
Study on Dynamic Scanning Trajectory of Large Aerospace Parts Based on 3D Scanning


Abstract
1. Introduction
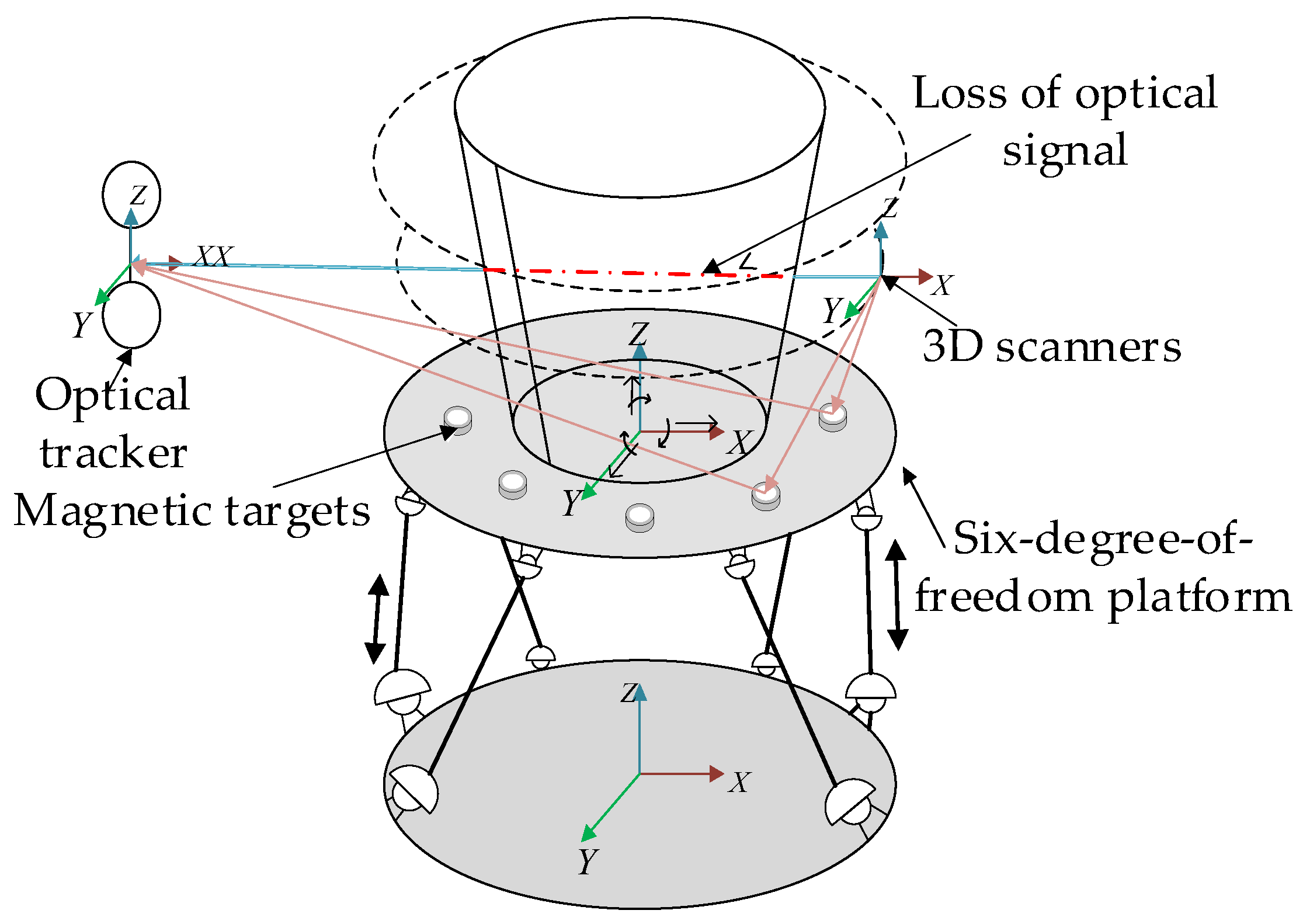
2. Dynamic Scanning System and Working Principle
2.1. Dynamic Scanning System Composition and Technical Parameters
- (1)
- Hardware composition
- (2)
- Technical parameters
2.2. Dynamic Scanning Principle
- (1)
- Pose calculation of optical tracker and tracking 3D scanner
- (2)
- Optical tracker and magnetic target pose calculation
- (3)
- Pose calculation of magnetic target and tracking 3D scanner
3. Dynamic Scanning Pose Adjustment Strategy
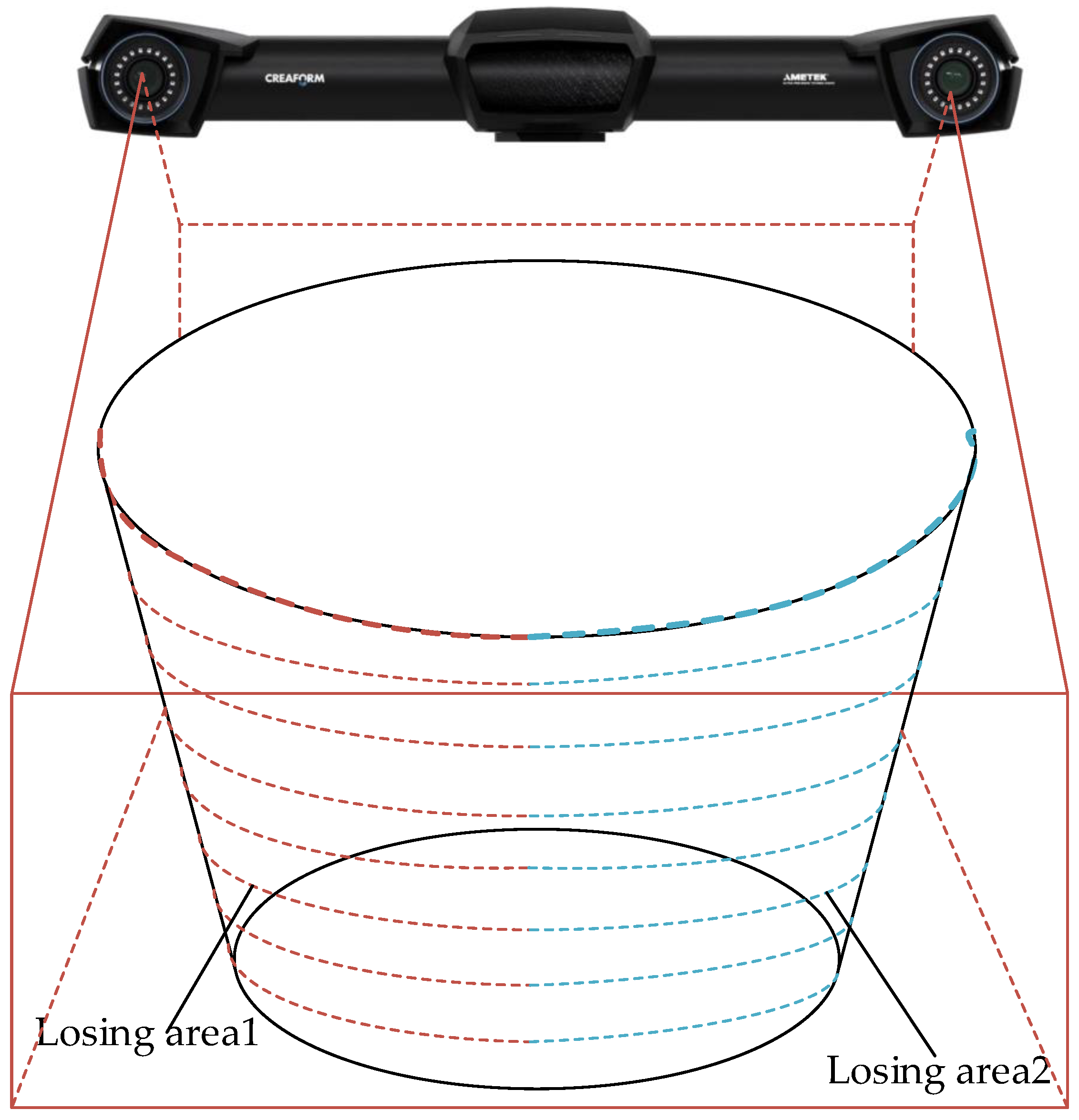
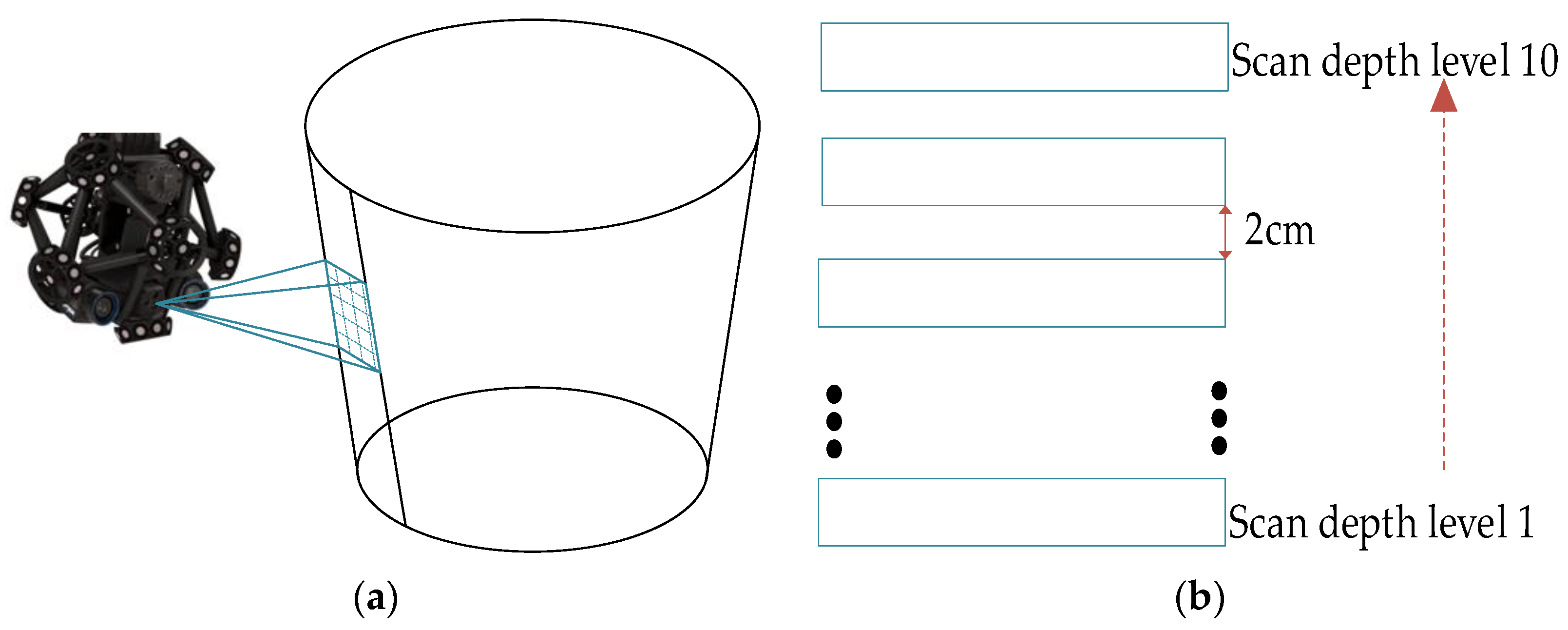
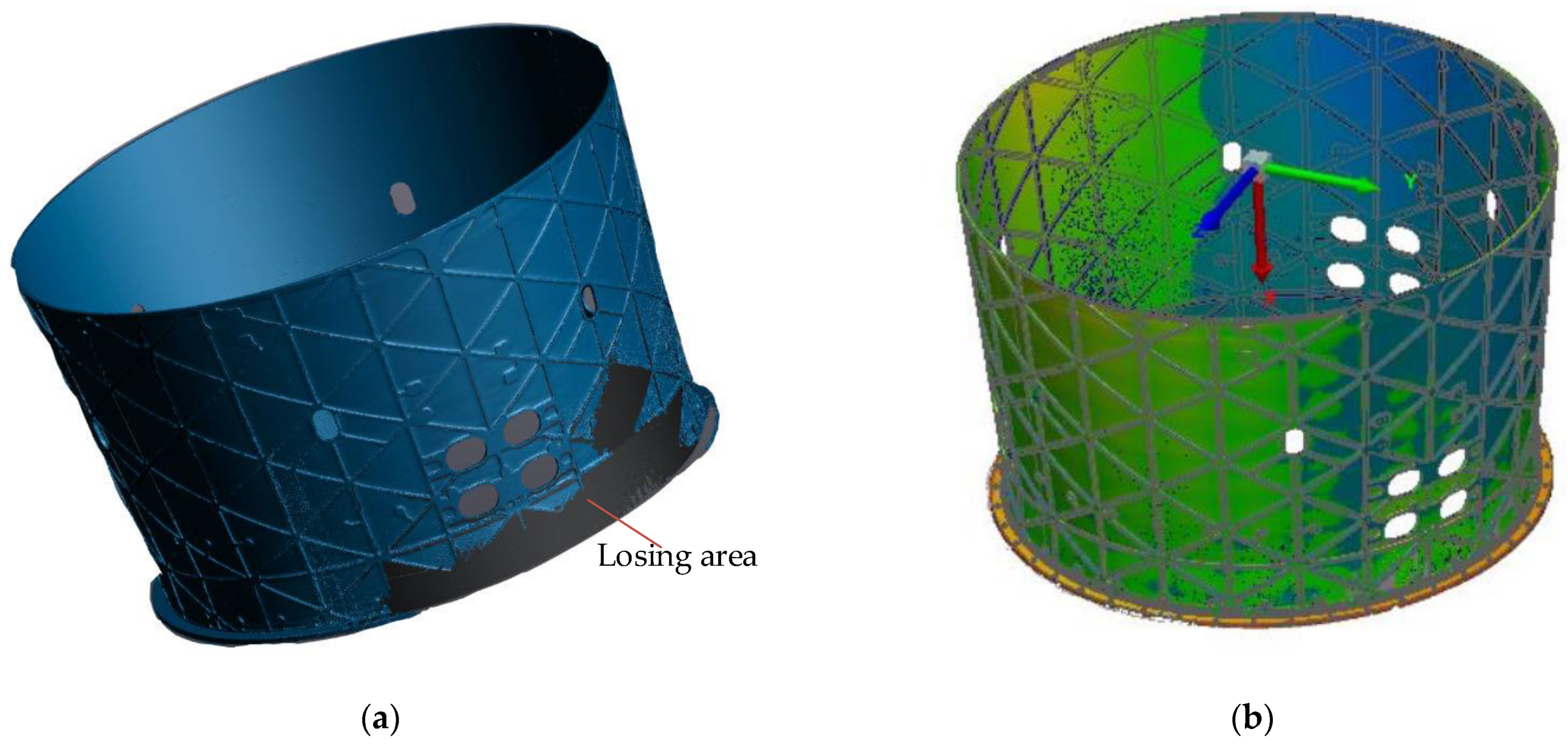
3.1. Scanning Range Analysis
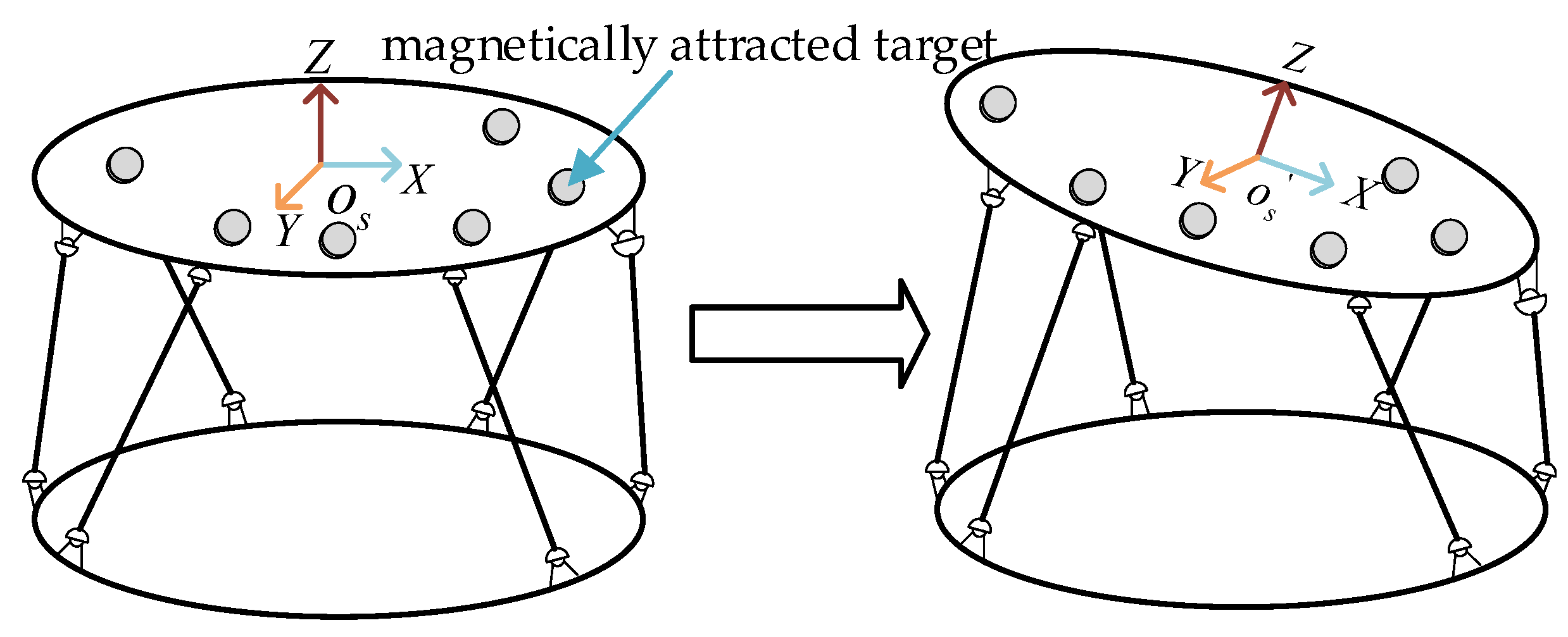
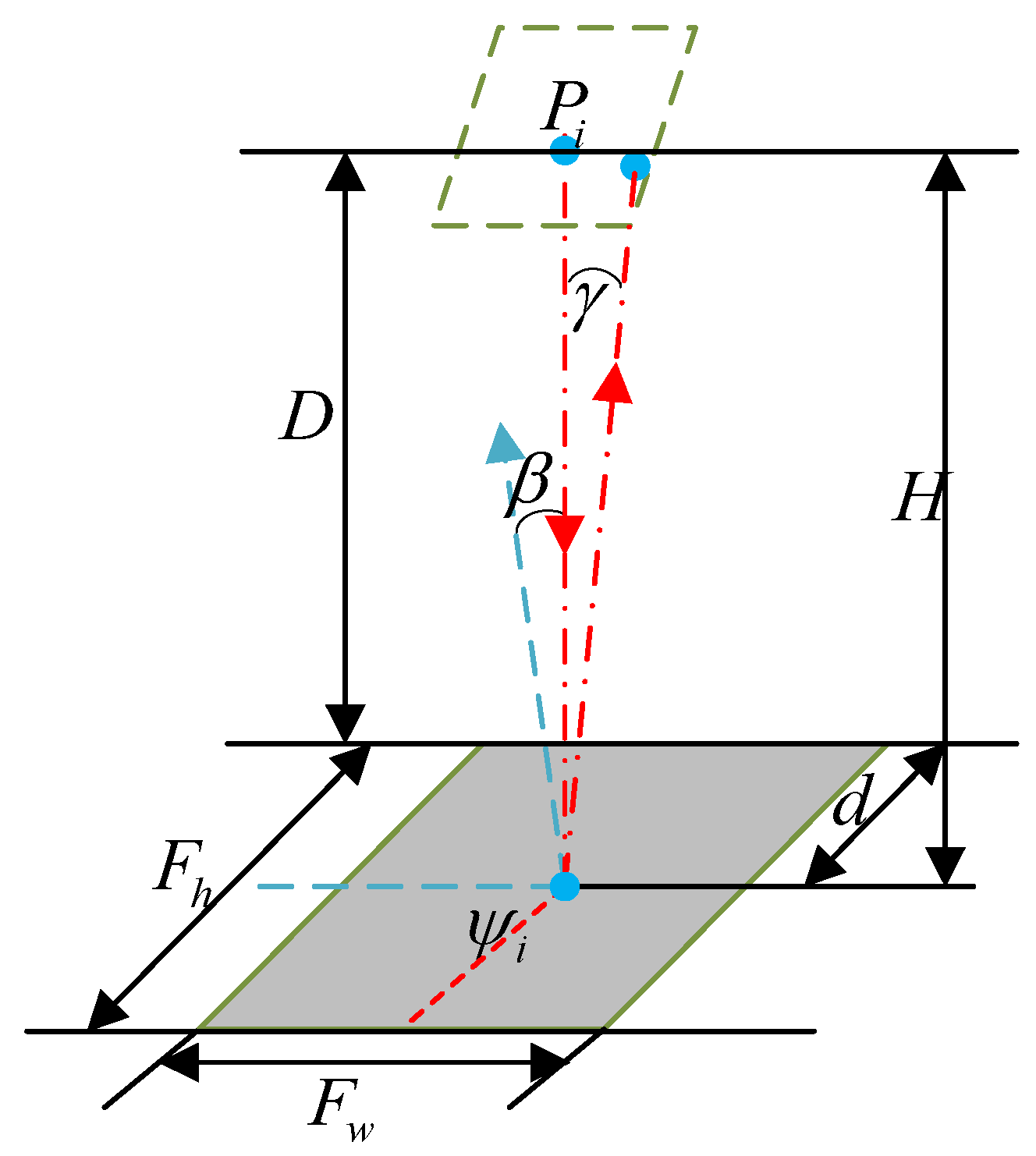
3.2. Pose Adjustment of Scanning Platform
- (1)
- Field of view angle calculation
- (2)
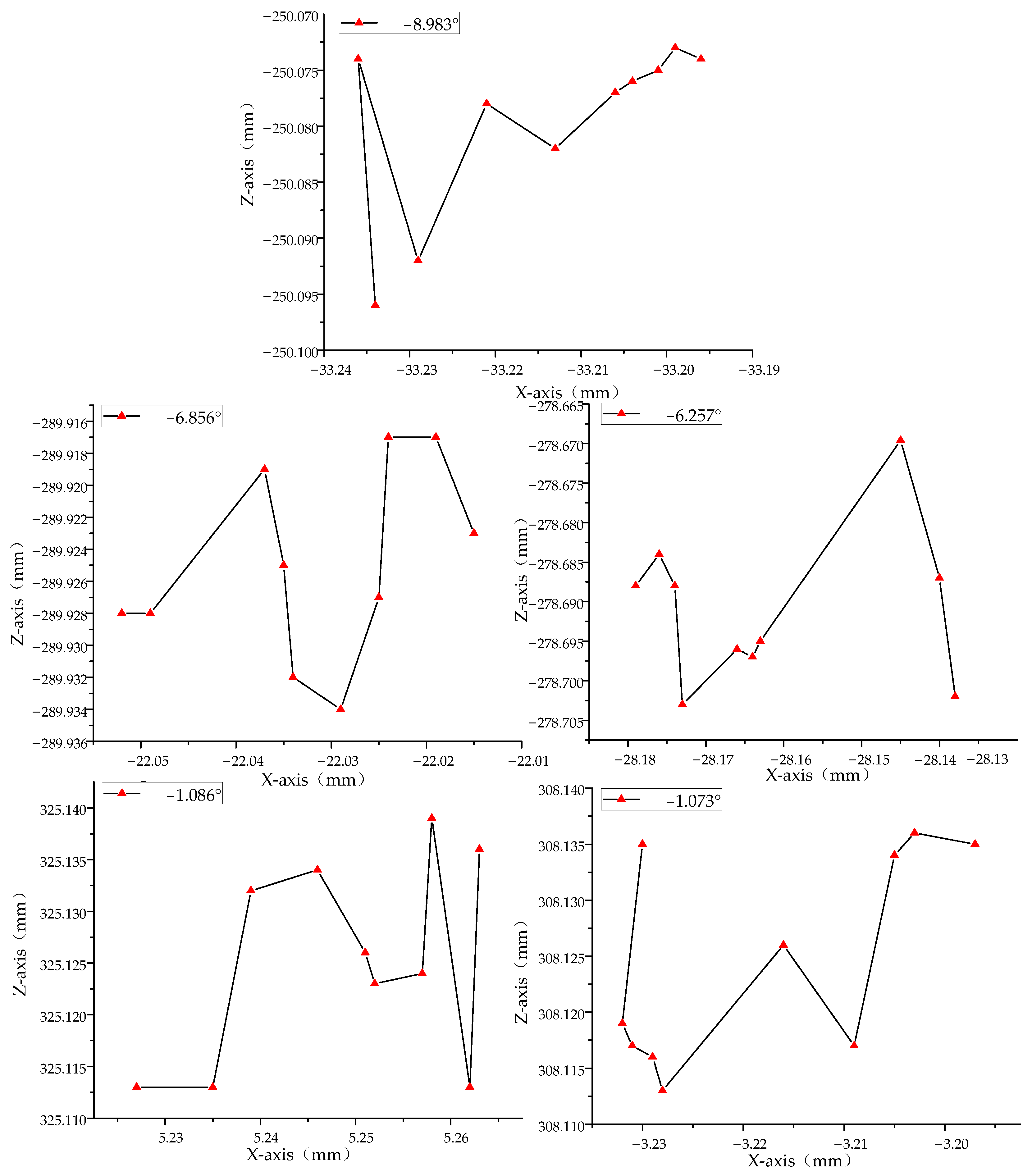
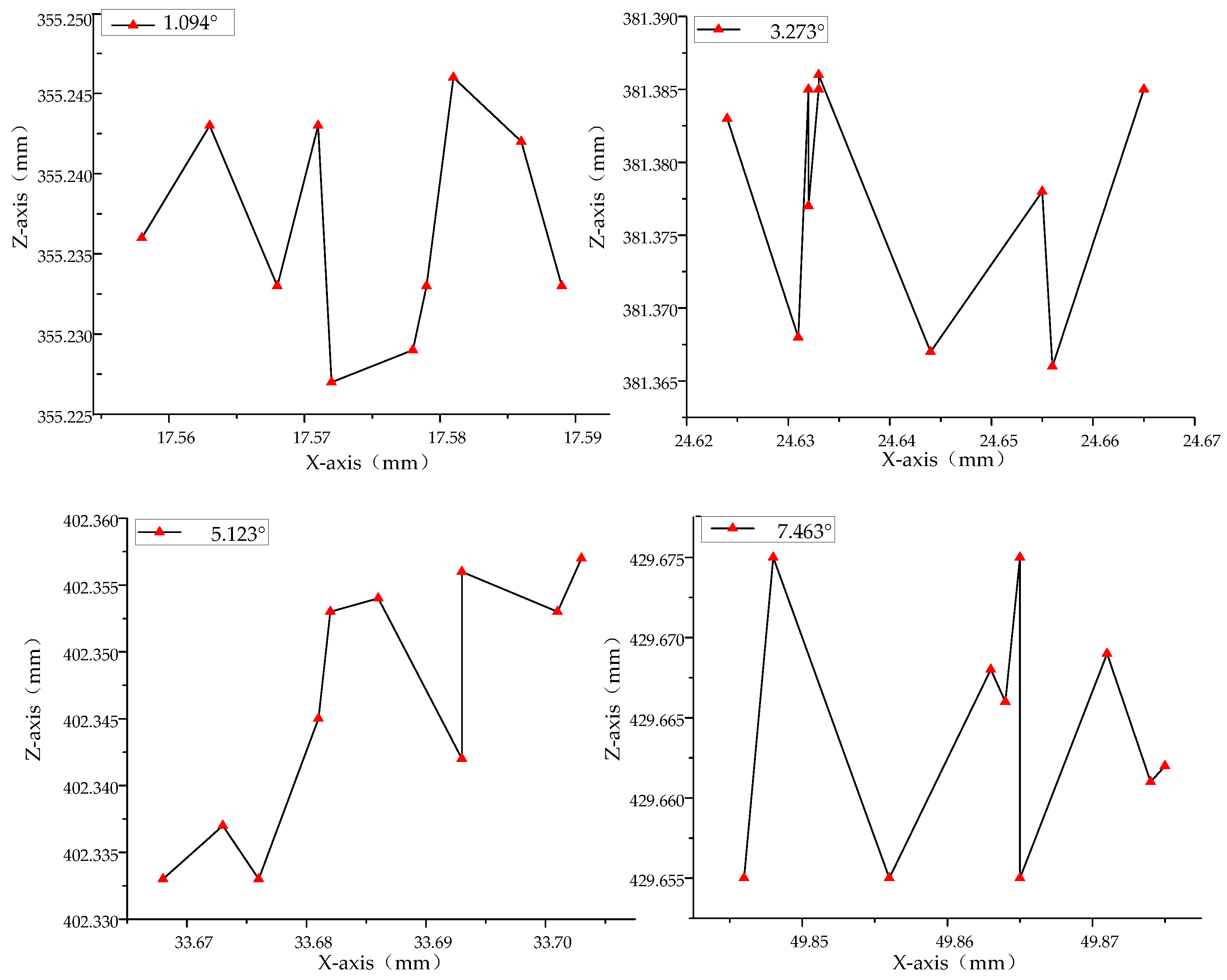
- Test of the inclined plane of a large rotary body
3.3. Three-Dimensional Scanner Pose Adjustment
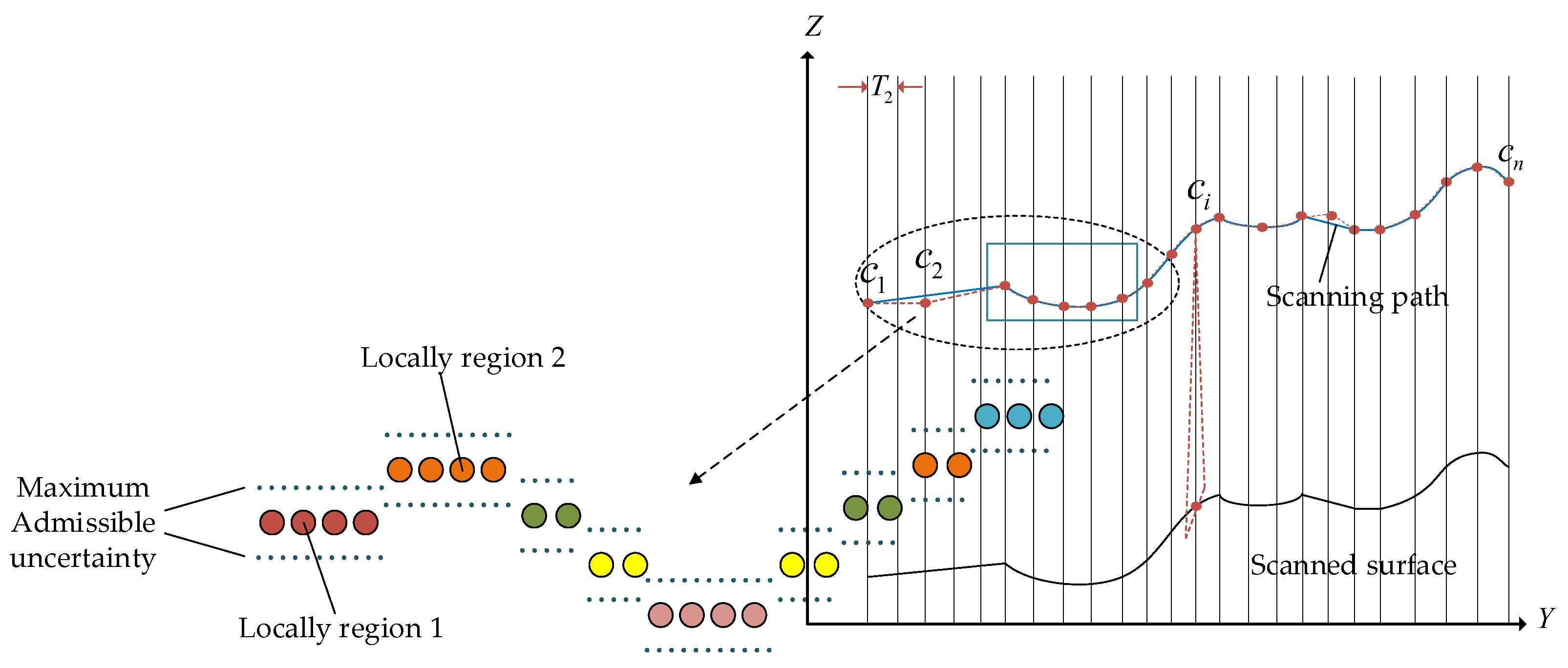
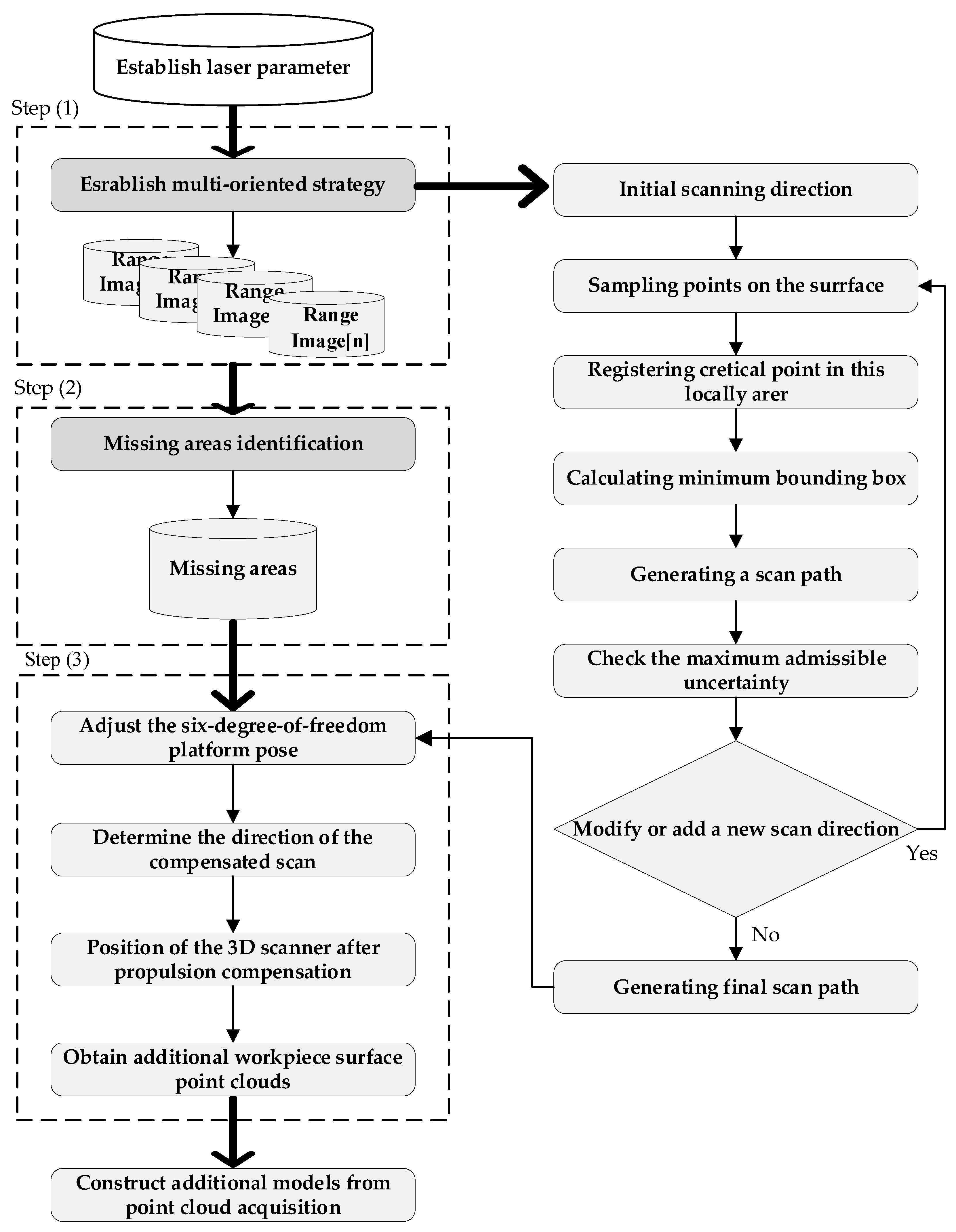
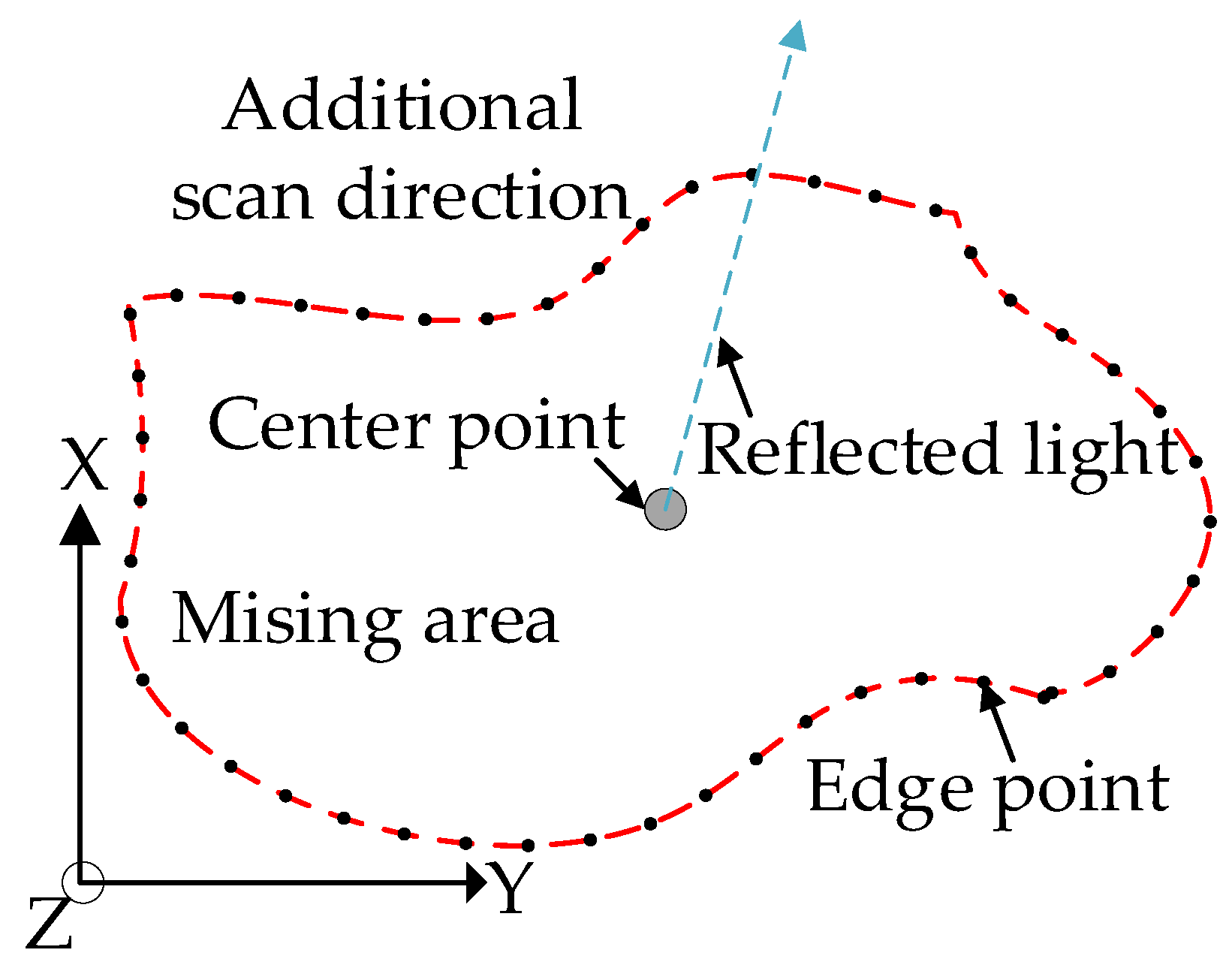
4. Dynamic Scanning Path Trajectory Planning
4.1. Dynamic Scanning Trajectory Planning Strategy
- (1)
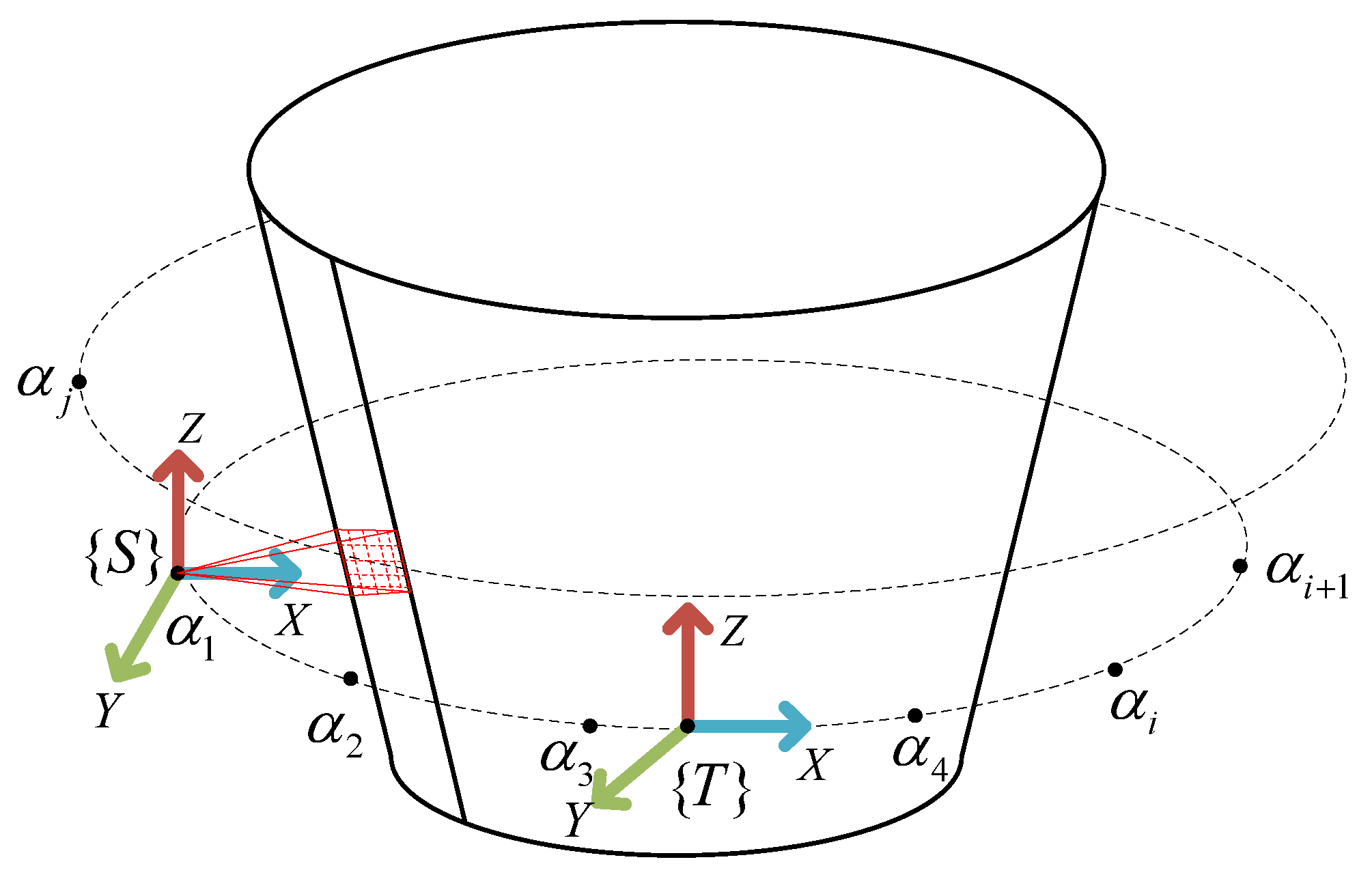
- Three-dimensional space decomposition method
4.2. Dynamic Scan Path Calculation
5. Three-Dimensional Dynamic Scanning Simulation and Experiment
5.1. Three-Dimensional Dynamic Scanning Simulation
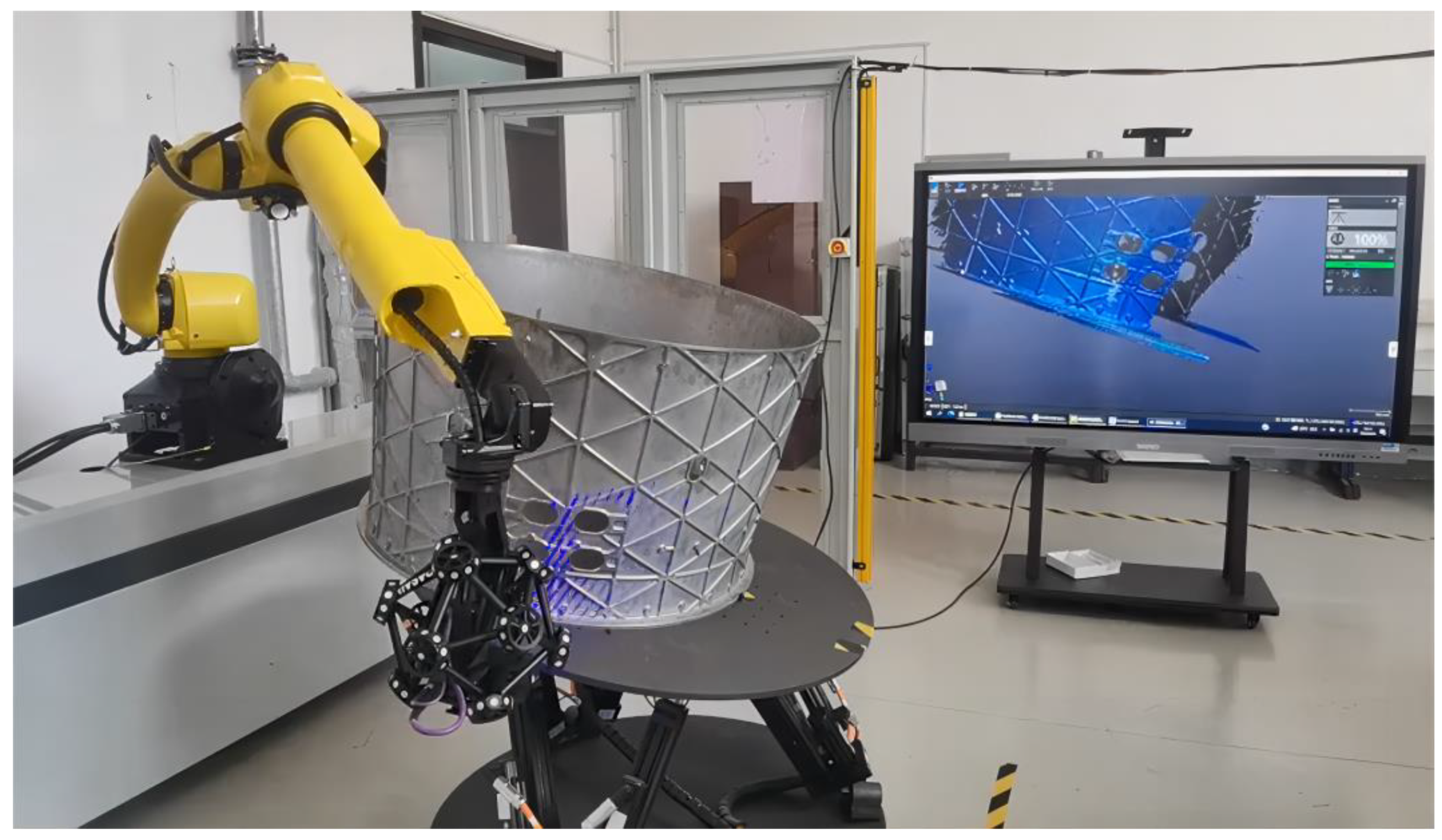
5.2. Scanning Experiment
- (1)
- Pre-calibrate the laser scanner, optical tracker, scanning robot, and six-degree-of-freedom motion platform.
- (2)
- Place the measured workpiece on the six-degree-of-freedom parallel motion platform, place the magnetic suction target point, and adjust the platform attitude so that the inner and outer surfaces of the workpiece and the 3D scanner are captured as much as possible by the binocular camera of the C-Track optical tracker.
- (3)
- Configure the laser scanner parameters according to the material and reflectivity of the measured workpiece and establish a scanning template.
- (4)
- For the scanning path, use the teaching suspension or offline programming method to establish the TB program of the scanning robot.
- (5)
- Start the automatic control system and call the scanning template and path. The TB program scans the critical points on the surface of the measured workpiece and acquires its point cloud data; when the optical tracker fails to capture the area scanned by the 3D scanner, the teach pendant appropriately adjusts the position of the six-degree-of-freedom platform.
- (6)
- Post-process the point cloud data of the workpiece and import it into the Polyworks(R2022). Measure the inner and outer contour of the workpiece according to the pre-established measurement procedure and generate the measurement report.
6. Conclusions
- (1)
- Establishment of a scanning measurement system for large parts with a six-degree-of-freedom posing platform and a six-degree-of-freedom industrial robot. Defined dynamic scanning process and measurement space.
- (2)
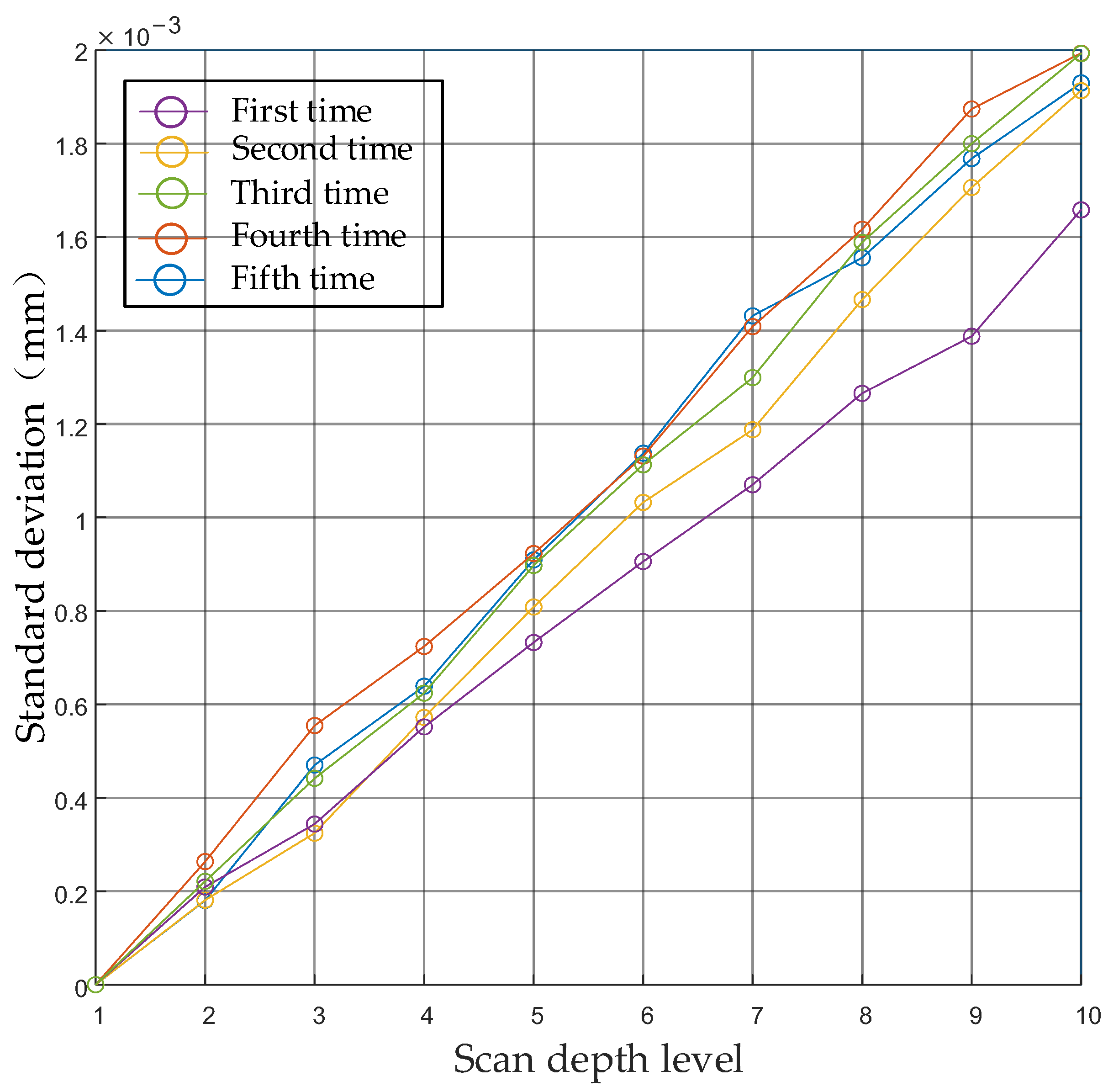
- Mathematical modeling of dynamic scanning platform attitude adjustment based on the field of view angle. By synchronizing the position of the scanning stage and the 3D scanner. Realized dynamic and precise scanning measurement of significant aerospace components. Measured in Matlab(R2022a) simulation, the standardized variance of the end face of the workpiece is less than 2.5 mm when the platform is adjusted in position. Endpoint accuracy is better than 15 μm. Tolerance is less than 0.04 mm.
- (3)
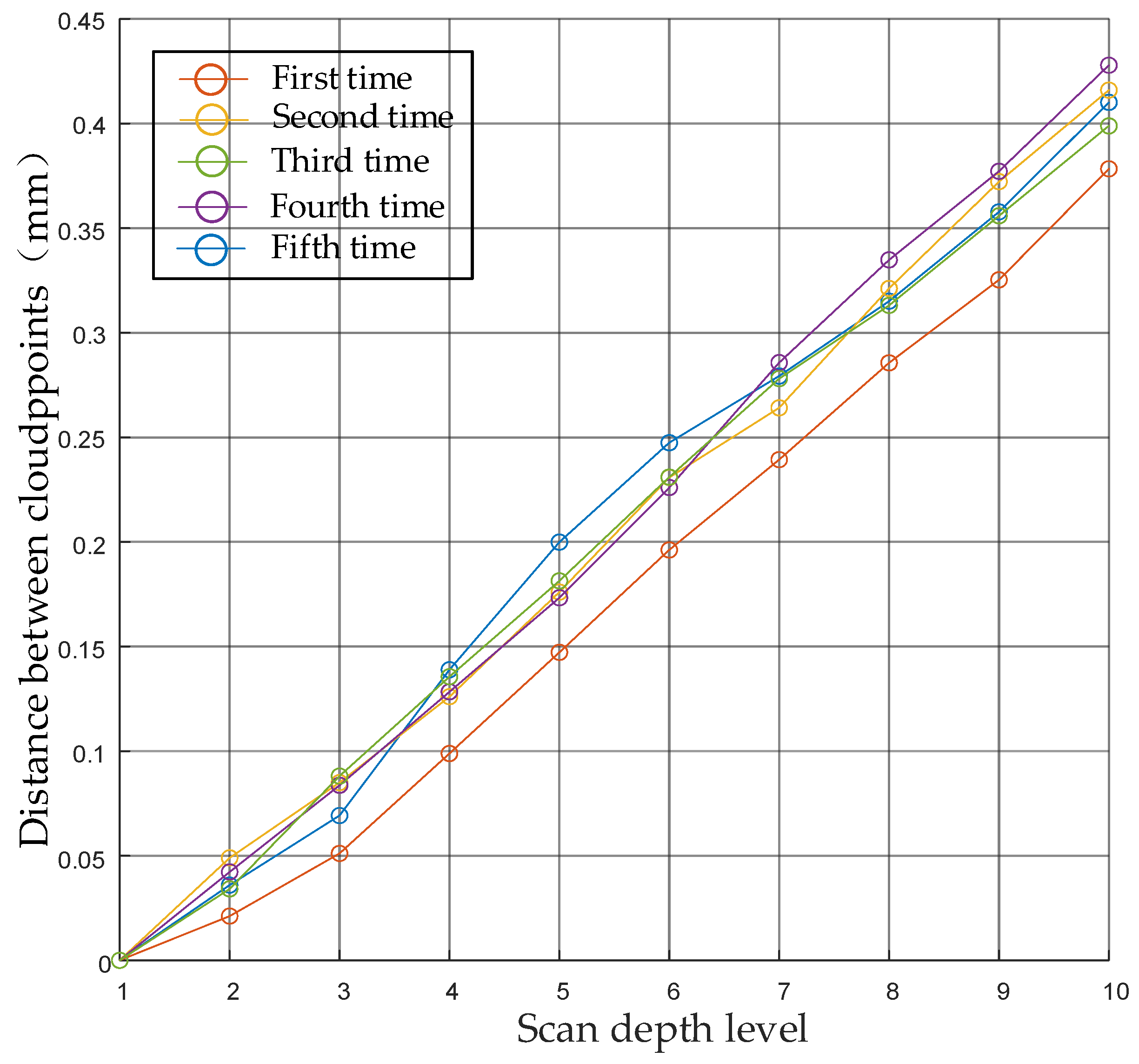
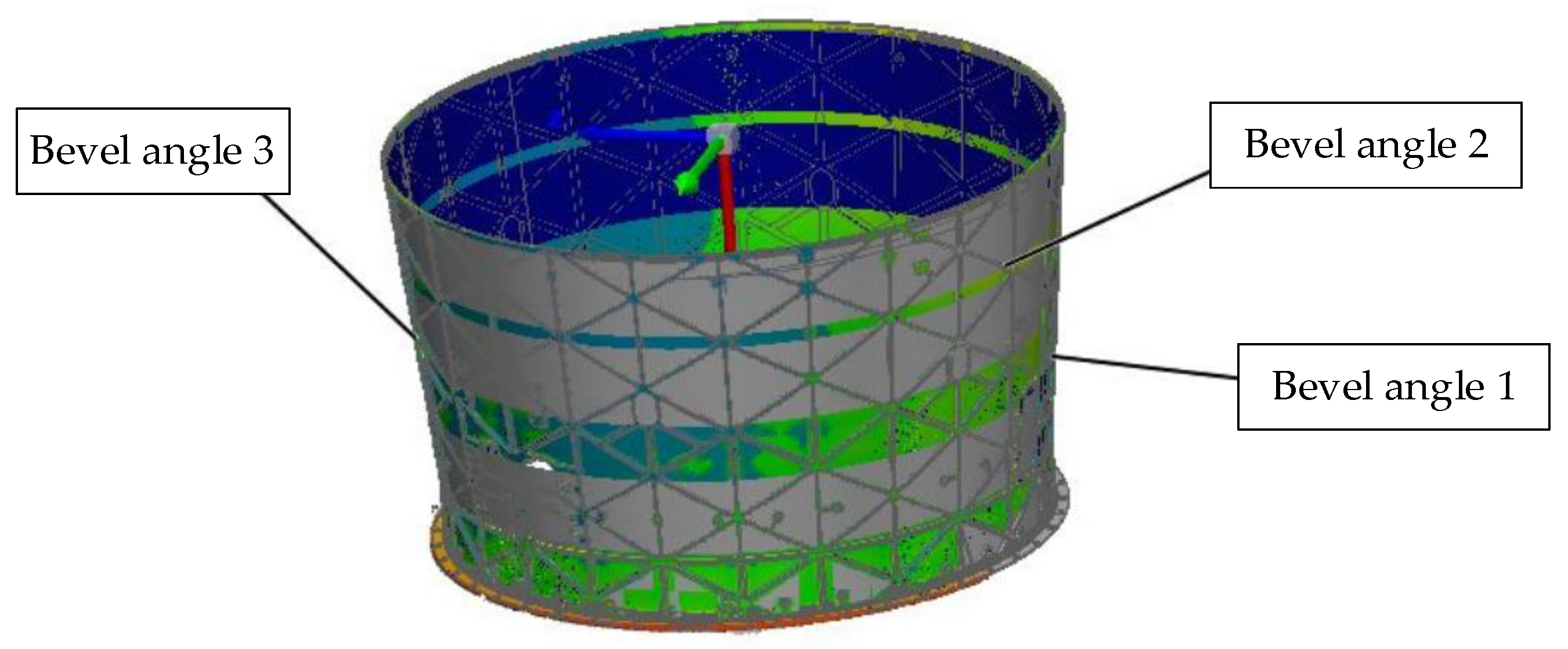
- Dynamic scanning trajectory planning using stereo-spatial decomposition method. Its point cloud coverage was simulated and experimented on in Matlab(R2022a). Experimental results show that after point cloud reconstruction, the overall surface deviation is controlled within 0.05 mm. Bevel angle deviation is controlled within 0.02 mm. The point cloud reconstruction rate is improved by 18%, close to the simulation results, and the detection efficiency is improved by more than 75%. When the workpiece changes position with the six-degree-of-freedom platform, the positioning errors are less than 0.15 mm along the x-axis and less than 0.1 mm along the z-axis.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Narita, Y.; Chiba, K. Aerodynamics on a faithful hindwing model of a migratory dragonfly based on 3D scan data. J. Fluids Struct. 2024, 125, 104080. [Google Scholar] [CrossRef]
- Hu, D.; Gan, V.J.; Yin, C. Robot-assisted mobile scanning for automated 3D reconstruction and point cloud semantic segmentation of building interiors. Autom. Constr. 2023, 152, 104949. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M.; Singh, R.P.; Rab, S.; Suman, R.; Kumar, L.; Khan, I.H. Exploring the potential of 3D scanning in Industry 4.0: An overview. Int. J. Cogn. Comput. Eng. 2022, 3, 161–171. [Google Scholar] [CrossRef]
- Sato, O.; Takatsuji, T.; Matsuzaki, K.; Watanabe, M.; Kajima, M.; Miura, Y.; Nakanishi, S. Practical experimental design and uncertainty evaluation method for dimensional and form measurements using coordinate measuring machines. Measurement 2024, 227, 114224. [Google Scholar] [CrossRef]
- Guillory, J.; Truong, D.; Wallerand, J.-P.; Lösler, M.; Eschelbach, C.; Mähler, S.; Klügel, T. Determination of the reference point of a radio telescope using a multilateration-based coordinate measurement prototype. Precis. Eng. 2023, 83, 69–81. [Google Scholar] [CrossRef]
- Zhao, W.; Jiang, Y.; Liu, Y.; Shu, J. Automated recognition and measurement based on three-dimensional point clouds to connect precast concrete components. Autom. Constr. 2022, 133, 104000. [Google Scholar] [CrossRef]
- Yuan, K.; Zhu, W.-D. A novel mirror-assisted method for full-field vibration measurement of a hollow cylinder using a three-dimensional continuously scanning laser Doppler vibrometer system. Mech. Syst. Signal Process. 2024, 216, 111428. [Google Scholar] [CrossRef]
- Jiang, H.; Wang, Q.; Zhao, H.; Li, X. High-precision composite 3D shape measurement of aeroengine blade based on parallel single-pixel imaging and high-dynamic range N-step fringe projection profilometry. Opt. Laser Technol. 2024, 170, 110085. [Google Scholar] [CrossRef]
- Shang, Z.; Chen, J.; Zhou, Y.; Cong, S.; Zhao, L.; Meng, X.; Wang, F.; Chen, M.; Yue, H.; Liu, J. Research on the rapid 3D measurement of satellite antenna reflectors using stereo tracking technique. Measurement 2024, 232, 114639. [Google Scholar] [CrossRef]
- Aldao, E.; González-Jorge, H.; Pérez, J.A. Metrological comparison of LiDAR and photogrammetric systems for deformation monitoring of aerospace parts. Measurement 2021, 174, 109037. [Google Scholar] [CrossRef]
- Piekarczuk, A.; Sudoł, E.; Mazurek, A. Measurement analysis of large-area elements of External Thermal Insulation Composite Systems using 3D scanning techniques. Measurement 2024, 233, 114755. [Google Scholar] [CrossRef]
- Drouot, A.; Zhao, R.; Irving, L.; Sanderson, D.; Ratchev, S. Measurement Assisted Assembly for High Accuracy Aerospace Manufacturing. The reported research has been funded by the EPSRC grant EP/K018205/1. IFAC-Pap. Online 2018, 51, 393–398. [Google Scholar] [CrossRef]
- Reyno, T.; Marsden, C.; Wowk, D. Surface damage evaluation of honeycomb sandwich aircraft panels using 3D scanning technology. NDT E Int. 2018, 97, 11–19. [Google Scholar] [CrossRef]
- Franceschini, F.; Maisano, D.; Mastrogiacomo, L. Mobile spatial coordinate measuring system (MScMS) and CMMs: A structured comparison. Int. J. Adv. Manuf. Technol. 2009, 42, 1089–1102. [Google Scholar] [CrossRef]
- Peggs, G.N.; Maropoulos, P.G.; Hughes, E.B.; Forbes, A.B.; Robson, S.; Ziebart, M.; Muralikrishnan, B. Recent developments in large-scale dimensional metrology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 571–597. [Google Scholar] [CrossRef]
- Meng, Y.; Xie, C.; An, C.; Xu, Q.; Yang, C. Three-dimensional large deformation reconstruction for slender wing-like structures from strain measurements. Measurement 2022, 204, 111969. [Google Scholar] [CrossRef]
- Zhou, N.; An, Z.; Li, Y. Large-Scale Three-Dimensional Topographic Measurement Using Lidar. Infrared Laser Eng. 2011, 40, 2465–2468. [Google Scholar]
- Deng, Z.; Ruan, Y.S.; Hao, F.; Liu, T. Hand-eye calibration of line structured-light sensor by scanning and reconstruction of a free-placed standard cylindrical target. Measurement 2024, 229, 114487. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, C. Dynamic Envelope Measurement System for High-Speed Trains. China Laser 2013, 2, 0208002. [Google Scholar]
- Zhang, F.; Qu, X.; Ouyang, J. An automated inner dimensional measurement system based on a laser displacement sensor for long-stepped pipes. Sensors 2012, 12, 5842–5843. [Google Scholar] [CrossRef]
- Zhou, Z.; Liu, W.; Wu, Q.; Wang, Y.; Yu, B.; Yue, Y.; Zhang, J. A Combined Measurement Method for Large-Size Aerospace Components. Sensors 2020, 20, 4843. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C-Track Optical Tracker | 3D Scanner | Six-Degree-of-Freedom Platform | |
|---|---|---|---|
| Schema | 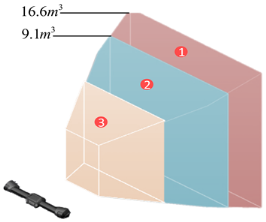 |  |  |
| Surveying | ~ | 350 mm × 310 mm | Yaw angle: −15° < ψ < 15° Pitch angle: −15° < θ < 15° Rolling angle: −15° < φ < 15° |
| Attitude Adjustment of 3D Scanner | |
|---|---|
| Adjust the previous position | |
| Adjusted position | |
| Adjust the posture before | |
| Adjusted posture | |
| Position adjustment amount | |
| Amount of posture adjustment | |
| Upper Plane Radius/mm | Lower Plane Radius/mm | Height/mm |
|---|---|---|
| 500.03 | 300.05 | 1000.41 |
| /° | /mm | /mm | /mm | /mm | /mm | /mm |
|---|---|---|---|---|---|---|
| −8.983° | 500.911 | 0.049 | 300.467 | 0.049 | 1001.897 | 0.072 |
| −6.257° | 500.835 | 0.04 | 300.547 | 0.035 | 1001.941 | 0.066 |
| −4.856° | 500.839 | 0.03 | 300.475 | 0.046 | 1001.929 | 0.045 |
| −1.073° | 500.823 | 0.031 | 300.447 | 0.044 | 1001.809 | 0.047 |
| −1.086° | 500.854 | 0.035 | 300.584 | 0.035 | 1001.798 | 0.06 |
| 1.094° | 500.889 | 0.033 | 300.254 | 0.036 | 1001.803 | 0.054 |
| 3.273° | 500.83 | 0.041 | 300.584 | 0.031 | 1001.926 | 0.045 |
| 5.123° | 500.836 | 0.036 | 300.587 | 0.064 | 1001.258 | 0.079 |
| 7.463° | 500.894 | 0.045 | 300.869 | 0.046 | 1001.841 | 0.061 |
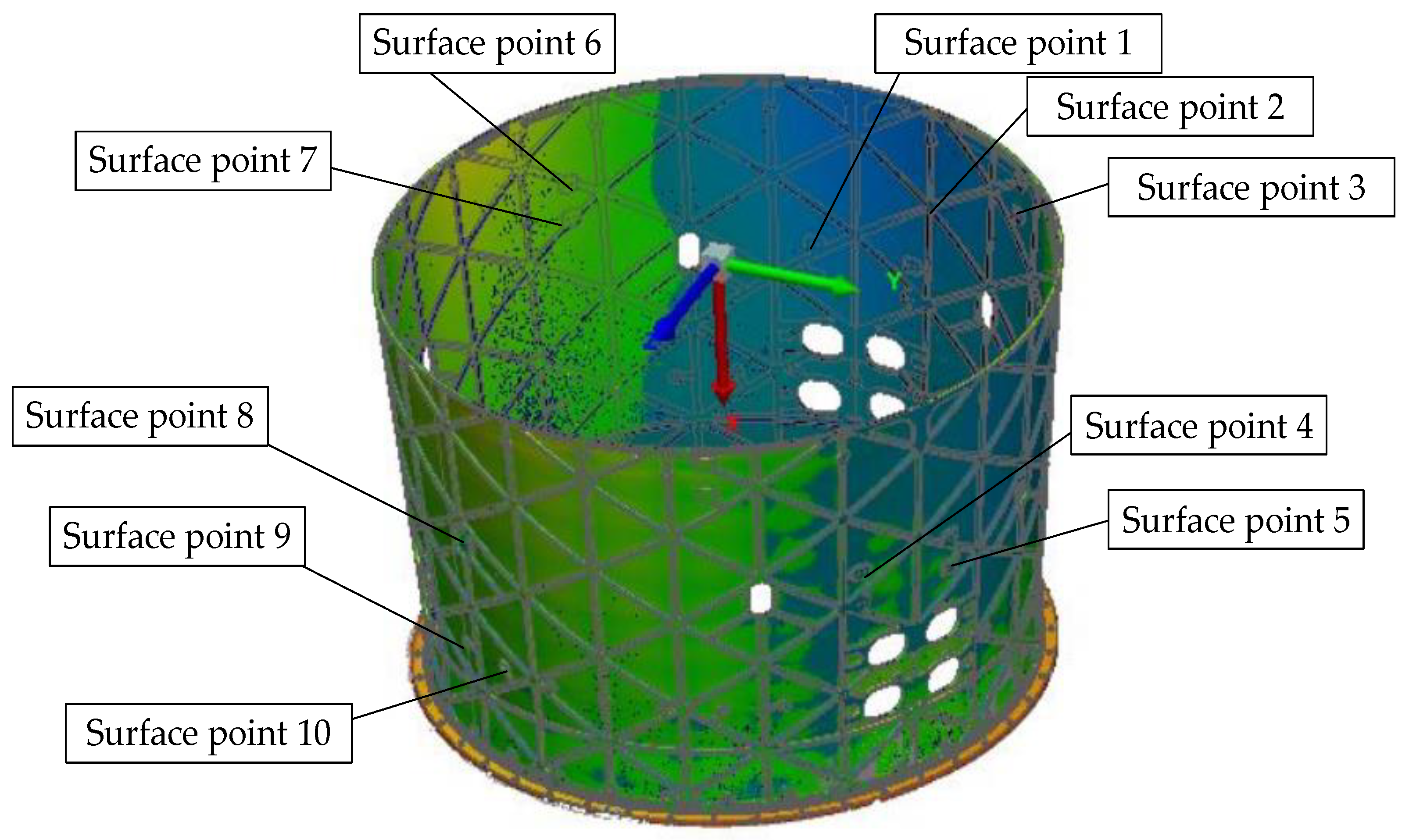
| Surface Point | Misalignment/mm |
| 1 | 0.32 |
| 2 | 0.29 |
| 3 | 0.07 |
| 4 | −0.29 |
| 5 | −0.07 |
| 6 | 0.05 |
| 7 | 0.22 |
| 8 | −0.23 |
| 9 | 0.37 |
| True Measured Value/mm | Experimental Measurements/mm | Deviation/mm | |
|---|---|---|---|
| Angle 1 | 11.787 | 11.776 | −0.011 |
| Angle 2 | 11.787 | 11.771 | −0.016 |
| Angle 3 | 11.787 | 11.786 | −0.001 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Wang, Y.; Qu, L.; Wang, M.; Lv, G.; Su, P. Study on Dynamic Scanning Trajectory of Large Aerospace Parts Based on 3D Scanning. Aerospace 2024, 11, 515. https://doi.org/10.3390/aerospace11070515
Li J, Wang Y, Qu L, Wang M, Lv G, Su P. Study on Dynamic Scanning Trajectory of Large Aerospace Parts Based on 3D Scanning. Aerospace. 2024; 11(7):515. https://doi.org/10.3390/aerospace11070515
Chicago/Turabian StyleLi, Jing, Yang Wang, Ligang Qu, Minghai Wang, Guangming Lv, and Pengfei Su. 2024. "Study on Dynamic Scanning Trajectory of Large Aerospace Parts Based on 3D Scanning" Aerospace 11, no. 7: 515. https://doi.org/10.3390/aerospace11070515
APA StyleLi, J., Wang, Y., Qu, L., Wang, M., Lv, G., & Su, P. (2024). Study on Dynamic Scanning Trajectory of Large Aerospace Parts Based on 3D Scanning. Aerospace, 11(7), 515. https://doi.org/10.3390/aerospace11070515