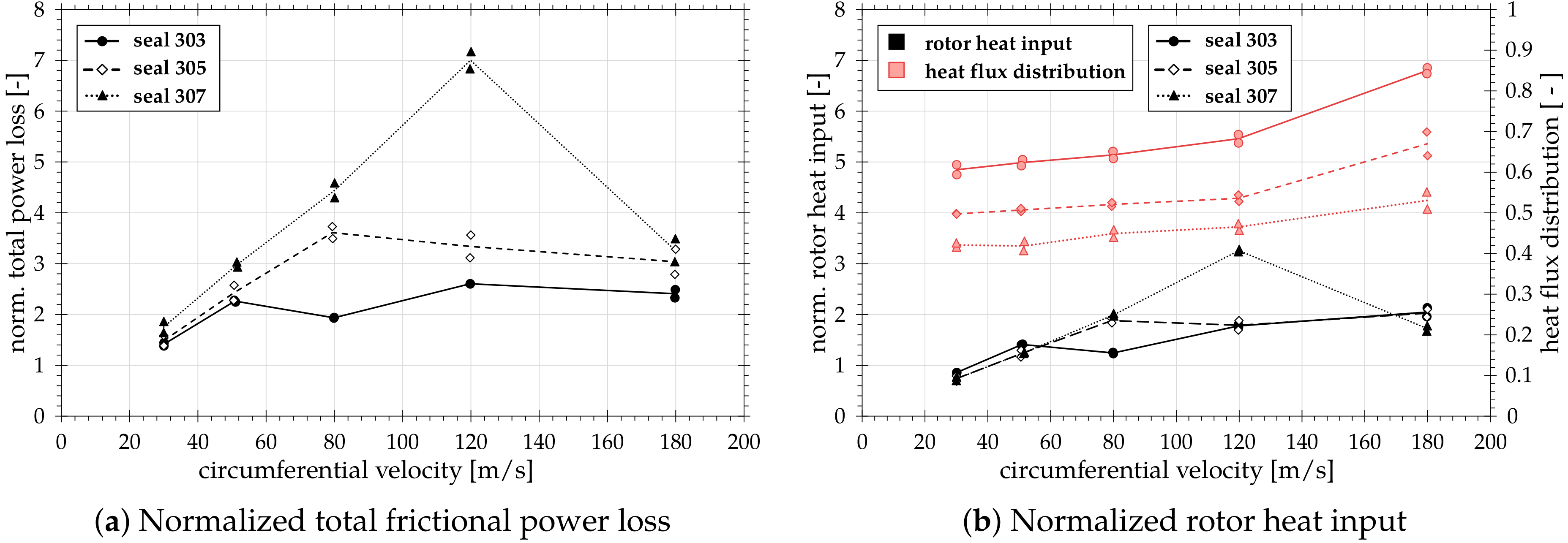
3.1.3. Variation of Circumferential Velocity
3.2. Leakage and Hysteresis Behaviour
4. Conclusions
- (1)
- Increasing the backing plate inner diameter causes a larger blow-down due to lower friction. However, if the diameter is increased too much, the axial deflection begins to predominate.
- (2)
- The bristles of seals 305 and 307 begin to flutter during stiffness measurements above a differential pressure of 1.0 bar. As a result, the stiffness decreases significantly. Seal 303 is very stiff and shows no bristle oscillations.
- (3)
- The bristles of the rigid seal 303 are radially deflected during the rubbing and remain in this position. The spring restoring forces of the bristles can not overcome the friction. As a result, the contact forces on the rotor and thus the heat inputs are lower.
- (4)
- The bristles of seals 305 and 307—on the other hand, they are very loose and flexible. The bristles do not remain in their deflected position. For this reason, the contact forces and heat inputs are higher.
- (5)
- The heat distribution shows that an increasing amount of heat is transferred into the air at higher differential pressures due to the increased air mass flow.
- (6)
- For two seals, a saturation level of the heat inputs is established at high circumferential speeds. An air-riding effect might be the cause for this saturation.
- (7)
- Seal 303 has consistently lower leakage rates before and during rubbing. However, the hysteresis behaviour of seals with larger fence height is significantly better.
Author Contributions
Acknowledgments
Conflicts of Interest
Nomenclature
| A | Gap area between the back plate and the rotor |
| b | Bristle pack width |
| Discharge coefficient | |
| Bristle diameter | |
| Bore hole diameter | |
| Seal inner diameter | |
| h | Heat transfer coefficient |
| Fence height | |
| Bristle free length | |
| Radial gap/interference between package and rotor | |
| Mass flow through brush seal | |
| Idealized, inviscid gap flow | |
| N | Number of individual measurements |
| p | Pressure |
| R | Specific gas constant |
| Coefficient of determination | |
| Radial distance of bore hole to rotor surface | |
| Axial distance of package to back plate | |
| Axial position of heat impact | |
| Depth of the bore hole | |
| T | Temperature |
| u | Circumferential velocity |
| Greek Symbols | |
| Heat capacity ratio | |
| Laying angle | |
| Axial inclination | |
| Packing density | |
| Standard deviation or standard error of the mean | |
| Subscripts | |
| in | Inlet |
| out | Outlet |
| t | Total |
| Abbreviations | |
| IFAS | Institut für Flugantriebe und Strömungsmaschinen (engl.: Institute of Jet propulsion and Turbomachinery) |
| ITS | Institut für Thermische Strömungsmaschinen (engl.: Institute of Thermal Turbomachinery) |
| SD | Standard deviation |
| TC | Thermocouple |
References
- Crudgington, P.F.J. Brush Seal Performance Evaluation. In Proceedings of the 34th AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, Joint Propulsion Conferences, Cleveland, OH, USA, 13–15 July 1998. [Google Scholar] [CrossRef]
- Crudgington, P.F.; Bowsher, A. Brush Seal Blow Down. In Proceedings of the 39th AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, Joint Propulsion Conferences, Huntsville, AL, USA, 20–23 July 2003. [Google Scholar] [CrossRef]
- Berard, G.; Short, J. Influence of Design Features on Brush Seal Performance. In Proceedings of the 35th AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, Joint Propulsion Conferences, Los Angeles, CA, USA, 20–24 June 1999. [Google Scholar] [CrossRef]
- Schwarz, H.; Flegler, J.; Friedrichs, J. Design Parameters of Brush Seals and Their Impact on Seal Performance. In Proceedings of the ASME Turbo Expo 2012: Turbine Technical Conference and Exposition, Copenhagen, Denmark, 11–15 June 2012; American Society of Mechanical Engineers: New York, NY, USA, 2012; Volume 6: Oil and Gas Applications; Concentrating Solar Power Plants; Steam Turbines; Wind Energy. [Google Scholar] [CrossRef]
- Bidkar, R.; Demiroglu, M.; Zheng, X.; Turnquist, N. Stiffness Measurements for Pressure-Loaded Brush Seals. In Proceedings of the ASME Turbo Expo 2011: Turbine Technical Conference and Exposition, Vancouver, BC, Canada, 6–10 June 2011; American Society of Mechanical Engineer: New York, NY, USA, 2011; Volume 5: Heat Transfer, Parts A and B. [Google Scholar] [CrossRef]
- Crudgington, P.; Bowsher, A.; Lloyd, D.; Walia, J. Bristle Angle Effects on Brush Seal Contact Pressures. In Proceedings of the 45th AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, Joint Propulsion Conferences, Denver, CO, USA, 2–5 August 2009. [Google Scholar] [CrossRef]
- Schwarz, H.; Friedrichs, J. Preliminary Investigations for a Pressure Balanced Back Plate at Low Inclined Brush Seals. In Proceedings of the ASME Turbo Expo 2015: Turbine Technical Conference and Exposition, Montreal, QC, Canada, 15–19 June 2015; American Society of Mechanical Engineers: New York, NY, USA, 2015; Volume 5C: Heat Transfer. [Google Scholar] [CrossRef]
- Schwarz, H.; Flegler, J.; Friedrichs, J. Axial Inclination of the Bristle Pack, a new Design Parameter of Brush Seals for Improved Operational Behavior in Steam Turbines. In Proceedings of the ASME Turbo Expo 2014: Turbine Technical Conference and Exposition, Düsseldorf, Germany, 16–20 June 2014; American Society of Mechanical Engineers: New York, NY, USA, 2014; Volume 1B: Marine; Microturbines, Turbochargers and Small Turbomachines; Steam Turbines. [Google Scholar]
- Hildebrandt, M.; Schwitzke, C.; Bauer, H.-J. Experimental Investigation on the Influence of Geometrical Parameters on the Frictional Heat Input and Leakage Performance of Brush Seals. In Proceedings of the ASME Turbo Expo 2017: Turbomachinery Technical Conference and Exposition, Charlotte, NC, USA, 26–30 June 2017; American Society of Mechanical Engineers: New York, NY, USA, 2017; Volume 5B: Heat Transfer. [Google Scholar] [CrossRef]
- Cardone, G.; Astarita, T.; Carlomagno, G. Heat Transfer Measurements on a Rotating Disk. Int. J. Rotating Mach. 1997, 3, 1–9. [Google Scholar] [CrossRef]
- Ruggiero, E.; Allen, J.; Demiroglu, M.; Lusted, R.M. Heat Generation Characteristics of a Kevlar Fiber Brush Seal. In Proceedings of the 43rd AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, Joint Propulsion Conferences, Cincinnati, OH, USA, 8–11 July 2007; p. 5738. [Google Scholar] [CrossRef]
- Chew, J.W.; Guardino, C. Simulation of Flow and Heat Transfer in the Tip Region of a Brush Seal. Int. J. Heat Fluid Flow 2004, 25, 649–658. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pressure Difference | Relative Error |
|---|---|
| bar | 2.24% |
| bar | 1.12% |
| bar | 0.75% |
| bar | 0.56% |
| Parameter | Seal 303 | Seal 305 | Seal 307 | |
|---|---|---|---|---|
| seal inner diameter | [mm] | 300 | ||
| laying angle | [°] | 45 | ||
| bristle diameter | [mm] | 0.10 | ||
| packing density | [Bpmm] | 97 | ||
| back plate inner diameter | [mm] | 303 | 305 | 307 |
| increment of fence height | [mm] | - | 1 | 2 |
| nominal bristle pack width b | [mm] | 1.24 | ||
| bristles material | Haynes 25 | |||
| ax. dist. package to back plate | [mm] | 0.00 | ||
| Target | Varied Parameter | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| blow-down | differential pressure [bar] | 0.0 | 0.5 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | Tests IFAS |
| axial deflection | |||||||||||
| stiffness | |||||||||||
| total frictional power loss & heat flux distribution | rotor-seal interference [mm] | 0.1 | 0.2 | 0.3 | 0.4 | Tests ITS | |||||
| differential pressure [bar] | 1.0 | 2.5 | 4.0 | 5.5 | |||||||
| surface velocity [m/s] | 30 | 50 | 80 | 120 | 180 |
| Parameter | |||||
|---|---|---|---|---|---|
| pressure difference | [mbar] | ±62.15 | Measurement accuracies | ||
| total frictional power loss | [-] | ±0.123% | |||
| Seal 303 | Seal 305 | Seal 307 | |||
| rotor-seal interference | [mm] | ±0.019 | Repeat accuracies | ||
| norm. SD total frictional power loss | [-] | ±0.144 | ±0.341 | ±0.166 | |
| norm. SD rotor heat input | [-] | ±0.081 | ±0.158 | ±0.122 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hildebrandt, M.; Schwarz, H.; Schwitzke, C.; Bauer, H.-J.; Friedrichs, J. Effects of the Back Plate Inner Diameter on the Frictional Heat Input and General Performance of Brush Seals. Aerospace 2018, 5, 58. https://doi.org/10.3390/aerospace5020058
Hildebrandt M, Schwarz H, Schwitzke C, Bauer H-J, Friedrichs J. Effects of the Back Plate Inner Diameter on the Frictional Heat Input and General Performance of Brush Seals. Aerospace. 2018; 5(2):58. https://doi.org/10.3390/aerospace5020058
Chicago/Turabian StyleHildebrandt, Manuel, Heiko Schwarz, Corina Schwitzke, Hans-Jörg Bauer, and Jens Friedrichs. 2018. "Effects of the Back Plate Inner Diameter on the Frictional Heat Input and General Performance of Brush Seals" Aerospace 5, no. 2: 58. https://doi.org/10.3390/aerospace5020058
APA StyleHildebrandt, M., Schwarz, H., Schwitzke, C., Bauer, H.-J., & Friedrichs, J. (2018). Effects of the Back Plate Inner Diameter on the Frictional Heat Input and General Performance of Brush Seals. Aerospace, 5(2), 58. https://doi.org/10.3390/aerospace5020058