_Kwok.png)
Bio-Based Polyurethane Foams: Feedstocks, Synthesis, and Applications



Abstract
1. Introduction
2. Background on Polyurethanes
3. Polyurethane Foams
3.1. Synthesis Methods of Traditional Polyurethane Foams
3.2. Traditional Polyurethanes vs. Bio-Based Polyurethanes
4. Bio-Based Polyurethanes
4.1. Bio-Based Feedstocks
4.2. From Raw Materials to Bio-Polyols
4.3. Bio-Polyols in Polyurethane Foams
4.4. Bio-Additives in Polyurethane Foams
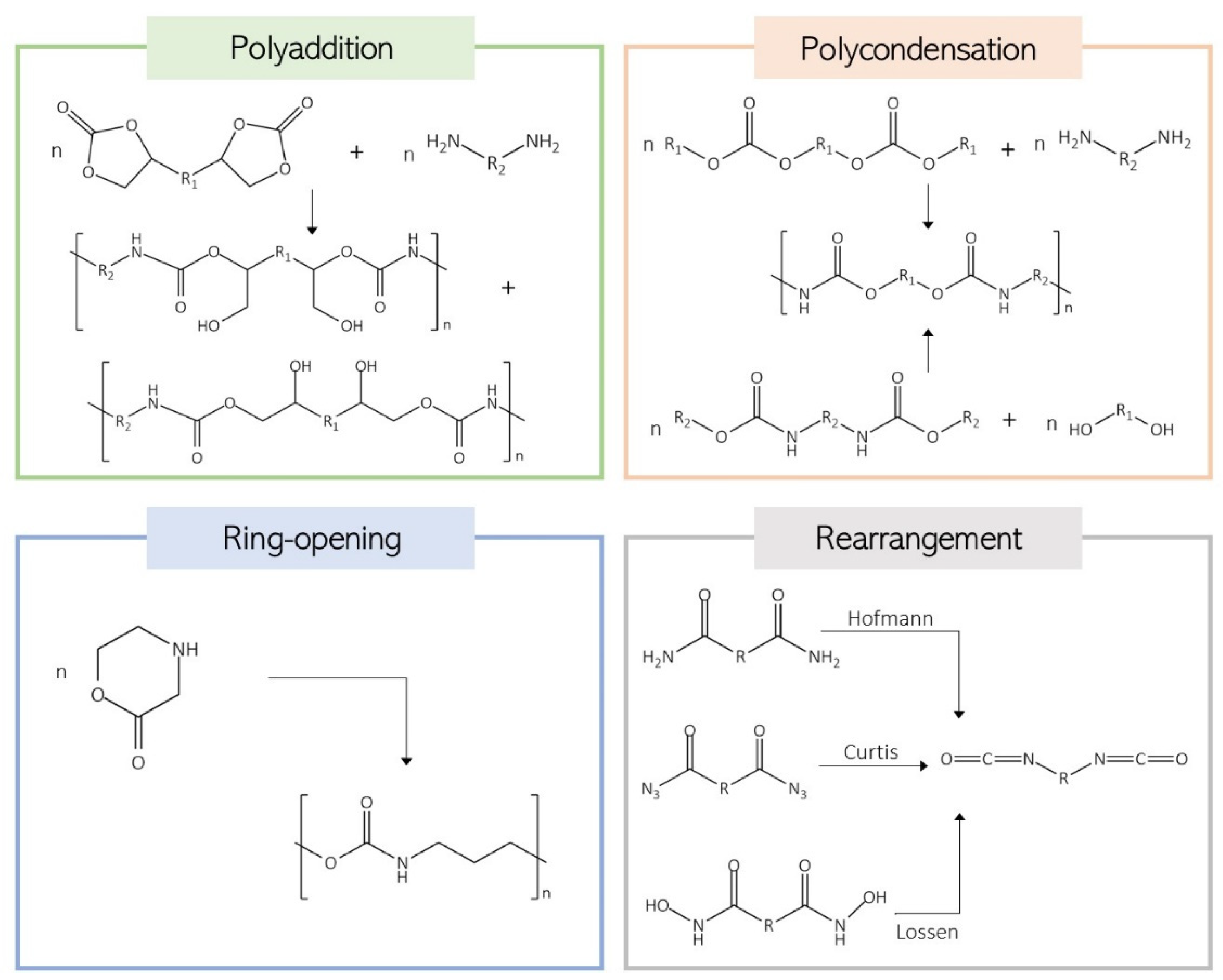
4.5. Non-Isocyanate Polyurethane Foams (NIUPs)
4.6. Market and Applications
4.7. Biomedical Applications
5. Concluding Remarks
Author Contributions
Funding
Institutional Review Board Statement
Conflicts of Interest
References
- Parcheta, P.; Datta, J. Environmental impact and industrial development of biorenewable resources for polyurethanes. Crit. Rev. Environ. Sci. Technol. 2017, 47, 1986–2016. [Google Scholar] [CrossRef]
- Sardon, H.; Mecerreyes, D.; Basterretxea, A.; Avérous, L.; Jehanno, C. From Lab to Market: Current Strategies for the Production of Biobased Polyols. ACS Sustain. Chem. Eng. 2021, 9, 10664–10677. [Google Scholar] [CrossRef]
- Tenorio-Alfonso, A.; Sánchez, M.C.; Franco, J.M. A Review of the Sustainable Approaches in the Production of Bio-based Polyurethanes and Their Applications in the Adhesive Field. J. Polym. Environ. 2020, 28, 749–774. [Google Scholar] [CrossRef]
- Germán-Ayuso, L.; Cuevas, J.M.; Seoane-Rivero, R.; Navarro, R.; Marcos-Fernández, A.; Vilas-Vilela, J.L. Improving the performance of biobased polyurethane dispersion by the incorporation of photo-crosslinkable coumarin. J. Coat. Technol. Res. 2023, 20, 1677–1690. [Google Scholar] [CrossRef]
- Kaur, R.; Singh, P.; Tanwar, S.; Varshney, G.; Yadav, S. Assessment of Bio-Based Polyurethanes: Perspective on Applications and Bio-Degradation. Macromol 2022, 2, 284–314. [Google Scholar] [CrossRef]
- Delavarde, A.; Savin, G.; Derkenne, P.; Boursier, M.; Morales-Cerrada, R.; Nottelet, B.; Pinaud, J.; Caillol, S. Sustainable polyurethanes: Toward new cutting-edge opportunities. Prog. Polym. Sci. 2024, 151. [Google Scholar] [CrossRef]
- Solanki, A.; Das, M.; Thakore, S. A review on carbohydrate embedded polyurethanes: An emerging area in the scope of biomedical applications. Carbohydr. Polym. 2018, 181, 1003–1016. [Google Scholar] [CrossRef]
- Pfister, D.P.; Xia, Y.; Larock, R.C. Recent Advances in Vegetable Oil-Based Polyurethanes. ChemSusChem 2011, 4, 703–717. [Google Scholar] [CrossRef]
- Szpiłyk, M.; Lubczak, R.; Lubczak, J. The biodegradable cellulose-derived polyol and polyurethane foam. Polym. Test. 2021, 100, 107250. [Google Scholar] [CrossRef]
- Mort, R.; Peters, E.; Griffin, E.; Curtzwiler, G.; Vorst, K.; Jiang, S. Low-Isocyanate Polyurethane Foams with Improved Stability and Compression Modulus Prepared from Biosourced and Landfill-Diverted Materials. ACS Appl. Polym. Mater. 2023, 5, 7602–7613. [Google Scholar] [CrossRef]
- Guan, J.; Song, Y.; Lin, Y.; Yin, X.; Zuo, M.; Zhao, Y.; Tao, X.; Zheng, Q. Progress in Study of Non-Isocyanate Polyurethane. Ind. Eng. Chem. Res. 2011, 50, 6517–6527. [Google Scholar] [CrossRef]
- Statista Research Department Global Polyurethane Market Volume 2015–2030. Available online: https://www.statista.com/statistics/720341/global-polyurethane-market-size-forecast/ (accessed on 14 April 2025).
- Ferreira, P.; Coimbra, U.D.; Gil, H. Biomedical Polyurethane-Based Materials. In Polyurethane: Properties, Structure and Applications; Cavaco, L.I., Melo, J.A., Eds.; Nova Publishers: New York, NY, USA, 2012; pp. 1–25. [Google Scholar]
- Mistry, M.; Prajapati, V.; Dholakiya, B.Z. Redefining Construction: An In-Depth Review of Sustainable Polyurethane Applications. J. Polym. Environ. 2024, 32, 3448–3489. [Google Scholar] [CrossRef]
- Clark, J.H.; Farmer, T.J.; Ingram, I.D.V.; Lie, Y.; North, M. Renewable Self-Blowing Non-Isocyanate Polyurethane Foams from Lysine and Sorbitol. Eur. J. Org. Chem. 2018, 2018, 4265–4271. [Google Scholar] [CrossRef]
- Lockey, J.E.; Redlich, C.A.; Streicher, R.; Pfahles-Hutchens, A.; Hakkinen, P.J.; Ellison, G.L.; Harber, P.; Utell, M.; Holland, J.; Comai, A.; et al. Isocyanates and Human Health. J. Occup. Environ. Med. 2015, 57, 44–51. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, M.B.B.; Côrrea, R.; De Cademartori, P.H.G.; Ribeiro, A.C.R.; Coldebella, R.; Delucis, R.A.; Lunkes, N.; Missio, A.L. Bio-Based Tannin Foams: Comparing Their Physical and Thermal Response to Polyurethane Foams in Lightweight Sandwich Panels. Compounds 2023, 4, 1–16. [Google Scholar] [CrossRef]
- Güngör, Ö.; Paşahan, A.; Cengiz, M.A.; Köytepe, S.; Seçkin, T. Fructose-Based Polyurethane Membranes: Synthesis, Characterization, and Their Use as Voltammetric pH Electrode. Int. J. Polym. Mater. Polym. Biomater. 2015, 64, 563–569. [Google Scholar] [CrossRef]
- Stachak, P.; Łukaszewska, I.; Hebda, E.; Pielichowski, K. Recent Advances in Fabrication of Non-Isocyanate Polyurethane-Based Composite Materials. Materials 2021, 14, 3497. [Google Scholar] [CrossRef]
- Khatoon, H.; Ahmad, S. Polyurethane: A Versatile Scaffold for Biomedical Applications. Significances Bioeng. Biosci. 2018, 2, 1–3. [Google Scholar] [CrossRef]
- Cui, M.; Chai, Z.; Lu, Y.; Zhu, J.; Chen, J. Developments of polyurethane in biomedical applications: A review. Resour. Chem. Mater. 2023, 2, 262–276. [Google Scholar] [CrossRef]
- Gama, N.V.; Ferreira, A.; Barros-Timmons, A. Polyurethane Foams: Past, Present, and Future. Materials 2018, 11, 1841. [Google Scholar] [CrossRef]
- Choe, K.H.; Lee, D.S.; Seo, W.J.; Kim, W.N. Properties of Rigid Polyurethane Foams with Blowing Agents and Catalysts. Polym. J. 2004, 36, 368–373. [Google Scholar] [CrossRef]
- Kuranska, M.; Prociak, A.; Michalowski, S.; Zawadzinska, K.; Zawadzińska, A. The influence of blowing agents type on foaming process and properties of rigid polyurethane foams. Polimery 2018, 63, 672–678. [Google Scholar] [CrossRef]
- Wianowski, L.; Bialkowska, A.; Dobrowolski, L.; Zarzyka, I. Physical blowing agents for polyurethanes. Polimery 2020, 65, 83–94. [Google Scholar] [CrossRef]
- Huang, H.; Pang, H.; Huang, J.; Yu, P.; Li, J.; Lu, M.; Liao, B. Influence of hard segment content and soft segment length on the microphase structure and mechanical performance of polyurethane-based polymer concrete. Constr. Build. Mater. 2021, 284. [Google Scholar] [CrossRef]
- Dworakowska, S.; Bogdał, D.; Zaccheria, F.; Ravasio, N. The role of catalysis in the synthesis of polyurethane foams based on renewable raw materials. Catal. Today 2014, 223, 148–156. [Google Scholar] [CrossRef]
- Toader, G.; Moldovan, A.E.; Diacon, A.; Dirloman, F.M.; Rusen, E.; Podaru, A.; Rotariu, T.; Ginghina, R.E.; Hoza, O.E. Effect of Aromatic Chain Extenders on Polyurea and Polyurethane Coatings Designed for Defense Applications. Polymers 2023, 15, 756. [Google Scholar] [CrossRef]
- Adam, N.I.; Subban, R.H.Y.; Azmi, N.; Zulkifli, N.Z.; Zanuddin, L.W.; Yaacob, Y. Impact on the Physico-chemical and Mechanical Properties of the Chain Extended Polyurethane: A Review. J. Adv. Res. Dyn. Control. Syst. 2020, 12, 1190–1195. [Google Scholar] [CrossRef]
- Zhang, X.; Macosko, C.; Davis, H.; Nikolov, A.; Wasan, D. Role of Silicone Surfactant in Flexible Polyurethane Foam. J. Colloid Interface Sci. 1999, 215, 270–279. [Google Scholar] [CrossRef]
- Dhaliwal, G.S.; Anandan, S.; Bose, M.; Chandrashekhara, K.; Nam, P. Effects of surfactants on mechanical and thermal properties of soy-based polyurethane foams. J. Cell. Plast. 2020, 56, 611–629. [Google Scholar] [CrossRef]
- Baferani, A.H.; Keshavarz, R.; Asadi, M.; Ohadi, A.R. Effects of Silicone Surfactant on the Properties of Open-Cell Flexible Polyurethane Foams. Adv. Polym. Technol. 2016, 37, 71–83. [Google Scholar] [CrossRef]
- Jeong, J.; Oh, D.; Goh, M. Synthesis, antibacterial activity, and enzymatic decomposition of bio-polyurethane foams containing propolis. J. Ind. Eng. Chem. 2022, 109, 182–188. [Google Scholar] [CrossRef]
- Tran, H.T.; Deshan, A.D.K.; Doherty, W.; Rackemann, D.; Moghaddam, L. Production of rigid bio-based polyurethane foams from sugarcane bagasse. Ind. Crops Prod. 2022, 188, 115578. [Google Scholar] [CrossRef]
- Savelyev, Y.; Markovskaya, L.; Savelyeva, O.; Akhranovich, E.; Parkhomenko, N.; Travinskaya, T. Degradable polyurethane foams based on disaccharides. J. Appl. Polym. Sci. 2015, 132, 42131. [Google Scholar] [CrossRef]
- Jeong, J.; Hong, Y.; Lee, M.W.; Goh, M. Synthesis and enzymatic recycling of sugar-based bio-polyurethane foam. Eur. Polym. J. 2022, 171, 111188. [Google Scholar] [CrossRef]
- Quienne, B.; Cuminet, F.; Pinaud, J.; Semsarilar, M.; Cot, D.; Ladmiral, V.; Caillol, S. Upcycling Biobased Polyurethane Foams into Thermosets: Toward the Closing of the Loop. ACS Sustain. Chem. Eng. 2022, 10, 7041–7049. [Google Scholar] [CrossRef]
- Kurańska, M.; Leszczyńska, M.; Malewska, E.; Prociak, A.; Ryszkowska, J. Implementation of Circular Economy Principles in the Synthesis of Polyurethane Foams. Polymers 2020, 12, 2068. [Google Scholar] [CrossRef]
- Akdogan, E.; Erdem, M. A comprehensive research of low-density bio-based rigid polyurethane foams from sugar beet pulp-based biopolyol: From closed-cell towards open-cell structure. Ind. Crops Prod. 2023, 200, 116809. [Google Scholar] [CrossRef]
- Niesiobędzka, J.; Datta, J. Challenges and recent advances in bio-based isocyanate production. Green Chem. 2023, 25, 2482–2504. [Google Scholar] [CrossRef]
- Lemouzy, S.; Delavarde, A.; Lamaty, F.; Bantreil, X.; Pinaud, J.; Caillol, S. Lignin-based bisguaiacol diisocyanate: A green route for the synthesis of biobased polyurethanes. Green Chem. 2023, 25, 4833–4839. [Google Scholar] [CrossRef]
- Liu, X.; Wang, X.; Yao, S.; Jiang, Y.; Guan, J.; Mu, X. Recent advances in the production of polyols from lignocellulosic biomass and biomass-derived compounds. RSC Adv. 2014, 4, 49501–49520. [Google Scholar] [CrossRef]
- Malani, R.S.; Malshe, V.C.; Thorat, B.N. Polyols and polyurethanes from renewable sources: Past, present and future—Part 1: Vegetable oils and lignocellulosic biomass. J. Coat. Technol. Res. 2021, 19, 201–222. [Google Scholar] [CrossRef]
- Agrawal, A.; Kaur, R.; Walia, R.S. PU foam derived from renewable sources: Perspective on properties enhancement: An overview. Eur. Polym. J. 2017, 95, 255–274. [Google Scholar] [CrossRef]
- Paraskar, P.M.; Prabhudesai, M.S.; Hatkar, V.M.; Kulkarni, R.D. Vegetable oil based polyurethane coatings—A sustainable approach: A review. Prog. Org. Coat. 2021, 156. [Google Scholar] [CrossRef]
- Shahruzzaman, M.; Biswas, S.; Islam, M.M.; Islam, M.S.; Rahman, M.S. Furniture: Eco-Friendly Polymer Composites Applications. In Encyclopedia of Polymer Applications; Mehta, R., Manna, P., Bhattacharya, A., Eds.; CRC Press, Taylor and Francis Group: London, UK, 2019; pp. 1517–1547. [Google Scholar] [CrossRef]
- Chauke, N.P.; Mukaya, H.E.; Nkazi, D.B. Chemical modifications of castor oil: A review. Sci. Prog. 2019, 102, 199–217. [Google Scholar] [CrossRef]
- Kaikade, D.S.; Sabnis, A.S. Polyurethane foams from vegetable oil-based polyols: A review. Polym. Bull. 2022, 80, 2239–2261. [Google Scholar] [CrossRef]
- Maurya, A.K.; de Souza, F.M.; Gupta, R.K. Polyurethane and Its Composites: Synthesis to Application. In Polyurethanes: Preparation, Properties, and Applications Volume 1: Fundamentals; American Chemical Society: Washington, DC, USA, 2023; Volume 1452, pp. 1–20. [Google Scholar] [CrossRef]
- Cifarelli, A.; Boggioni, L.; Vignali, A.; Tritto, I.; Bertini, F.; Losio, S. Flexible Polyurethane Foams from Epoxidized Vegetable Oils and a Bio-Based Diisocyanate. Polymers 2021, 13, 612. [Google Scholar] [CrossRef] [PubMed]
- Danov, S.M.; Kazantsev, O.A.; Esipovich, A.L.; Belousov, A.S.; Rogozhin, A.E.; Kanakov, E.A. Recent advances in the field of selective epoxidation of vegetable oils and their derivatives: A review and perspective. Catal. Sci. Technol. 2017, 7, 3659–3675. [Google Scholar] [CrossRef]
- Vanbesien, T.; Hapiot, F.; Monflier, E. Hydroformylation of vegetable oils and the potential use of hydroformylated fatty acids. Lipid Technol. 2013, 25, 175–178. [Google Scholar] [CrossRef]
- Kade, M.J.; Burke, D.J.; Hawker, C.J. The power of thiol-ene chemistry. J. Polym. Sci. Part A Polym. Chem. 2010, 48, 743–750. [Google Scholar] [CrossRef]
- Hoyle, C.E.; Bowman, C.N. Thiol–Ene Click Chemistry. Angew. Chem. Int. Ed. Engl. 2010, 49, 1540–1573. [Google Scholar] [CrossRef]
- Schuchardt, U.; Sercheli, R.; Vargas, R.M. Transesterification of vegetable oils: A review. J. Braz. Chem. Soc. 1998, 9, 199–210. [Google Scholar] [CrossRef]
- Sawpan, M.A. Polyurethanes from vegetable oils and applications: A review. J. Polym. Res. 2018, 25, 184. [Google Scholar] [CrossRef]
- Hu, S.; Luo, X.; Li, Y. Polyols and Polyurethanes from the Liquefaction of Lignocellulosic Biomass. ChemSusChem 2013, 7, 66–72. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Luo, X.; Hu, S. Bio-based Polyols and Polyurethanes; Springer Nature: Dordrecht, The Netherlands, 2015. [Google Scholar]
- Gollakota, A.; Kishore, N.; Gu, S. A review on hydrothermal liquefaction of biomass. Renew. Sustain. Energy Rev. 2018, 81, 1378–1392. [Google Scholar] [CrossRef]
- Ge, X.; Chang, C.; Zhang, L.; Cui, S.; Luo, X.; Hu, S.; Qin, Y.; Li, Y. Conversion of Lignocellulosic Biomass Into Platform Chemicals for Biobased Polyurethane Application. Adv. Bioenergy 2018, 3, 161–213. [Google Scholar] [CrossRef]
- Hakim, A.A.A.; Nassar, M.; Emam, A.; Sultan, M. Preparation and characterization of rigid polyurethane foam prepared from sugar-cane bagasse polyol. Mater. Chem. Phys. 2011, 129, 301–307. [Google Scholar] [CrossRef]
- Jin, Y.; Hu, X.; Wu, C.; Zong, R.; Liu, S.; Shentu, B. Influence of palm oil-based polyols on the microstructure and properties of bio-based flexible polyurethane foams. Biomass-Convers. Biorefin. 2023, 14, 32109–32119. [Google Scholar] [CrossRef]
- Mohammadpour, R.; Sadeghi, G.M.M. Effect of Liquefied Lignin Content on Synthesis of Bio-based Polyurethane Foam for Oil Adsorption Application. J. Polym. Environ. 2020, 28, 892–905. [Google Scholar] [CrossRef]
- Malewska, E.; Kurańska, M.; Tenczyńska, M.; Prociak, A. Application of Modified Seed Oils of Selected Fruits in the Synthesis of Polyurethane Thermal Insulating Materials. Materials 2023, 17, 158. [Google Scholar] [CrossRef]
- Prociak, A.; Kurańska, M.; Uram, K.; Wójtowicz, M. Bio-Polyurethane Foams Modified with a Mixture of Bio-Polyols of Different Chemical Structures. Polymers 2021, 13, 2469. [Google Scholar] [CrossRef]
- Prociak, T.; Bogdal, D.; Kuranska, M.; Dlugosz, O.; Kubik, M. The Effect of Rapeseed Oil Biopolyols and Cellulose Biofillers on Selected Properties of Viscoelastic Polyurethane Foams. Materials 2024, 17, 3357. [Google Scholar] [CrossRef] [PubMed]
- Losio, S.; Cifarelli, A.; Vignali, A.; Tomaselli, S.; Bertini, F. Flexible Polyurethane Foams from Bio-Based Polyols: Prepolymer Synthesis and Characterization. Polymers 2023, 15, 4423. [Google Scholar] [CrossRef] [PubMed]
- Polaczek, K.; Kurańska, M.; Prociak, A. Open-cell bio-polyurethane foams based on bio-polyols from used cooking oil. J. Clean. Prod. 2022, 359, 132107. [Google Scholar] [CrossRef]
- Coman, A.E.; Peyrton, J.; Hubca, G.; Sarbu, A.; Gabor, A.R.; Nicolae, C.A.; Iordache, T.V.; Averous, L. Synthesis and characterization of renewable polyurethane foams using different biobased polyols from olive oil. Eur. Polym. J. 2021, 149, 110363. [Google Scholar] [CrossRef]
- Peyrton, J.; Chambaretaud, C.; Sarbu, A.; Avérous, L. Biobased Polyurethane Foams Based on New Polyol Architectures from Microalgae Oil. ACS Sustain. Chem. Eng. 2020, 8, 12187–12196. [Google Scholar] [CrossRef]
- Huang, X.-Y.; De Hoop, C.F.; Peng, X.-P.; Xie, J.-L.; Qi, J.-Q.; Jiang, Y.-Z.; Xiao, H.; Nie, S.-X. Thermal Stability Analysis of Polyurethane Foams Made from Microwave Liquefaction Bio-Polyols with and Without Solid Residue. BioResources 2018, 13, 3346–3361. [Google Scholar] [CrossRef]
- Gama, N.V.; Soares, B.; Freire, C.S.; Silva, R.; Neto, C.P.; Barros-Timmons, A.; Ferreira, A. Bio-based polyurethane foams toward applications beyond thermal insulation. Mater. Des. 2015, 76, 77–85. [Google Scholar] [CrossRef]
- Kuranchie, C.; Yaya, A.; Bensah, Y.D. The effect of natural fibre reinforcement on polyurethane composite foams—A review. Sci. Afr. 2021, 11, 012045. [Google Scholar] [CrossRef]
- Kenned, J.J.; Sankaranarayanasamy, K.; Kumar, C.S. Chemical, biological, and nanoclay treatments for natural plant fiber-reinforced polymer composites: A review. Polym. Polym. Compos. 2020, 29, 1011–1038. [Google Scholar] [CrossRef]
- Pickering, K.L.; Li, Y.; Farrell, R.L.; Lay, M. Interfacial Modification of Hemp Fiber Reinforced Composites Using Fungal and Alkali Treatment. J. Biobased Mater. Bioenergy 2007, 1, 109–117. [Google Scholar] [CrossRef]
- Ding, Q.; Jing, L.; Han, W.; Guan, Y.; Jiang, Y.; Wu, C.; Li, R.; Li, X. Understanding the evolution of cellulose fibers during enzyme treatment. Ind. Crops Prod. 2021, 171, 113983. [Google Scholar] [CrossRef]
- Pommet, M.; Juntaro, J.; Heng, J.Y.Y.; Mantalaris, A.; Lee, A.F.; Wilson, K.; Kalinka, G.; Shaffer, M.S.P.; Bismarck, A. Surface Modification of Natural Fibers Using Bacteria: Depositing Bacterial Cellulose onto Natural Fibers to Create Hierarchical Fiber Reinforced Nanocomposites. Biomacromolecules 2008, 9, 1643–1651. [Google Scholar] [CrossRef] [PubMed]
- Atiqah, A.; Jawaid, M.; Sapuan, S.; Ishak, M.; Ansari, M.; Ilyas, R. Physical and thermal properties of treated sugar palm/glass fibre reinforced thermoplastic polyurethane hybrid composites. J. Mater. Res. Technol. 2019, 8, 3726–3732. [Google Scholar] [CrossRef]
- Mohammed, A.; Bachtiar, D.; Rejab, M.; Siregar, J. Effect of microwave treatment on tensile properties of sugar palm fibre reinforced thermoplastic polyurethane composites. Def. Technol. 2018, 14, 287–290. [Google Scholar] [CrossRef]
- Głowacz-Czerwonka, D.; Zakrzewska, P.; Oleksy, M.; Pielichowska, K.; Kuźnia, M.; Telejko, T. The influence of biowaste-based fillers on the mechanical and fire properties of rigid polyurethane foams. Sustain. Mater. Technol. 2023, 36. [Google Scholar] [CrossRef]
- Dong, F.; Wang, Y.; Wang, S.; Shaghaleh, H.; Sun, P.; Huang, X.; Xu, X.; Wang, S.; Liu, H. Flame-retarded polyurethane foam conferred by a bio-based nitrogen-phosphorus-containing flame retardant. React. Funct. Polym. 2021, 168. [Google Scholar] [CrossRef]
- Sienkiewicz, N.; Członka, S.; Kairyte, A.; Vaitkus, S. Curcumin as a natural compound in the synthesis of rigid polyurethane foams with enhanced mechanical, antibacterial and anti-ageing properties. Polym. Test. 2019, 79, 106046. [Google Scholar] [CrossRef]
- Zainuddin, F.; Fauzi, N.S.A.; Adam, S.N.F.S. Dyeing Polyurethane Foam by Plant Based Pigment. IOP Conf. Ser. Mater. Sci. Eng. 2018, 429, 012045. [Google Scholar] [CrossRef]
- Purwanto, N.S.; Chen, Y.; Torkelson, J.M. Biobased, reprocessable, self-blown non-isocyanate polyurethane foams: Influence of blowing agent structure and functionality. Eur. Polym. J. 2024, 206. [Google Scholar] [CrossRef]
- Błażek, K.; Datta, J. Renewable natural resources as green alternative substrates to obtain bio-based non-isocyanate polyurethanes-review. Crit. Rev. Environ. Sci. Technol. 2019, 49, 173–211. [Google Scholar] [CrossRef]
- Yu, A.Z.; Setien, R.A.; Sahouani, J.M.; Docken, J.; Webster, D.C. Catalyzed non-isocyanate polyurethane (NIPU) coatings from bio-based poly(cyclic carbonates). J. Coat. Technol. Res. 2018, 16, 41–57. [Google Scholar] [CrossRef]
- Rokicki, G.; Parzuchowski, P.G.; Mazurek, M. Non-isocyanate polyurethanes: Synthesis, properties, and applications. Polym. Adv. Technol. 2015, 26, 707–761. [Google Scholar] [CrossRef]
- Lambeth, R.H. Progress in hybrid non-isocyanate polyurethanes. Polym. Int. 2020, 70, 696–700. [Google Scholar] [CrossRef]
- Maisonneuve, L.; Lamarzelle, O.; Rix, E.; Grau, E.; Cramail, H. Isocyanate-Free Routes to Polyurethanes and Poly(hydroxy Urethane)s. Chem. Rev. 2015, 115, 12407–12439. [Google Scholar] [CrossRef]
- Cornille, A.; Auvergne, R.; Figovsky, O.; Boutevin, B.; Caillol, S. A perspective approach to sustainable routes for non-isocyanate polyurethanes. Eur. Polym. J. 2017, 87, 535–552. [Google Scholar] [CrossRef]
- Cornille, A.; Dworakowska, S.; Bogdal, D.; Boutevin, B.; Caillol, S. A new way of creating cellular polyurethane materials: NIPU foams. Eur. Polym. J. 2015, 66, 129–138. [Google Scholar] [CrossRef]
- Peyrton, J.; Avérous, L. Structure-properties relationships of cellular materials from biobased polyurethane foams. Mater. Sci. Eng. R Rep. 2021, 145, 100608. [Google Scholar] [CrossRef]
- Bio-Based Polyurethane Market Size, Share & Trends Analysis Report By Product (Rigid Foam, Flexible Foams), End-Use (Automo-tive, Packaging), By Region, And Segment Forecasts, 2023–2030. Available online: https://www.grandviewresearch.com/industry-analysis/bio-based-polyurethane-industry (accessed on 14 April 2025).
- Członka, S.; Strąkowska, A.; Strzelec, K.; Kairytė, A.; Kremensas, A. Bio-Based Polyurethane Composite Foams with Improved Mechanical, Thermal, and Antibacterial Properties. Materials 2020, 13, 1108. [Google Scholar] [CrossRef]
- Bote, S.D.; Kiziltas, A.; Scheper, I.; Mielewski, D.; Narayan, R. Biobased flexible polyurethane foams manufactured from lactide-based polyester-ether polyols for automotive applications. J. Appl. Polym. Sci. 2021, 138, 50690. [Google Scholar] [CrossRef]
- Mitrevska, M.J.; Mickovski, V.; Samardzioska, T.; Iannace, G. Experimental and Numerical Investigation of Sound Absorption Characteristics of Rebonded Polyurethane Foam. Appl. Sci. 2022, 12, 12936. [Google Scholar] [CrossRef]
- Gwon, J.G.; Kim, S.K.; Kim, J.H. Sound absorption behavior of flexible polyurethane foams with distinct cellular structures. Mater. Des. 2016, 89, 448–454. [Google Scholar] [CrossRef]
- Olcay, H.; Kocak, E.D. Rice plant waste reinforced polyurethane composites for use as the acoustic absorption material. Appl. Acoust. 2021, 173, 107733. [Google Scholar] [CrossRef]
- Chen, S.; Jiang, Y. The acoustic property study of polyurethane foam with addition of bamboo leaves particles. Polym. Compos. 2016, 39, 1370–1381. [Google Scholar] [CrossRef]
- Ghosh, A.; Chowdhury, S.R.; Dutta, R.; Babu, R.; Rumbo, C.; Dasgupta, N.; Mukherjee, P.; Das, N.C.; Ranjan, S. Polyurethane Chemistry for the Agricultural Applications—Recent Advancement and Future Prospects. ACS Symp. Ser. 2023, 1454, 1–36. [Google Scholar] [CrossRef]
- Lu, H.; Tian, H.; Zhang, M.; Liu, Z.; Chen, Q.; Guan, R.; Wang, H. Water Polishing improved controlled-release characteristics and fertilizer efficiency of castor oil-based polyurethane coated diammonium phosphate. Sci. Rep. 2020, 10, 5763. [Google Scholar] [CrossRef]
- Wendels, S.; Avérous, L. Biobased polyurethanes for biomedical applications. Bioact. Mater. 2021, 6, 1083–1106. [Google Scholar] [CrossRef]
- Tsai, M.-C.; Hung, K.-C.; Hung, S.-C.; Hsu, S.-H. Evaluation of biodegradable elastic scaffolds made of anionic polyurethane for cartilage tissue engineering. Colloids Surf. B Biointerfaces 2015, 125, 34–44. [Google Scholar] [CrossRef]
- Li, J.; Xu, X.; Ma, X.; Cui, M.; Wang, X.; Chen, J.; Zhu, J. Antimicrobial Nonisocyanate Polyurethane Foam Derived from Lignin for Wound Healing. ACS Appl. Bio Mater. 2024, 7, 1301–1310. [Google Scholar] [CrossRef]
- Li, S.; Zhang, Y.; Ma, X.; Qiu, S.; Chen, J.; Lu, G.; Jia, Z.; Zhu, J.; Yang, Q.; Wei, Y. Antimicrobial Lignin-Based Polyurethane/Ag Composite Foams for Improving Wound Healing. Biomacromolecules 2022, 23, 1622–1632. [Google Scholar] [CrossRef]
- Bužarovska, A.; Selaru, A.; Serban, M.; Pircalabioru, G.G.; Costache, M.; Cocca, M.; Gentile, G.; Avérous, L.; Dinescu, S. Biobased multiphase foams with ZnO for wound dressing applications. J. Mater. Sci. 2023, 58, 17594–17609. [Google Scholar] [CrossRef]
- Bahatibieke, A.; Wei, S.; Feng, H.; Zhao, J.; Ma, M.; Li, J.; Xie, Y.; Qiao, K.; Wang, Y.; Peng, J.; et al. Injectable and in situ foaming shape-adaptive porous Bio-based polyurethane scaffold used for cartilage regeneration. Bioact. Mater. 2024, 39, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.Y.; Beckman, E.J.; Piesco, N.P.; Agarwal, S. A new peptide-based urethane polymer: Synthesis, biodegradation, and potential to support cell growth in vitro. Biomaterials 2000, 21, 1247–1258. [Google Scholar] [CrossRef] [PubMed]
- Vora, N.; Christensen, P.R.; Demarteau, J.; Baral, N.R.; Keasling, J.D.; Helms, B.A.; Scown, C.D. Leveling the cost and carbon footprint of circular polymers that are chemically recycled to monomer. Sci. Adv. 2021, 7, eabf0187. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polyol Source | Formulation | Results | Refs. |
|---|---|---|---|
| Sugar beet pulp-based polyol (SBpol) | Polyol: up to 100 parts per hundred (php) of SBpol replacing petroleum-based polyol (GL-400) SBpol synthesized using an acid-catalyzed solvothermal liquefaction Isocyanate: 141–186 php methylene-4,4′-diphenyl diisocyanate (pMDI) Blowing catalyst: 0.7 php Tetramethylenediamine Gelling catalyst: 0.2 php dibutyltin dilaurate (DBTDL) Surfactant: 2 php TEGOSTAB® B 8467 Blowing agent: 3 php water |
| [39] |
| Liquefied sugar-cane bagasse | Polyol: polyethylene glycol with 10 to 50% replacement with bio-polyol Isocyanate: 1.1–1.5 isocyanate index; methylene diphenyl diisocyanate (MDI) Catalyst: 0.1–0.5 php N,N-dicyclohexylamine Surfactant: 0.5–2.5 php silicon surfactant Blowing agent: 0.5–2.5 php water |
| [61] |
| Sucrose | Polyol: 15 wt % sucrose Isocyanate: up to 85 wt % toluene diisocyanate (TDI) Catalyst: 2-ethylhexanoate (Tin (II)) Additives: up to 80 wt % propolis Blowing agent: water |
| [33] |
| Sucrose | Polyol: 10–35 wt % sucrose Isocyanate: 65–90 wt % poly-HDI Catalyst: Tin (II) Blowing agent: water |
| [36] |
| Palm oil | Polyol: polyether polyol mixture (PPG5100 and PPG750, 7:3) and palm oil polyol with 0–45% of bio-polyol. Isocyanate: Polymethylene polyphenylene isocyanate Catalysts: ZF-10 and LE310 Crosslinking agent: triethanolamine (TEOA) Surfactant: 8920LO Blowing agent: water |
| [62] |
| Bio-oil from sugarcane bagasse | Polyol: 50 wt % polyol (up to 100 wt % substitution of polypropylene glycol with bio-oil produced by hydrothermal liquefaction) Isocyanate: 43.2 wt % pMDI Catalysts: 2.3 wt % DBTDL and 2.3 wt % DABCO 33lV Blowing agent: 2.2 wt % water |
| [34] |
| Liquefied lignin | Polyol: 50 wt % polyol (up to 100 wt % substitution of polypropylene glycol triol with bio-oil produced by microwave liquefaction) Isocyanate: 43.2 wt % pMDI Catalysts: 2.3 wt % DBTDL and 2.3 wt % DABCO 33lV Blowing agent: 2.2 wt % water |
| [63] |
| Oil from fruit seeds | Polyol: 32.9 wt % polyol (with 75% of petrochemical polyol replaced by bio-polyols from different seed oils, obtained by transesterification) Isocyanate: 65.1 wt % 4,4′-diphenylmethane diisocyanate Surfactant: 0.7 wt % Niax Silicone SR-321 Blowing agent: 1.3 wt % water |
| [64] |
| Mixture of bio-polyols | Polyol: Petrochemical polyol replaced by a mixture of bio-polyols (20–40 php) obtained by epoxidation and opening of oxirane rings Isocyanate: pMDI Catalyst: Polycat 218 Surfactant: Niax silicone L-6915 Blowing agent: water |
| [65] |
| Rapeseed oil | Polyol: Up to 30 wt % of bio-polyols derived from rapeseed oil with different hydroxyl values to replace petrochemical polyol Isocyanate: pMDI Filler: 0.5–2 wt % of microcellulose Blowing agent: water |
| [66] |
| Soybean, Linseed oils | Polyol: 0–44 pphp (parts per hundred parts) substitution of polypropylene polyol by bio-polyols obtained by epoxidation 10.6–13 pphp Glycerol Isocyanate: 62–99 pphp TDI Catalysts: 0.1 pphp dibutyltin dilaurate (DBT) and 0.6–0.7 pphp DBACO Surfactant: 3.8–4.4 pphp silicone surfactant Blowing agent: 2.6–5.3 pphp water |
| [67] |
| Used rapeseed cooking oil | Polyol: 23.4 wt % polyol obtained by epoxidation of the used oil Isocyanate: 63.9 wt % pMDI Foaming catalyst: 1.2 wt % Polycat®37 Gelling catalyst: 0.5 wt % KOSMOS®19 Surfactant: 0.4 wt % TEGOSTAB®B 8870 Cell opener: 0.1 wt % ORTEGOL®500 Flame retardant: 7.0 wt % TEP Blowing agent: 3.5 wt % water |
| [68] |
| Olive oil | Polyol: replacement of ARCOL Polyol 1374 with up to 35 wt % of bio-polyol (obtained by epoxidation and ring-opening) Isocyanate: 51.27–65.68 wt % MDI Blowing catalyst: 0.1 parts by weight (pbw) DABCO NE 300 Gelling catalyst: 0.28 pbw DBTL-DABCO T-12 Surfactant: 0.15 pbw TEGOSTAB® B8773 LF2 Blowing agent: 3.7–3.9 wt % water |
| [69] |
| Microalgae oil | Polyol: Daltolac R570 fossil polyol replaced by 25–75 wt % bio-based polyol (epoxidation and ring opening) Isocyanate: pMDI with an NCO/OH molar ratio of 1.15 Blowing catalyst: N,N-Dimethylcyclohexylamine (DMCHA) Surfactant: 2.5 pbw TEGOSTAB® B84501 Flame retardant: 10 pbw tris(1-chloro-2propyl) phosphate (TCPP) Blowing agent: Isopentene and demineralized water (1.6 pbw) |
| [70] |
| Yaupon holly powder | Polyol: 15.1 wt % microwave liquefaction polyol and 15.1 wt % glycerol-based polyol Isocyanate: 66.2 wt % pMDI Catalyst: 1.2 wt % DMACHA Surfactant: 1.2 wt % Dow Corning 193 Blowing agent: 1.2 wt % water |
| [71] |
| Coffee grounds waster | Polyol: acid liquefaction of coffee grounds Isocyanate: MDI Catalyst: Polycat 34 Surfactant: TEGOSTAB® B8404 and Dabco DC3043 Blowing agent: Dichloromethane |
| [72] |
| Cellulose | Polyol: 10 g polyol obtained from cellulose through hydroxyalkylation Isocyanate: pMDI with 1.0–1.2 index Catalyst: 0.03–0.25 g TEA Surfactant: 0.31 g Silicon L-6900 Blowing agent: 2–3 wt % Water |
| [9] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santos, M.; Mariz, M.; Tiago, I.; Alarico, S.; Ferreira, P. Bio-Based Polyurethane Foams: Feedstocks, Synthesis, and Applications. Biomolecules 2025, 15, 680. https://doi.org/10.3390/biom15050680
Santos M, Mariz M, Tiago I, Alarico S, Ferreira P. Bio-Based Polyurethane Foams: Feedstocks, Synthesis, and Applications. Biomolecules. 2025; 15(5):680. https://doi.org/10.3390/biom15050680
Chicago/Turabian StyleSantos, Marta, Marcos Mariz, Igor Tiago, Susana Alarico, and Paula Ferreira. 2025. "Bio-Based Polyurethane Foams: Feedstocks, Synthesis, and Applications" Biomolecules 15, no. 5: 680. https://doi.org/10.3390/biom15050680
APA StyleSantos, M., Mariz, M., Tiago, I., Alarico, S., & Ferreira, P. (2025). Bio-Based Polyurethane Foams: Feedstocks, Synthesis, and Applications. Biomolecules, 15(5), 680. https://doi.org/10.3390/biom15050680