
Three-Dimensional Printing of Cylindrical Nozzle Elements of Bernoulli Gripping Devices for Industrial Robots





Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Coefficient Quality of Model
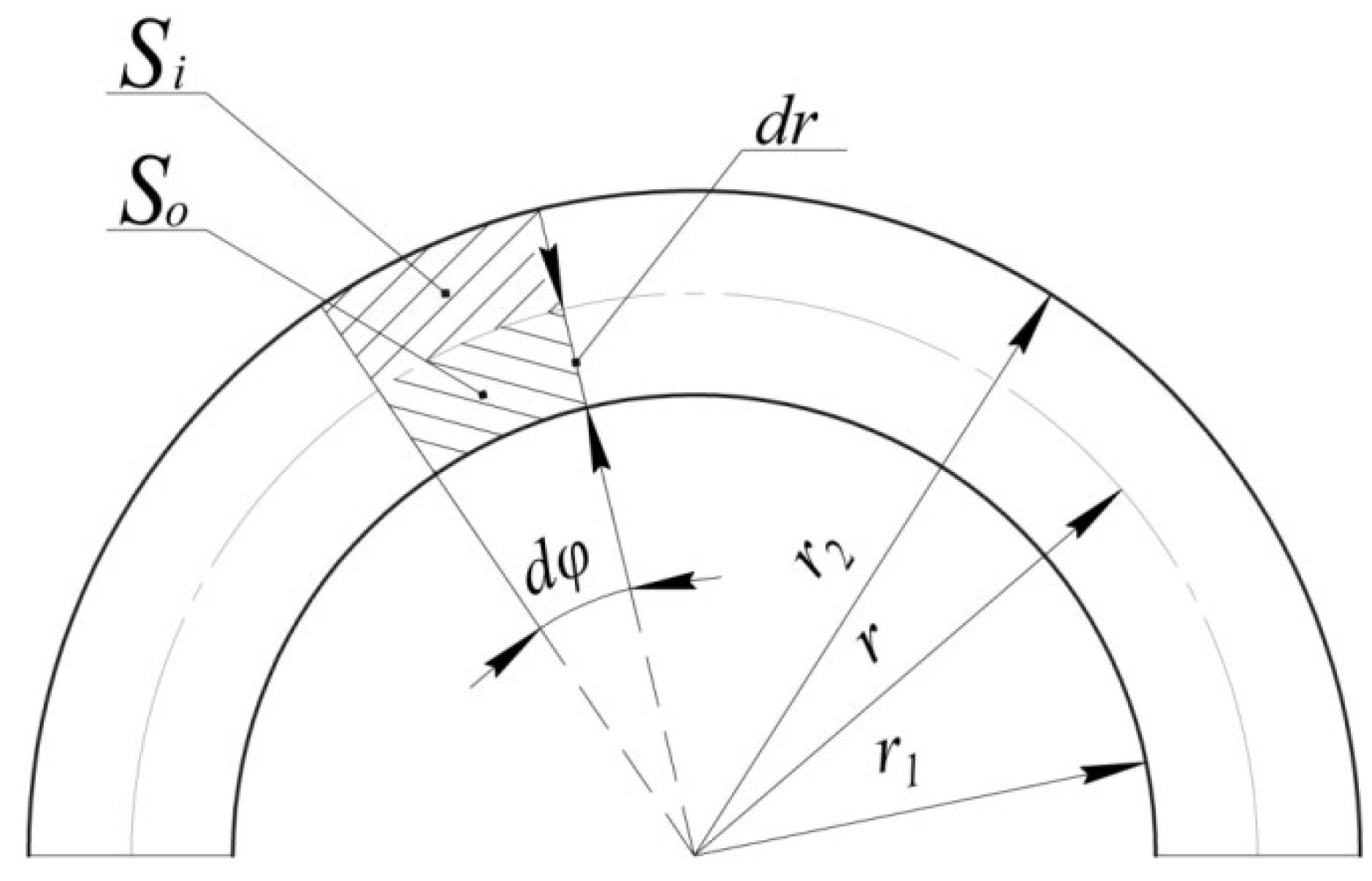
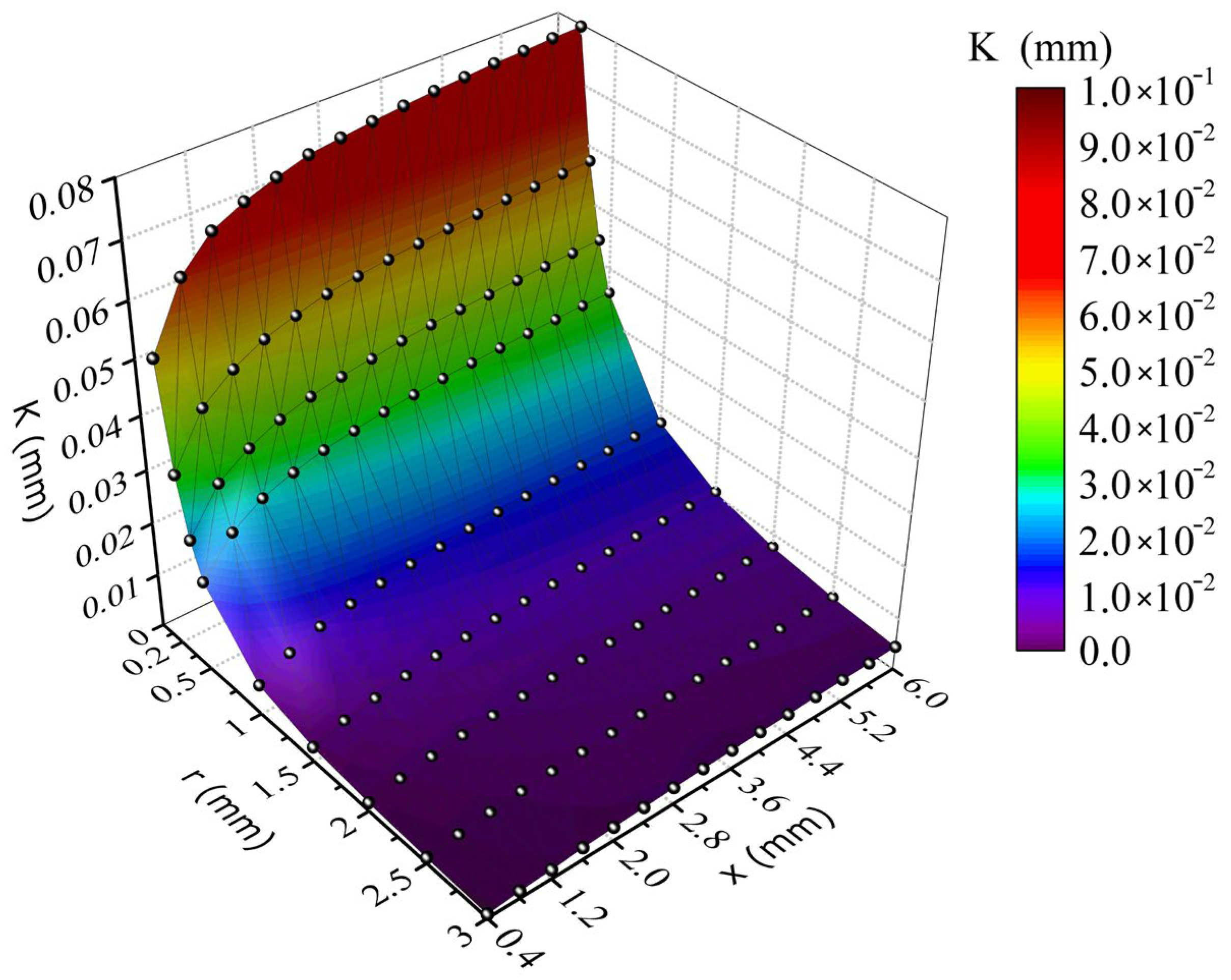
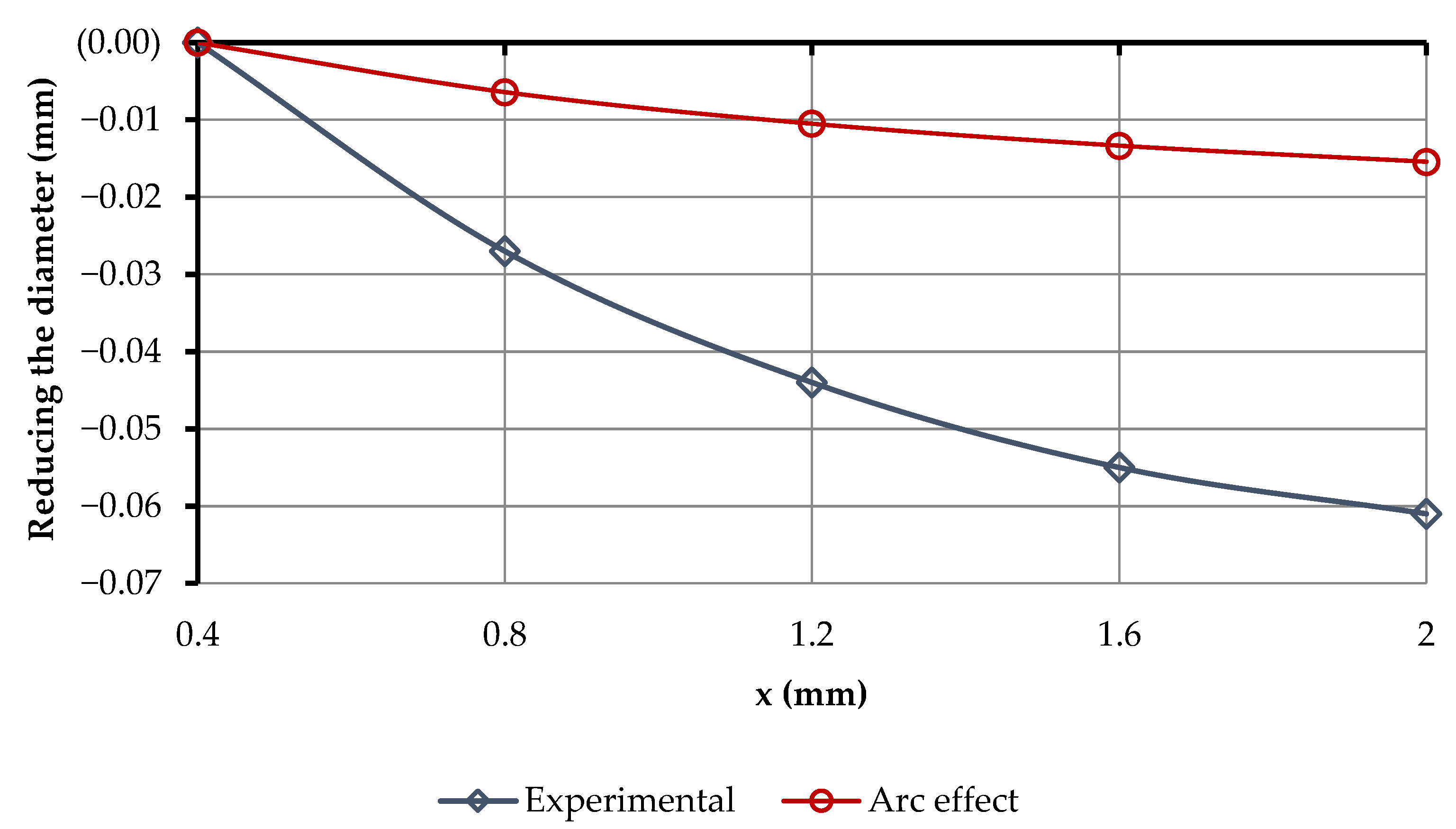
3.2. Coefficient Overexstrusion under Arc Path Motion
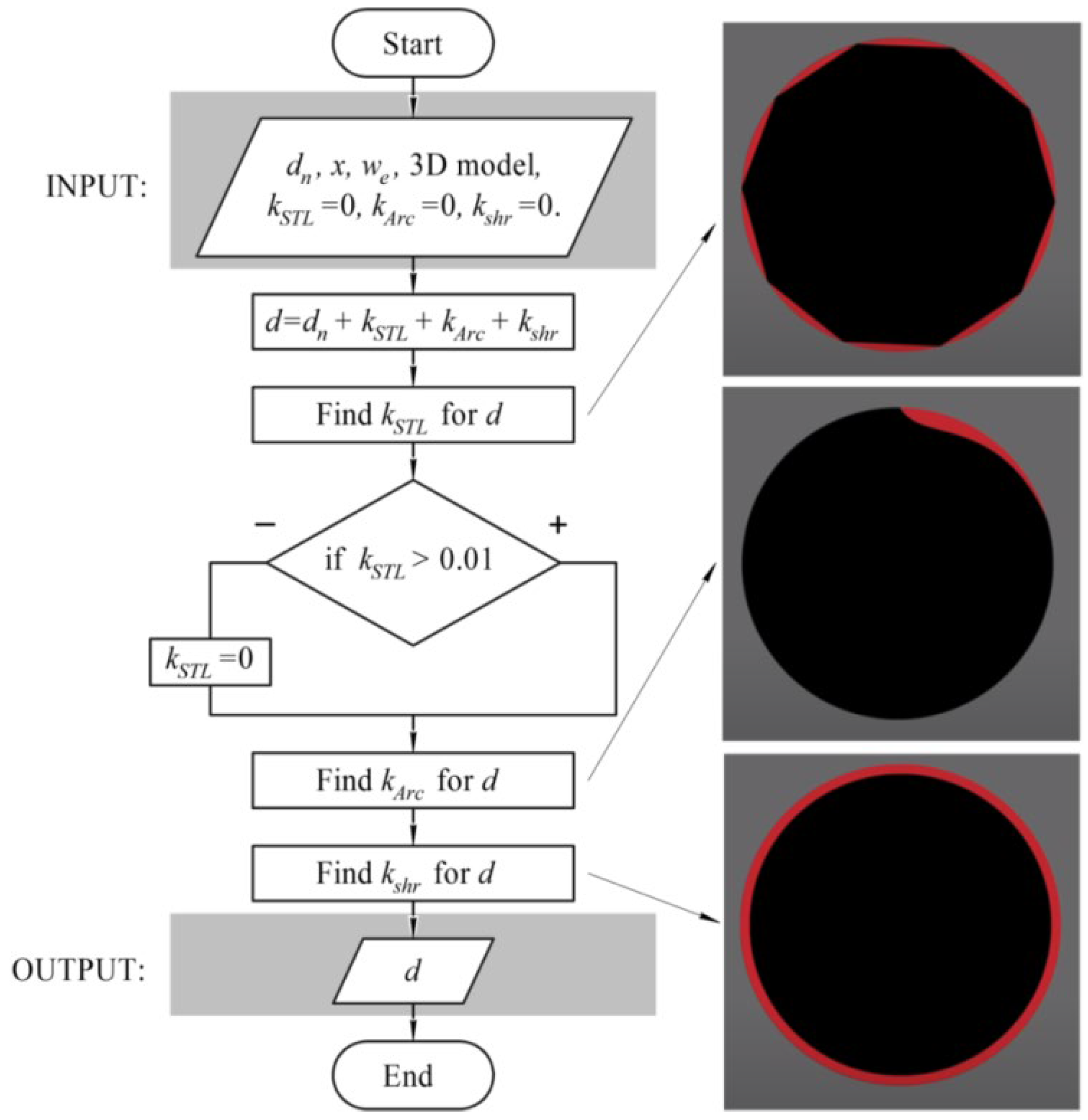
| Algorithm 1 The displacement of the inner layer of the hole for different wall thickness | |
| 1: | INPUT: r1, x, we |
| 2: | n ← |
| 3: | FindF(n, x) |
| 4: | |
| 5: | |
| 6: | |
| 7: | |
| 8: | |
| 9: | a ← x, b ← , eps ← 10−10 |
| 10: | Findr3 |
| 11: | |
| 12: | |
| 13: | |
| 14: | |
| 15: | |
| 16: | |
| 17: | |
| 18: | |
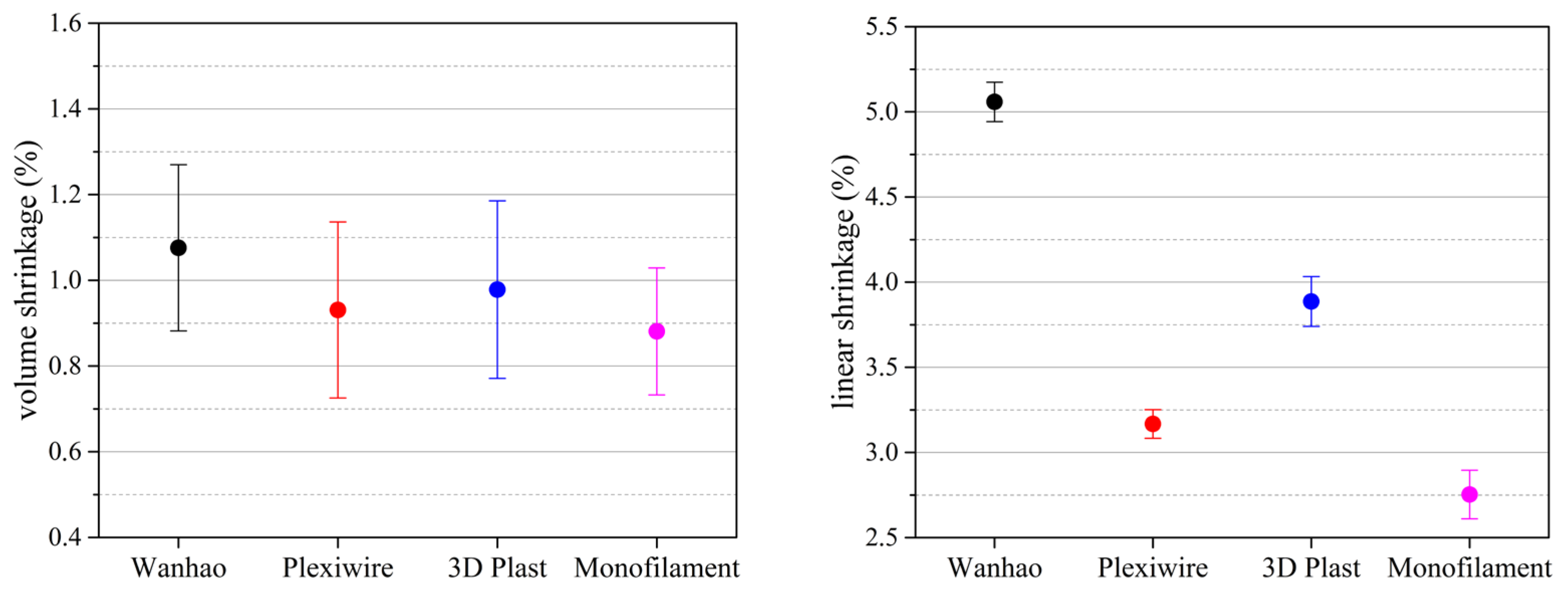
3.3. Coefficient Shrinkage of Material
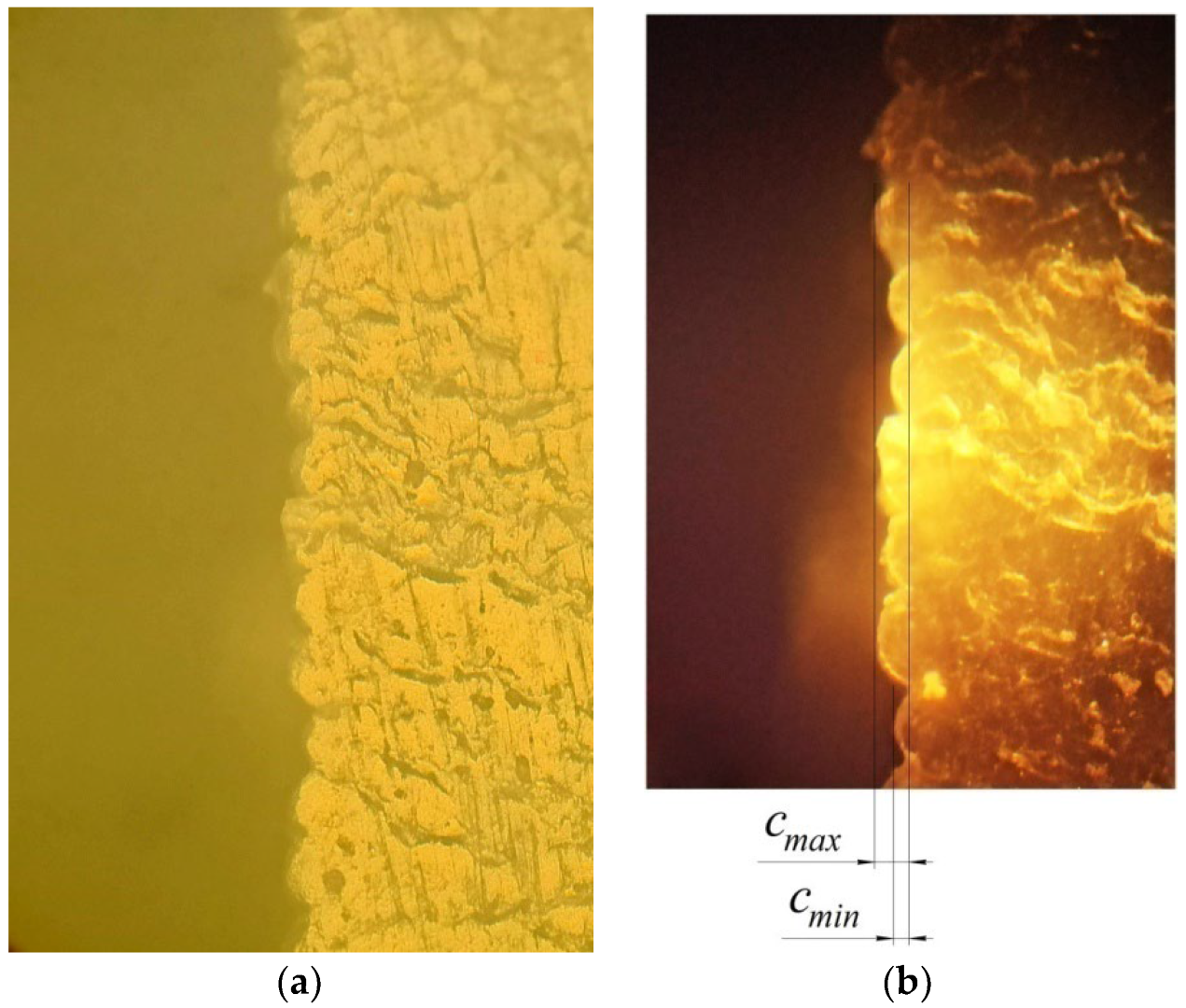
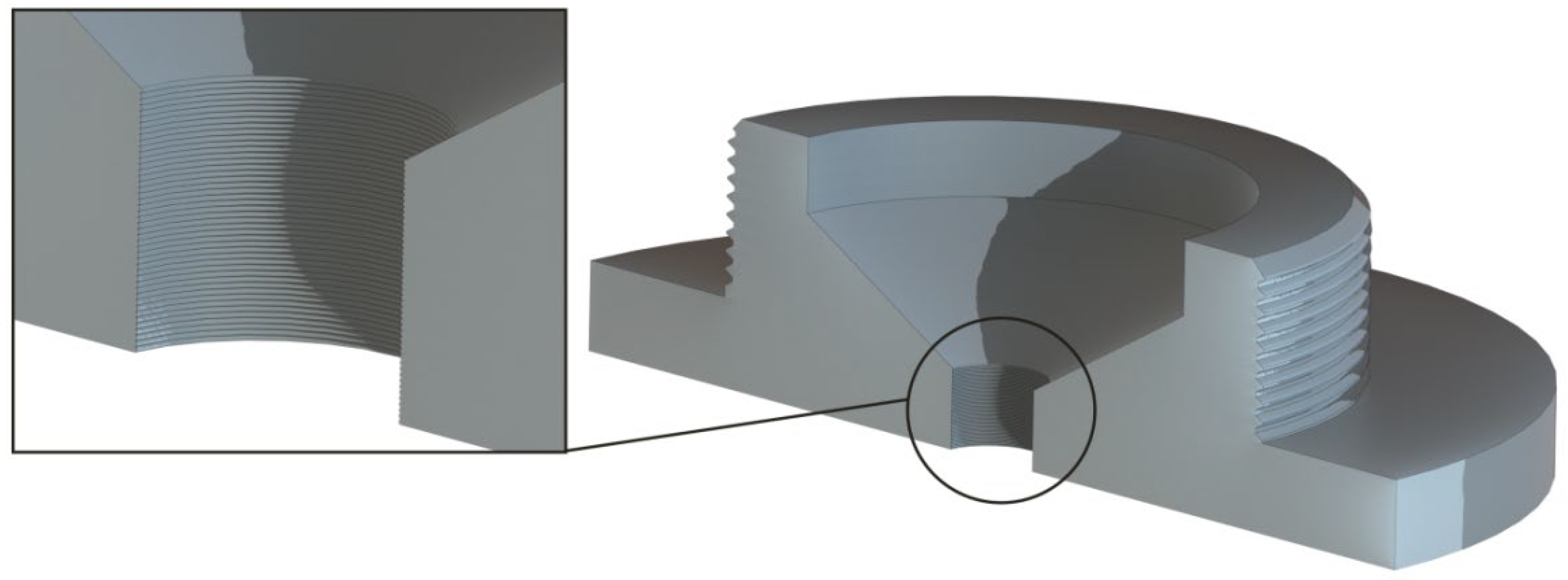
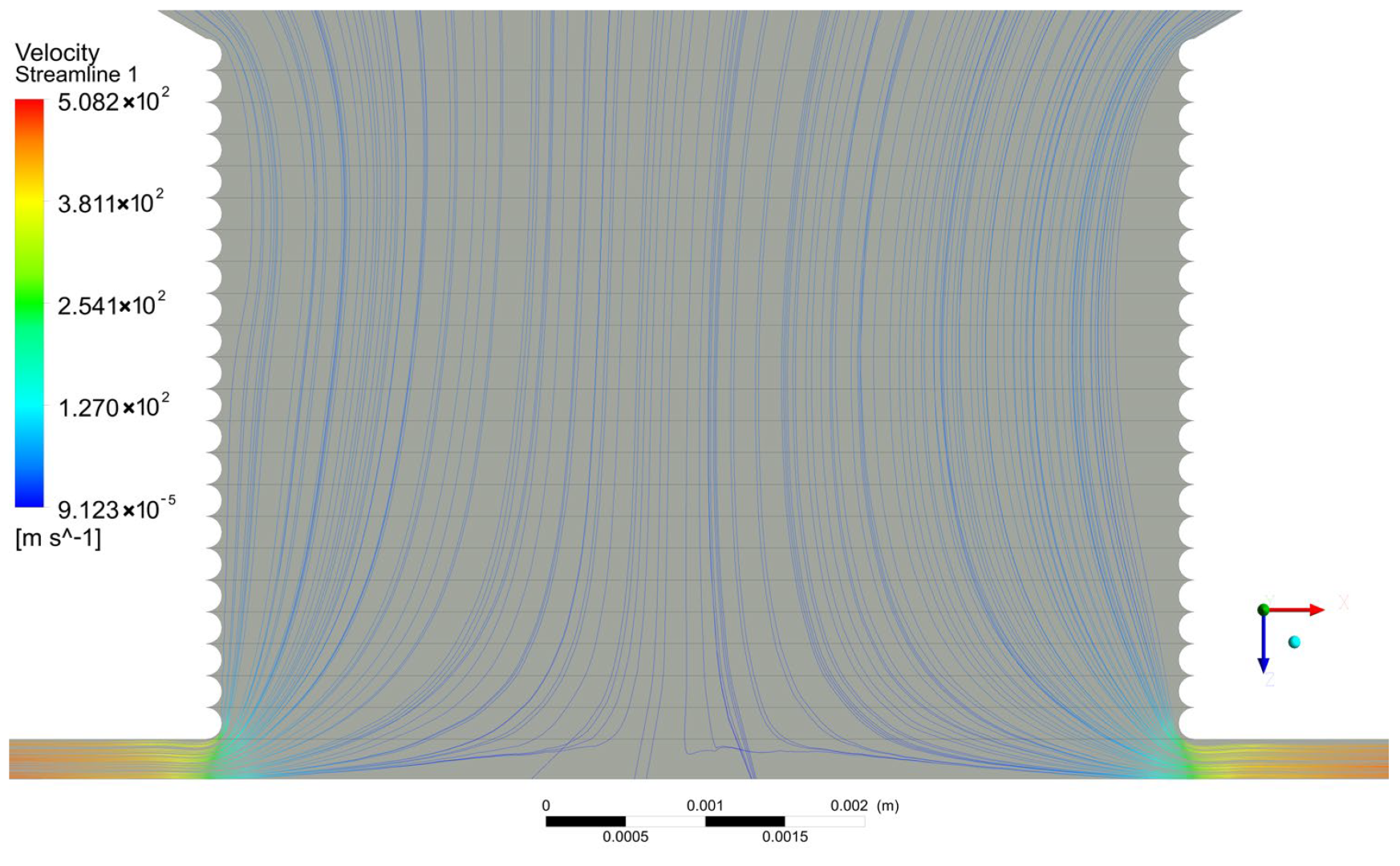
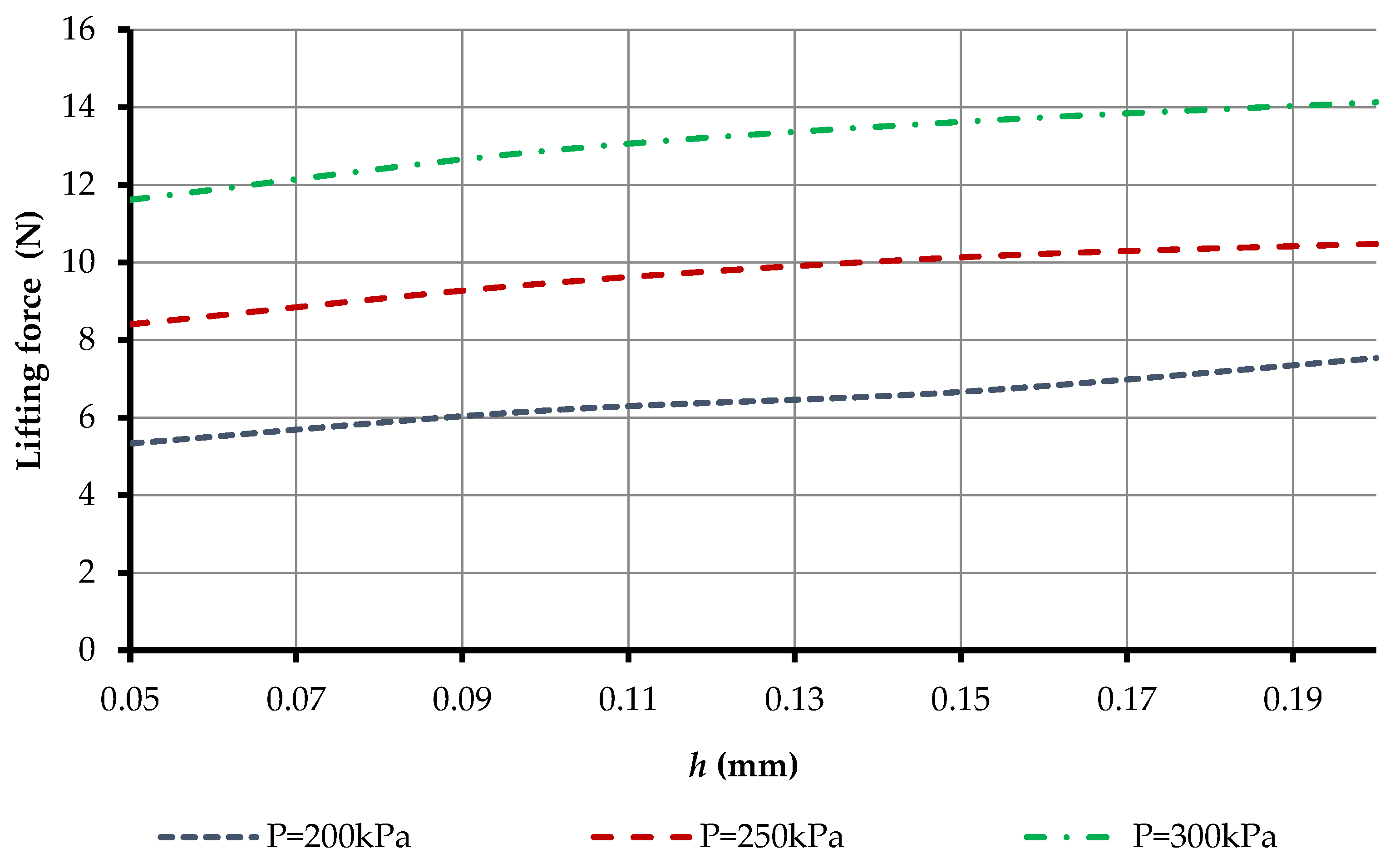
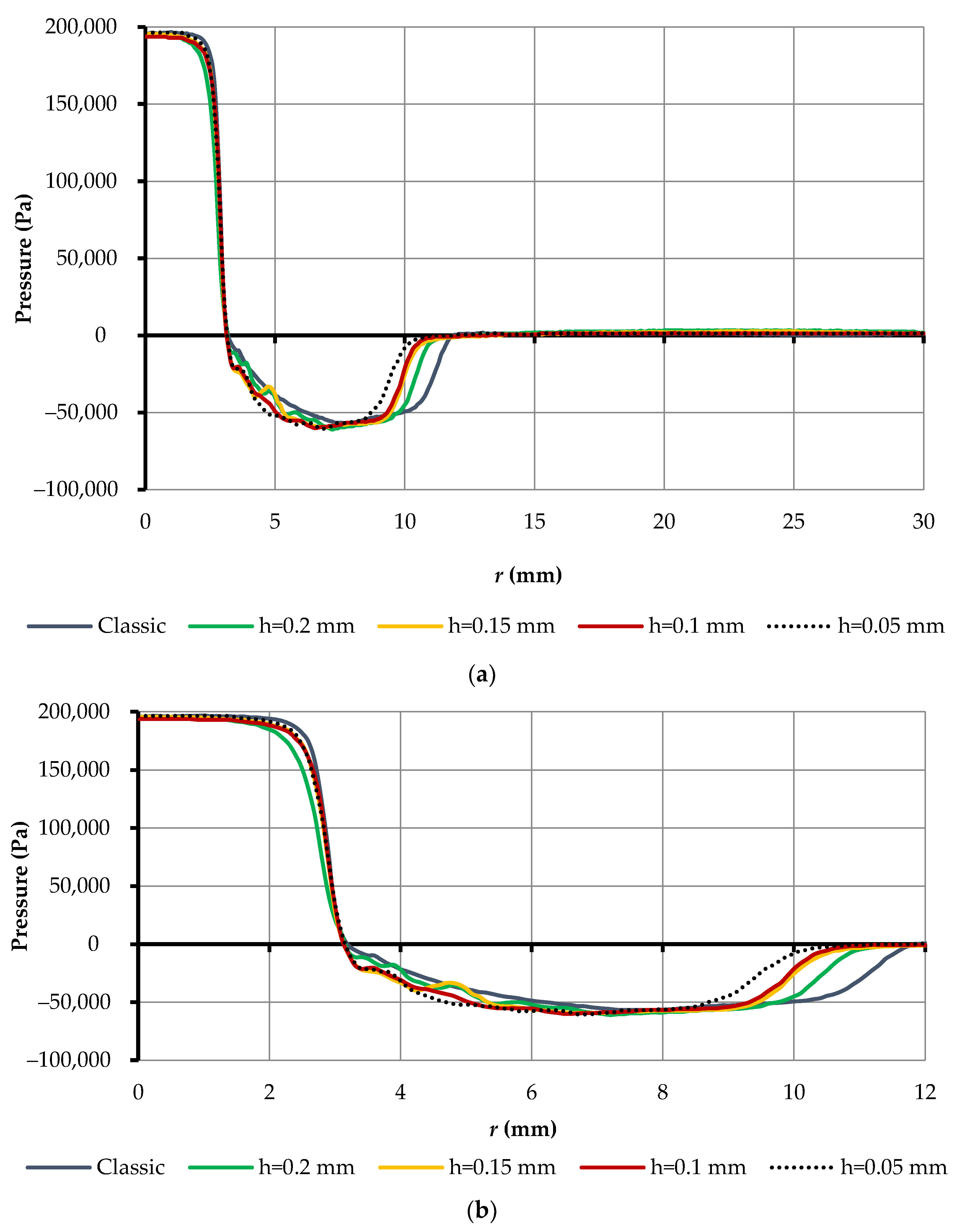
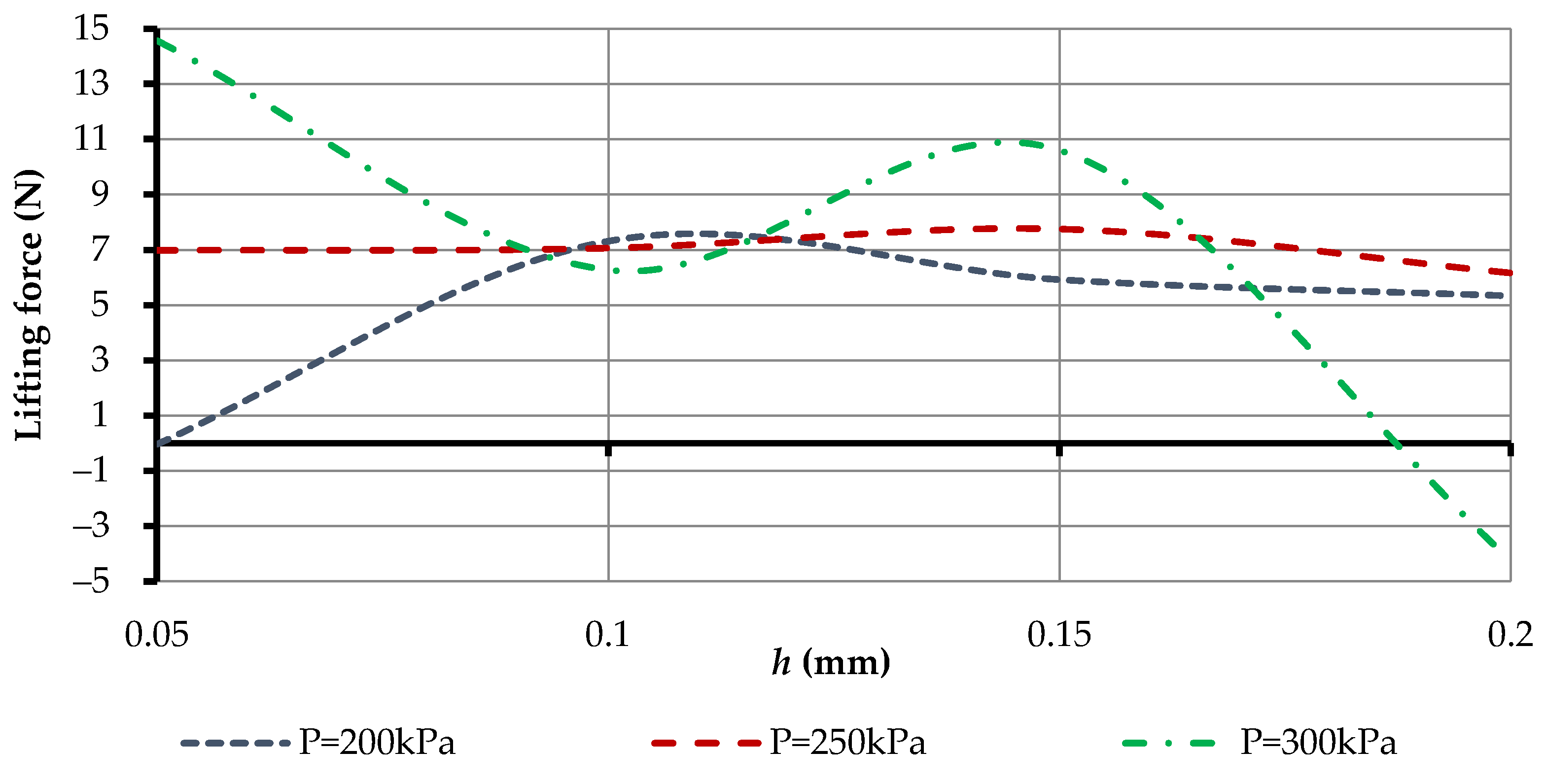
3.4. Effect of 3D Printer Surface Geometry on Power Characteristics of Gripping Devices
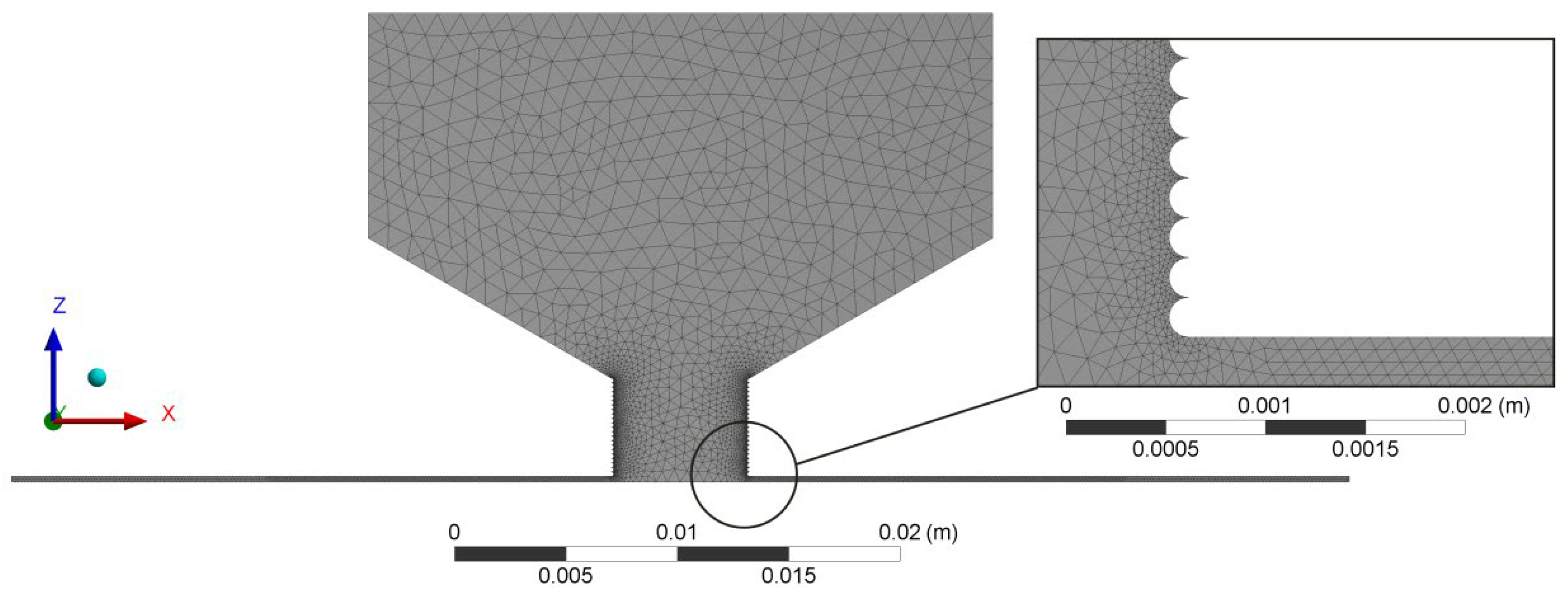
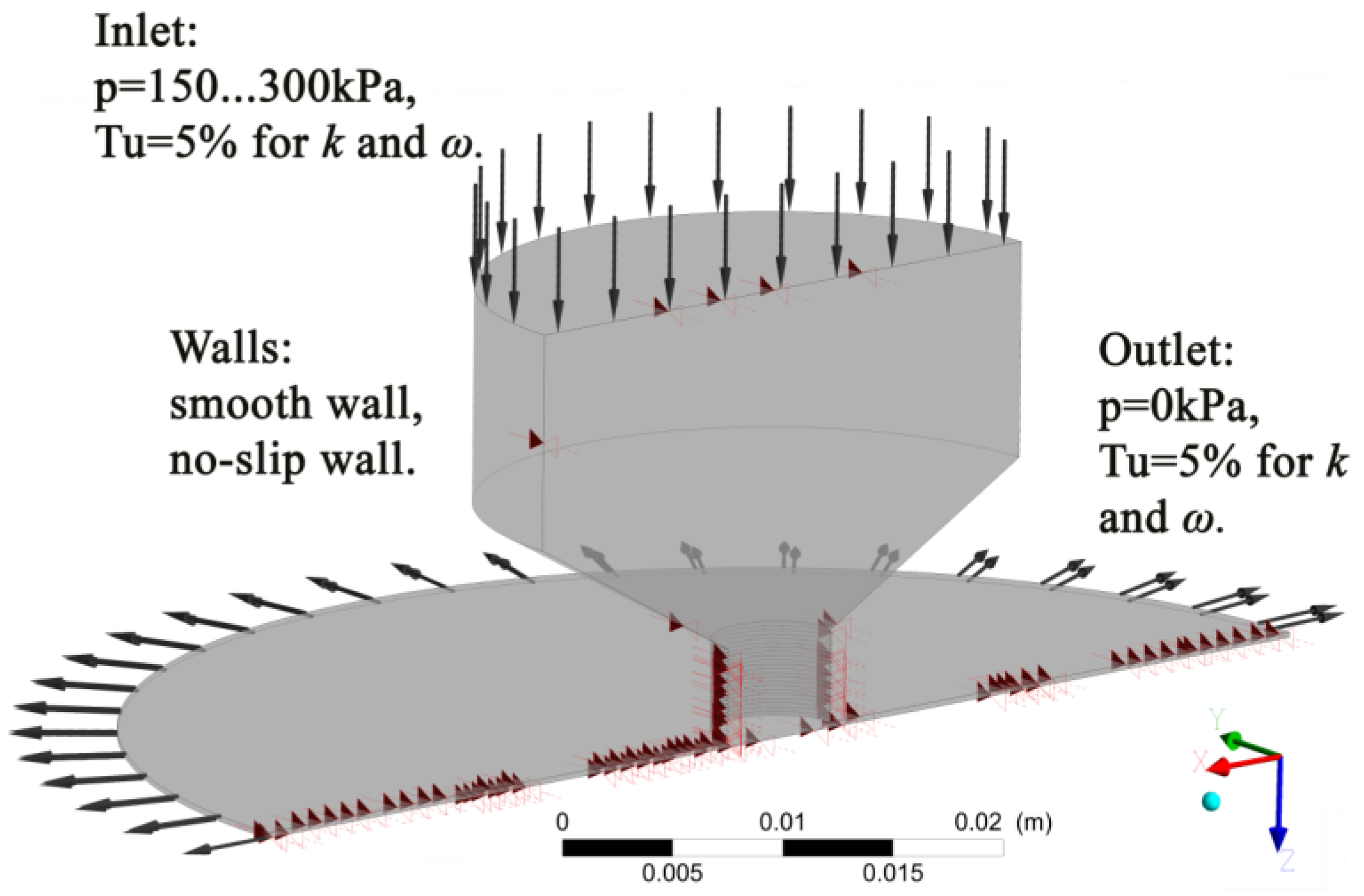
3.5. Description of the Finite Element Method for BGD Research
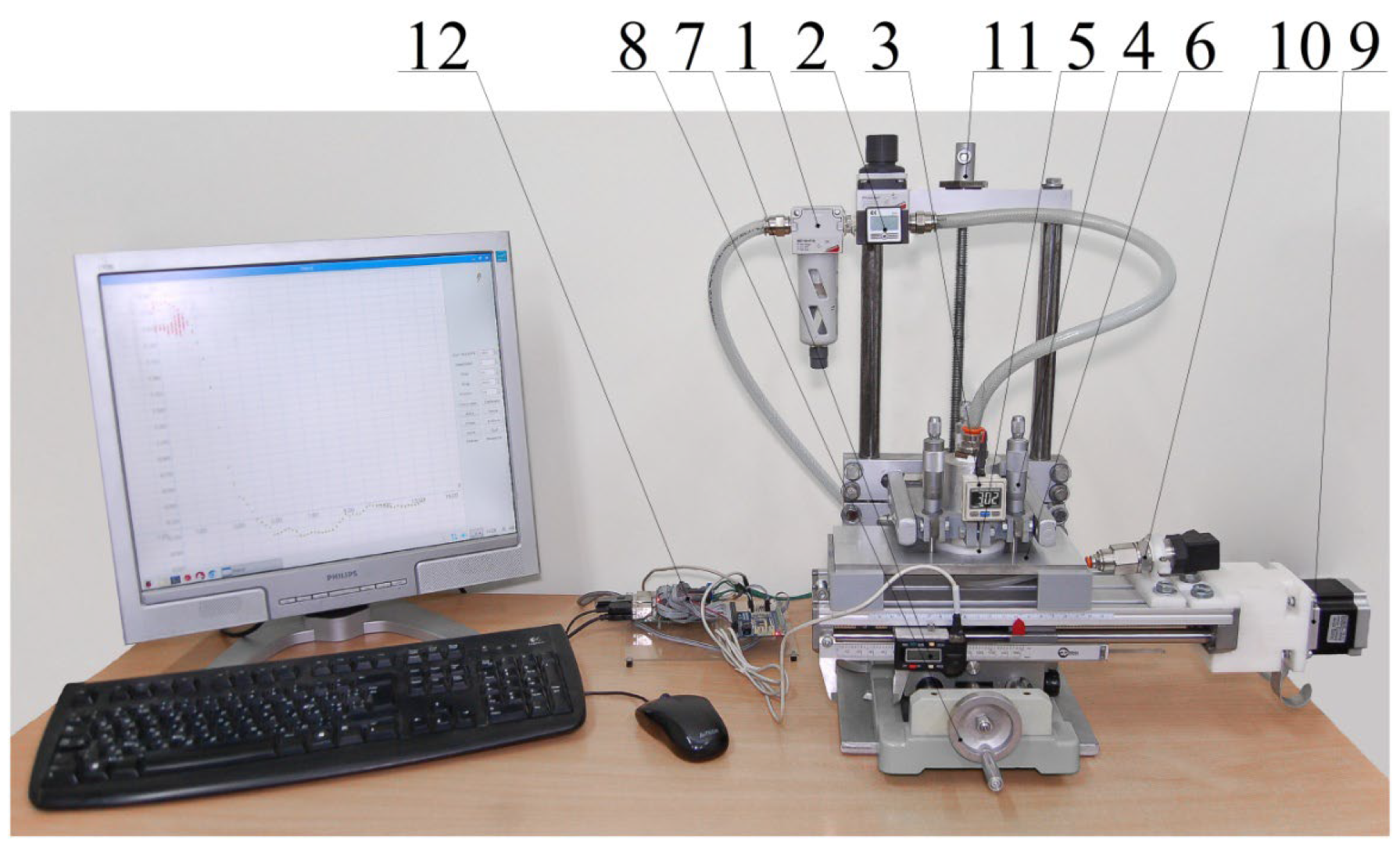
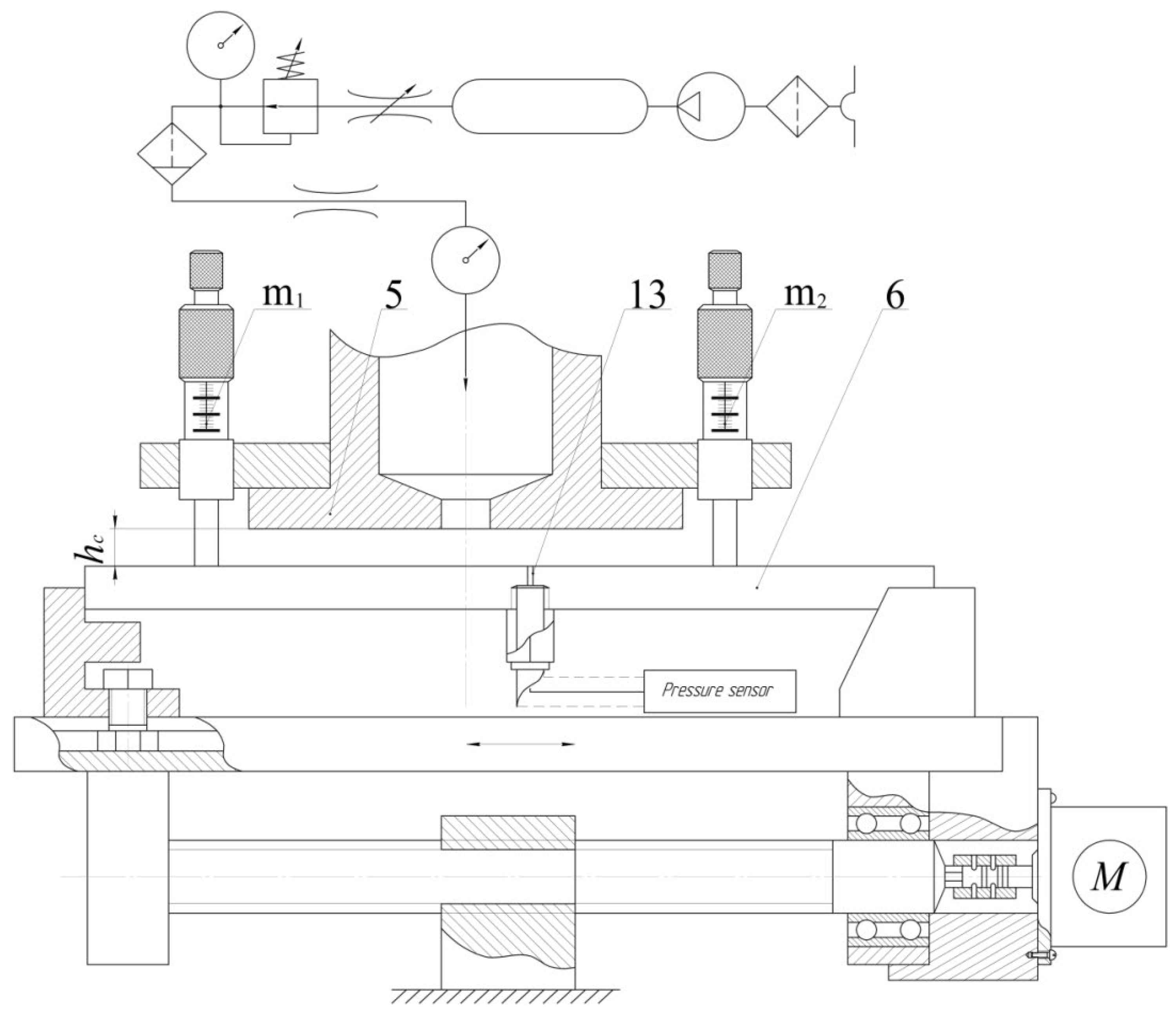
3.6. Methods of Experimental Research
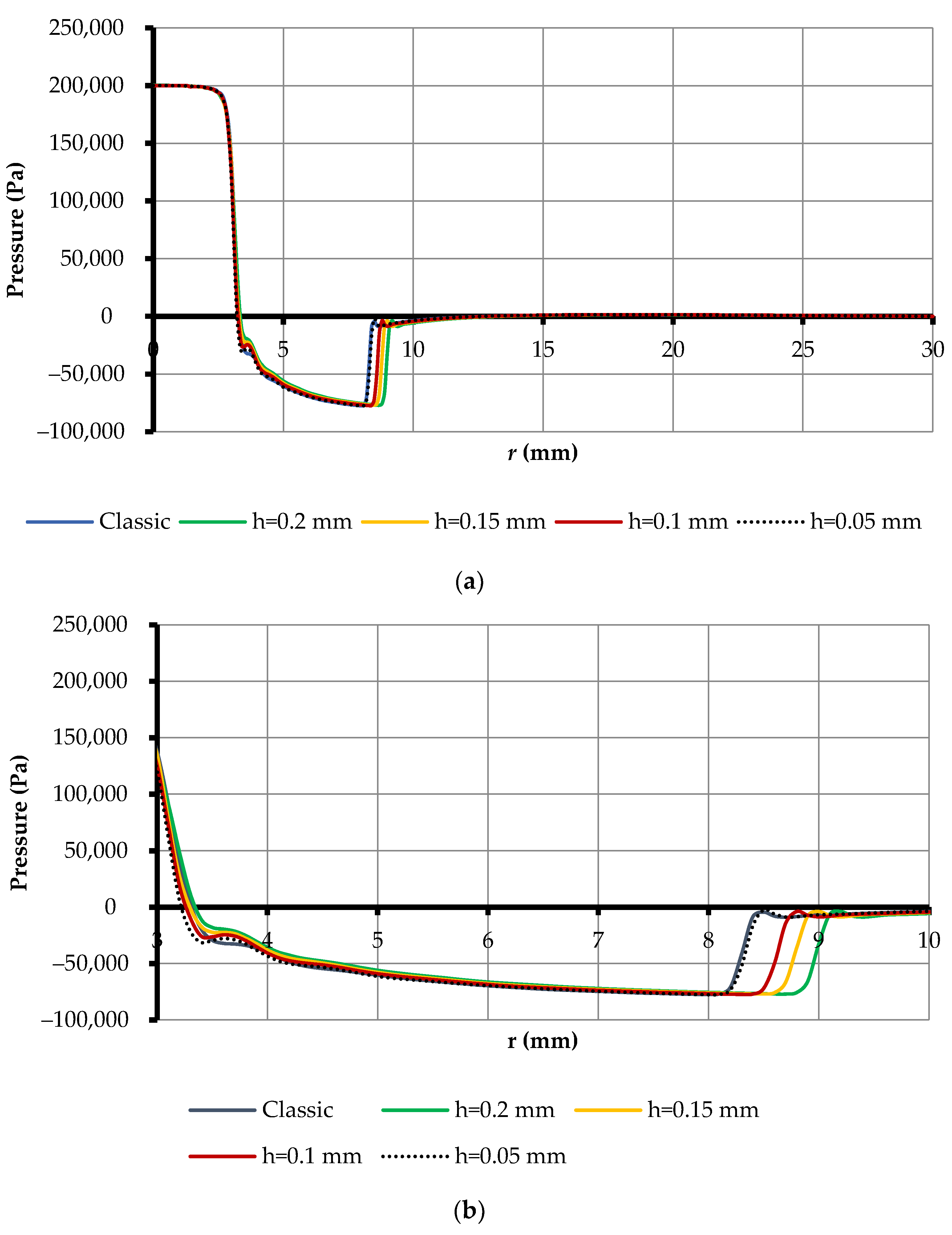
3.7. Results of the Influence of 3D Printing on BGD
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix B
Appendix C


References
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2014; Volume 17. [Google Scholar] [CrossRef]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombardi, M.; Atzeni, E.; Salmi, A.; Minetola, P.; Iuliano, L.; Fino, P. Overview on additive manufacturing technologies. Proc. IEEE 2017, 105, 593–612. [Google Scholar] [CrossRef]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Additive Manufacturing Handbook. Int. J. Prod. Res. 2017, 54, 149–168. [Google Scholar]
- Horn, T.J.; Harrysson, O.L. Overview of current additive manufacturing technologies and selected applications. Sci. Prog. 2012, 95, 255–282. [Google Scholar] [CrossRef]
- Mueller, B. Additive manufacturing technologies—Rapid prototyping to direct digital manufacturing. Assem. Autom. 2012, 32. [Google Scholar] [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Springer: Berlin/Heidelberg, Germany, 2019; pp. 7–31. [Google Scholar] [CrossRef]
- Niaki, M.K.; Torabi, S.A.; Nonino, F. Why manufacturers adopt additive manufacturing technologies: The role of sustainability. J. Clean. Prod. 2019, 222, 381–392. [Google Scholar] [CrossRef]
- Guessasma, S.; Zhang, W.; Zhu, J.; Belhabib, S.; Nouri, H. Challenges of additive manufacturing technologies from an optimization perspective. Int. J. Simul. Multidiscip. Des. Optim. 2015, 6, A9. [Google Scholar] [CrossRef]
- Ashima, R.; Haleem, A.; Bahl, S.; Javaid, M.; Mahla, S.K.; Singh, S. Automation and manufacturing of smart materials in Additive Manufacturing technologies using Internet of Things towards the adoption of Industry 4.0. Mater. Today Proc. 2021, 46, 5081–5088. [Google Scholar] [CrossRef]
- Sun, C.; Wang, Y.; McMurtrey, M.D.; Jerred, N.D.; Liou, F.; Li, J. Additive manufacturing for energy: A review. Appl. Energy 2021, 282, 116041. [Google Scholar] [CrossRef]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in metal additive manufacturing: A review of common processes, industrial applications, and current challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Anitha, R.; Arunachalam, S.; Radhakrishnan, P. Critical parameters influencing the quality of prototypes in fused deposition modelling. J. Mater. Process. Technol. 2001, 118, 385–388. [Google Scholar] [CrossRef]
- Wimpenny, D.I.; Pandey, P.M.; Kumar, L.J. Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Singapore, 2017. [Google Scholar] [CrossRef]
- Kopets, E.E.; Protasova, D.A.; Andreev, V.S.; Loginov, I.I.; Kurtova, K.A.; Skuratov, A.D. Relation between 3D Printer Printhead Positioning Rate and Detail Quality. In Proceedings of the 2022 Conference of Russian Young Researchers in Electrical and Electronic Engineering (ElConRus), Saint Petersburg, Russian, 25–28 January 2022; pp. 700–703. [Google Scholar] [CrossRef]
- Radhwan, H.; Shayfull, Z.; Nasir, S.M.; Irfan, A.R. Optimization parameter effects on the quality surface finish of 3D-printing process using taguchi method. IOP Conf. Ser. Mater. Sci. Eng. 2020, 864, 012143. [Google Scholar] [CrossRef]
- Yaman, U. Shrinkage compensation of holes via shrinkage of interior structure in FDM process. Int. J. Adv. Manuf. Technol. 2018, 94, 2187–2197. [Google Scholar] [CrossRef]
- Haghighi, A.; Li, L. Study of the relationship between dimensional performance and manufacturing cost in fused deposition modeling. Rapid Prototyp. J. 2018, 24, 395–408. [Google Scholar] [CrossRef]
- Panda, B.N.; Bahubalendruni, R.M.; Biswal, B.B.; Leite, M. A CAD-based approach for measuring volumetric error in layered manufacturing. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2017, 231, 2398–2406. [Google Scholar] [CrossRef]
- Paul, R.; Anand, S. Optimization of layered manufacturing process for reducing form errors with minimal support structures. J. Manuf. Syst. 2015, 36, 231–243. [Google Scholar]
- Parmar, H.; Khan, T.; Tucci, F.; Umer, R.; Carlone, P. Advanced robotics and additive manufacturing of composites: Towards a new era in Industry 4.0. Mater. Manuf. Process. 2021, 37, 483–517. [Google Scholar] [CrossRef]
- Urhal, P.; Weightman, A.; Diver, C.; Bartolo, P. Robot assisted additive manufacturing: A review. Robot. Comput. Integr. Manuf. 2019, 59, 335–345. [Google Scholar] [CrossRef]
- Bhatt, P.M.; Malhan, R.K.; Shembekar, A.V.; Yoon, Y.J.; Gupta, S.K. Expanding capabilities of additive manufacturing through use of robotics technologies: A survey. Addit. Manuf. 2020, 31, 100933. [Google Scholar] [CrossRef]
- Ma, B.; Shaqura, M.Z.; Richardson, R.C.; Dehghani-Sanij, A.A. A Study on Phase-Changing Materials for Controllable Stiffness in Robotic Joints. Robotics 2022, 11, 66. [Google Scholar] [CrossRef]
- Feller, D.; Siemers, C. Mechanical Design and Analysis of a Novel Three-Legged, Compact, Lightweight, Omnidirectional, Serial–Parallel Robot with Compliant Agile Legs. Robotics 2022, 11, 39. [Google Scholar] [CrossRef]
- Sesto Gorella, N.; Caruso, M.; Gallina, P.; Seriani, S. Dynamically Balanced Pointing System for CubeSats: Study and 3D Printing Manufacturing. Robotics 2021, 10, 121. [Google Scholar] [CrossRef]
- Yamine, J.; Prini, A.; Nicora, M.L.; Dinon, T.; Giberti, H.; Malosio, M. A Planar Parallel Device for Neurorehabilitation. Robotics 2020, 9, 104. [Google Scholar] [CrossRef]
- Castelli, K.; Giberti, H. Additive Manufacturing as an Essential Element in the Teaching of Robotics. Robotics 2019, 8, 73. [Google Scholar] [CrossRef]
- Xie, M.; Zhu, M.; Yang, Z.; Okada, S.; Kawamura, S. Flexible self-powered multifunctional sensor for stiffness-tunable soft robotic gripper by multimaterial 3D printing. Nano Energy 2021, 79, 105438. [Google Scholar] [CrossRef]
- Anver, H.M.; Mutlu, R.; Alici, G. 3D printing of a thin-wall soft and monolithic gripper using fused filament fabrication. In Proceedings of the 2017 IEEE International Conference on Advanced Intelligent Mechatronics (AIM), Munich, Germany, 3–7 July 2017; pp. 442–447. [Google Scholar] [CrossRef]
- Wang, Z.; Torigoe, Y.; Hirai, S. A prestressed soft gripper: Design, modeling, fabrication, and tests for food handling. IEEE Robot. Autom. Lett. 2017, 2, 1909–1916. [Google Scholar] [CrossRef]
- Slesarenko, V.; Engelkemier, S.; Galich, P.I.; Vladimirsky, D.; Klein, G.; Rudykh, S. Strategies to control performance of 3d-printed, cable-driven soft polymer actuators: From simple architectures to gripper prototype. Polymers 2018, 10, 846 . [Google Scholar] [CrossRef]
- Tlegenov, Y.; Telegenov, K.; Shintemirov, A. An open-source 3D printed underactuated robotic gripper. In Proceedings of the 2014 IEEE/ASME 10th International Conference on Mechatronic and Embedded Systems and Applications (MESA), Senigallia, Italy, 10–12 September 2014; pp. 1–6. [Google Scholar] [CrossRef]
- Zhu, M.; Mori, Y.; Wakayama, T.; Wada, A.; Kawamura, S. A fully multi-material three-dimensional printed soft gripper with variable stiffness for robust grasping. Soft Robot. 2019, 6, 507–519. [Google Scholar] [CrossRef]
- Mutlu, R.; Tawk, C.; Alici, G.; Sariyildiz, E. A 3D printed monolithic soft gripper with adjustable stiffness. In Proceedings of the IECON 2017-43rd Annual Conference of the IEEE Industrial Electronics Society, Beijing, China, 29 October 2017–1 November 2017; pp. 6235–6240. [Google Scholar] [CrossRef]
- Tawk, C.; Gillett, A.; Panhuis, M.; Spinks, G.M.; Alici, G. A 3D-printed omni-purpose soft gripper. IEEE Trans. Robot. 2019, 35, 1268–1275. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, M.Y.; Chen, F.; Wang, Y.; Kumar, A.S.; Fuh, J.Y. Design and development of a soft gripper with topology optimization. In Proceedings of the 2017 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Vancouver, BC, Canada, 24–28 September 2017; pp. 6239–6244. [Google Scholar] [CrossRef]
- Khondoker, M.A.H.; Baheri, N.; Sameoto, D. Tendon-driven functionally gradient soft robotic gripper 3D printed with intermixed extrudate of hard and soft thermoplastics. 3D Print. Addit. Manuf. 2019, 6, 191–203. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, Y.; Li, Y.; Chen, M.Z.; Wei, Y. Bioinspired robotic fingers based on pneumatic actuator and 3D printing of smart material. Soft Robot. 2017, 4, 147–162. [Google Scholar] [CrossRef]
- Wang, Z.; Chathuranga, D.S.; Hirai, S. 3D printed soft gripper for automatic lunch box packing. In Proceedings of the 2016 IEEE International Conference on Robotics and Biomimetics (ROBIO), Qingdao, China, 3–7 December 2016; pp. 503–508. [Google Scholar] [CrossRef]
- Shao, G.; Ware, H.O.T.; Huang, J.; Hai, R.; Li, L.; Sun, C. 3D printed magnetically-actuating micro-gripper operates in air and water. Addit. Manuf. 2021, 38, 101834. [Google Scholar] [CrossRef]
- Bamotra, A.; Walia, P.; Prituja, A.V.; Ren, H. Layer-Jamming Suction Grippers with Variable Stiffness. ASME. J. Mech. Robot. 2019, 11, 035003. [Google Scholar] [CrossRef]
- Suresh, S.A.; Christensen, D.L.; Hawkes, E.W.; Cutkosky, M. Surface and Shape Deposition Manufacturing for the Fabrication of a Curved Surface Gripper. J. Mech. Robot. 2015, 7, 021005. [Google Scholar] [CrossRef]
- Ong, U.; Jing, D.; Devine, D.M.; Lyons, J. 3D Printed End of Arm Tooling (EOAT) for Robotic Automation. Robotics 2018, 7, 49. [Google Scholar] [CrossRef]
- Nikafrooz, N.; Leonessa, A. A Single-Actuated, Cable-Driven, and Self-Contained Robotic Hand Designed for Adaptive Grasps. Robotics 2021, 10, 109. [Google Scholar] [CrossRef]
- Jung, J. Workspace and Stiffness Analysis of 3D Printing Cable-Driven Parallel Robot with a Retractable Beam-Type End-Effector. Robotics 2020, 9, 65. [Google Scholar] [CrossRef]
- Tawk, C.; Alici, G. Finite Element Modeling in the Design Process of 3D Printed Pneumatic Soft Actuators and Sensors. Robotics 2020, 9, 52. [Google Scholar] [CrossRef]
- Oka, T.; Solis, J.; Lindborg, A.-L.; Matsuura, D.; Sugahara, Y.; Takeda, Y. Kineto-Elasto-Static Design of Underactuated Chopstick-Type Gripper Mechanism for Meal-Assistance Robot. Robotics 2020, 9, 50. [Google Scholar] [CrossRef]
- Ceccarelli, M. Fundamentals of the mechanics of grasp. In Fundamentals of Mechanics of Robotic Manipulation; Springer: Cham, Switzerland, 2022; pp. 283–378. [Google Scholar]
- Carbone, G. (Ed.) Grasping in Robotics; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012; Volume 10. [Google Scholar]
- Marwan, Q.M.; Chua, S.C.; Kwek, L.C. Comprehensive review on reaching and grasping of objects in robotics. Robotica 2021, 39, 1849–1882. [Google Scholar] [CrossRef]
- Okuno, Y.; Shigemune, H.; Kuwajima, Y.; Maeda, S. Stretchable suction cup with electroadhesion. Adv. Mater. Technol. 2019, 4, 1800304. [Google Scholar] [CrossRef]
- Iwasaki, H.; Lefevre, F.; Damian, D.D.; Iwase, E.; Miyashita, S. Autonomous and Reversible Adhesion Using Elastomeric Suction Cups for In-Vivo Medical Treatments. IEEE Robot. Autom. Lett. 2020, 5, 2015–2022. [Google Scholar] [CrossRef]
- Gilday, K.; Lilley, J.; Iida, F. Suction Cup Based on Particle Jamming and Its Performance Comparison in Various Fruit Handling Tasks. In Proceedings of the 2020 IEEE/ASME International Conference on Advanced Intelligent Mechatronics (AIM), Boston, MA, USA, 6–9 July 2020; pp. 607–612. [Google Scholar] [CrossRef]
- Jeong, S.; Tran, P.; Desai, J.P. Integration of Self-Sealing Suction Cups on the FLEXotendon Glove-II Robotic Exoskeleton System. IEEE Robot. Autom. Lett. 2020, 5, 867–874. [Google Scholar] [CrossRef]
- Wagner, M.; Chen, X.; Nayyerloo, M.; Wang, W.; Chase, J.G. A novel wall climbing robot based on Bernoulli effect. In Proceedings of the 2008 IEEE/ASME International Conference on Mechtronic and Embedded Systems and Applications, Beijing, China, 12–15 October 2008; pp. 210–215. [Google Scholar] [CrossRef]
- Mykhailyshyn, R.; Savkiv, V.; Maruschak, P.; Xiao, J. A Systematic Review on Pneumatic Gripping Devices for Industrial Robots. Transport 2022, 37, 201–231. [Google Scholar] [CrossRef]
- Mykhailyshyn, R.; Xiao, J. Influence of Inlet Parameters on Power Characteristics of Bernoulli Gripping Devices for Industrial Robots. Appl. Sci. 2022, 12, 7074. [Google Scholar] [CrossRef]
- Savkiv, V.; Mykhailyshyn, R.; Duchon, F. Gasdynamic analysis of the Bernoulli grippers interaction with the surface of flat objects with displacement of the center of mass. Vacuum 2019, 159, 524–533. [Google Scholar] [CrossRef]
- Savkiv, V.; Mykhailyshyn, R.; Duchon, F.; Fendo, O. Justification of design and parameters of Bernoulli–vacuum gripping device. Int. J. Adv. Robot. Syst. 2017, 14, 1729881417741740. [Google Scholar] [CrossRef]
- Ozcelik, B.; Erzincanli, F. A non-contact end-effector for the handling of garments. Robotica 2002, 20, 447–450. [Google Scholar] [CrossRef]
- Ozcelik, B.; Erzincanli, F.; Findik, F. Evaluation of handling results of various materials using a non-contact end-effector. Ind. Robot. Int. J. 2003, 30, 363–369. [Google Scholar] [CrossRef]
- Davis, S.; Gray, J.O.; Caldwell, D.G. An end effector based on the Bernoulli principle for handling sliced fruit and vegetables. Robot. Comput. Integr. Manuf. 2008, 24, 249–257. [Google Scholar] [CrossRef]
- Petterson, A.; Ohlsson, T.; Caldwell, D.G.; Davis, S.; Gray, J.O.; Dodd, T.J. A Bernoulli principle gripper for handling of planar and 3D (food) products. Ind. Robot Int. J. 2010, 37, 518–526. [Google Scholar] [CrossRef]
- Dini, G.; Fantoni, G.; Failli, F. Grasping leather plies by Bernoulli grippers. CIRP Ann. 2009, 58, 21–24. [Google Scholar] [CrossRef]
- Li, X.; Kagawa, T. Theoretical and experimental study of factors affecting the suction force of a Bernoulli gripper. J. Eng. Mech. 2014, 140, 04014066. [Google Scholar] [CrossRef]
- Shi, K.; Li, X. Optimization of outer diameter of Bernoulli gripper. Exp. Therm. Fluid Sci. 2016, 77, 284–294. [Google Scholar] [CrossRef]
- Shi, K.; Li, X. Experimental and theoretical study of dynamic characteristics of Bernoulli gripper. Precis. Eng. 2018, 52, 323–331. [Google Scholar] [CrossRef]
- Savkiv, V.; Mykhailyshyn, R.; Maruschak, P.; Kyrylovych, V.; Duchon, F.; Chovanec, Ľ. Gripping devices of industrial robots for manipulating offset dish antenna billets and controlling their shape. Transport 2021, 36, 63–74. [Google Scholar] [CrossRef]
- Mykhailyshyn, R.; Savkiv, V.; Boyko, I.; Prada, E.; Virgala, I. Substantiation of Parameters of Friction Elements of Bernoulli Grippers with a Cylindrical Nozzle. Int. J. Manuf. Mater. Mech. Eng. 2021, 11, 17–39. [Google Scholar] [CrossRef]
- Brun, X.F.; Melkote, S.N. Evaluation of handling stresses applied to EFG silicon wafer using a Bernoulli Gripper. In Proceedings of the 2006 IEEE 4th World Conference on Photovoltaic Energy Conference, Waikoloa, HI, USA, 7–12 May 2006; pp. 1346–1349. [Google Scholar] [CrossRef]
- Renn, J.C.; Chen, C.Y.; Lu, C.H. Gap control for a proportional floating vacuum pad. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2008, 222, 2069–2076. [Google Scholar] [CrossRef]
- Brun, X.F.; Melkote, S.N. Modeling and prediction of the flow, pressure, and holding force generated by a Bernoulli handling device. J. Manuf. Sci. Eng. 2009, 131, 031018. [Google Scholar] [CrossRef]
- Brun, X.; Melkote, S.N. Effect of Substrate Flexibility on the Pressure Distribution and Lifting Force Generated by a Bernoulli Gripper. J. Manuf. Sci. Eng. 2012, 134, 051010. [Google Scholar] [CrossRef]
- Toklu, E.; Erzincanli, F. Modeling of radial flow on a non-contact end effector for robotic handling of non-rigid material. J. Appl. Res. Technol. 2012, 10, 590–596. [Google Scholar]
- Mykhailyshyn, R.; Savkiv, V.; Duchon, F.; Koloskov, V.; Diahovchenko, I.M. Investigation of the energy consumption on performance of handling operations taking into account parameters of the grasping system. In Proceedings of the 2018 IEEE 3rd International Conference on Intelligent Energy and Power Systems (IEPS), Kharkiv, Ukraine, 10–14 September 2018; pp. 295–300. [Google Scholar] [CrossRef]
- Savkiv, V.; Mykhailyshyn, R.; Fendo, O.; Mykhailyshyn, M. Orientation modeling of Bernoulli gripper device with off-centered masses of the manipulating object. Procedia Eng. 2017, 187, 264–271. [Google Scholar] [CrossRef]
- Savkiv, V.; Mykhailyshyn, R.; Duchon, F.; Mikhalishin, M. Modeling of Bernoulli gripping device orientation when manipulating objects along the arc. Int. J. Adv. Robot. Syst. 2018, 15, 1729881418762670. [Google Scholar] [CrossRef]
- Mykhailyshyn, R.; Savkiv, V.; Duchon, F.; Koloskov, V.; Diahovchenko, I.M. Analysis of frontal resistance force influence during manipulation of dimensional objects. In Proceedings of the 2018 IEEE 3rd International Conference on Intelligent Energy and Power Systems (IEPS), Kharkiv, Ukraine, 10–14 September 2018; pp. 301–305. [Google Scholar] [CrossRef]
- Mykhailyshyn, R.; Savkiv, V.; Mikhalishin, M.; Duchon, F. Experimental Research of the Manipulation Process by the Objects using Bernoulli Gripping Devices. In Proceedings of the 2017 IEEE International Young Scientists Forum on Applied Physics and Engineering (YSF), Lviv, Ukraine, 17–20 October 2017; pp. 8–11. [Google Scholar] [CrossRef]
- Savkiv, V.; Mykhailyshyn, R.; Duchon, F.; Maruschak, P.; Prentkovskis, O. Substantiation of Bernoulli grippers parameters at non-contact transportation of objects with a displaced center of mass. In Proceedings of the Transport Means-Proceedings of the International Conference, Trakai, Lithuania, 3–5 October 2018; pp. 1370–1375. [Google Scholar]
- Savkiv, V.; Mykhailyshyn, R.; Duchon, F.; Mikhalishin, M. Energy efficiency analysis of the manipulation process by the industrial objects with the use of Bernoulli gripping devices. J. Electr. Eng. 2017, 68, 496–502. [Google Scholar] [CrossRef][Green Version]
- Mykhailyshyn, R.; Savkiv, V.; Duchon, F.; Trembach, R.; Diahovchenko, I.M. Research of Energy Efficiency of Manipulation of Dimensional Objects with the Use of Pneumatic Gripping Devices. In Proceedings of the 2019 IEEE 2nd Ukraine Conference on Electrical and Computer Engineering (UKRCON), Lviv, Ukraine, 2–6 July 2019; pp. 527–532. [Google Scholar] [CrossRef]
- Li, X.; Kawashima, K.; Kagawa, T. Dynamic modeling of vortex levitation. In Proceedings of the 2008 Asia Simulation Conference-7th International Conference on System Simulation and Scientific Computing, Beijing, China, 10–12 October 2008; pp. 218–224. [Google Scholar] [CrossRef]
- Mykhailyshyn, R.; Savkiv, V.; Duchon, F.; Chovanec, L. Experimental Investigations of the Dynamics of Contactless Transportation by Bernoulli Grippers. In Proceedings of the 2020 IEEE 6th International Conference on Methods and Systems of Navigation and Motion Control (MSNMC), Kyiv, Ukraine, 20–23 October 2020; pp. 97–100. [Google Scholar] [CrossRef]
- Aguilar, A. Bernoulli Gripper. Thingiverse. 2021. Available online: https://www.thingiverse.com/thing:2644114 (accessed on 10 September 2022).
- Ertürk, Ş.; Samtaş, G. Design of grippers for laparoscopic surgery and optimization of experimental parameters for maximum tissue weight holding capacity. Bull. Pol. Acad. Sci. Tech. Sci. 2019, 6, 1125–1132. [Google Scholar] [CrossRef]
- Olivera, S.; Muralidhara, H.B.; Venkatesh, K.; Gopalakrishna, K. Evaluation of Surface Integrity and Strength Characteristics of Electroplated ABS Plastics Developmed Using FDM Process. In Proceedings of the 17th Asian Pacific Corrosion Control Conference, Mumbai, India, 27–30 January 2016; pp. 27–30. [Google Scholar]
- Wanhao Duplicator 6. Available online: https://www.wanhao3dprinter.com/Unboxin/ShowArticle.asp?ArticleID=163 (accessed on 10 September 2022).
- Wanhao PLA Filament. Available online: https://www.wanhao3dprinter.com/Unboxin/ShowArticle.asp?ArticleID=27 (accessed on 10 September 2022).
- Hoeben, A. Arc Welder Plugin. Available online: https://github.com/fieldOfView/Cura-ArcWelderPlugin (accessed on 10 September 2022).
- Bowyer, A. Arc Compensation. Available online: https://reprap.org/wiki/ArcCompensation (accessed on 10 September 2022).
- Dao, Q.; Frimodig, J.C.; Le, H.N.; Li, X.Z.; Putnam, S.B.; Golda, K.; Fritz, B. Calculation of shrinkage compensation factors for rapid prototyping (FDM 1650). Comput. Appl. Eng. Educ. 1999, 7, 186–195. [Google Scholar]
- Vispute, M.; Kumar, N.; Jain, P.K.; Tandon, P.; Pandey, P.M. Shrinkage compensation study for performing machining on additive manufactured parts. Mater. Today Proc. 2018, 5, 18544–18551. [Google Scholar] [CrossRef]
- Marwah, O.M.F.; Yahaya, N.F.; Darsani, A.; Mohamad, E.J.; Haq, R.H.A.; Johar, M.A.; Othman, M.H. Investigation for Shrinkage Deformation In The Desktop 3D Printer Process By Using DOE Approach Of The ABS Materials. J. Phys. Conf. Ser. 2019, 1150, 012038. [Google Scholar] [CrossRef]
- Lyu, J.; Manoochehri, S. Error modeling and compensation for FDM machines. Rapid Prototyp. J. 2019, 25, 1565–1574. [Google Scholar] [CrossRef]
- Plexiwire PLA Filament. Available online: https://shop.plexiwire.com.ua/pla-filament/ (accessed on 10 September 2022).
- 3D Plast PLA Filament. Available online: https://3dplast.biz/g24253048-pla-pla-plastik/ (accessed on 10 September 2022).
- MonoFilament PLA Filament. Available online: https://monofilament.com.ua/ua/products/standartnye-materialy/pla/ (accessed on 10 September 2022).
- Snegiryov, A.Y. High-performance computing in technical physics. In Numerical Simulation of Turbulent Flows; Polytechnic University Publ.: Saint Petersburg, Russia, 2009. [Google Scholar]
- Garbaruk, A.V. Modern Approaches to Modeling Turbulence; Polytechnic University Publ.: Saint Petersburg, Russia, 2016. [Google Scholar]
- Menter, F.R. Two-equation eddy-viscosity turbulence models for engineering applications. AIAA J. 1994, 32, 1598–1605. [Google Scholar] [CrossRef]
- Menter, F.R.; Esch, T.; Kubacki, S. Transition modelling based on local variables. Eng. Turbul. Model. Exp. 2002, 5, 555–564. [Google Scholar] [CrossRef]
- Menter, F.R.; Langtry, R.; Völker, S. Transition modelling for general purpose CFD codes. Flow Turbul. Combust. 2006, 77, 277–303. [Google Scholar] [CrossRef]
- Menter, F.R.; Smirnov, P.E.; Liu, T.; Avancha, R. A one-equation local correlation-based transition model. Flow Turbul. Combust. 2015, 95, 583–619. [Google Scholar] [CrossRef]
- Langtry, R.B.; Menter, F.R. Correlation-based transition modeling for unstructured parallelized computational fluid dynamics codes. AIAA J. 2009, 47, 2894–2906. [Google Scholar] [CrossRef]
- Wiring Pi: GPIO Interface Library for the Raspberry Pi. Available online: http://wiringpi.com/ (accessed on 10 September 2022).
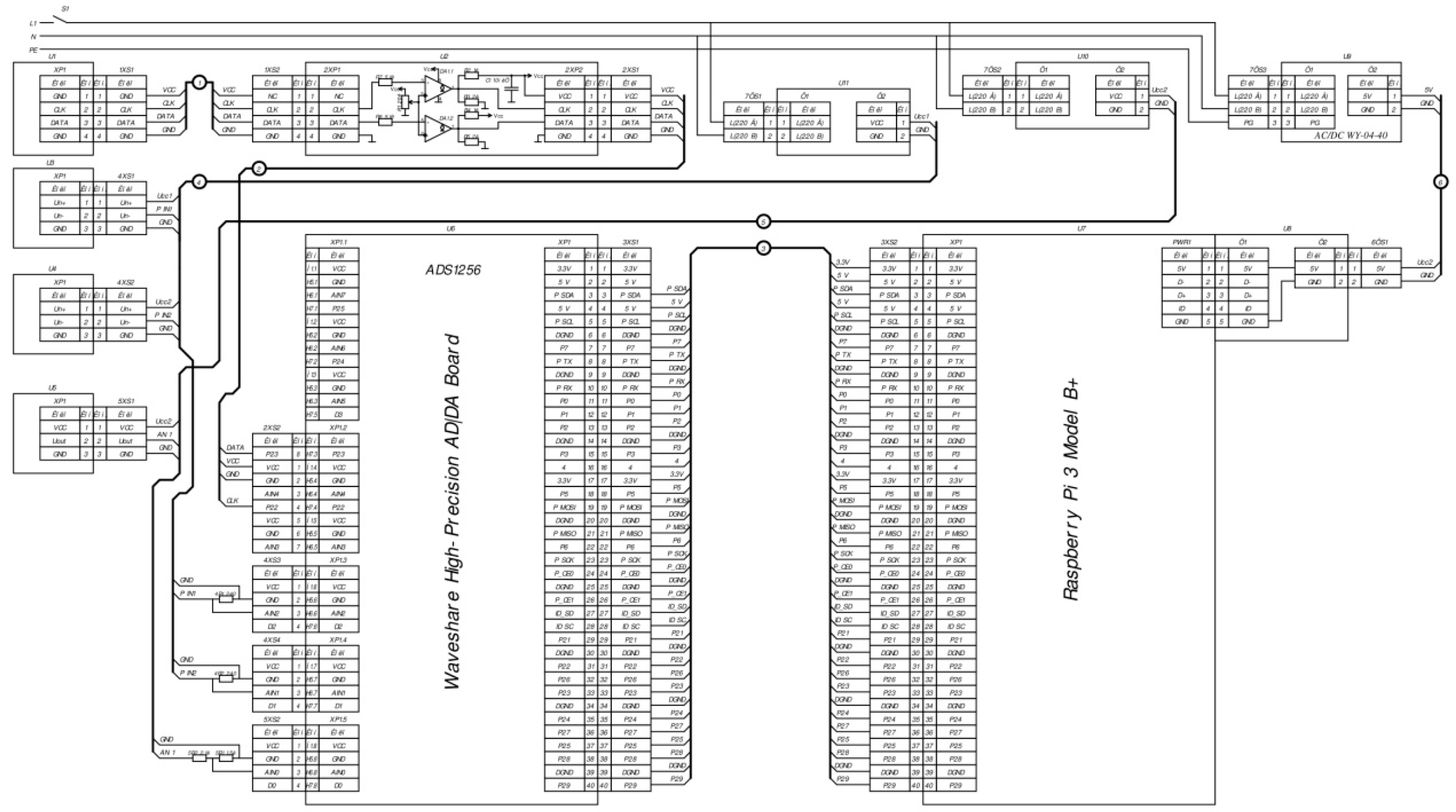
- Raspberry Pi High-Precision AD/DA Expansion Board. Available online: https://www.waveshare.com/High-Precision-AD-DA-Board.html (accessed on 10 September 2022).




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | Units |
|---|---|---|
| Chord height | 0.03 | mm |
| Angular tolerance | 0.5…30 | degrees |
| Plastic | Wanhao PLA filament | [90] |
| Extruder temperature | 210 | °C |
| Platform temperature | 50 | °C |
| Printing speed | 60 | mm/s |
| Fluidity | 100 | % |
| Filling | 15 (grid) | % |
| Top and bottom wall Thickness | 1.2 | mm |
| Wall thickness | 0.8 | mm |
| Layer height | 0.1 | mm |
| Nozzle diameter | 0.4 | mm |
| Rollback speed | 40 | mm/s |
| Rollback distance | 3 | mm |
| Outer contour speed | 12 | mm/s |
| Angular Tolerance | 30 Degrees | 0.5 Degrees |
|---|---|---|
| Ymax | G1 X107.774 Y103.162 E33.61291 | G1 X107.347 Y103.199 E33.59496 |
| Ymin | G1 X107.384 Y96.802 E33.76570 | G1 X107.429 Y96.802 E33.75383 |
| Ymax − Ymin | 6.36 | 6.399 |
| No | d (mm) | x (mm) | we (mm) | d+kArc (mm) | dend (mm) | V0 (mm2) | Vend (mm2) | εv (%) | εl (%) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 6 | 0.4 | 0.4 | 6.002 | 5.7 | 48.27 | 47.835 | 0.901 | 5 |
| 2 | 6 | 0.8 | 0.4 | 6.003 | 5.69 | 102.587 | 101.314 | 1.241 | 5.167 |
| 3 | 6 | 1.2 | 0.4 | 6.004 | 5.71 | 162.928 | 161.674 | 0.770 | 4.833 |
| 4 | 6 | 1.6 | 0.4 | 6.005 | 5.7 | 229.361 | 226.903 | 1.071 | 5 |
| 5 | 6 | 2 | 0.4 | 6.005 | 5.71 | 301.781 | 298.011 | 1.249 | 4.833 |
| 6 | 4 | 0.4 | 0.4 | 4.003 | 3.79 | 33.198 | 32.459 | 2.226 | 5.25 |
| 7 | 4 | 0.8 | 0.4 | 4.007 | 3.79 | 72.488 | 71.767 | 0.994 | 5.25 |
| 8 | 4 | 1.2 | 0.4 | 4.008 | 3.79 | 117.802 | 116.978 | 0.699 | 5.25 |
| 9 | 4 | 1.6 | 0.4 | 4.009 | 3.8 | 169.163 | 166.836 | 1.376 | 5 |
| 10 | 4 | 2 | 0.4 | 4.01 | 3.8 | 226.572 | 223.083 | 1.540 | 5 |
| No. | Layer Height for 3D Printing hp (mm) | Cmax (mm) | Cmin (mm) | Cmid (mm) |
|---|---|---|---|---|
| 1 | 0.05 | 0.03 | 0.01 | 0.02 |
| 2 | 0.10 | 0.06 | 0.04 | 0.05 |
| 3 | 0.15 | 0.11 | 0.05 | 0.08 |
| 4 | 0.20 | 0.14 | 0.07 | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mykhailyshyn, R.; Duchoň, F.; Mykhailyshyn, M.; Majewicz Fey, A. Three-Dimensional Printing of Cylindrical Nozzle Elements of Bernoulli Gripping Devices for Industrial Robots. Robotics 2022, 11, 140. https://doi.org/10.3390/robotics11060140
Mykhailyshyn R, Duchoň F, Mykhailyshyn M, Majewicz Fey A. Three-Dimensional Printing of Cylindrical Nozzle Elements of Bernoulli Gripping Devices for Industrial Robots. Robotics. 2022; 11(6):140. https://doi.org/10.3390/robotics11060140
Chicago/Turabian StyleMykhailyshyn, Roman, František Duchoň, Mykhailo Mykhailyshyn, and Ann Majewicz Fey. 2022. "Three-Dimensional Printing of Cylindrical Nozzle Elements of Bernoulli Gripping Devices for Industrial Robots" Robotics 11, no. 6: 140. https://doi.org/10.3390/robotics11060140
APA StyleMykhailyshyn, R., Duchoň, F., Mykhailyshyn, M., & Majewicz Fey, A. (2022). Three-Dimensional Printing of Cylindrical Nozzle Elements of Bernoulli Gripping Devices for Industrial Robots. Robotics, 11(6), 140. https://doi.org/10.3390/robotics11060140